Ультразвуковой излучатель для сварки
Обновлено: 20.09.2024
Метод ультразвуковой сварки был разработан в XX веке. Он предназначен для создания неразъемных соединений различных материалов. Для сваривания детали сдавливают друг с другом и подвергают воздействию интенсивных ультразвуковых колебаний.

Таким способом можно сваривать термопластик и большинство металлов. По сравнению с другими способами сварки, ультразвуковые установки отличаются простотой конструкции, а сам процесс — низкой себестоимостью и трудоемкостью.
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.

Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.
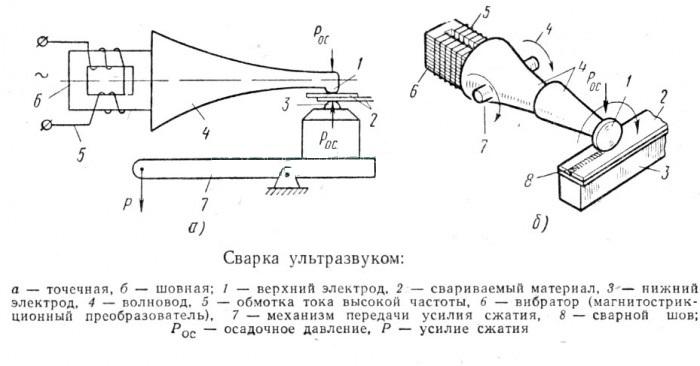
Схема точечной ультразвуковой сварки Схема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
Последовательность действий следующая
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.

Сварной шов после ультразвуковой сварки
Таким методом удается соединять ультразвуком даже разные по своему строению материалы, такие как металлические сплавы и пластики.
При этом разница в температурах плавления может быть многократной.
Преимущества
Анализируя особенности ультразвукового сварочного производства, нельзя не отметить следующие его достоинства:
- не требуется защитная газовая среда;
- нет нужды в тщательной механической зачистке зоны сварки;
- нет ограничений по форме деталей;
- экологичность и ничтожный объем выделяющихся вредных веществ;
- небольшие температуры нагрева по сравнению с другими способами;
- не требуются сварочные материалы;
- высокая производительность, сравнимая только с контактной сваркой — доли секунды.
- низкие затраты энергии.
Полученный шов имеет эстетичный внешний вид и редко нуждается в дополнительной обработке.
Недостатки
Существуют у способа и минусы:
- Размер заготовки ограничен 25-30 см. На больших расстояниях волны рассеиваются и поглощаются материалом.
- Невозможность сварки деталей большой толщины.
- Чувствительность к влажности.
Сочетание достоинств и недостатков метода позволяет применять его в самых различных производствах.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Работа с металлическими деталями
Высокой эффективностью отличается применение ультразвуковой сварки к деталям небольших размеров. Особенно удачно применяют метод в микроэлектронике и приборостроении.
Соединение металлов проходит при существенно более низких температурах, чем при использовании «горячих» сварочных технологий, таких, так электродуговая или газовая сварка. Это открывает широкие возможности для быстрого и надежного соединения компонентов, чувствительных к перегреву.
Кроме того, метод способен сварить пары металлов, с трудом соединяемые другими способами: Cu+Al, Al+ Ni и т.д.
Прочностные характеристики шва достигают 70% от значений для исходного сплава.
Метод также позволяет сваривать металл, пластик, керамику, композиты, стекло в любых комбинациях. Применим он и к тугоплавким сплавам.
Преимущества и недостатки при работе с пластиками
При работе с пластмассами существуют следующие достоинства метода:
- высокая производительность;
- низкая себестоимость операции;
- герметичность швов на толстостенных заготовках;
- отсутствие необходимости в подготовке поверхности;
- отсутствие перегрева;
- отсутствие электрических наводок и электромагнитного излучения;
- совместимость операции с другими операциями технологического процесса, напыления, разреза в других плоскостях и т.п.;
- универсальность по типам пластиков;
- отсутствие расходных материалов и химикатов.
- эстетичность и малозаметность шва.

Ультразвуковая сварка пластмасс
Выделяют и недостатки:
- Малая мощность излучателя заставляет подводить энергию с двух сторон.
- Сложность контроля качества шва.
Качество соединения стильно зависит от точности подбора и стабильности параметров установки во время работы.
Особенности сваривания полимеров с использованием ультразвука
Для соединения пластмасс ультразвуком используется специализированное оборудование. Его основные компоненты следующие:
- Рама, на которой закреплены все основные узлы и детали.
- Блок питания.
- Система управления.
- Генератор ультразвука
- Привод давления.
- Преобразователь колебаний.
- Сварочная головка.
В промышленных моделях существует также рабочий стол с механизмом подачи деталей.
Используемое оборудование
Учитывая высокую стоимость аппарата УЗ-сварки, многие домашние мастера подумывают о самостоятельном изготовлении установки. К сожалению, это не сварочный трансформатор и даже не выпрямитель, и для проектирования и создания аппарата потребуются серьезные знания и навыки в области акустики и электроники. Кроме того, для изготовления деталей излучателя и волновода нужны станки высокого класса точности, недоступные в домашних условиях.

Пресс для ультразвуковой сварки
Оборудование для ультразвуковой сварки разделяют на три категории:
- точеное;
- шовное;
- шовно–шаговое.
Диапазон мощности — 50 ватт до 2 киловатт, рабочая частота в районе 20-22 килогерц
Основной узел установки ультразвуковой сварки — генератор колебаний и преобразователь электрических колебаний в механические той же частоты.
Механические колебания ультразвукового генератора преобразуются магнитострикционным преобразователем. Для отведения излишнего тепла используется водяная система охлаждения
Волновой трансформатор согласует параметры взаимодействия преобразователя и волновода. Он повышает частоту колебаний на выходе волновода.
Волновод транспортирует энергетический поток к месту сваривания. На его рабочем окончании смонтирована сменная сварочная головка. Ее геометрические параметры выбирают, исходя из материала заготовки, его толщины и вида шва. Так, для приваривания выводов микросхем берут головку, заканчивающуюся тонким жалом.

Опорная рама служит для размещения всех узлов и деталей. На ней также монтируется механизм перемещения заготовки или головки волновода.
Параметры сварочного оборудования
Чтобы получить прочный и долговечный шов, необходимо точно рассчитать и тщательно соблюдать параметры работы аппарата. Они зависят от типа материала заготовок, его толщины, требований к прочности шва. Точная настройка параметров для каждого нового изделия проводится в лабораторных условиях, с многократными испытаниями на разрушение соединения. Наилучшее сочетание параметров фиксируется и используется в производственном процессе.
К основным параметрам относят:
- Амплитуда колебаний. Определяет поток энергии и время операции.
- Усилие прижима. От него зависит прочность шва.
- Частота работы генератора.
- Статическое давление. Определяется амплитудой механических колебаний.
- Продолжительность и скважность импульсов. Также определяет продолжительность операции.
К вспомогательным параметрам относят температуру начального прогрева для заготовок большой толщины, возвышение сварной головки над заготовкой и некоторые другие.

Установка для точечной сварки ультразвуком
Выделение тепла при сварке ультразвуком
Тепло, выделяющееся при проведении сварочных работ, образуется вследствие пластических деформаций, а также механического трения свариваемых поверхностей. Температура нагрева не является неизменной, она определяется физико-механическими характеристиками: твердостью, теплоемкостью и теплопроводностью. Влияет также и пространственная конфигурация заготовок. Влияние этого тепла на протекание технологического процесса незначительно.
Возможности ультразвука
Использование ультразвука дает возможность прочно и долговечно соединять различные, даже сильно отличающиеся друг от друга материалы толщиной от нескольких микрон до нескольких миллиметров. При использовании ультразвука к минимуму сводятся искажения формы свариваемых заготовок.
Использование точечных швов дает возможность с высокой скоростью выполнить соединение на больших площадях. Шаг точек подбирается исходя из толщины заготовок и требований к прочности шва. В областях изделия, подвергающихся высоким напряжениям, шаг уменьшают. Применение роликовых насадок на излучатель позволяет выполнять сплошные герметичные швы любой конфигурации. Такие соединения применяются в упаковочных изделиях и надувных конструкциях.
Листовые и пленочные заготовки соединяют внахлест. Для заготовок в форме стрежней применяют тавровые швы.
Ограничены возможности метода по работе со сверхтонкими материалами. Вследствие высокой скорости работы, экологической безопасности и обеспечения нормальных условий труду персонала, популярность ультразвука продолжает расти.
Сферы использования ультразвуковой сварки
Области применения ультразвука для создания сварных соединений определяются исходя из характерных особенностей технологии:
- соединяемые материалы должны быть пластичными;
- их размеры ограничены, прежде всего — толщина;
- температура нагрева намного ниже, чем при использовании «горячих» сварочных технологий.
Применение ультразвуковой сварки в производстве стройматериалов Использование ультразвуковой швейной машины
Технология проучила широкое распространение в следующих областях:
- приборостроение;
- электроника;
- производство пластиковых оболочек;
- выпуск пластмассовых изделий.
Применяется метод и в других отраслях для присоединения малогабаритных деталей к крупным.
Ограничения
Основное ограничение, накладываемое на применимость технологии – это размер свариваемых заготовок. Он ограничен 25-30 см. Это обуславливается малой мощностью генератора и высоким затуханием и рассеянием ультразвуковых колебаний в твердой среде. При прямом увеличении мощности и амплитуды колебаний потребуется непропорциональное увеличение размеров установки и потребляемой мощности. Это сведет на нет все экономические преимущества метода.
Кроме того, материалы, свариваемые ультразвуком, должны иметь минимальную влажность, причем ка на поверхности, таки по всему объему. Если этого невозможно добиться, то следует использовать другие технологии.

Процесс ультразвуковой сварки металла
Использование сваривания ультразвуком не имеет экономического смысла и для толстостенных изделий.
Как использовать ультразвуковую сварку

Виды и способы сварки
Ультразвуковая сварка не предполагает плавления металла. Этим она выгодно отличается от газовой, электродуговой и контактной. Данное преимущество особенно востребовано при производстве мелких изделий, например микросхем.

Кратко об ультразвуке
Механическое воздействие на твердую, жидкую или газообразную среду приводит к возникновению в ней области сжатия, распространяющейся во все стороны за счет упругих сил.
Серия таких волн образует звук. В процессе их распространения частицы среды совершают механические колебания вдоль направления движения импульса.
Данное явление характеризуется 2 физическими величинами:
- Количеством волн, проходящих через точку среды за единицу времени (частотой). Эта величина определяет тон звука.
- Амплитудой колебаний частиц. Зависит от интенсивности излучения (силы звука).
Приставка «ультра» означает, что частота колебаний превышает порог слышимости человека (18 кГц).
За счет чего происходит сварка
Заготовки сращиваются под влиянием 3 факторов:
Последний применяют только в отношении толстостенных заготовок и материалов с повышенной твердостью.
Принцип действия
Сварка ультразвуком основана на явлении рекомбинации. Оно заключается в разрыве одних жестких связей между атомами и молекулами твердого тела и возникновении других. Интенсивность процесса растет с увеличением амплитуды колебаний частиц. В «горячих» технологиях сваривания им для этого сообщают тепловую энергию, в данном методе – воздействуют звуком.
Слияние материалов происходит в следующем порядке:
- Производимые звукогенератором волны «раскачивают» молекулы одной из заготовок.
- Жесткие связи между некоторыми из них разрушаются.
- Одновременно возникают новые с молекулами второй заготовки. Этому способствует оказываемое на изделие давление.
Выделение тепла во время процесса
В зоне соединения наблюдается нагрев заготовок. Он обусловлен следующими причинами:
Тепло выделяется в количестве несоизмеримо меньшем, чем при газовой или электродуговой сварке. К нему чувствительны только наиболее тонкие заготовки. Для работы с ними сварочный аппарат оснащают системой охлаждения. В большинстве случаев ее приходится применять при 2-сторонней сварке.
Трение соединяемых поверхностей одна о другую приводит к разрушению оксидных и прочих пленок. Эта особенность позволяет исключить из технологического процесса предварительную зачистку заготовок, хотя она все же остается желательной. Образованию поверхностной окисной пленки наиболее подвержен алюминий.
Виды УЗС
Данная методика включает в себя несколько направлений. Они отличаются видом оборудования, способом применения ультразвука и пр.
Прерывная и непрерывная
Непрерывная технология предполагает безостановочное движение рабочего органа вдоль области соединения с неизменной скоростью и постоянным воздействием ультразвука. Образуется сплошной герметичный шов, востребованный, например, при изготовлении надувных изделий или пластиковой упаковки.
В прерывистом методе рабочий орган тоже движется равномерно, но звук излучается короткими импульсами.
Точечная сварка
Выставив излучатель в нужную позицию, производят импульс. Затем смещают рабочий орган на некоторый шаг, прижимают к деталям и снова активируют ультразвуковой генератор.
.jpg)
Точечная сварка позволяет быстро выполнить соединение на большой площади. Расстояние между точками определяется требуемой прочностью шва.
Роликовая сварка
Используется автоматизированное оборудование. Детали перемещаются между роликами, один из которых является излучателем.

Данный способ обеспечивает высокие точность и качество соединения.
Сварка по контуру
Детали соединяют по замкнутой линии любой конфигурации. По способу подачи энергии различают 2 разновидности сварки:
- Контактную. Предполагает равномерное распределение импульса по всему поперечному сечению заготовки. Метод используют для соединения внахлест пленок и деталей толщиной до 1,5 мм из мягкой пластмассы.
- Передаточную. Применяют для соединения жесткого пластика с высокими модулем упругости и коэффициентом затухания ультразвуковых колебаний. Импульс генерируется в нескольких точках.
Применение сварки ультразвуком
Данный метод создания неразъемных соединений используется при производстве:
- Деталей и схем электроники. Формируют полупроводниковые p-n переходы, подсоединяют выводы микросхем и т.д.
- Игрушек.
- Упаковки.
- Товаров широкого потребления с тонкостенными элементами. Например, с помощью УЗС изготавливают оправы очков.
- Аккумуляторов, батареек.
- Фреонопроводов в холодильных камерах.
- Медицинских изделий.
- Автомобильных узлов.
Также данный метод применяют для устройства электрических и теплопроводных соединений.
Возможности ультразвуковых волн
Метод позволяет соединять заготовки из следующих материалов:
Минимальная толщина изделия составляет 1 мкм. Например, в микроэлектронике методами УЗС к проволоке приваривают фольгу.
Ультразвук позволяет соединять разнородные материалы, например металл и стекло. Распространяясь по изделию, волны проникают в любые места, в т.ч. наиболее труднодоступные.
Установленные ограничения
Соединяют заготовки со следующими параметрами:
- Толщиной до 1,5-2 мм.
- Размерами не более 25-30 см.
Ограничения обусловлены затуханием звуковых колебаний в материале. Применение метода для соединения крупногабаритных заготовок является экономически нецелесообразным из-за непропорционального увеличения мощности оборудования.
Прочность получаемых швов
Сопротивление разрыву в зоне соединения достигает 70% величины, свойственной основному материалу. Для этого следует подобрать оптимальные параметры процесса.

Используемое в работе оборудование
Машина для УЗС состоит из следующих компонентов:
- Генератора ультразвука.
- Трансформатора упругих колебаний (бустера).
- Волновода (сонотрода). Может снабжаться наконечником.
- Опоры (наковальни).
- Охлаждающей установки.
- Блока питания.
Дополнительные узлы (присутствуют на некоторых моделях):
Оборудование делится на:
- Механизированное. Машина поддерживает параметры на заданном пользователем уровне, специальное устройство подает деталь под наконечник.
- Автоматизированное. Применяется на крупносерийном производстве. Участие оператора не требуется, все операции, в т.ч. выбор и ввод параметров, машина выполняет самостоятельно.
- Ручное. Исполнитель сам контролирует параметры процесса и ведет наконечник волновода вдоль шва. Выпускаются переносные модели.
Мощность аппаратов для УЗС составляет 100-1500 Вт.
Изменяемые параметры
Перед началом работы в настройках задают следующие величины:
В некоторых случаях дополнительно вводят:
- Температуру предварительного нагрева заготовок.
- Высоту установки наконечника.
Оптимальное значение каждого параметра устанавливают в лаборатории опытным путем. Варят пробные образцы на разных настройках, затем подвергают их испытаниям на прочность. Комбинацию, давшую наиболее стойкое соединение, переносят на производство.
Как работают сварочные машины
Принцип действия оборудования выглядит так:
- Блок питания преобразует сетевой ток в высокочастотный. Обработка осуществляется в 2 этапа. Сначала выпрямитель превращает сигнал в постоянный, затем инвертор (электронный узел под управлением микросхемы) – в переменный с заданной частотой. Показатель в десятки кГц обеспечивают быстропереключающиеся транзисторы.
- В генераторе ультразвука пьезоэлектрический преобразователь превращает ток в механические колебания той же частоты. Стандартом являются 20 или 40 кГц, реже используют 60. В исследовательской практике частоту повышают до 180 (кГц).
- Трансформатор упругих волн увеличивает амплитуду колебаний в 5 раз. Для сваривания материалов она должна достигать 10-15 мкм. Трансформатор может дополняться концентратором.
- Импульс передается по волноводу к заготовке.
При 2-сторонней сварке опора, на которой лежат детали, выступает в роли второго волновода.
Инструкция: как вести процесс ультразвуковой сварки
Оператор действует в следующем порядке:
- Включает машину.
- Фиксирует одну из заготовок на опоре.
- Устанавливает в проектное положение привариваемую деталь. Их может быть несколько.
- Опускает на заготовки пресс со сварочным наконечником.
- Подает команду на генерацию импульса.
- Поднимает пресс.
- Визуально оценивает качество шва.
Непрерывная сварка производится в том же порядке, только после опускания пресса оператор активирует роликовый механизм для перемещения деталей под наконечником.
Волновод ручного аппарата снабжен пистолетом. Оператор прижимает его к заготовке и нажатием курка активирует генератор. Оптимальное усилие подбирают опытным путем.
Особенности работы с металлами
Соединение металлических заготовок должно совершаться при повышенных температуре и давлении. Поэтому перед сваркой их подвергают индукционному нагреву, а на прессе устанавливают следующее прижимное усилие (кгс):
- для алюминиевых деталей толщиной 0,1 мм – 7-15;
- для титановых размером 0,2 мм – 40.
Метод позволяет соединять тугоплавкие сплавы, а также пары металлов, плохо совместимые при других способах сваривания. Например, алюминий с медью или никелем.
Полимеры и иные материалы
Соединение пластмасс и композитов производят без предварительного нагрева. На прессе устанавливается относительно небольшое прижимное усилие. Например, для сварки полиэтиленовой пленки толщиной 0,02 мм оно составляет 1,5 кгс.

Если используется металлизированная версия материала, усилие повышают до 15 (кгс).
Плюсы ультразвуковой сварки
К достоинствам метода относят:
- Высокую скорость. Операция длится менее 3 секунд, что сравнимо только с контактной сваркой.
- Низкие энергозатраты.
- Отсутствие потребности в расходных материалах. Не нужны присадочный материал, флюс или защитный газ, как в электродуговой технологии.
- Отсутствие деформаций. Обусловлено низкой температурой нагрева.
- Высокое качество шва. Прочность сочетается с аккуратным внешним видом – отсутствуют валик и окалина. В зоне соединения образуются зерна небольшого размера, что придает стыку пластичность.
- Возможность соединять детали любой конфигурации.
- Отсутствие вредных для здоровья испарений.
- Низкие требования к квалификации сварщика.
- Возможность соединять заготовки без зачистки поверхности. Требуется только обезжиривание.
- Малую допустимую толщину детали – до 1 мкм.
- Широкий перечень соединяемых материалов.
- Возможность сваривать разнородные вещества.
- Отсутствие электромагнитного излучения и наводок, вызванных протеканием тока в детали.
Недостатки УЗС
К недостаткам технологии относят:
- Ограничения по размеру заготовок.
- Высокую стоимость оборудования.
- Чувствительность к влажности.
- Следы от прижатого с большим усилием инструмента. Остаются на пластике и других мягких материалах.
С развитием технологий стоимость оборудования снижается.
Ограничения по толщине в некоторых случаях удается преодолеть за счет придания заготовке особой формы. В результате возникает эффект акустической линзы: волны не рассеиваются, а фокусируются в нужной точке.
Частые дефекты
В большинстве случаев приходится сталкиваться со следующими нарушениями:
- Подрезами. Представляют собой канавки вдоль шва.
- Непроваром.
- Свищами. Представляют собой трубчатые полости в материале, образованные выходящим газом.
- Прожогами.
Подрезы образуются в мягких материалах из-за сильного давления наконечника. Сечение детали в этом месте уменьшается, а с ним и прочность. Кроме того, канавка служит концентратором напряжения, что повышает вероятность разрушения. Для предотвращения появления подрезов требуется качественно заточить рабочий торец волновода или наконечника.
Свищи появляются при заваривании банок с жидким продуктом. Об их наличии свидетельствует туман, окружающий стык в процессе обработки. Причиной является «ультразвуковой ветер» – движение воздуха от излучателя, вытесняющее жидкость из емкости. Необходимо подобрать оптимальную комбинацию параметров в соответствии с вязкостью продукта.
Непроваренные участки появляются при заниженной интенсивности излучения, не соответствующей размерам заготовок. В большинстве случаев подобные дефекты возникают при сваривании деталей с разной толщиной стенки. Интенсивность излучения настраивают на минимальный размер. Когда волновод подходит к более толстому участку, ее оказывается недостаточно. Требуется изменить конструкцию изделия либо применить программируемую машину с возможностью регулировки параметров в процессе выполнения шва.
Прожоги возникают по следующим причинам:
- неправильная настройка системы охлаждения;
- прилипание размягченного полимера к волноводу.
Опытным путем было установлено, что наиболее качественные швы получаются при наличии насечек или накатки на торце наконечника. Выступы необходимо скруглить, чтобы избежать внедрения инструмента в материал.
Полезная литература
Для освоения УЗС рекомендуется ознакомиться со следующими источниками:
- В. Ю. Вероман, А. Б. Аренков: «Ультразвуковая обработка материалов».
- И. Г. Хорбенко: «Ультразвук в машиностроении».
- И. Д. Клеткин, В. П. Полухин и др.: «Ультразвуковая сварка при изготовлении одежды».
Полезно иметь справочники с указанием оптимальных параметров для разных условий сварки.
Что такое ультразвуковая сварка
Для соединения тонких деталей удобна и практична ультразвуковая сварка. Этот метод универсален, он подходит для металлов и пластмасс, разнородных материалов. При соединении не возникает внутренних напряжений, легкоплавкие элементы не подвержены термической деформации. Ультразвуковой метод внедряется не только на производстве, все часто используется в быту.

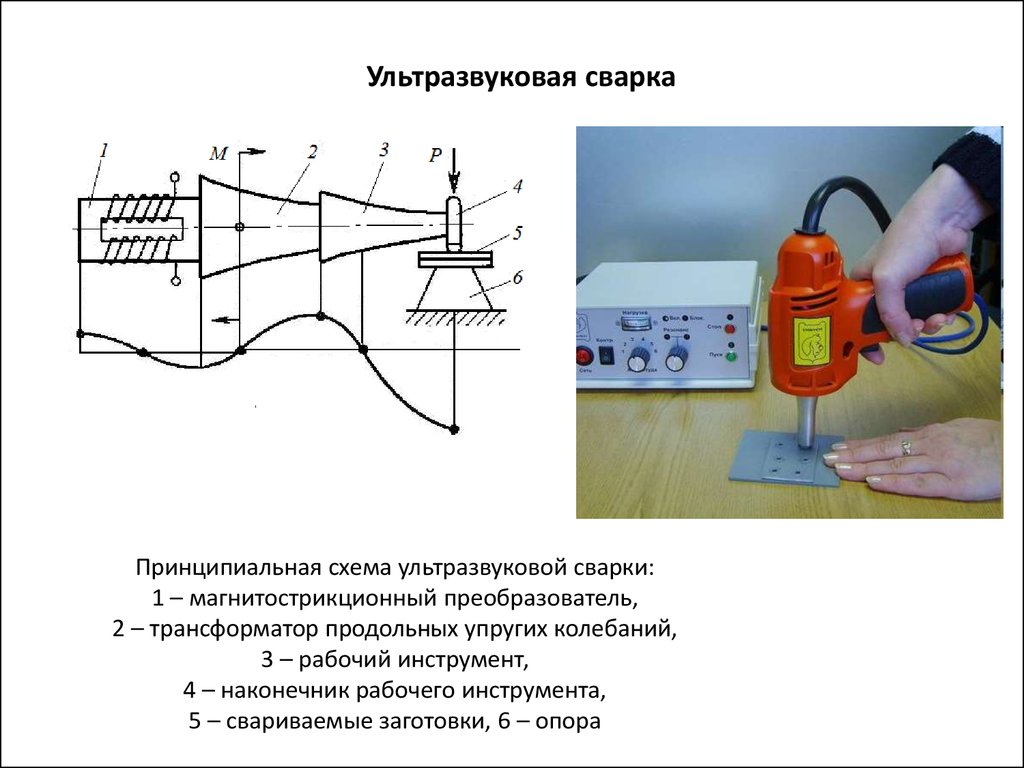
Принцип действия ультразвуковой сварки
До состояния пластичности места стыков доводятся действием механических сил: статической и динамической нагрузкой. Под импульсным воздействием структура металлов и пластиков разрушается с выделением тепловой энергии, она способствует взаимному проникновению молекул в месте диффузии. Ультразвуковой сварочный аппарат преобразует электрические колебания в механические с частотой от 18 до 180 килогерц. Рабочий наконечник продуцирует импульсы, вызывающие:
- высокочастотное сухое трение на поверхности (уничтожаются загрязнения, оксидные пленки);
- в рабочей зоне повышается температура из-за разрушения структурных решеток в процессе пластической деформации;
- детали сжимаются при силовом воздействии импульса, обеспечивая глубокое молекулярное проникновение материалов.
Используя ультразвуковую сварку пластмасс получают едва заметные швы на изделиях, так как не применяются наплавочные материалы или втулки. При ультразвуковой сварке металлов не нужны электроды или сварочная проволока. Для толстостенных деталей для ускорения процесса нужен предварительный разогрев индукционными токами.
Преимущества и недостатки
Плюсы использования ультразвука вместо дуги или газовой горелки:
- нет аэрозольных выделений из ванны расплава;
- не нужно применять флюсы, создавать защитную атмосферу;
- высокая точность и тонкость линии шва;
- отсутствие расходных материалов;
- не нужно заниматься подготовкой поверхности, ее очисткой;
- не возникает внутренних напряжений, термодеформации;
- варить можно в любом положении;
- позволяет получать разнородные сочинения металлов и неметаллов;
- применим для тонких изделий от 3 мкм;
- можно получать линейные и точечные соединения встык, внахлест, тавровые.
К минусам относят невозможность соединения толстостенных элементов, сложность оборудования. Для работы на нем нужна практика.
Область применения
В промышленных масштабах метод применяется для производства изделий из полиамида и легкоплавкого пластика:
- ;
- упаковок;
- игрушек;
- мелких деталей.
Метод применим для создания полупроводниковых переходов. С помощью ультразвука добиваются прочного соединения разнородных материалов, металлов с различными физическими характеристиками, температурой плавления. Сваркой создают сложные микросхемы в робототехнике, электронике.
Оборудование для сварки
В состав ручного или автоматического ультразвукового сварочного аппарата входят
- Генератор, создающий ультразвуковую волну. Он оснащен ручкой регулятора частоты, определяет способ передачи ультразвука.
- Преобразователь (магнитострикционный или из пьезокерамики) нужен для двустороннего подвода импульса. Обеспечивает высокую скорость соединения. В комплекте с ним идет охлаждающее оборудование.
- Трансформатор волны, регулирует амплитуду колебаний, подаваемых на рабочую головку.
- Волновод (прямой, крутящийся или изогнутый). Это рабочий инструмент ультразвуковой установки, передает импульс в рабочую зону.
- Опора, при двустороннем виде ультразвуковой сварки служит вторым волноводом. При одностороннем необходима для плотной фиксации соединяемых деталей.
- Блок электропитания.
Некоторые модели дополнительно оснащаются:
- приводом для создания повышенной статической нагрузки;
- кронштейном для закрепления аппарата над рабочей зоной;
- блоком управления, позволяющим регулировать режим работы;
- подающими роликами, приводящими в движение опору с зафиксированными на ней элементами.
Регулируемые параметры
Применение ультразвуковой сварки для различных материалов возможно при правильной настройке оборудования, регулировании силовой нагрузки. Настройка производится экспериментальным путем. В лабораториях разработаны настроечные таблицы, по ним ориентируются при выборе настроек, определении технологического режима. Основные регулируемые параметры ультразвукового сварочного оборудования:
- амплитуда излучения импульсов волноводом (сварочным наконечником), от нее зависит степень взаимодиффузии соединяемых материалов;
- продолжительность импульса, влияет на скорость создания швов;
- статическая нагрузка, в автоматах регулируется механическое давление пресса, на ручных аппаратах степень нажима определяется опытным путем;
- частота электроколебаний, от нее зависит сила давления волновода.
К дополнительным настройкам, влияющим на режим сварки, относятся:
- температура дополнительного разогрева деталей (зависит от материала, формы, фактуры);
- высота наконечника;
- степень зажима соединяемых элементов.
При выборе режима работы сварщики ориентируются на личный опыт. Начинающим придется пройти путь проб и ошибок, прежде чем браться за ответственные соединения, например сборку полипропиленового водовода.
Виды ультразвуковой сварки
Классификация, характеризующая процесс соединения деталей, позволит понять специфику метода.
- Движение рабочей головки (степень механизации оборудования):
— ручной инструмент – волновод сварочного пистолета по шву направляет сварщик;
— механическая сварка – автомат самостоятельно регулирует движение по заданным параметрам, обеспечивая точность соединения до микрон.
Работая ручным сварочным аппаратом, можно менять направление шва. Автоматы двигают волновод по прямой, но с большой точностью, фиксированной скоростью.
Характер движения волновода определяет структуру шва:
— непрерывный создается при постоянном движении головки;
— прерывный или прессовый получается путем периодического отрыва инструмента от детали;
— точечный – импульс направляется в одну точку, образуется небольшая диффузионная зона;
— продольный – при работе вручную смещается сварочная головка, когда используется автомат, соединяемые детали перемещают ролики.
В автоматическом режиме работы задаются фиксированные интервалы. Пистолетом ровные «стежки» или ряд точек выполнить сложнее.
Колебания подводятся к соединяемым элементам:
— с одной стороны – односторонний вид сварки, применяется для соединения деталей свыше 2 мм;
— сверху и снизу – двусторонняя, удобна при работе с тонкими элементами.
При подводе импульсов с двух сторон рабочая зона быстро разогревается, поэтому оборудование оснащается системой охлаждения.
По принципу распространения импульсной нагрузки выделяют два вида сварки:
— контактная – тонкие детали толщиной до 2 мм соединяются внахлест;
— передаточная – шов формируется по принципу последовательных точечных соединений, когда ультразвук распространяется во всех направлениях, создавая прочное соединение.
При сварке полистирола, полиамида, поликаорбоната, пластиков с хорошими акустическими характеристиками чаще используют передаточный вид сварки. Мягкие полимеры для упрочнения структуры предварительно промораживают.
Технология ультразвуковой сварки
Принцип молекулярного соединения основан на физических свойствах материалов. Они становятся пластичными под воздействием энергии волны, происходит внутренний разогрев. Ультразвук создает динамическое и статическое давление в зоне шва. Происходит внутренняя и наружная деформация соединяемых материалов с выделением тепла. В отличие от традиционной, сварка ультразвуком не требует дополнительных расходных материалов: присадки – электродов или проволоки; флюсов, предохраняющих детали от перегрева.
Процесс сварки состоит из нескольких этапов:
- генератор создает ток определенной частоты;
- преобразователь превращает электрическую энергию в механическую;
- ультразвук создает статическое и динамическое напряжение;
- волновод передает энергию волны в зону сварки (перпендикулярно поверхности);
- под воздействием двух сил (внутренних и внешних) материал приобретает пластичность, происходит взаимодиффузия;
- выделенная тепловая энергия обеспечивает глубинное проникновение молекул.
- Включается аппарат.
- На подставке укладываются соединяемые изделия.
- При варке металлов для получения прочного соединения зона стыка разогревается индуктором.
- Детали фиксируются, чтобы под давлением ультразвука не смещались.
- Сварочная головка, излучающая импульс, направляется в область соединения перпендикулярно деталям.
- После работы фиксатор ослабляется, проверяется прочность шва.
Ультразвуковая сварка металлов требует дополнительного прогрева элементов, эта операция сокращает время обработки. Естественный разогрев происходит только в процессе пластической деформации, под воздействием динамической силы импульсов.
Заключение
Область использования ультразвуковой сварки обширна. С помощью этого метода удается скреплять металл с пластиком, разнородные полимеры между собой. Хотя для работы с оборудованием нужны определенные навыки, освоить оборудование не сложно. Качество точечных и шовных соединений выше, чем при традиционных технологиях.
Ультразвуковая сварка пластмасс популярна из-за снижения риска прожогов и температурной деформации. Швы от ультразвука отличаются аккуратностью, прочностью, они едва заметны, так как на них нет наплавочного валика. Экономия на электродах, сварочной проволоке, защитных флюсах сокращает сроки окупаемости оборудования. Производители предлагают линейку моделей для ручной и автоматической ультразвуковой сварки. Каждый может выбрать аппарат для работы в зависимости от материала, толщины и размеров соединяемых деталей.
Ультразвуковая сварка металлов и полимеров
Ультразвук применяется везде, включая промышленную сферу. Особую значимость он приобрел в сварочных работах, особенно при проведении сваривании тонких металлических листов, деталей. Ультразвуковая сварка производится путем акустических колебаний, при этом материал обязательно находится под небольшим давлением.
Применение данной технологии предотвращает деформирование швов, которое часто проявляется при проведении других видов сварки, а сам шов выходить прочным и качественным.

Характеристика метода
Сварка ультразвуком - это метод создания неразъемных соединений. Во время этой технологии генератором производится замена электрических колебаний с определенным показателем частоты на механические колебания аппарата. Показатели электрических колебаний ультразвука могут быть около 30 кГц.
Специфика данного процесса состоит в направлении теплового воздействия. УЗС имеет некоторые отличия от классических методов сваривания, которые состоят в произведении нагревания контактирующих областей деталей. Ее часто используют для разнородных металлов. Это единственный метод сваривания, который может применяться для соединения ряда полимерных материалов.
Ультразвуковая сварка металлов и полимеров обладает многими положительными особенностями, поэтому она пользуется популярностью в области промышленности.

К основным преимуществам данной технологии относят:
- Высокая скорость выполнения работ, которая оказывает положительное воздействие на производственный процесс.
- При проведении сварки не выделяются вредные испарения, которые могут оказать негативное воздействие на состояние дыхательной системы человека.
- Для защиты свариваемой области не требуется применять инертные газы.
- Этот метод обладает высокой экономичностью, потому что во время него не нужно применять электроды, присадочную проволоку.
- При помощи влияния высокочастотных колебаний производится самостоятельная предварительная очистка поверхностей от мусора и оксидных пленок.
- На всех стадиях работ не проявляются внутренние напряжения шва.
- Аккуратно делает соединения с малозаметными следами прижима сварочного стержня.
- Не наблюдается деформирования в области сваривания. Это обеспечивается за счет точечного и кратковременного механического воздействия механических колебаний.
- Позволяет производить швы во всех пространственных положениях.
- Возможность производить сваривание изделий из металла и полипропилена.
- Простое проведение, сварочный процесс смогут выполнить даже новички.
- Не наблюдается электрического напряжения на свариваемой детали.
Стоит отметить! При проведении ультразвукового сварочного процесса шов всегда получается ровным, прочным. Он не нуждается в проведении дополнительной обработки.
Перед проведением этого сварочного процесса стоит рассмотреть важные особенности ультразвукового сварочного аппарата, который применяется при сваривании разных деталей из металла и полипропилена. Оборудование разделяется на аппараты, при помощи которых можно выполнять точечную контурную прессовую, шовную и шовно-шаговую сварку.

Показатель мощности аппаратов колеблется в диапазоне от 100 до 1500 Вт. Работают в основном на частоте 20000-22000 Гц.
В качестве главного элемента конструкции выступает электромеханическая колебательная система. Ее основное назначение состоит в преобразовании задаваемых генератором электрических колебаний в механические при неизменной частоте.
Кроме этого при проведении ультразвукового сварочного процесса стоит использовать другие необходимые элементы:
- акустический узел с волноводом;
- прессовый механизм;
- привод для увеличения давления;
- ультразвуковой излучатель для сварки;
- аппаратура для контролирования процесса.
Часто применяется ультразвуковая швейная машина для сварки полимеров, при помощи которой можно производить сваривание, резку, обработку пластикового материала. Чтобы процесс был удобным, элемент фиксируется на рабочем столе. К положительным особенностям данного оборудования относится высокая скорость, отличное качество шва.
Особенности технологии
Чтобы понять, как работает ультразвуковая сварка стоит рассмотреть ее основные особенности:
- первым делом требуется подключить прибор, это необходимо для начала выработки тока с нужной частотой и преобразования его в механические колебания;
- на область подставки оборудования помещается нижняя сторона свариваемой детали;
- сверху выкладывается вторая часть с таким же размером. Детали должны располагаться точно, это необходимо для сохранения симметрии и правильности сборки;
- стороны сжимаются прессом и закрепляются;
- в конце процесса устанавливается сварочная головка для излучения импульсов с заданной временной длиной;
- по окончанию воздействия ультразвука пресс отводится вверх, а элемент проверяется на качество соединения.
Ультразвуковая сварочная технология считается уникальной, она позволяет сваривать тонкие металлические и полипропиленовые изделия, которые не могут сварить другие виды сварок. При этом получается прочный и ровный шов без деформаций. Но чтобы выполнить все правильно стоит предварительно рассмотреть основные особенности и нюансы.
Интересное видео
Ультразвуковой контроль сварных соединений (УЗК)
Для обеспечения безопасной эксплуатации сварных металлоконструкций необходимо регулярно проводить контроль качества стыковых соединений. Существуют разные методы проверок надежность и прочности стыков, среди которых наиболее эффективным и точным считается ультразвуковой контроль сварных швов.

Что являет собой УЗК сварочных стыков
Ультразвуковой контроль сварных соединений, который часто называют дефектоскопией - это неразрушающий метод проверки, в процессе которого выявляются все присутствующие в стыке внутренние дефекты механического характера, а также химические отклонения от действующих стандартов.
Данной технологией диагностируются сварные соединения разных типов. Действенной методика является для обнаружения шлаковых вкраплений в металле, выявления воздушных пустот, присутствия неметаллических элементов и химически неоднородного состава.
Сущность УЗК технологии
Контроль сварных соединений УЗК основан на излучении ультразвуковых волн акустического типа, которые при прохождении однородной среды не изменяют прямолинейной траектории.
Принцип технологии построен на способности высокочастотных колебаний (выше 20 кГц) проникать в металл, не нарушая его структуры, и отражаться от поверхности пустот, царапин, неровностей или инородных включений. Созданная искусственно волна проникает внутрь проверяемого сварочного стыка и если в нем имеет место дефект, то она отклоняется от своего естественного направления при его обнаружении.
Все отклонения отражаются на экранах специальных приборов. Сигнал на монитор передается с помощью усилителя. Он способствует построению схемы, по которой оператор может увидеть все дефекты и особенности стыковых соединений. Размер дефектного образования устанавливается по амплитуде отраженного импульса, расстояние до него определяется по времени распространения акустической волны.
Свойства и получение ультразвуковых колебаний
Практически все приборы, которыми осуществляется ультразвуковая дефектоскопия сварных швов устроены по аналогичному принципу. Состоящая из титана бария или кварца пластина является основным рабочим элементом устройства. В призматической головке, которая отвечает за поиск дефектов, расположен пьезодатчик прибора.
Исходящие волны воспринимаются другой принимающей пластиной, где они преобразуются в электрический переменный ток, который мгновенно отклоняет волну на мониторе осциллографа.
Датчик отправляет разные по длительности переменные импульсы колебаний, разделяя их на паузы с большей продолжительностью от 1 до 5 мкс. Такой процесс позволяет безошибочно провести контроль УЗК сварных швов, определить наличие дефектов, их тип и глубину залегания.
Виды ультразвуковой дефектоскопии
Ультразвуковой метод контроля сварных соединений регламентирован ГОСТом 23829-79 и проводится несколькими способами:

- теневой. Проверка проводится с применением двух устройств, которые устанавливаются на противоположных сторонах исследуемого участка по перпендикулярной плоскости. Первое излучает волны, второй их принимает. Если при приеме отражений возникает глухая зона, то это указывает на наличие дефекта в этом месте;
- эхо-импульсный. В этом способе применяется один ультразвуковой дефектоскоп для контроля сварных соединений, параметры которого обуславливают направление и прием излучающих импульсов. Отражение происходит посредством его отсвечивания от поврежденных участков. Если волны проходят прямо и без препятствий, то такой участок сварочного стыка считается качественным. Когда имеет место отражение и волна возвращается к прибору, то этот участок обозначается бракованным;
- эхо-зеркальный. Принцип контроля практически такой же, как и в предыдущем способе. Отличием является наличие отражателя, который установлен под прямым углом. На соединительный шов посылаются волны и отражаются на приемник при наличии на нем дефектов. Такой тип УЗК сварных швов как правило используют для обнаружения вертикальных дефектов и трещин;
- зеркально-теневой. Проверка осуществляется двумя приборами, установленными с одной стороны контролируемого участка. Волны косые, отражаются от сетки основного металла. При нестандартных импульсах место считается поврежденным;
- дельта метод. Диагностика сварных швов состоит в переизлучении от дефекта направленных внутрь соединения. Применяется такой способ редко, поскольку ему характерна довольно продолжительная расшифровка результатов, а также требуется специфическая настройка оборудования.
В большинстве случаев ультразвуковой контроль качества сварных соединений проводится эхо-импульсным и теневым методами основанных на отражении акустической волны от дефекта.
Порядок проведения УЗК
Существует определенный стандарт, согласно которого должен проводится ультразвуковой контроль сварных соединений трубопроводов или других металлоконструкций. Порядок выполнения контрольных операций следующий:

- тщательное очищение стыковых соединений от ржавчины, лакокрасочных покрытий не менее чем на 50-70 мм с обеих сторон шва;
- поверхность стыка и металла возле него обрабатывается машинным, турбинным, трансформаторным маслом, глицерином или солидолом. Такая обработка необходима для получения более точных результатов проверки;
- проверочный прибор настраивается в соответствии характерных конкретному типу УЗК параметров. При толщине исследуемого материала до 2 см применяются стандартные настройки, АРД-диаграммы настраиваются если толщина превышает 2 см. Для проверки качества используются DGS или AVG-диаграммы;
- зигзагообразными движениями вдоль сварочного шва перемещается излучатель прибора, поворачиваясь на 10-15 вокруг собственной оси;
- искатель перемещается по материалу до того момента, пока не появится устойчивый, максимально четкий сигнал. После этого устройство разворачивается и осуществляется поиск сигнала наивысшей амплитуды.
Часто колебания отражения волн воспринимают за дефекты, поэтому этот момент необходимо тщательно проверить. Если действительно имеет место повреждение, то оно фиксируется с обозначением места локализации.
Проверка сварных швов ультразвуком должна осуществляться согласно установленных ГОСТом требований. Если с точностью определить характер дефекта с помощью УКЗ не получается, то в таких случаях проводят более детальные проверки с применением гамма-дефектоскопии или рентгенодефектоскопии.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.
Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:

- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений - это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Читайте также: