Усилие вдавливания прутка при сварке труб из пп для температуры теплоносителя 245 275 градусов
Обновлено: 05.05.2024
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
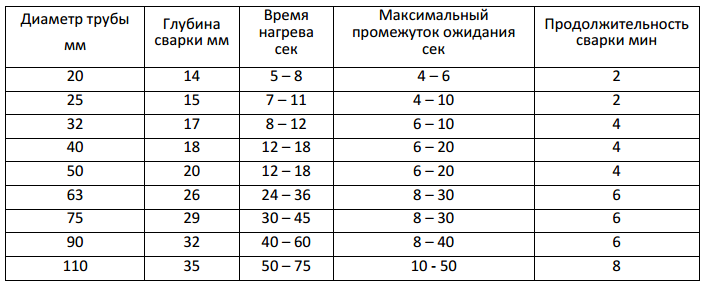
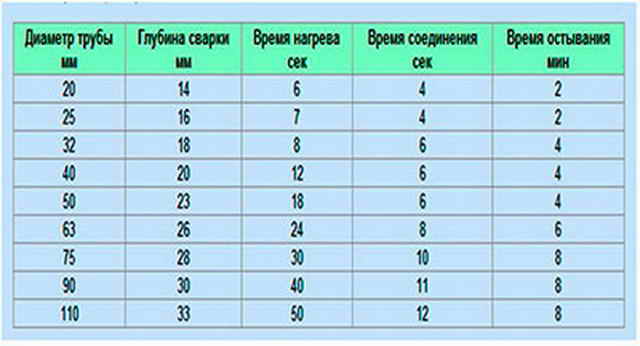
Глубина сварки (мм.)
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Время остывания (сек.)
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.





С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Как паять трубы в труднодоступных местах
Самой большой проблемой, с которой сталкивается практически каждый мастер, является монтаж пластикового трубопровода на сложных участках. Чтобы произвести пайку полипропиленовой продукции в труднодоступных местах, конструкцию требуется разделить.
Сначала выполняется монтаж самого большого и неудобного участка. Он отдельно формируется, затем устанавливается на постоянное место.
По завершении сложного монтажа осуществляется установка более мелких элементов. Такую работу нужно обязательно проводить вместе с помощником.
«Фенолюкс»
За поездку в такси можно получить квартиру! И ещё 4 причины чаще пользоваться «Ситимобил»
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:
Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Процесс сварки труб из полипропилена
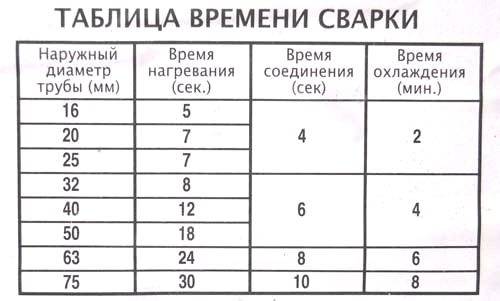
Таблица сварки полипропиленовых труб
- Включают сварочный аппарат. Индикатор кнопки включения должен светиться. Нагрев сварочного аппарата происходит в течение 10-30 минут в зависимости от температуры окружающего воздуха. Рабочая температура аппарата составляет 260 градусов. Если аппарат эксплуатируется впервые, после нагрева ему дают постоять в течение 5 минут, и только потом начинают сварку.
- Труба и фитинг одновременно вставляются в сварочную насадку по одной оси. Нагрев происходит в соответствии с таблицей и в зависимости от диаметра свариваемых элементов.
- После окончания времени нагрева фитинг и трубу снимают со сварочного аппарата и тут же соединяют, удерживая их неподвижно в течение указанного времени.
- Остывшее соединение свидетельствует о том, что сварка окончена, а детали можно использовать как единое целое.
Итак, статья на тему «трубы полипропиленовые: как установить и как осуществить сварку» окончена. Теперь при самостоятельном монтаже трубопровода у вас не должно возникнуть проблем.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
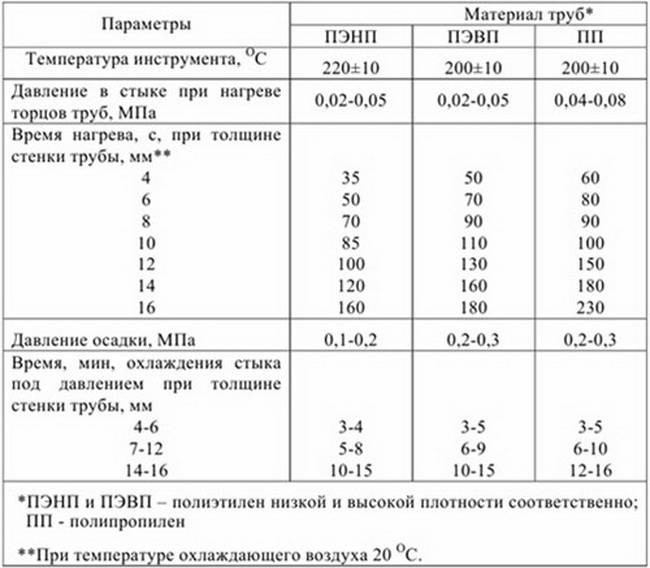
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Работа строительным феном | Технология сварки линолеума, пленок, листов, профилей, труб своими руками
Присадочный материал (сварочный пруток) должен иметь тот же химический состав и тот же показатель текучести расплава (ПТР), что и материал свариваемых изделий (см. «Общие положения и требования при сварке изделий из термопластов»). Исключение – PMMA (оргстекло) и PVC-U (винипласт), которые отлично свариваются между собой.
Наиболее часто применяемая форма сварочного прутка – круглая диаметром 3-5 мм. В отдельных случаях применяется пруток овальной, треугольной, прямоугольной формы или даже в виде лент. Здесь для упрощения описания речь идет о круглом прутке.
3.2. Технология сварки жестким прутком, отдельным от горелки
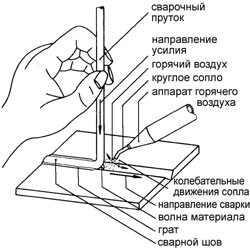
Самое простое сварочное сопло – круглое. Это просто изогнутая трубка с внутренним диаметром Ø5 мм.
Для начала сварки пруток удерживается возле начала сварочной канавки и нагревается одновременно с поверхностями канавки. Далее пруток постепенно вдавливается в канавку в направлении прокладки шва. Сварочный пруток следует удерживать перпендикулярно шву и прилагать усилие, направленное вдоль прутка. При сварке круглым соплом именно перпендикулярное положение прутка обеспечивает оптимальное сварочное усилие и скорость сварки (глубину прогрева сварочного прутка и свариваемых поверхностей). Оптимальная скорость сварки для прутка Ø4 мм – 10-20 см/мин. Скорость сварки снижается с увеличением диаметра прутка, а сварочное усилие – повышается.
 |  |
Сварочное сопло следует мягкими колебательными движениями продвигать в направлении шва, равномерно прогревая нижнюю часть изгиба прутка и поверхности свариваемых изделий. При этом прямо перед изгибом прутка формируется волна пластифицированного материала, который при вдавливании прутка частично выдавливается наружу и формирует т.н. грат по обе стороны прутка.
Для сварки своими руками рекомендуем строительный фен QUICK-S Electronic в комплектации с круглым соплом (Арт. F105000S) или нагреватель с внешней подачей воздуха в комплектации с круглым соплом (Арт. F1020).
3.3. Технология сварки мягким прутком, отдельным от горелки
Если сварка производится мягким прутком (например, PVC-P или PE-LD), то использование сопла быстрой сварки для увеличения скорости и качества сварки (см.п.3.4) создало бы значительное для мягкого прутка трение о стенки сопла, которое привело бы к растяжению прутка и деформации шва.
А при сварке круглым соплом (см.п.3.2) невозможно вручную создать сварочное давление. Поэтому качественная сварка мягким прутком возможна только с использованием профилированного прижимного ролика.
 |  |
Технология сварки линолеума использует специальное сопло распределенного нагрева. Распределенный нагрев увеличивает время воздействия нагретого газа на каждую точку присадочного прутка и сварочной канавки, что дает несколько положительных эффектов:
- Позволяет уменьшить температуру воздуха и, соответственно, тепловую деградацию материала;
- Увеличивает глубину прогрева поверхностей;
- Уменьшает внутренние напряжения в зоне сварного соединения.
Для сварки линолеума своими руками рекомендуем строительный фен QUICK-S Electronic (Арт. F105000S), тройное сопло распределенного нагрева (Арт. F4001) и профильный ролик (Арт. F7005).
3.4. Технология сварки нагретым газом ленточным швом
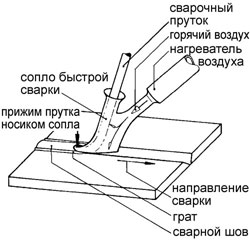
Приведенное здесь название технологии – из DVS 2207-3. В EN 13705:2004 такого определения нет, а сопло для сварки ленточным швом называется «draw nozzle» – можно перевести как «тянущее сопло». И указывается, что внутренние скользящие поверхности такого сопла должны быть отполированы для снижения трения. В прототипе ГОСТ предложено определение «сопло быстрой сварки» по аналогии с обычной терминологией производителей оборудования для сварки нагретым газом.
Более удобно выполнять сварку т.н. соплом быстрой сварки, которое имеет специальную направляющую сварочного прутка. Пруток подается в эту направляющую, нагревается горячим воздухом в нижней ее части и вдавливается в сварочную канавку носиком сопла, который имеет сечение желобка. Как правило, сварочный пруток сам затягивается в направляющую по мере продвижения сопла в направлении прокладки шва. В некоторых случаях имеет смысл слегка вталкивать пруток в направляющую рукой, чтобы избежать растягивания нагретого прутка под действием трения о стенки направляющей.
 |  |
Сварка ленточным швом в 2 раза быстрее, чем при сварке круглым соплом. Кроме того, усилие прижима прутка к свариваемым поверхностям здесь легче контролируется.
Сечение направляющей прутка, а также носика сопла быстрой сварки должны соответствовать сечению сварочного прутка.
Для сварки линолеума своими руками рекомендуем строительный фен QUICK-S Electronic (Арт. F105000S), а также сопла в зависимости от сечения прутка – Арт. F5010, F5011, F5012 для круглого прутка или Арт. F5013, F5000, F5001, F5014 для треугольного прутка.
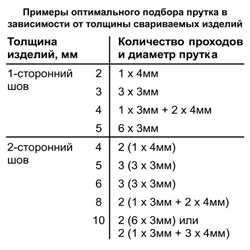
3.5. Параметры сварки нагретым газом с присадочным прутком
Рекомендуемые параметры сварки наиболее популярных термопластов указаны в Табл.1.
*) Сварка возможна только с применением прижимного ролика для прутка.
**) Сварка производится прутком из PVC-U.
Следует учитывать, что указанные в таблице материалы производятся различных марок, с характеристиками в пределах допустимых отклонений. Поэтому указанные параметры сварки – только ориентировочные.
Перед началом сварки следует замерить температуру воздуха, выходящего из сопла. Замер производится на глубине около 5 мм от выхода сопла, на равном удалении от стенок сопла. Диаметр датчика – не более 1,5 мм.
Измерение потока воздуха производится расходометром на входе в аппарат, т.е. до нагрева воздуха.
Точный замер усилия прижима прутка можно произвести только в лабораторных условиях. В реальных условиях оператор на собственной практике получает ощущение необходимого усилия прижима и скорости сварки.
3.6. Основные формы сварных швов
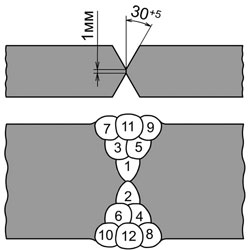
При сварке листов встык основные формы швов – односторонний V-образный и двусторонний X-образный. Различают V-образный шов без проварки корневого слоя и с проваркой корневого слоя:
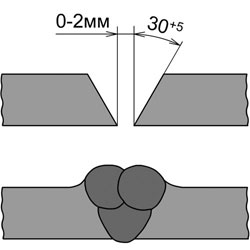 | 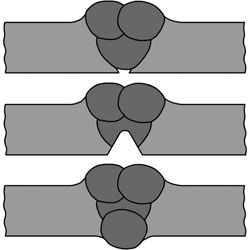 |
Согласно DVS 2207-3, в случае доступности шва с обеих сторон для деталей толщиной 4 мм и более рекомендуется двустороннее X-образное соединение, а для деталей толщиной 6 мм и более – требуется. Двустороннее соединение позволяет свести искривление сварной детали к минимуму.
 |  |
При выборе других форм сварных швов для конкретного применения следует использовать рекомендации ГОСТ 16310-80 по форме швов для экструзионной сварки и сварки горячим воздухом – см. здесь.
Подготовку скосов кромок перед сваркой можно производить любым режущим инструментом, применимым для дерева. Однако для некоторых специфических операций разработан специальный режущий инструмент.
Для подготовки скосов своими руками рекомендуем универсальный нож-полумесяц (Арт. F7010).
Для разделки шва линолеума своими руками применяют т.н. резак для расшивки (Арт. F7011).
3.7. Подготовка к сварке
Свариваемые поверхности и зоны наплыва грата следует механически очистить (т.е. с помощью скребка) не более чем за 20 мин. перед сваркой. Механическая очистка сварочного прутка также рекомендуется, а в случае прутка из ПП – необходима. Любые повреждения поверхностей, вызванные действием погоды (солнца) или химических веществ, должны быть механически удалены.
Для зачистки прутка своими руками рекомендуем универсальный нож-полумесяц (Арт. F7010), он имеет специальный вогнутый изгиб возле рукоятки.
3.8. Финишная обработка шва
Обычно никакой финишной обработки сварного шва не требуется.
Если финишная обработка производится, необходимо следить, чтобы толщина исходных изделий не была уменьшена. Для обработки шва на линолеуме рекомендуем т.н. приспособление для обрезки грата (Арт. F5021).
Для снятия внутренних напряжений и во избежание растрескивания под действием нагрузок, готовые швы на изделиях из жестких пластиков (PMMA, PVC-C) имеет смысл «отпустить» – равномерно прогреть с последующим медленным остыванием.
Пайка полипропиленовых труб: инструкция по сварке пп своими руками, схемы, нюансы и ошибки
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
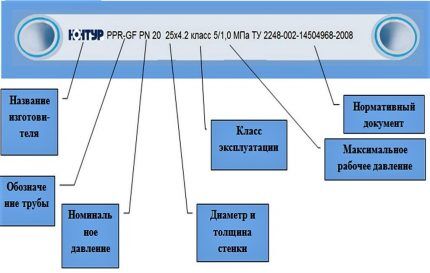
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
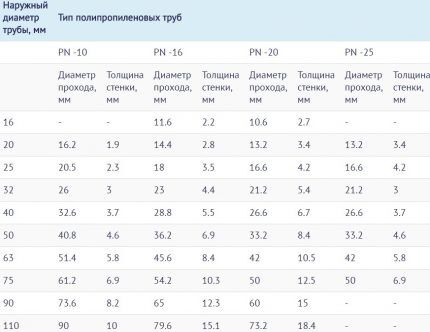
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
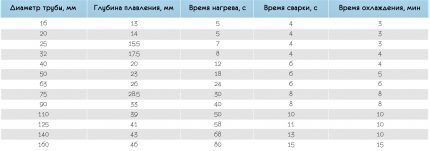
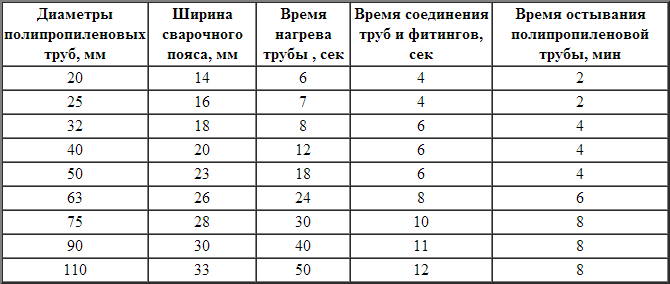
Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
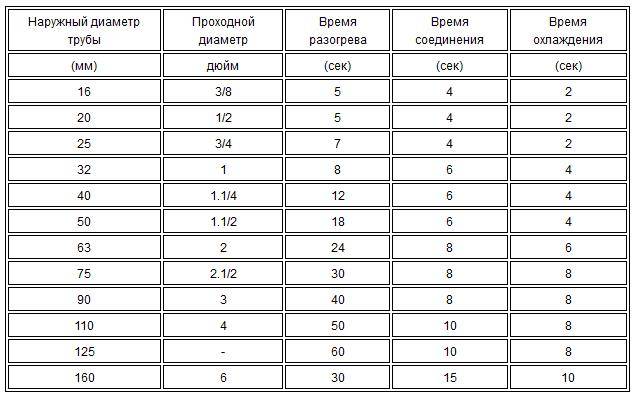
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Обычно паяльник продается в комплекте с парами муфта-дорн, которые устанавливаются на аппарат в зависимости от диаметра труб
Лезвия трубореза должны быть остро наточенными, не иметь зазубрин или сломов. Чтобы движение было плавным, необходимо следить за исправностью трещоточного механизма
PPR трубы с армированием требуют дополнительной подготовки. Она заключается в снятии алюминиевого армирования шейвером или торцевателем
Специальная подставка для «утюга» обеспечивает правильное положение инструмента. Если подставки нет, пайку лучше производить вдвоем с партнером, который будет держать паяльник
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.

Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Читайте также: