Укажите температуру воздуха при которой разрешается выполнять сварку деталей
Обновлено: 19.05.2024
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Тест для сварщиков с ответами
2. Требования, которые предъявляются к качеству исправленного участка шва:
а) Зафиксированы в нормативных документах и зависят от вида шва
б) Аналогичны тем, которые предъявляются к качеству основного шва +
в) Определяются приемочной группой индивидуально
3. Каким должен быть текст и цвет надписи на баллоне для аргона:
а) «Аргон технический», синий
б) «Аргон сырой», белый
в) «Аргон чистый», зелёный +
4. Допускаются ли трещины в сварных соединениях:
а) Нет +
б) Да
в) Да, только продольные
5. Наплыв в металле шва:
а) Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
б) Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
в) Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним +
6. Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм на остающемся подкладном кольце:
а) От 1 до 2-х мм.
б) От 2-х до 3-х мм. +
в) От 1 до 3-х мм.
7. Укажите цель проведения сопутствующего и предварительного подогрева:
а) Повышение содержания углерода в металле
б) Повышение скорости охлаждения металла в зоне сварки
в) Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин +
8. Какие рекомендуются род тока и полярность при аргонодуговой сварке (наплавке) неплавящимся электродом из низкоуглеродистой стали:
а) Постоянный ток прямой полярности +
б) Переменный
в) Постоянный ток обратной полярности
9. Методы контроля степени воздействия на материал сварного соединения бывают:
а) Статическими и динамическими
б) Радиографическими и ультразвуковыми
в) Разрушающими и неразрушающими +
10. Магнитное дутье дуги:
а) Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
б) Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке +
в) Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
11. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
а) Уменьшении этих деформаций +
б) Увеличении этих деформаций
в) Влияние отсутствует
12. Как влияет увеличение расстояния от сопла горелки до поверхности металла:
а) Ухудшается устойчивость горения дуги и увеличивается разбрызгивание жидкого металла
б) Ухудшается газовая защита зоны сварки, что приводит к образованию пор +
в) Улучшается газовая защита зоны сварки, что позволяет увеличить скорость сварки
13. Опишите принцип заземления сварочного оборудования:
а) Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля» +
б) Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
в) К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
14. Какие сварщики допускаются к сварке и прихватке при монтаже или ремонте трубопроводов пара или горячей воды:
а) Сварщики имеющие стаж по сварке не менее 5 лет
б) Сварщики 5 и 6 разрядов
в) Аттестованные на соответствующие виды работ согласно “Правил аттестации сварщиков и специалистов сварочного производства” +
15. Один из типов сварных соединений:
а) Стыковые +
б) Объемные
в) Плоские
16. Один из типов сварных соединений:
а) С нахлестом
б) Тавровые +
в) Объемные
17. Нужно ли менять светофильтры в зависимости от величины сварочного тока:
а) Менять при величине тока свыше 200 А.
б) По усмотрению сварщика
в) Следует менять в любом случае +
18. Один из типов сварных соединений:
а) Плоские
б) Угловые +
в) Без нахлеста
19. Один из типов сварных соединений:
а) Без нахлеста
б) Плоские
в) Внахлест +
20. Укажите диаметр присадочной проволоки для ручной аргонодуговой сварки стыка трубы до 219 мм:
а) 3,5…6 мм.
б) 1,6…3,0 мм. +
в) 0,5…1,5 мм.
21. Внешний вид излома сварного соединения позволяет определить:
а) Строение и структуру металла, что является ценной информацией для оценки его пластических свойств +
б) Прочность, устойчивость против коррозии, деформационную стойкость
в) Наличие вредных примесей в металле
22. Контроль качества сварных соединений проверяют по:
а) Внешнему виду катета сварного шва
б) Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния +
в) Цвету сварного шва
23. Допускаются ли прожоги в сварных соединениях:
а) Да
б) Да, только снаружи
в) Нет +
24. Укажите оптимальный метод предупреждения образования горячих трещин при сварке:
а) Проведение термической обработки металла до сварки
б) Выбор правильной формы разделки кромок, снижение погонной энергии +
в) V-образная разделка кромок
25. Укажите, с какой стороны рекомендуется выполнять прихватки при сборке конструкций, свариваемых дуговой сваркой с двух сторон:
а) Со стороны шва, свариваемого первым
б) С любой стороны
в) Со стороны шва, свариваемого вторым +
26. Прожоги образуются по причине:
а) Неправильно подобранных электродов
б) Несоответствия силы сварочного тока и толщины свариваемых элементов +
в) Неправильно подобранного размера сварочной ванны
27. Укажите, что является браковочным признаком при проверке стойкости вольфрамового электрода:
а) Образование на рабочем заточенном на конус электроде шарообразной поверхности +
б) Хрупкость при ударных нагрузках
в) Образование на электроде трещин
28. Остаточные сварочные деформации:
а) Деформации, которые связаны с дефектами электродов
б) Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
в) Деформации, которые остаются после завершения сварки и полного остывания изделия +
29. Укажите температуру воздуха, при которой разрешается выполнять сварку деталей:
а) Не ниже 0 °С. +
б) Не ниже минус 5 °С.
в) Не ниже минус 15 °С.
30. Перед установкой штуцера в коллектор или трубу поверхность вокруг отверстия со стороны наложения сварного шва должна быть зачищена. Укажите ширину зачистки:
а) 5…10 мм.
б) 15…20 мм. +
в) 10…15 мм.
Тест с ответами: “Котельное оборудование”
1. Укажите температуру воздуха, при которой разрешается выполнять сварку деталей:
а) Не ниже 0 °С. +
б) Не ниже минус 5 °С.
в) Не ниже минус 15 °С.
2. Перед установкой штуцера в коллектор или трубу поверхность вокруг отверстия со стороны наложения сварного шва должна быть зачищена. Укажите ширину зачистки:
а) 5…10 мм.
б) 15…20 мм. +
в) 10…15 мм.
3. Укажите, с какой стороны рекомендуется выполнять прихватки при сборке конструкций, свариваемых дуговой сваркой с двух сторон:
а) Со стороны шва, свариваемого первым
б) С любой стороны
в) Со стороны шва, свариваемого вторым +
4. Укажите, что является браковочным признаком при проверке стойкости вольфрамового электрода:
а) Образование на рабочем заточенном на конус электроде шарообразной поверхности +
б) Хрупкость при ударных нагрузках
в) Образование на электроде трещин
5. Допускаются ли прожоги в сварных соединениях:
а) Да
б) Да, только снаружи
в) Нет +
6. Укажите диаметр присадочной проволоки для ручной аргонодуговой сварки стыка трубы до 219 мм:
а) 3,5…6 мм.
б) 1,6…3,0 мм. +
в) 0,5…1,5 мм.
7. Нужно ли менять светофильтры в зависимости от величины сварочного тока:
а) Менять при величине тока свыше 200 А.
б) По усмотрению сварщика
в) Следует менять в любом случае +
8. Какие марки преобразователей используются для механизированной сварки (наплавки) в защитных газах:
а) ПСГ-500-1, ПСУ-300, ПСУ-500-2 +
б) ВС-300У3, ВДУ-506У3, ВДУ-601У3
в) ВД-201У3, УДГ-350УХЛ
9. Какие сварщики допускаются к сварке и прихватке при монтаже или ремонте трубопроводов пара или горячей воды:
а) Сварщики имеющие стаж по сварке не менее 5 лет
б) Сварщики 5 и 6 разрядов
в) Аттестованные на соответствующие виды работ согласно “Правил аттестации сварщиков и специалистов сварочного производства” +
10. Как влияет увеличение расстояния от сопла горелки до поверхности металла:
а) Ухудшается устойчивость горения дуги и увеличивается разбрызгивание жидкого металла
б) Ухудшается газовая защита зоны сварки, что приводит к образованию пор +
в) Улучшается газовая защита зоны сварки, что позволяет увеличить скорость сварки
11. Какие рекомендуются род тока и полярность при аргонодуговой сварке (наплавке) неплавящимся электродом из низкоуглеродистой стали:
а) Постоянный ток прямой полярности +
б) Переменный
в) Постоянный ток обратной полярности
12. Для чего применяется осциллятор на рабочем месте:
а) Изменения величины напряжения при сварке
б) Для легкого возбуждения дуги на малых токах +
в) Повышения стабильности горения дуги
13. Допускаются ли трещины в сварных соединениях:
а) Нет +
б) Да
в) Да, только продольные
14. Укажите высоту слоя (валика) при ручной аргонодуговой сварке стыков труб малых диаметров (менее 100 мм) из углеродистых и теплоустойчивых сталей:
а) 5…6 мм.
б) Не менее пяти диаметров присадочной проволоки
в) 2…4 мм. +
15. Следует ли подогревать углекислый газ перед выполнением сварки:
а) Следует +
б) По усмотрению сварщика
в) Не следует
16. Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм на остающемся подкладном кольце:
а) От 1 до 2-х мм.
б) От 2-х до 3-х мм. +
в) От 1 до 3-х мм.
17. Каким должен быть текст и цвет надписи на баллоне для аргона:
а) «Аргон технический», синий
б) «Аргон сырой», белый
в) «Аргон чистый», зелёный +
18. При ручной аргонодуговой сварке корневого шва без присадочной проволоки рекомендуемая длина дуги 1,5…2,0мм, а с присадочной проволокой 2…3мм. Почему при сварке с присадочной проволокой длина дуги должна быть больше:
а) Для повышения стабильности сварки
б) Для удобства манипулирования сварочной проволокой в дуговом промежутке +
в) Для улучшения защиты сварочной ванны
19. Допускаются ли незаваренные кратеры в сварных соединениях:
а) Да, не выходящие за пределы установленных норм
б) Да
в) Нет +
20. Укажите, требования к ширине валиков при аргонодуговой сварке:
а) Ширина валика не должна превышать 10 мм
б) Ширина валика не должна превышать внутреннего диаметра сопла горелки +
в) Ширина валика не должна превышать 3-х диаметров электрода
21. Рекомендуемый угол заострения зубила для рубки стали средней твёрдости должен быть:
а) 60 градусов +
б) 55 градусов
в) 45 градусов
22. На напорном трубопроводе насоса ЦНС должен быть (Инструкция по эксплуатации и уходу насосов типа ЦНС 180-85…425 пункт 2.4.3, 2.4.6):
а) Фильтр
б) Обратный клапан +
в) Предохранительный клапан
23. На напорном трубопроводе насоса ЦНС должен быть (Инструкция по эксплуатации и уходу насосов типа ЦНС 180-85…425 пункт 2.4.3, 2.4.6):
а) Заглушка
б) Предохранительный клапан
в) Задвижка +
24. На напорном трубопроводе насоса ЦНС должен быть (Инструкция по эксплуатации и уходу насосов типа ЦНС 180-85…425 пункт 2.4.3, 2.4.6):
а) Фильтр
б) Манометр +
в) Термометр
25. Пуск насоса ЦНС производится на (Инструкция по эксплуатации и уходу Насосы типа ЦНС 180-85…425 пункт 2.6.1):
а) Открытую запорную арматуру на всасывающем трубопроводе и на открытую запорную арматуру на нагнетательном трубопроводе
б) Закрытую запорную арматуру на всасывающем трубопроводе и на открытую запорную арматуру на нагнетательном трубопроводе
в) Открытую запорную арматуру на всасывающем трубопроводе и на закрытую запорную арматуру на нагнетательном трубопроводе +
26. На какую величину настраиваются предохранительные клапаны паровых котлов:
а) На 15 % выше разрешенного
б) На 10 % выше разрешенного +
в) На 10 % ниже разрешенного
27. При эксплуатации ГРП текущий ремонт выполняется:
а) Не реже 1 раза в 12 месяцев +
б) Не реже 1 раза в 6 месяцев
в) Не реже 1 раза в 3 месяца
28. Суммарная пропускная способность устанавливаемых на паровом котле предохранительных устройств должна быть не менее:
а) 0, 5 номинальной паропроизводительности котла
б) Двух номинальных паропроизводительностей котла
в) Номинальной паропроизводительности котла +
29. Допустимая толщина отложений на наиболее теплонапряженных участках поверхности нагрева котла, паропроизводительностью менее 0,7т\ч:
а) 0,5 мм +
б) 10 мм
в) 0,8 мм
30. Кем производиться наладка установок докотловой обработки воды и разработка режимных карт:
а) Органами Ростехнадзора
б) Наладочной организацией +
в) Ответственным лицом
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
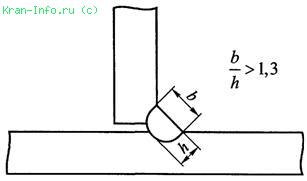
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Читайте также: