Условные обозначения сварочного оборудования
Обновлено: 03.05.2024
Условные изображения и обозначения швов сварных соединений регламентированы ГОСТом, согласно которому видимые швы, независимо от способа сварки, условно изображают на чертежах основными линиями, невидимые швы — штриховыми линиями,видимую одиночную точку изображают знаком +, который выполняют сплошными основными линиями. Невидимые одиночные точки не изображают.
Условное обозначение стандартного шва или одиночной сварной точки включает:
- вспомогательные знаки шва по замкнутой линии или монтажного шва;
- буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
- условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (допускается не указывать);
- знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений;
- для прерывистого шва — размер длины провариваемого участка, знак / или Zи размер шага;
- для одиночной точки — размер расчетного диаметра точки;
- для шва контактной точечной электросварки — размер расчетного диаметра точки или электро заклепки, знак / или Z и размер шага;
- для шва контактной роликовой электросварки — размер расчетной ширины шва;
- для прерывистого шва контактной шовной электросварки — размер расчетной ширины шва, знак умножения, размер длины провариваемого участка, знак / и размер шага;
- вспомогательные знаки (шероховатость поверхности, знак, показывающий снятие усиления, и др.).
Условное обозначение нестандартного шва или одиночной сварной точки включает:
- вспомогательные знаки шва по замкнутой линии и монтажного шва;
- для прерывистого шва — размер длины провариваемого участка, знак Z или размер шага;
- для одиночной сварной точки — размер расчетного диаметра точки;
- для шва контактной точечной электросварки или электро заклепочного -размер расчетного диаметра точки или электро заклепки, знак / или Z и размер шага;
- для шва контактной роликовой электросварки — размер расчетной ширины шва;
- для прерывистого шва контактной шовной электросварки — размер расчетной ширины шва, знак умножения, размер длины провариваемого участка, знак / и размер шага;
- вспомогательные знаки.
Способы сварки имеют следующие условные обозначения: P — ручная электродуговая, Г — газовая, А — автоматическая под флюсом без применения подкладок, подушек и подварочного шва, Аф — автоматическая сварка под флюсом,на флюсовой подушке, Ам — автоматическая сварка под флюсом на флюсо-медной подкладке,П — полуавтоматическая сварка под флюсом без применения подушек, подкладок и подварочного шва, Пс — то же на стальной подкладке, Кт — контактная точечная сварка, Кр — контактная шовная сварка, Кс — контактная стыковая сварка, Ш -электрошлаковая сварка. При электродуговой сварке в защитных газах после обозначения способа ставится буква З.
Знаки обозначения швов сварных соединений располагают над полкой линии-выноски, когда она проведена от изображения шва с лицевой стороны и под полкой, если она проведена от изображения шва с обратной стороны;
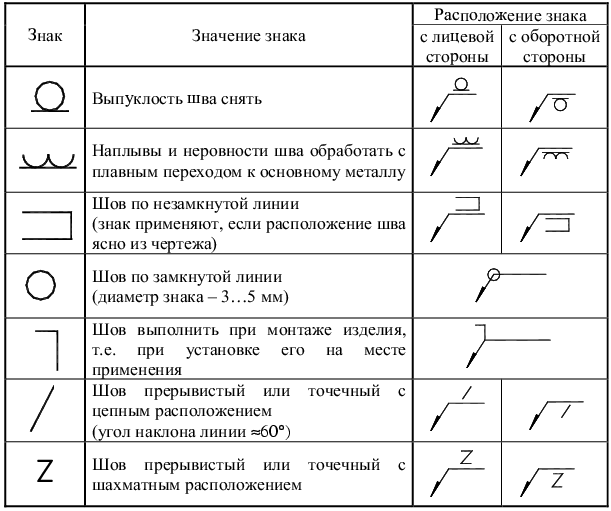
Вспомогательные знаки для обозначения сварных швов приведены в таблице
Обозначение сварных швов на чертежах
- на линии-выноске, имеющей полку с нанесенным обозначением шва, на полке линии-выноске, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны;
- под полкой линии-выноски,проведенной от изображения шва, не имеющего обозначения, с обратной стороны.
Допускается не присваивать порядковый номер швам, если все швы на чертеже одинаковы и изображены с одной стороны. При этом швы, не имеющие обозначения,отмечают линиями-выносками без полок.
Нестандартные швы вычерчивают на чертежах с указанием размеров.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Условные обозначения швов сварных соединений
1. Условные изображения и обозначения швов сварных соединений
Шов сварного соединения, независимо от способа сварки, условно изображают:
- видимый – сплошной основной линией (рис. 1, а);
- невидимый – штриховой линией (рис. 1, б);
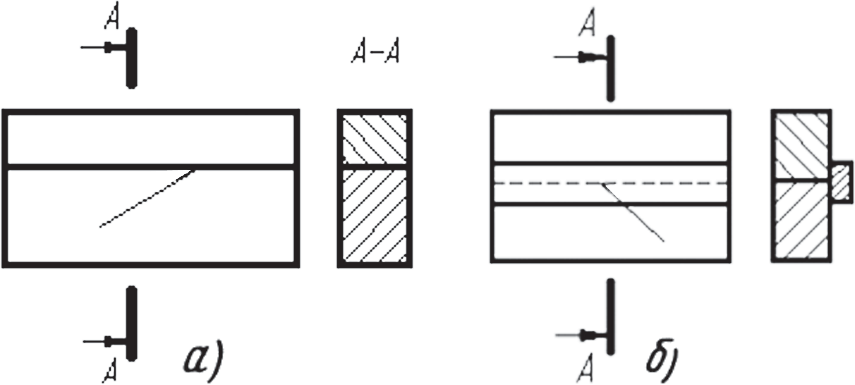
Рис. 1. Условное изображение видимого (а) и невидимого (б) швов: а – сплошная линия; б – пунктир
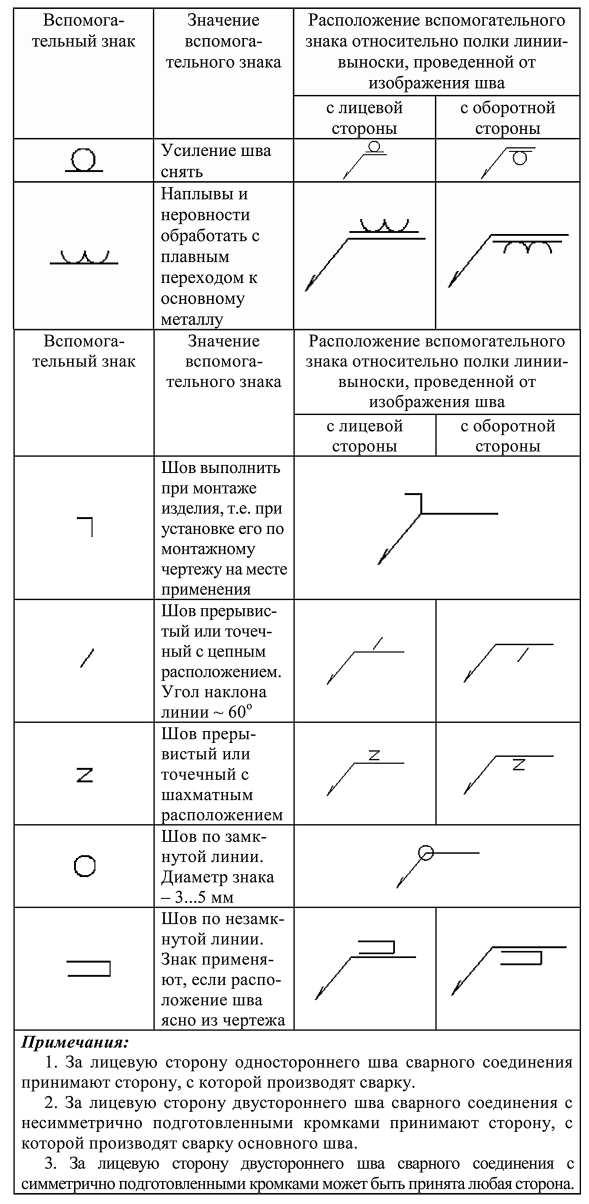
Вспомогательные знаки для обозначения сварных швов – в табл. 1.
Таблица 1. Вспомогательные знаки для обозначения сварных швов
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (рис. 2).
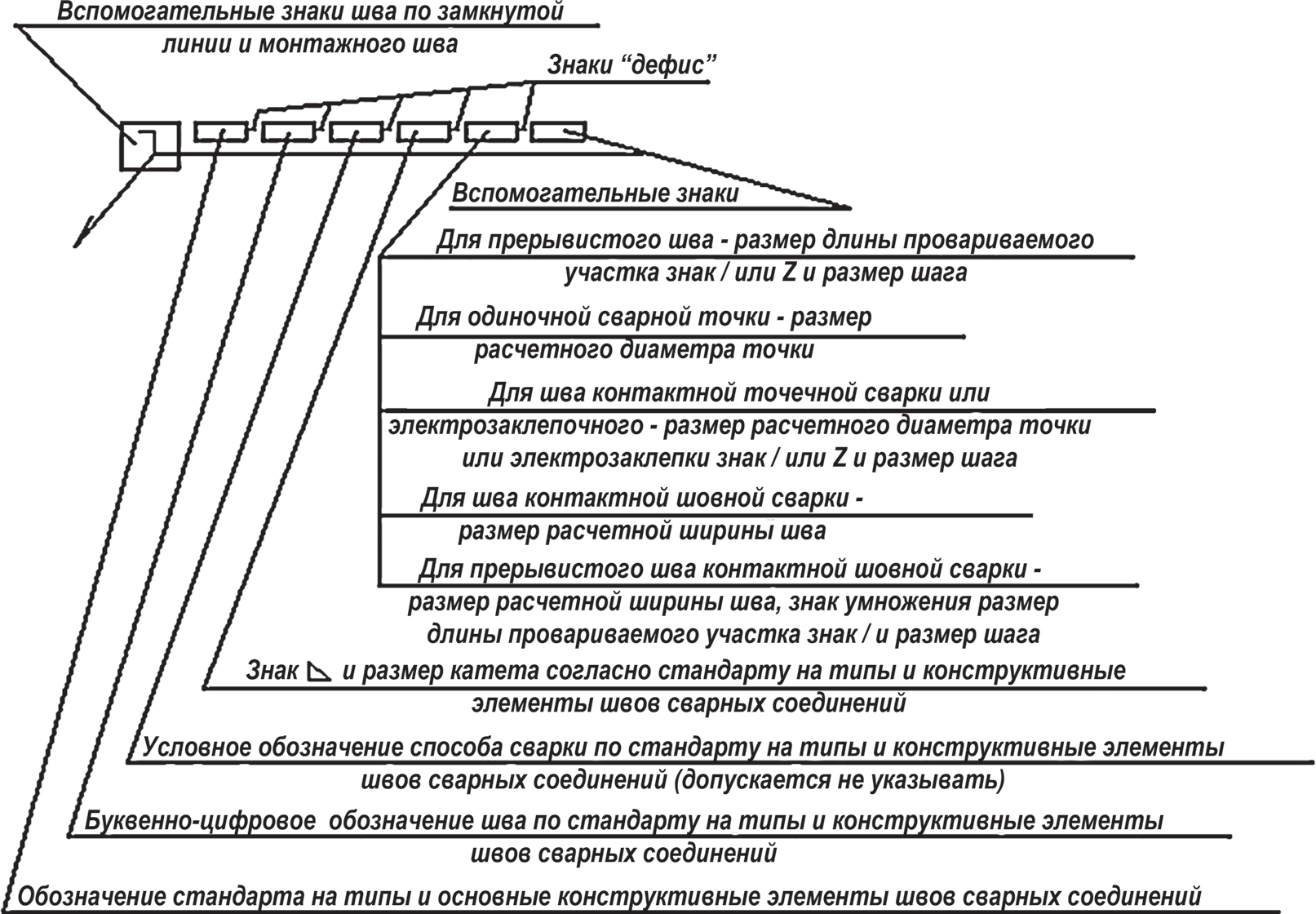
Рис. 2. Схема структуры условного обозначения стандартного шва
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов (табл. 2).
Таблица 2. Условные обозначения способов сварки
Условное обозначение шва наносят:
- а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 3, а);
- б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 3, б).
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
- а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 4, а);
- б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 4, б);
- в) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 4, в).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 4, а).
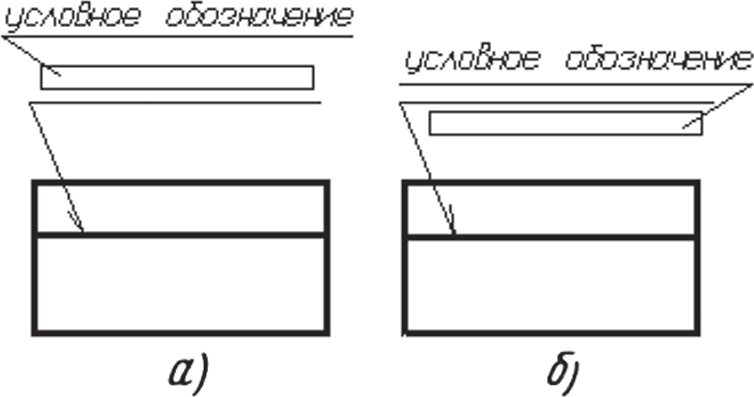
Рис. 3. Условное обозначение сварного шва: а) с лицевой стороны; б) с оборотной стороны
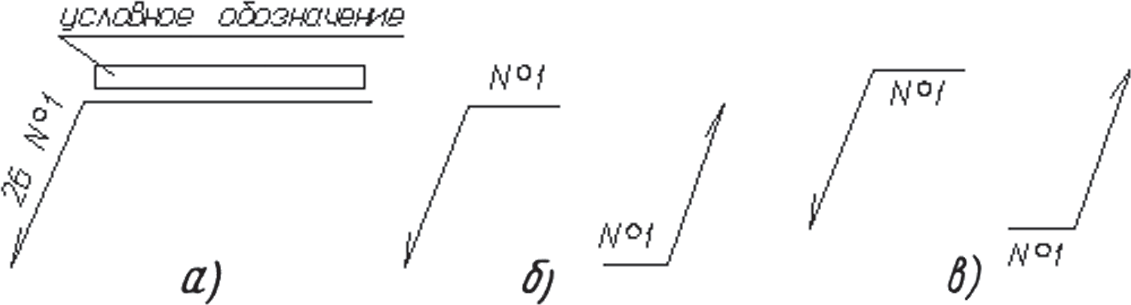
Рис. 4. Обозначение одинаковых швов
Примечание. Швы считаются одинаковыми, если: одинаковы типы и размеры их конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования
2. Упрощенное обозначение швов сварных соединений
При наличии на чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы… по…») или таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рис. 5).

Рис. 5. Обозначение швов с помощью линий-выносок
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и изображать швы только на одной из симметричных частей изображения изделия.
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания о сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении, и расположение швов.
Одинаковые требования ко всем швам или группе швов приводят один раз – в технических требованиях или таблице швов.
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
В табл. 3 даны примеры условных обозначений швов сварных соединений.
Таблица 3. Примеры условных обозначений швов сварных соединений
Условное обозначение сварочного оборудования
Стандартное сварочное оборудование, которое изготавливалось в СССР и изготавливается сейчас предприятиями СНГ, чаще всего имеет условное обозначение согласно структуре, приведенной на рис. 1.

Рис. 1. Структура условного обозначения сварочного оборудования
Ниже приведено объяснение каждой позиции.
- Тип изделия (А — автомат, агрегат; В — выпрямитель; Г — генератор; П — преобразователь или полуавтомат; Т — трансформатор; У — установка).
- Вид сварки (Д — дуговая).
- Способ сварки или назначение, конструктивные или технологические возможности оборудования (Г — источник питания для сварки в среде защитных газов; полуавтоматы или автоматы для сварки в активных и любых защитных газах соответственно; И – полуавтоматы для сварки в инертных газах; У — полуавтоматы для сварки в инертных и активных газах, источники питания универсальные: О — полуавтоматы и автоматы для сварки без защиты дуги; Ф — полуавтоматы и автоматы для сварки под флюсом; ФГ — автоматы для сварки под флюсом и в защитных газах; Б — агрегаты с бензиновым приводным двигателем; Д — агрегаты с дизельным приводным двигателем; Ж — источники питания с жесткой внешней вольтамперной характеристикой; М — трансформаторы с механическим регулированием тока, многопостовый источник питания; Э — трансформаторы с электрическим регулированием тока; К — трансформаторы с конденсатором, который увеличивает коэффициент мощности).
- Конструктивные или технологические особенности оборудования (Ж — источники питания с жесткой внешней вольтамперной характеристикой; М — источники питания многопостовые; И — источники питания и полуавтоматы для импульсно-дуговой сварки; Ч — источники питания частотные).
- Сварочный ток (одна, две или три цифры — номинальный, в сотнях ампер для автоматов, полуавтоматов, трансформаторов для сварки под флюсом: в десятках ампер — для другого оборудования).
- Номер модификации или регистрационный (две цифры).
- Климатическое исполнение в соответствии с ГОСТ 15150-69 (У — для районов с умеренным климатом; УХЛ — для районов с умеренным холодным климатом).
- Категория размещения оборудования в соответствии с ГОСТ 15543.1-89 (1 — на открытом воздухе, 2 — при отсутствии влияния солнечного излучения и атмосферных осадков, 3 — в закрытом помещении, 4 — в помещениях, которые отапливаются (охлаждаются) и вентилируются, 5 — в помещении с повышенной влажностью). Отсутствие третьей буквы обозначает ручную дуговую сварку. Например, обозначение изделия ТДМ-317-1У2 расшифровывается как: Т — трансформатор; Д — для дуговой сварки; М — с механическим регулированием тока; 31 – на ток 315 A; 7 — номер регистрационный; 1 — номер модификации; У — климатическое исполнение для районов с умеренным климатом: 2 — категория размещения в закрытом помещении.
Изделие ВДГМ-1602У2: В — выпрямитель; Д — дуговая сварка; Г — в среде защитных газов; М — многопостовый; 160 — на номинальный ток 1600 А; 2 — регистрационный номер; У — климатическое исполнение; 2 — категория размещения.
Аппарат АДФГ-502У4: А — автомат; Д — дуговая сварка под флюсом и в защитных газах ФГ; 5 — на номинальный ток 500А; 02 — регистрационный номер; У — климатическое исполнение; 4 -категория размещения.
Оборудование, изготовленное в ИЭС им. Е.О. Патона НАН Украины, обозначается так: аппарат А-1416УХЛ4: А — автомат; 1416 — номер проекта; УХЛ4 — тип климатического исполнения и категория размещения. Изделие ПШ-125: П — полуавтомат; Ш — шланговый; 125 — регистрационный номер разработки и т.д.
Электроды покрытые для ручной дуговой сварки, резки и наплавки. Условные обозначения, маркировка.
Согласно ГОСТ 9466-75 условное обозначение электродов для дуговой сварки и наплавки приведено на рис. 1 с необходимыми пояснениями. Типы электродов и расшифровка индексов металла зависит от группы электродов по назначению (табл. 1—6).
Таблица 1. Типы электродов для дуговой сварки конструкционных сталей и механические свойств металла шва
*1 Число в обозначении типа электрода соответствует значению σв (по ГОСТ 9466-75) в кгс/мм 2 . Механические свойства для электродов типов Э38—Э60 установлены в состоянии после сварки, а для электродов типов Э70—Э150 — после термообработки согласно техническим условиям на конкретные марки электродов.
*2 KCU — ударная вязкость по ГОСТ 9454-78.
Электроды для сварки конструкционных сталей согласно ГОСТ 9467-75 подразделяют на типы по механическим свойствам шва при нормальной температуре (табл. 1). В индексе металла шва в условном обозначении электрода для сварки сталей с σв< 600 МПа (60 кгс/мм 2 ) цифры расшифровываются следующим образом. Первые две — временное сопротивление разрыву σв, третья обозначает одновременно относительное удлинение δ и критическую температуру хрупкости Тх. (табл. 2).
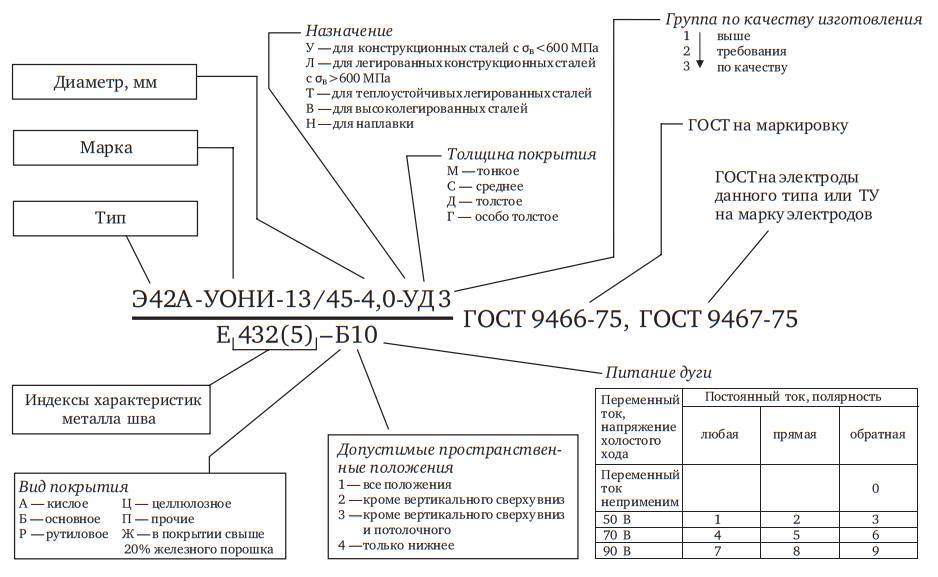
Рис. 1. Условные обозначения покрытых электродов для сварки и наплавки стали (по ГОСТ 9466-75)
Таблица 2. Индексы металла шва, выполненного электродами для сварки конструкционных сталей с σв ≤ 600 МПа
*1 Первые две цифры индекса — временное сопротивление в десятках мегапаскалей, т.е. минимальное σв, равное 370, 410, 430 и 510 МПа (38, 42, 44 И 52 кгс/мм 2 соответственно).
*2 Цифра характеризует одновременно δ и Тх; если эти показатели соответствуют разным индексам в таблице, то третий индекс устанавливают по δ, а затем в скобках приводят четвертый дополнительный индекс, характеризующий Тх.
*3 Тх — минимальная температура, при которой ударная вязкость на образцах с V-образным надрезом не менее 0,35 МДж/м 2 [3,5 (кгс. м)/см 2 ].
Таким образом, приведенное выше условное обозначение электрода марки УОНИ-13/45 можно расшифровать следующим образом: Э-42А — тип электрода; 4,0 —диаметр, мм; У — электрод для сварки углеродистых сталей с σв < 600 МПа (60 кгс/мм 2 ); Д — покрытие толстое, 3 — третья группа по качеству изготовления; 43 — σв≥ 410 МПа; 2 — δ≥ 22 %; 5 — Тх = – 40 о С; Б — покрытие основное, 2 — сварка возможна во всех положениях, кроме вертикального сверху вниз; 0 — сваривать только постоянным током обратной полярности.
В условном обозначении электродов для сварки легированных конструкционных сталей с σв > 600 МПа (60 кгс/мм 2 ) группа индексов металла шва двойная. Сначала указывается номинальный химический состав шва (принцип маркировки — как для легированных сталей), а затем через дефис — цифра, характеризующая Тх так же, как и третья цифра индекса в табл. 2. Например, для электродов марки ВФС-85 (типа Э85), обеспечивающих в наплавке 0,09 % С, 2 % Мn, 10 % Ni, до 1 % Mo и Сr и Тх = –20 о С, получаем индексы 09Г2Н1МХ-3.
Электроды для сварки легированных теплоустойчивых сталей согласно ГОСТ 9467-75 подразделяют на типы по химическому составу. Для электродов каждого типа регламентированы механические свойства металла шва при нормальной температуре (табл. 3). Индекс металла шва для этих электродов двузначный. Первая цифра характеризует Тх так же, как третья — индекс в табл. 2. Вторая цифра характеризует максимальную рабочую температуру, при которой регламентированы показатели прочности наплавленного металла и металла шва (табл. 4). Например, индексы 27 означают, что для металла шва Тх = 0 о С, а показатели длительной прочности регламентированы до 580 о С.
Электроды для сварки высоколегированных сталей с особыми свойствами согласно ГОСТ 10052-75 подразделяют на типы по химическому составу наплавленного металла. Обозначение их аналогично маркировке высоколегированных сталей. Для электродов каждого типа регламентированы механические свойства металла шва при нормальной температуре (табл. 5). Группа индексов металла шва в условном обозначении электродов состоит из четырех цифр для электродов, обеспечивающих аустенитно-ферритную структуру наплавленного металла, и из трех цифр — для остальных электродов. Индексы характеризуют стойкость к межкристаллитной коррозии, жаропрочность, жаростойкость и количество феррита в металле шва (табл. 6).
Таблица 3. Типы электродов для дуговой сварки легированных теплоустойчивых сталей и механические свойства металла шва при нормальной температуре
Таблица 4. Максимальная рабочая температура швов Tmax, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва, выполненных электродами для сварки легированных теплоустойчивых сплавов
Таблица 5. Типы электродов для дуговой сварки высоколегированных сталей с особыми свойствами и механические свойства металла шва при нормальной температуре
*1 Применяется покрытый электрод малого диаметра и/или с низкой производительностью.
*2 Использование рода тока ограничено.
*3 Преимущественно для вертикального положения сверху вниз.
Рис. 2. Условное обозначение покрытых электродов для сварки углеродистых и низколегированных сталей в соответствии с Германским стандартом DIN 1913 (для марки электрода SPEZIAL)
*1 Предел прочности металла шва может быть на 10% меньше минимального показателя для основного металла.
*2 Под минимальным значением ударной вязкости подразумевается значение, полученное при испытаниях трех образцов с нижним пределом.
* 3 Содержание углерода в пределах 0,03…0,1%, серы
Рис. 3. Условное обозначение покрытых электродов для сварки высокопрочных углеродистых конструкционных сталей в соответствии с Германским стандартом DIN 8529 (для марки электрода «Tenacito 70»)
Таблица 5. Индексы металла шва в условном обозначении электродов для сварки высоколегированных сталей с особыми свойствами
*1 Наплавленный металл и металл шва не склонны к межкристаллитной коррозии при испытании по методу, соответствующему ГОСТ 6032-2003.
*2 Максимальная рабочая температура, при которой регламентированы показатели длительной прочности, °С.
*3 Максимальная рабочая температура сварных соединений, при которой допускается применение электродов при сварке жаростойких сталей, °С.
*4 Содержание феррита в аустенитно-ферритном расплавленном металле,%.
Условное обозначение электродов для наплавки такое же, как и электродов для сварки. Согласно ГОСТ 10051-75 они подразделяются на типы по химическому составу наплавленного металла. Индексы металла шва в условном обозначении электродов двойные. Первая группа индексов — средняя твердость наплавленного металла по Виккерсу и Роквеллу (через косую черту). Второй индекс показывает, что твердость наплавленного металла обеспечивается без термообработки (индекс 1) или после термообработки (индекс 2). Если твердость регламентируется в обоих случаях, то в скобках приводится вторая группа индексов.
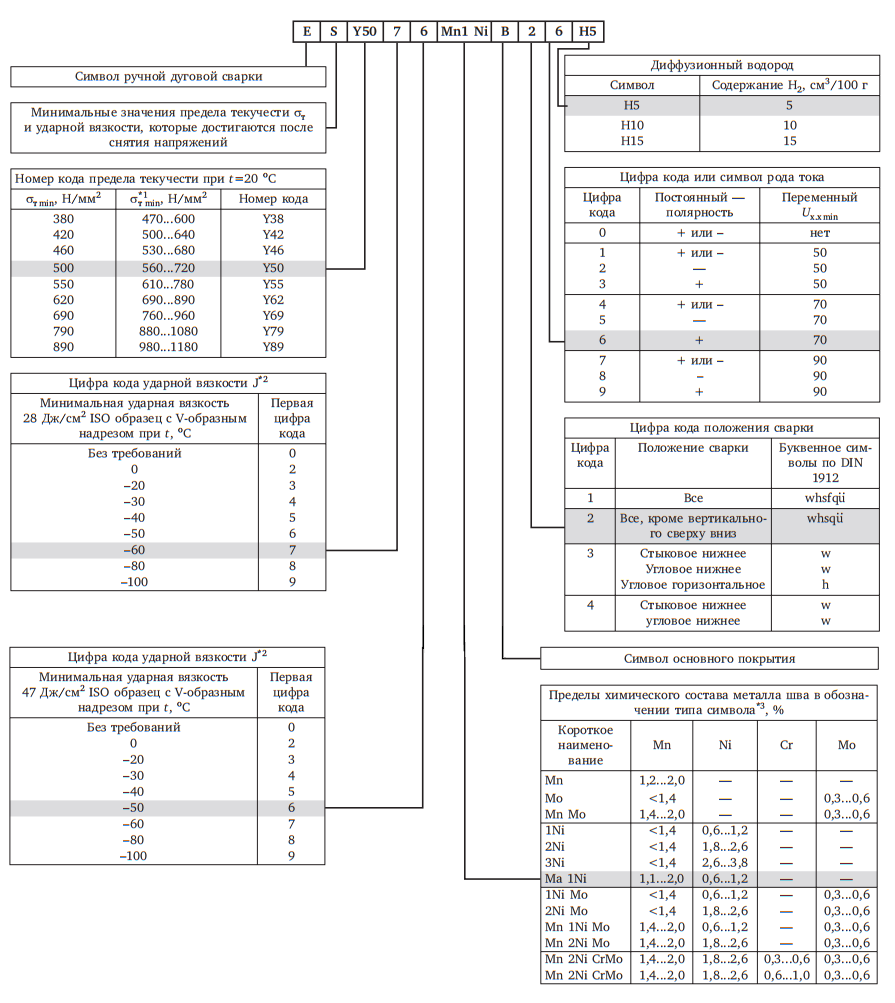
Существующие национальные стандарты условного обозначения электродов для сварки и наплавки имеют подобные схемы построения; в их основу положено буквенное и цифровое обозначение наплавленного электродного металла и его служебные характеристики, типа электродного покрытия и сварочно-технологические особенности его применения (рис. 2—2.4). Европейский и международный стандарты разработаны на основе национальных, что облегчает использование их на практике (рис. 5—2.8).
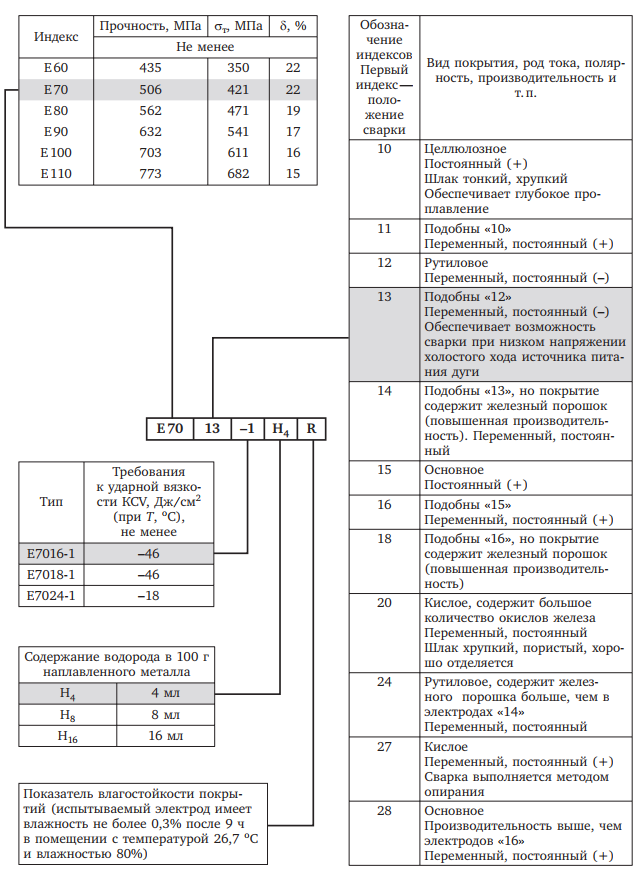
Рис. 4. Условное обозначение покрытых электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии со стандартом США AWS/ASME SFA-5.1
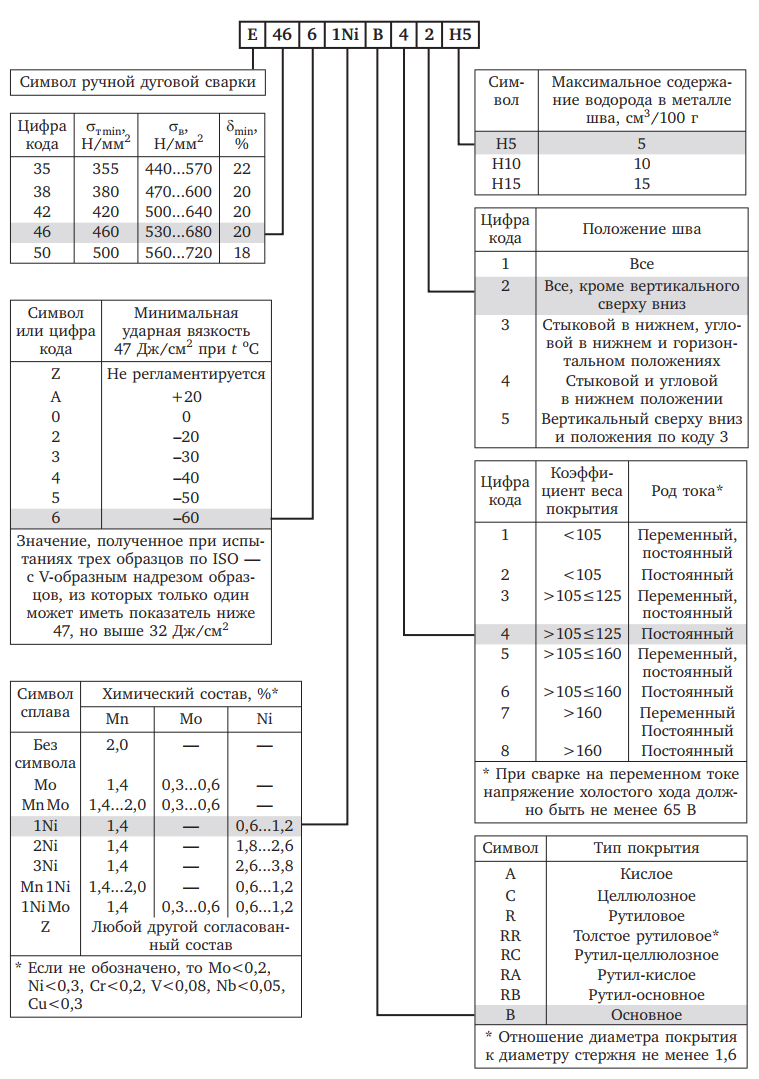
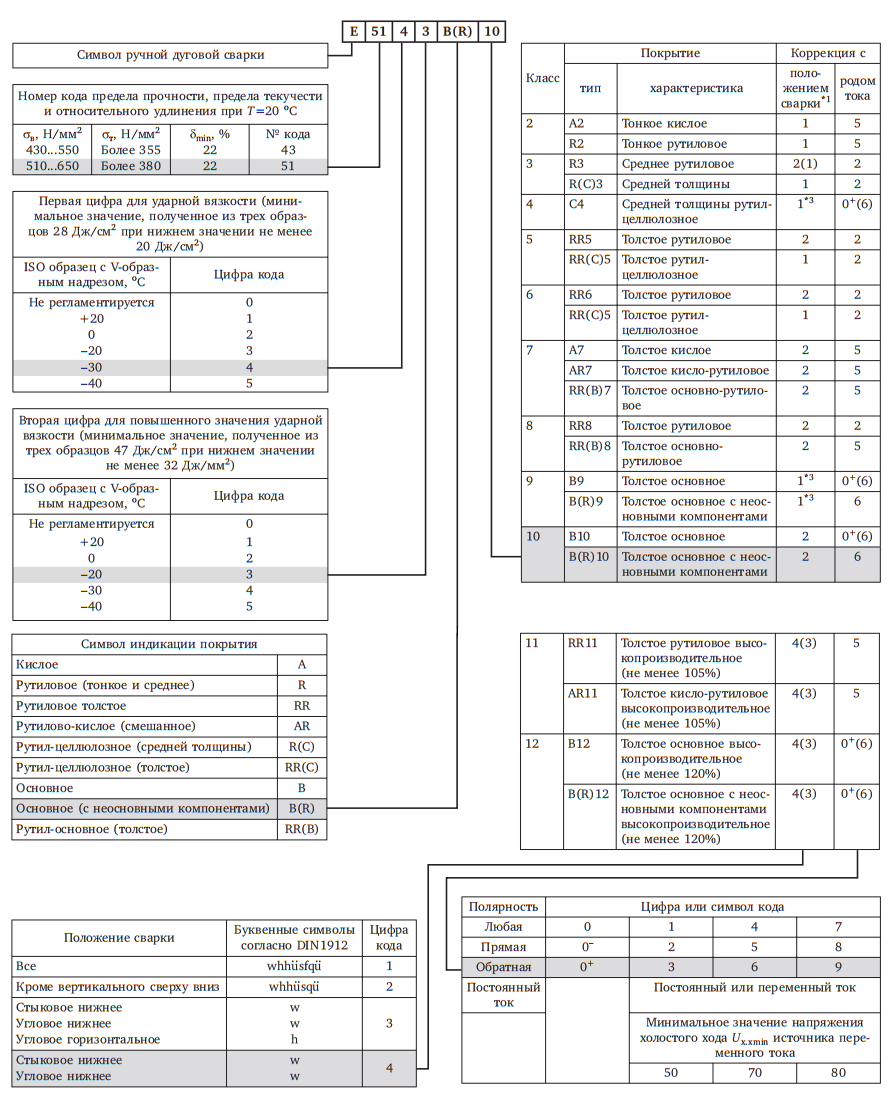
Рис. 5. Условное обозначение покрытых электродов для сварки конструкционных углеродистых и низколегированных сталей в соответствии с Европейским стандартом EN-499
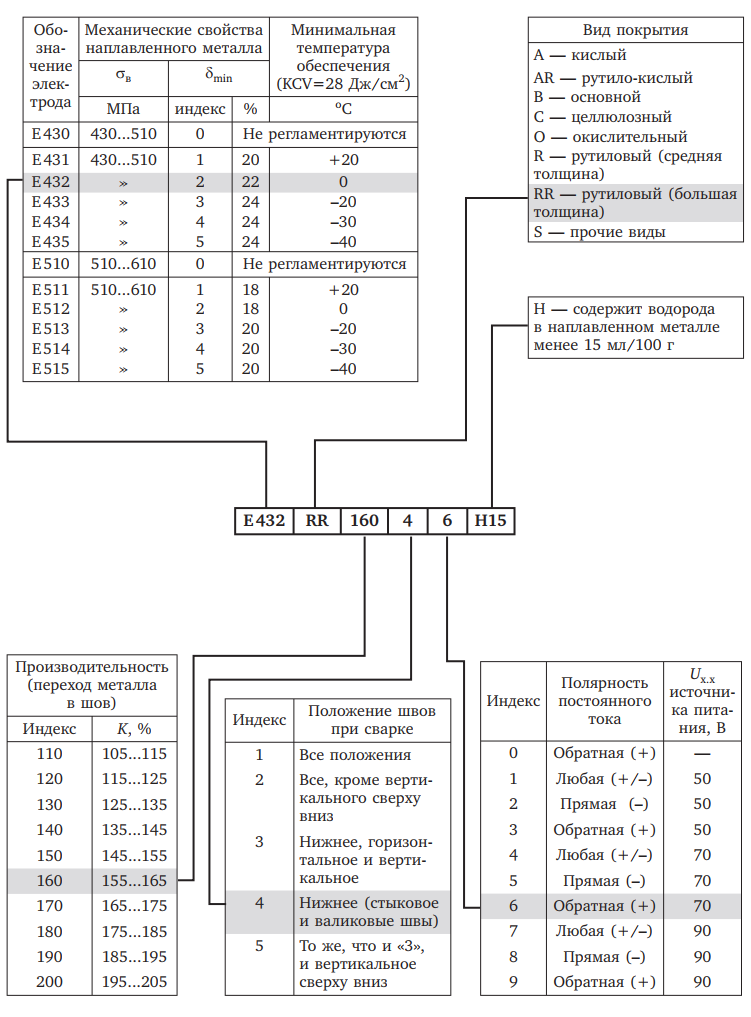
Рис. 6. Условное обозначение покрытых электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с ISO 2560
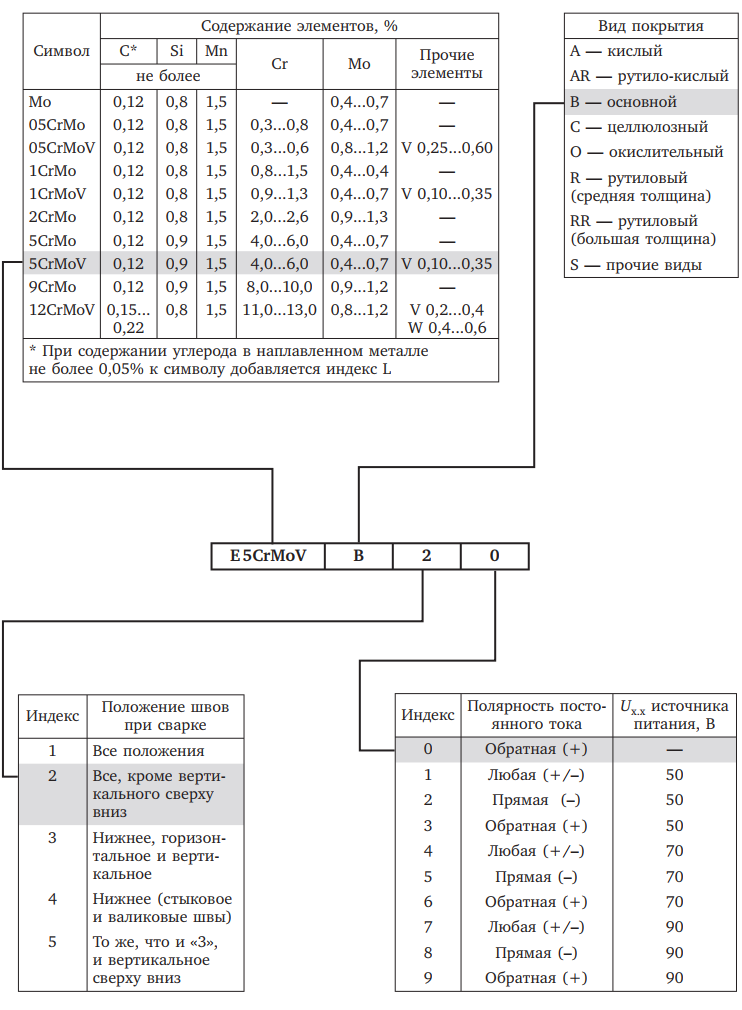
Рис. 7. Условное обозначение покрытых электродов для сварки легированных теплоустойчивых сталей в соответствии с ISO 3580
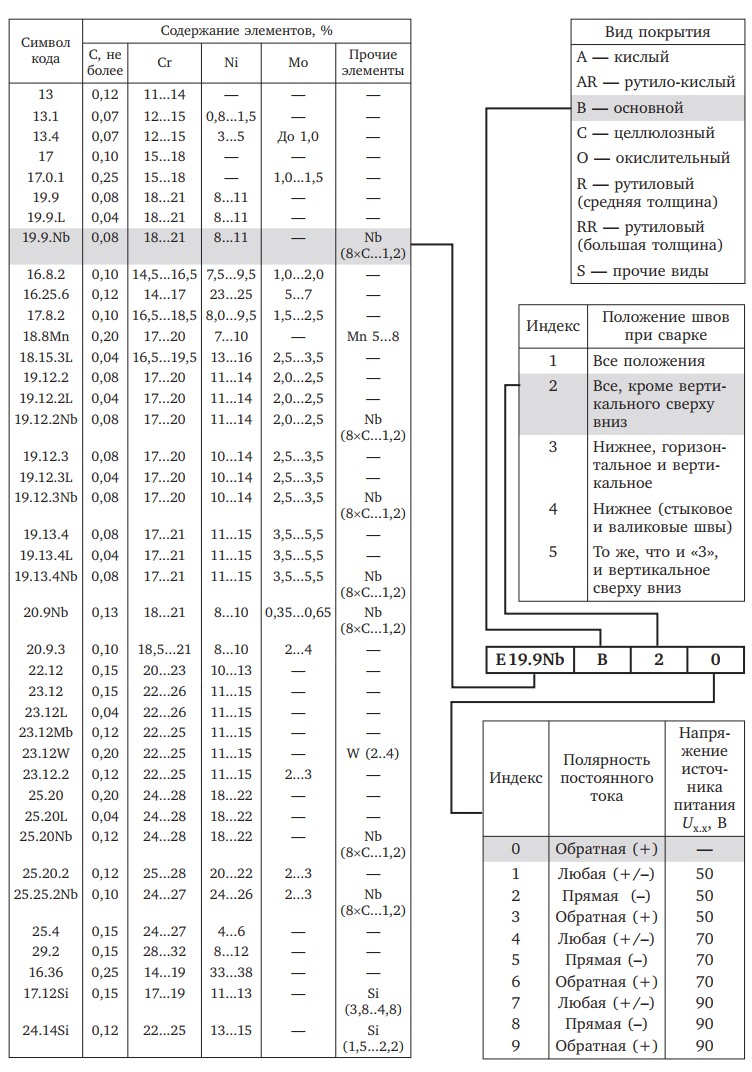
Рис. 8. Условное обозначение покрытых электродов для сварки высоколегированных сталей в соответствии с ISO 3581
Вследствие малого объема применения электродов для ручной сварки цветных металлов и сплавов, соответствующих стандартов на них нет; их изготавливают по специальным техническим условиям.
Конкретные марки покрытых электродов для ручной дуговой сварки и резки сталей приведены в табл. 7—2.13; для наплавки — в табл. 14, для сварки чугуна в табл. 15—2.16, а для сварки цветных металлов в табл. 17.
Таблица 7. Электроды для сварки и наплавки углеродистых и низколегированных конструкционных сталей (dэ — диаметр электрода, Iсв — сварочный ток)
Маркировка сварочного оборудования
Источник питания входит в состав любой установки для дуговой и электрошлаковой сварки. Он снабжает дугу или электрошлаковый процесс электрической энергией необходимых параметров. При дуговой сварке применяются токи от 1 до 3000 А при напряжении 40-141 В. Сварка может выполняться на постоянном и переменном токе, как при непрерывной, так и при импульсной подаче энергии.
В зависимости от вида энергии и характера ее преобразования различают следующие типы источников питания:
- трансформатор – понижает переменное напряжение сети до необходимого при сварке;
- выпрямитель – преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока;
- генератор – преобразует механическую энергию вращения его вала в электрическую энергию постоянного тока;
- преобразователь – является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора и, следовательно,преобразует сетевую энергию в используемую для сварки энергию постоянного тока;
- агрегат – состоит из двигателя внутреннего сгорания и генератора постоянного тока, в нем для получения сварочного тока используется химическая энергия сгорания жидкого топлива.
Источники питания сварочной ток классифицируют последующим признакам :
- роду тока — источники переменного(сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители);
- внешней характеристике — источники с круто подающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
- количеству одновременно питаемых постов— источники однопостовые и многопостовые;
- характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутренне госгорания);
- особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
- способу установки и монтажа —стационарные и передвижные;
- принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями; преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; агрегаты — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
- назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом,сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Обозначение сварочных аппаратов

Обозначение сварочных аппаратов
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования, состоит из буквенной и цифровой части:
- первая буква — тип изделия (В —выпрямитель, Т — трансформатор, Г — генератор, У — установка),
- вторая буква — вид сварки (Д —дуговая, П — плазменная),
- третья — способ сварки (Г — в защитных газах, Ф — под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами,
- четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки).
- две или одна цифра после букв —номинальный сварочный ток в сотнях ампер,
- две последующие цифры —регистрационный номер изделия,
- следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом),
- следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 —помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Пример, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, много постовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
Расшифровка функций сварочных аппаратов
Огромное количество функций современных сварочных аппаратов особенно инверторных зачастую ставит даже профессионалов в тупик. Расшифровка маркировок и функций сварочных аппаратов приведена ниже.
ANTI STICK – Антизалипание. Предотвращает залипания электрода. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные режимы сварки.
ARC POWER – Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
ARC FORCE – предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
AC WAVE – Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – Отжиг проволоки. Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – Режим заварки кратера. Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FOCUS ARC – Сфокусированная дуга. При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – Горячий старт. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – Коррекция фактора мощности. Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
Читайте также: