Условия зажигания и устойчивого горения сварочной дуги
Обновлено: 20.09.2024
Электрическая сварочная дуга — устойчивый^электри - ческий разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью тока и высокой температурой.
В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 14):
• прямого действия, когда дуга горит между электродом и изделием;
• косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь;
* трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом.
Рис. 14. Виды сварочных дуг: а — прямого; б — косвенного; в — комбинированного действия (трехфазная)
По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку прямой и обратной полярности. В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие — к прложительному полюсу (анод); во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие — к отрицательному и служит катодом.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами.
Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке. К физическим относятся электрические, электромагнитные, кинетические, температурные, световые. К технологическим свойствам относятся: мощность дуги, пространственная устойчивость, саморегулирование.
Электрический разряд в газе — это электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электро-
дами под действием приложенного электрического поля (разности потенциалов между электродами).
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных, условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные молекулы на ионы. Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа.
* Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значение два: термоэлектронная и автоэлектронная эмиссии.
При термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления «потенциального барьера» в поверхностном слое и для выхода из металла.
При автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице.
При температуре 6000—8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод — свариваемая деталь». При последующем отводе электрода от поверхности детали на 2— 4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка.
В образовавшейся ионизированной среде возникает электрическая сварочная дуга (рис. 15). Процесс возбуждения дуги кратковремен и осуществляется в течение долей секунды. В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги. Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60—70 А/мм2. К катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500—3000°С.
Рис. 15. Схема сварочной дуги и падения напряжений в ней: І — электрод; 2 — изделие; 3 — анодное пятно; 4 — анодная область дуги; 5 — столб дуги; 6 — катодная область дуги; 7 — катодное пятно
Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500—4000°С. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000—7000°С в зависимости от плотности сварочного тока.
Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда — к повышению его электропроводности. Вследствие этого напряжение тока пада
ет до значения, которое необходимо для устойчивого горения дуги.
Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области— падающую, жесткую и возрастающую (рис. 16). В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. Во второй области (100—1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки.
Рис. 16. Статическая вольт-амперная характеристика дуги зависимость напряжения дуги Ud от ее длины Ld — б
Напряжение, необходимое для возбуждения дуги, зависит от рода тока (постоянный или переменный), дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2—4 мм, находятся в пределах 40—70 В. Напряжение для установившейся сварочной дуги определяют по формуле U — а + Ы, где а — коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В; b — коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; I — длина дуги, мм. Для стальных электродов в среднем можно принять а = 10 В, b = 2 В/мм. При 1 = 4 мм Ud = 10 + 2 • 4 = 18 В.
Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткой дугой считают дугу длиной 2—4 мм. Длина нормальной дуги составляет 4—6 мм. Дугу длиной более 6 мм называют длинной.
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво — металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
Электрическая сварочная дуга может быть отклонена от своего нормального положения при помощи магнитных полей, создаваемых вокруг дуги и в свариваемой детали. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называют магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и достигает заметного значения при сварочных токах более 300 А.
Магнитные поля оказывают отклоняющее действие на дугу при неравномерном и несимметричном расположении поля относительно дуги. Наличие вблизи сварочной дуги значительных ферромагнитных масс нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: сварка короткой дугой; подвод сварочного тока в точке, максимально близкой к дуге; наклон электрода в сторону действия магнитного дутья; размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение и ток периодически изменяются от нулевого значения до наибольшего. При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после угасания дуги сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее. К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов.
Условия устойчивого горения сварочной дуги
Устойчивое горение дуги, от которого непосредственно зависит качество сварного соединения, это такой режим, при котором дуга длительное время горит не прерываясь при заданной силе тока сварки Iсв и напряжения дуги Uд, т.е. это такая сварочная дуга, горение которой не сопровождается короткими замыканиями или обрывами.
На устойчивость горения дуги влияют следующие факторы:
а) Режим сварки – т.е. соотношение между током Iсв и напряжением дуги Uд.
Для обеспечения процесса устойчивого горения дуги эти параметры Iсв и Uд должны находиться в определенной зависимости. Такая зависимость называется статическая вольт – амперная характеристика дуги – график зависимости между напряжением и силой тока сварочной дуги (для переменного тока – между действующими значениями этих величин) при постоянных длине дуги lд и диаметре электрода dэл и при работе в статическом режиме (рисунок 3.5). Это связано с тем, что для дугового разряда сопротивление не является постоянным, так как количество заряженных частиц зависит от интенсивности ионизации и главным образом от тока.
Поле графика можно разделить на 3 области:
I – напряжение Uд резко падает с возрастанием силы тока, называют характеристику дуги падающей. Сварка при таких характеристиках дуги находит ограниченное применение из-за малой устойчивости горения дуги (трудно обеспечить стабильный режим сварки lд);
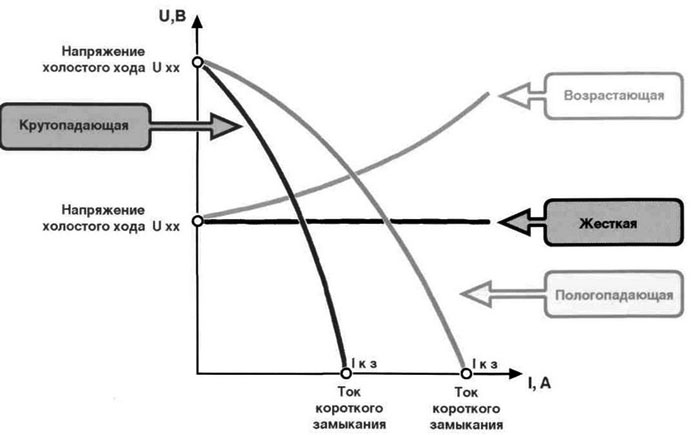
Рисунок 3.5 – Вольт – амперная характеристика дуги
II – напряжение Uд не изменяется существенно с возрастанием силы тока, называют жесткой характеристикой дуги, находит самое широкое применение. При увеличении Iсв = 80÷800 А площадь активных пятен увеличивается пропорционально току, поэтому и падение напряжения во всех участках дугового разряда Uд сохраняются постоянными;
III – напряжение увеличивается с возрастанием силы тока, такая характеристика дуги называется возрастающей; т.е. при условии увеличения тока, соответственно возрастает плотность тока и для обеспечения устойчивости горения дуги должно обеспечиваться увеличение напряжения дуги Uд. Это можно объяснить тем, что при данном диаметре электрода dэл активное пятно на конце электрода принимает свой физически предельный размер равный dэл и с увеличением плотности тока получаем увеличение Uд.
Например, при сварке плавящимся электродом в среде защитного газа характеристика дуги возрастающая.
б) Род тока – переменный или постоянный ток. Вначале считалось, что устойчивое горение сварочной дуги может быть достигнуто только при питании ее постоянным током.
Электрические и тепловые процессы, происходящие в дуге переменного тока действительно несколько отличаются от процессов, происходящих в дуге постоянного тока, что влияет на устойчивость дуги.
Так при сварке переменным током промышленной частоты f = 50 полярность электрода и изделия сто раз в сек. периодически изменяются. Соответственно при переходе тока I через нуль в начале и конце каждого полупериода дуга угасает и температура дугового промежутка снижается, падает температура активных пятен на аноде и катоде, происходит определенная деионизация газов из-за изменения полярности. Падение температуры несколько отстает по фазе от перехода тока I через нуль. Особенно интенсивно падает температура активного пятна сварочной ванны, обусловленная интенсивным отводом тепла в массу изделия. Поэтому повторное зажигание дуги переменного тока в начале каждого полупериода обычно происходит только при повышенном U между электродами. Это напряжение называют пиком зажигания или напряжением повторного зажигания дуги Uз.
Необходимо указать, что затухания и обрыв дуги переменного тока происходят при прочих равных условиях, при меньшей ее длине, чем для постоянного тока. Чем выше токи сварочные, тем Uз меньше и устойчивее горение.
Устойчивость горения дуги резко повышается с увеличением напряжения холостого хода Uо = Uхх; чем выше Uз повторного зажигания дуги, тем выше должно быть Uхх источника питания. В трансформаторах дуговой сварки принимают Uо/ Uд = 1,8÷2,5 (но Uо < 80 В).
При сварке на переменном ~ токе неплавящимся электродом проявляется также выпрямляющее действие дуги, что отрицательно сказывается на качестве сварного соединения (уменьшается глубина провара, увеличивается Uз), повышается также температура электрода и увеличивается его расход.
Однако, в некоторых случаях переменный ток, кроме экономических (дешевле электроэнергия, простота в обслуживании и меньшая стоимость оборудования) имеет и технологические преимущества:
- отсутствие магнитного дутья, затрудняющего сварку особенно при I св3 350÷400 А. Так при ручной электродуговой сварке это ведет отклонению дуги за счет влияния магнитных полей и соответственно происходит выдувание металла сварочной ванны и плохое формирование шва;
- разрушение оксидной пленки при сварке Аl и его сплавов.
в) Характеристика источников питания (рассматривается в вопросе ИП сварочной дуги).
Сварка металлов
Условия зажигания и горения дуги
Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, газового промежутка и его длины.
Зажигание и горение дуги протекают лучше на постоянном токе.
Напряжение холостого тока, подводимое к электродам, с учетом безопасности труда при сварке не превышает 80 В на переменном токе и 90 В на постоянном токе. Обычно напряжение зажигания дуги больше по величине напряжения горения дуги на переменном токе в 1,2 -2,5 раза, а на постоянном токе - в 1,2-1,4 раза.
Для зажигания дуги требуется напряжение большее по величине, чем для горения дуги.
Первое условие
Дуга зажигается от нагревания торца электрода (катода). Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь, торец катодного электрода нагревается за счет выделения теплоты при прохождении тока через контакт, имеющий большое электросопротивление, и при отрыве электрода от изделия на расстояние 1 мм (или несколько более) дуга зажигается. В момент отрыва электрода от изделия с нагретого от короткого замыкания катода начинается термоэлектронная эмиссия. Электронный ток ионизирует газы и пары металла, находящиеся в межэлектродном промежутке, и с этого момента в дуге появляются электронный и ионный токи.
Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу превышает потери в ней на излучение, конвекцию, диссоциацию, электромагнитные потери и др.
В случае коротких замыканий каплями электродного материала, образующимися на конце плавящего электрода и переносимыми на изделие, повторные зажигания дуги происходят самопроизвольно, если температура катода остается достаточно высокой. Эта температура зависит от состава материала катода, плотности тока в нем и др.
Таким образом, первым условием для зажигания и горения дуги является наличие специального электрического источника питания дуги, позволяющего быстро производить нагревание катоду до необходимой температуры.
Второе условие
Вторым условием для зажигания и горения дуги является наличие ионизации в столбе дуги. Дуга с плавящимся электродом - это в основном дуга в парах металла, а не в газе. Это происходит по той причине, что потенциал ионизации паров металла значительно ниже, чем у газов; например, потенциалы ионизации газов Не, F, Аг, Н2, N2, СО2, О2 соответственно равны 24,5 - 12,5, а у металлов Fe, Al, Na, К - 7,83-4,32 эВ.
Горящую дугу можно растянуть до определенной длины, после чего она гаснет. Чем выше степень ионизации, тем длиннее будет дуга.
Длина горящей без обрыва дуги характеризует стабильность дуги.
Стабильность дуги
Стабильность функционирования дуги зависит от ряда ее характеристик, например от температуры катода, его термоэлектронной способности, степени ионизации атмосферы и т. д.
Стабильность дуги повышается с увеличением в ее атмосфере элементов с низким потенциалом ионизации, например калия, натрия и др.
Стабильные дуги устанавливаются в газах, обладающих относительно низкой теплопроводностью (аргон, криптон), а в газе с относительно высокой теплопроводностью (гелий, водород, азот) для устойчивого горения необходимо повышенное напряжение на дуге. В последнем случае сварка выполняется более короткой дугой неплавящимся электродом.
Третье условие
Третьим условием для сварки на переменном токе является наличие в сварочной цепи реактивного сопротивления (повышенной индуктивности), что повышает стабильность горения дуги. В сварочной цепи переменного тока, имеющей только омическое сопротивление, при горении дуги образуются обрывы (100 обрывов в секунду при частоте переменного тока 50 Гц).
При реактивном сопротивлении, включенном в сварочную цепь переменного тока, обрывы в горении дуги отсутствуют.
Электрическую индуктивность включают не только в сварочную цепь переменного тока, но даже в цепь постоянного тока. В настоящее время некоторые сварочные выпрямители изготовляют с включением в сварочную цепь индуктивности, с тем чтобы улучшить стабильность дуги и качество сварочных работ. Это особенно необходимо, если производить полуавтоматическую шланговую сварку в СО; чем больше диаметр сварочной проволоки и ток, тем большая величина индуктивности должна быть в сварочной цепи.
Четвертое условие
Четвертым условием для зажигания и горения дуги на любом роде тока зависит от характеристики источника питания дуги: источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети, рельефа поверхности свариваемого изделия, скорости подачи сварочной проволоки и др.
Условия зажигания и устойчивого горения дуги
Сварочная дуга должна иметь определенные технологические условия, обеспечивающие ее быстрое зажигание, устойчивое горение, малую чувствительность к изменениям ее длины в определенных пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое проплавление основного металла. Условия зажигания и
устойчивого горения дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока (постоянный или
переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды. Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. Напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи, является напряжением холостого хода. При сварке на постоянном токе
напряжение холостого хода не превышает 90 В, а на переменном токе - 80 В. В момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости. Зависимость напряжения дуги от тока в сварочной цепи, при условии постоянной длины дуги, называют статической вольтамперной характеристикой дуги, которая графически представлена на рис. 14. В области 1 (до 100 А) с увеличением тока
напряжение значительно уменьшается, так как при повышении силы
тока увеличивается поперечное сечение столба дуги и его проводимость. Вольт-амперная характеристика будет падающей и дуга горит неустойчиво. В области 2 (100—1 000 А) при увеличении тока напряжение сохраняет постоянную величину, так как поперечное сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Вольт-амперная характеристика будет жесткой, дуга горит устойчиво, и обеспечивается нормальный процесс сварки. В области 3 (свыше 1 000 А) увеличение тока вызывает возрастание напряжения, так как увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна из-за ограниченного поперечного сечения электрода, при этом вольт-амперная характеристика будет возрастающей. Дуга с возрастающей вольт-амперной характеристикой используется при сварке под флюсом и в защитных газах.
ЗО 60 90 120 150 ISO 210 240 2 7 0 300
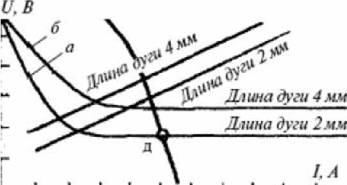
Рис. 15. Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали: кривые (а, б); при автоматической сварке под флюсом: кривые (в, г); кривая (д): вольт-амперная
характеристика источника питания; точка 1 - точка устойчивого горения дуги Для примера на рис. 15 приведена вольт-амперная характеристика дуги при ручной дуговой сварке штучным электродом низкоуглеродистой стали и автоматической сварке под флюсом при высоких плотностях тока. Таким образом, первым условием зажигания и горения дуги является наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагревать катод до высокой температуры при возбуждении дуги. Более полная стабилизация горения дуги достигается также при достаточной степени ионизации столба дуги, поэтому вторым условием для зажигания и горения дуги является наличие ионизации столба дуги за счет введения в состав покрытия штучных электродов или в состав флюсов таких элементов, как калий,
yjr yj yj yjr yjr
натрий, барий, литий, алюминий, кальций и др. Эти элементы обладают низким потенциалом ионизации и в момент зажигания дуги способствуют быстрому ее возникновению. Третьим условием устойчивости горения дуги при сварке на переменном токе является наличие в сварочной цепи дросселя (повышенной индуктивности). Это объясняется тем, что в сварочной цепи переменного тока, имеющей только омическое сопротивление, в процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). При включении дросселя в сварочную цепь переменного тока происходит сдвиг фаз между напряжением источника питания и током,
горение дуги относительно стабилизируется. При сварке на постоянном токе зажигание и горение дуги протекают несколько лучше, чем при сварке на переменном токе. В сварочную цепь постоянного тока также включают дроссели для улучшения стабильности горения дуги. Однако полная стабилизация горения дуги достигается в точке пересечения вольт-амперных характеристик дуги и источника питания. Эта точка будет определять устойчивое горение дуги (см. рис. 15). Для улучшения возбуждения дуги применяют специальные высокочастотные устройства - осцилляторы, а для обеспечения надежного повторного возбуждения дуги применяют специальные генераторы импульсов высокого напряжения (стабилизаторы). Зажигание и устойчивое горение дуги при любом роде тока зависит от динамической характеристики источника питания дуги. Источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети и обеспечивать регулирование сварочного процесса в зависимости от состояния поверхности свариваемого изделия и скорости подачи сварочной проволоки. Технические особенности горения дуги на постоянном или переменном токе выражаются в том, что дуга, как гибкий газовый проводник, может отклоняться от нормального положения под воздействием магнитных полей, создаваемых вокруг дуги и в свариваемом изделии. Магнитные поля воздействуют на движущиеся заряженные частицы столба дуги и тем самым воздействуют на всю дугу. Такое явление принято называть магнитным дутьем. Магнитные поля оказывают отклоняющее воздействие на дугу при неравномерном и несимметричном расположении поля относительно дуги, особенно при сварке на постоянном токе. На рис. 16 показано влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги.
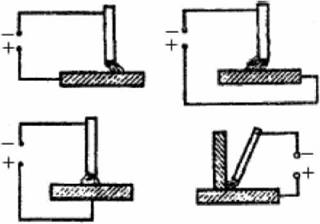
Рис. 16. Влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги
Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для снижения влияния магнитного дутья на сварочную дугу необходимо применять специальные меры. К таким мерам относятся: сварка короткой дугой; подвод сварочного тока к точке, максимально близкой к дуге; наклон электрода в сторону действия магнитного дутья; размещение у места сварки дополнительных ферромагнитных масс. Если невозможно избавиться от влияния магнитного дутья указанными способами, то следует заменить источник питания и производить сварку на переменном токе, при котором влияние магнитного дутья значительно меньше.
Сварочная дуга должна обеспечивать определенные технологические условия: быстрое зажигание, устойчивое горение, малую чувствительность к изменениям ее длины в определенных пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое плавление электрода и основного металла. На эти условия оказывают влияние следующие факторы:
S диаметр электрода;
S род тока (постоянный или переменный);
J температура окружающей среды;
J прямая или обратная полярность при сварке на постоянном токе;
S состав обмазки при сварке штучными электродами.
Напряжение холостого хода — это напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи. Напряжение холостого хода при сварке на постоянном токе не превышает 90 В, а на переменном токе — 80 В. При этом для зажигания дуги требуется напряжение, по величине большее, чем напряжение для горения дуги, а в момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости.
Зависимость напряжения дуги от тока в сварочной цепи при условии постоянной длины дуги называют статической вольт-амперной характеристикой дуги, которая графически представлена на рис. 1.7.
Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую.

Рис. 1.7. Статическая вольт-амперная характеристика дуги в общем виде 10
С увеличением тока от холостого до 100 А напряжение уменьшается из-за увеличения поперечного сечения столба дуги и его проводимости. Вольт-амперная характеристика будет падающей, и дуга горит неустойчиво. При увеличении тока от 100 до 1000 А напряжение сохраняет постоянную величину, так как поперечное сечение столба дуги и площади анодного и катодного пятен увеличивается пропорционально току. При этом вольт-амперная характеристика будет жесткой, дуга горит устойчиво, что обеспечивает нормальный процесс сварки. Такая дуга используется при ручной дуговой сварке. Увеличение тока более 1000 А приводит к возрастанию напряжения, так как увеличение плотности тока не сопровождается увеличением катодного пятна из-за ограниченного поперечного сечения электрода. Вольт-амперная характеристика будет возрастающей. Такая дуга используется при сварке под флюсом и в защитных газах.
10 Лосев В.А., Юхин Н.А. Указ. соч. — С. 7.
Жесткая вольт-амперная характеристика дуги (см. рис. 1.7) возникает при ручной дуговой сварке штучным электродом низкоуглеродистой стали и при автоматической сварке под флюсом при высоких плотностях тока.
Первым условием зажигания и устойчивого горения дуги является наличие электрического источника питания дуги достаточной мощности, обеспечивающего быстрое нагревание катода до высокой температуры и эмиссионной активности при возбуждении дуги.
Однако полная стабилизация горения дуги достигается только при достаточной степени ионизации столба дуги, что является вторым условием для зажигания и горения дуги. Для этого в состав покрытия штучных электродов или в состав флюсов таких элементов вводятся, как было сказано выше, такие элементы, как калий, натрий, барий, литий, алюминий, кальций и др. Эти элементы имеют низкий потенциал ионизации и в момент зажигания дуги способствуют ее быстрому возникновению.
При сварке на переменном токе третьим условием является наличие в сварочной цепи повышенной индуктивности (дросселя). Это объясняется тем, что в сварочной цепи переменного тока в процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). При сварке на переменном токе происходит сдвиг фаз между напряжением источника питания и током. Горение дуги относительно стабилизируется. При сварке на постоянном токе зажигание и горение дуги протекают стабильнее, чем при сварке на переменном токе. Однако в сварочную цепь постоянного тока также включают дроссели для улучшения стабильности горения дуги.
Однако полная стабилизация горения дуги достигается в точке пересечения вольт-амперных характеристик дуги и источника питания [1] (рис. 1.8).

Рис. 1.8. Вольт-амперная характеристика дуги при ручной дуговой сварке 12
На рис. 1.8. видно, что при увеличении длины дуги до 7 мм необходима большая регулировка тока (сварщиком при ручной сварке). Наиболее стабильно процесс осуществляется при длине дуги 2~5 мм.
Чтобы улучшить возбуждение дуги, используют высокочастотные устройства, специально предназначенные для этого, например осцилляторы. В свою очередь, для обеспечения надежного повторного возбуждения дуги применяют генераторы импульсов высокого напряжения (стабилизаторы).
Устойчивое горение дуги зависит от динамической характеристики источника питания дуги, который должен поддерживать горение дуги при изменении напряжения в сети и обеспечивать регулирование сварочного процесса
12 Лосев В.А., Юхин Н.А. Указ. соч. — С. 6.
в зависимости от состояния поверхности свариваемого изделия и скорости подачи сварочной проволоки.
Особенности горения дуги на постоянном или переменном токе выражаются в том, что дуга может отклоняться от нормального положения под воздействием магнитных полей, создаваемых вокруг нее. Магнитные поля воздействуют на движущиеся заряженные частицы электронов и ионы столба дуги и тем самым на всю дугу, особенно при сварке на постоянном токе. Это явление принято называть магнитным дутьем. На рис. 1.9 показано влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги.
Отклонение дуги может быть вызвано присутствием ферромагнитных масс вблизи сварки. Для снижения влияния магнитного дутья на сварочную дугу необходимо применять специальные меры. К таким мерам относятся: сварка короткой дугой; подвод сварочного тока к точке, максимально близкой к дуге; наклон электрода в сторону действия магнитного дутья; размещение у места сварки компенсирующих ферромагнитных масс; использование трансформаторов или инверторных источников питания.
Нормальное Отклонение Отклонение
положение влево вправо

Рис. 1.9. Влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги 13
Читайте также: