Установка для сварки тел вращения
Обновлено: 28.09.2024

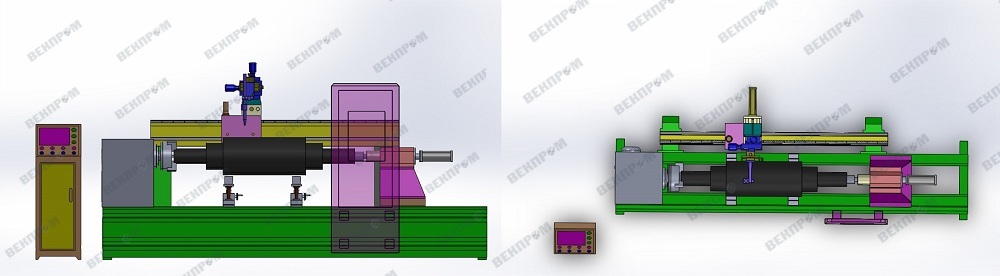
HWR COOPER 1601,48 / 2501,78 - установка для сварки тел вращения с ручным позиционированием суппорта горелки с максимальным диаметром поворота до 1000 мм, максимальной нагрузкой 620 кг и максимальной длиной полупродукта от 1500 - 6500 мм.
В связи с колебаниями мировых цен на металл, стоимость товара может отличаться от указанной. Уточняйте цены у менеджеров!
Описание
HWR COOPER 1601,48 / 2501,78 - установка для сварки тел вращения с ручным позиционированием суппорта горелки с максимальным диаметром заготовки до 1000 мм, максимальной нагрузкой 620 кг и максимальной длиной полупродукта от 1500 - 6500 мм. Машина предназначена для работы в механических, производственных цехах тяжелой и легкой промышленности при эксплуатации с высокой нагрузкой. Простой концептуальный дизайн и высокая надежность гарантируют разумное соотношение цены и качества. Отверстие в шпинделе дает возможность сваривать трубчатый и стержневой материал или формировать шов инертным газом. Система управления RCS 06 обеспечивает точные функции для полностью автоматизированного процесса сварки вращением.

Механическая конструкция проста и достаточно пропорциональна для средней нагрузки. Стальная конструкция машины из высококачественных несущих балок, с высокоточными линейными направляющими для позиционирования сварочной горелки относительно оси сварного шва. Задняя бабка перемещается по высокоточным линейным направляющим и имеет устойчивую платформу с 2 (двумя) рычагами для фиксации в определенной точке.
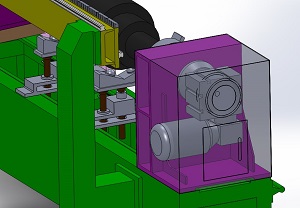
На задней бабке может быть установлен привод, c шаговым двигателем синхронизированным с вращением главного шпинделя. Главный шпиндель и задняя бабка имеют однотипные фланцы для универсального патрона 160/250 мм. Давление поджима задней бабки за счет пневматического цилиндра Ø80 мм, со стандартным ходом 300 мм (по запросу ход может быть увеличен).


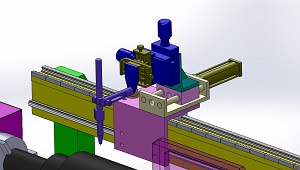
Подача горелки имеет 2 варианта: 1. Пневматический ход и четыре уровня позиционирования, 2. Электроприводом ход по линейным направляющим. На конце рычага имеется суппорт точной настройки горелки с регулировкой +/- 20 мм по четырем осям и возможностью поворота на 90°. Держатель горелки, может быть в варианте TIG / MIG. Машина может быть оборудована устройством подачи холодной проволоки HST CREATIVE CW 08 TWIN. Механизм подачи полностью контролируется системой управления машины и предоставляет широкий спектр возможностей регулировки параметров подачи, включая реверсирование проволоки.
Машина управляется цифровой системой управления RCS 06, которая обеспечивает все функции для сварки вращением, включая ускорение и замедление вращательного движения, управление сварочным генератором с раздельным программированием и расширенные функции регулирования мощности во время сварки. Возможность сохранения программ и создания программных сборников.
Преимущества установки HWR COOPER
- Автоматический или ручной режим управления.
- Система управления RCS 06 собственной разработки компании HST CREATIVE, оснащенная лучшими функциональными возможностями с логическими функциональными блоками.
- Управление сварочной установкой осуществляется клавишей ВВЕРХ / ВНИЗ.
- Обеспечение синхронизации программ управления сварочной установкой и сварочным автоматом.
- Настройки режимов работы сварочной установки, таких как автоматический запуск и автоматическое заполнение кратера, комплексная программа запоминания, создание компиляционных программ в соответствии с рабочими циклами.
Технические характеристики HWR COOPER
| Модель | HWR 1601.48 | HWR 2501.78 |
| Максимальная мощность при статической нагрузке силовых приводов | 370 кг | 620 кг |
| Крутящий момент на валу шпинделя для машины версии Mk I | 135,0 Нм | 181,2 Нм |
| Крутящий момент на валу шпинделя для машины версии Mk II | 271,0 Нм | 362,4 Нм |
| Крутящий момент на валу шпинделя для машин версии Mk.III | 453,0 Нм | 1208,0 Нм |
| Диапазон скорости для машины версии Mk I | от 0,02 до 11,1 об / мин | от 0,02 до 11,1 об / мин |
| Диапазон скорости для машины версии Mk II | от 0,01 до 5,6 об / мин | от 0,01 до 5,6 об / мин |
| Диапазон скорости для машины версии Mk.III | от 0,01 до 3,3 об / мин | от 0,01 до 3,3 об / мин |
| Соответствующий универсальный зажимной патрон, диаметр | ø160 мм | ø250 мм |
| Отверстие в шпинделе | 48 мм | 78 мм |
| Источник питания | 3 x 400В / Н / 50 Гц | 3 x 400В / Н / 50 Гц |
| Габариты, когда расстояние между фланцами 1500 мм, без дополнительных элементов. | 1330 х 1255 х 3300 мм | 1330 х 1255 х 3300 мм |
| Максимальное расстояние между фланцами шпинделей | 6500 мм | 6500 мм |
| Вес машины, когда расстояние между фланцами 1500 мм | 640 кг | 720 кг |
Конструктивные особенности HWR COOPER

Блок управления RCS 06
RCS 06 является многофункциональной системой управления предназначенной для автоматической сварки тел вращения. Это совершенно структурированная система с самым современным программным обеспечением разработанная собственным департаментом развития. Система может работать в полном автоматическом режиме, так и позволяет осуществлять детальное программирование процесса.


- Автоматический режим: рабочий цикл управляет установкой во всех аспектах. Он контролирует не только точное вращение, но также работу периферийных устройств.
- Ручной режим сварки: оператор может непосредственно контролировать все функции установки от контроллера. Режим является оптимальным для позиционеров, а также для сварки деталей требующих установки новых параметров.
- Режим без сварки: позволяет оператору производить проверку программы до сварки (сварочный источник выключен).
- Технология, оператор вводит основные параметры: диаметр изделия и RCS06 автоматически установит правильную скорость вращения.
- Вращение шпинделя: покрывает широкий спектр функций, связанных исключительно с вращением шпинделя, важные параметры, такие как: направление вращения, ускорение, замедление, задержка вращения, угол поворота, и т.д.
- Управление сварочным источником: RCS 06 поддерживает обмен данными с сварочным источником, например вызывает сохраненные программы сварки. Кроме того, блок управления дает команды старта и остановки сварки, позволяет оператору записывать новые программы для различных изделий.
- Функция поддув газа: предоставляет оператору возможность точно контролировать количество поддувочного газа и обеспечить защиту корня шва.
- Подача проволоки: при использовании TIG или плазменной сварки специальный блок подачи холодной проволоки, разработанный исключительно HST, имеет цифровое управление и отлично синхронизирован с модулем управления, обеспечивающий точную подачу проволоки.
Этот раздел открыт для настройки пользователем и позволяет контролировать работу периферийных устройств, таких как плазма и др. RCS 06 оснащен широким спектром цифровых решений, таких как свободного программирования функций кнопками, программирование названий кнопками и т.д.
RCS 06 работает с ячейками памяти. Каждый этап автоматизированного процесса может быть введен пользователем и хранятся в ячейке памяти. Система может хранить до 99 программ. Каждой программе можно присвоить имя. Это отличная возможность для создании программы в реальном времени. С помощью раздела «последовательность функций» можно ввести ряд программ из памяти и запускать их последовательно с нажатием кнопки, превращая 99 программ в более чем 10 000 полностью автоматизированных решений.
Комплектация установки HWR COOPER

Универсальный трехкулачковый патрон 250 мм со специальной регулировкой для сварки, отверстие 78 / 256 / 314 мм.
Доплата за 1 метр длины (базовая длина между фланцами = 1500 мм)
Синхронизированный привод задней бабки с главным шпинделем
АRМ 1 -Универсальный держатель сегмент шарнира, обеспечивающий правильную регулировку положения горелки в процессе сварки, 28 - 42 мм.
Наклонный держатель ARM 2 + сенсор высоты TIG
Наклонный Держатель ARM 2 + сенсор высоты МIG
Держатель горелки МIG с системой контроля высоты сварного изделия
ARM 2 SLIDE MICRO - Точная система непрерывной подачи холодной проволоки +/- 5 мм (ось X / Z)
ARM 2 GAS COVER-Система газозащиты сварки с помощью сборного башмака
FLOW A1 SET односторонняя подача газа под сварным швом или к месту сварки, контролируемой системой управления
FEEDER CW 08 TWIN Цифровой механизм подачи холодной проволоки полностью интегрирован в подчиненную систему управления
Наклонный стол податчика холодной проволоки CW08 TWIN высота 880 мм, вкл. +/- 15 °
Ручной контроллер HCR02.- Старт/стоп, Лево /Право
MIGHTY CONTROLLER Цифровое программируемое дистанционное управление с отображением параметров
Держатель пульта дистанционного управления Mighty Controller
Видео (4)
Задать вопрос
Вы можете задать любой интересующий вас вопрос по товару или работе магазина.
Автоматическая установка для сварки и наплавки тел вращения EWR HUNTER, HST Creative (Чехия)
EWR 1050.108/1450.108 - универсальная установка для автоматической сварки кольцевых и продольных швов нового поколения, разработанная HST CREATIVE. Идеальная эргономика и наличие высоких технологий учтены при проектировании этой машины.
EWR 1050.108/1450.108 - универсальная установка для автоматической сварки кольцевых и продольных швов нового поколения, разработанная в соответствии с философией HST CREATIVE. Идеальная эргономика и наличие высоких технологий учтены при проектировании этой машины. Благодаря продуманной конструкции балки, защищающей линейные направляющие, не ограничено использование методов сварки. Таким образом, сварка MIG / MAG возможна без негативного влияния на срок службы компонентов машины. Диаметр заготовки до 650 мм, максимальная длина сварного шва 1050/1450 мм.
Машина подходит для работы в различных отраслях промышленности. Отличается своей универсальностью и сложной конструкцией, которая гарантирует результаты сварки, сравнимые со стандартной конструкцией специального назначения. На машине можно сваривать как мелкие детали, так и большие сварные конструкции. Возможность управляемого перемещения горелки в продольной оси увеличивает возможности полной автоматизации процесса, а также позволяет использовать машину для многопроходной сварки, наплавки изношенных поверхностей заготовок. Система управления RCS 06 обеспечивает уникальное решение по функциям, включая цифровую связь со сварочным аппаратом.

На задней бабке может быть установлен привод, драйверы синхронизированы с приводом главного шпинделя. Шаговый двигатель через планетарный редуктор, приводит в движение с помощью зубчатого ремня. Главный шпиндель и задняя бабка имеют фланцы разных типов, под универсальный патрон 315 мм для установки на основной шпиндель и 125 мм для задней бабки.
Всю консоль рычага можно наклонить в диапазоне 0 - 90°, поднять как в ручную с использованием редуктора также за счет двигателя(на выбор). Следовательно, можно точно установить любое из положений, чтобы оптимизировать процесс сварки. Рычаг сварочной горелки имеет пневматическое и электронно механическое перемещение, и эта функция контролируется системой управления.

Машина может быть оборудована устройством подачи холодной проволоки HST CREATIVE CW 08 TWIN. Механизм подачи полностью контролируется системой управления станка и предоставляет широкий спектр возможностей регулировки параметров подачи, включая реверсирование проволоки.
Система управления RCS 06 находится в отдельном блоке слева от оператора, что идеальным с точки зрения эргономики. Машина предназначена для промышленного применения с высокой загрузкой. Установка выделяется своей универсальностью и гарантирует результаты сварки, сопоставимые со специализированными установками. На машине можно сваривать от очень мелких деталей до достаточно габаритных узлов. Возможность программирования движение горелки по оси Х увеличивает возможности полной автоматизации процесса, а также позволяет машине расширить функционал до сварки по винтовой линии, наплавки и сварки с колебанием горелки. Система управления RCS 06 имеет возможность цифровой коммутации с сварочным источником.
Преимущества установки EWR HUNTER
- Автоматический или ручной режим управления.
- Система управления RCS 06 собственной разработки компании HST CREATIVE, оснащенная лучшими функциональными возможностями с логическими функциональными блоками.
- Управление сварочной установкой осуществляется клавишей ВВЕРХ / ВНИЗ.
- Обеспечение синхронизации программ управлениясварочной установкой и сварочным автоматом.
- Настройки режимов работы сварочной установки, таких как автоматический запуск и автоматическое заполнение кратера, комплексная программа запоминания, создание компиляционных программ в соответствии с рабочими циклами.
Технические характеристики EWR HUNTER
| Модель | EWR 1050.108.TM | EWR 1450.108.TM |
| Максимальная мощность при статической нагрузке силовых приводов | 270 кг | 270 кг |
| Крутящий момент на валу шпинделя для машины версии Mk I | 181,2 Нм | 181,2 Нм |
| Крутящий момент на валу шпинделя для машины версии Mk II | 362,4 Нм | 362,4 Нм |
| Крутящий момент на валу шпинделя для машин версии Mk.III | 604,0 Нм | 604,0 Нм |
| Диапазон скорости для машины версии Mk I | от 0,02 до 11,1 об / мин | от 0,02 до 11,1 об / мин |
| Диапазон скорости для машины версии Mk II | от 0,01 до 5,6 об / мин | от 0,01 до 5,6 об / мин |
| Диапазон скорости для машины версии Mk.III | от 0,01 до 3,3 об / мин | от 0,01 до 3,3 об / мин |
| Подъем станины | 0-90° / макс 0 кг | 0-90° / макс 0 кг |
| Максимальный диаметр изделия - диаметр поворота | ø650 мм | ø650 мм |
| Источник питания | 3 x 400 В | 3 x 400 В |
| Соответствующий универсальный зажимной патрон, диаметр | ø315 мм | ø315 мм |
| Размер между фланцами шпинделей - дополнительный элемент | 1000 мм | 1400 мм |
Конструктивные особенности EWR HUNTER


- Автоматический режим: рабочий цикл управляет установкой во всех аспектах. Он контролирует не только точное вращение, но также работу периферийных устройств. Оператор может настроить загрузку заготовок и удаление готового продукта.
- Ручной режим сварки: оператор может непосредственно контролировать все функции установки от контроллера. Режим является оптимальным для позиционеров, а также для сварки деталей требующих установки новых параметров.
- Режим без сварки: позволяет оператору производить проверку программы до сварки (сварочный источник выключен).
- Технология, оператор вводит основные параметры: диаметр изделия и RCS 06 автоматически установит правильную скорость вращения.
- Вращение шпинделя: покрывает широкий спектр функций, связанных исключительно с вращением шпинделя, важные параметры, такие как: направление вращения, ускорение, замедление, задержка вращения, угол поворота, и т.д. В некоторых случаях, функции управления являются более сложными, чем в робототехнических системах.
- Функции перемещения: этот раздел непосредственно управляет пневматическими и электрическими приводами, такие как позиционирование сварочной горелки или задней бабки(для установок серии EWR, HWR).
- Управление сварочным источником: RCS 06 поддерживает обмен данными с сварочным источником, например вызывает сохраненные программы сварки. Кроме того, блок управления дает команды старта и остановки сварки, позволяет оператору записывать новые программы для различных изделий.
- Колебание горелки: функция колебания имеет точный математический алгоритм движения сварочной горелки вдоль вращающейся траектории. Это идеальное решение для широкого круга задач.
- Ось X: эта функция управляет продольным движением сварочной горелки и синхронизирует с вращением позиционера. Тем самым позволяя оператору производить сварку в различных точках вдоль изделия или производить сварку по спирали.
- Функция поддув газа: предоставляет оператору возможность точно контролировать количество поддувочного газа и обеспечить защиту корня шва.
- Подача проволоки: при использовании TIG или плазменной сварки специальный блок подачи холодной проволоки, разработанный исключительно HST, имеет цифровое управление и отлично синхронизирован с модулем управления, обеспечивающий точную подачу проволоки.
Этот раздел открыт для настройки пользователем и позволяет контролировать работу периферийных устройств, таких как шлифовка, плазма и др. RCS06 оснащен широким спектром цифровых решений, таких как свободного программирования функций кнопок, программирование названий кнопок и т.д. Кроме того, часто используемые функции легко доступны с помощью командных клавиш.
Поскольку RCS06 комплексная и универсальная система, то можно выделить наборы общих функций в группы следующим образом:
- Базовый: Данная группа содержит функции для простого управления и не раздражает оператора сложным интерфейсом.
- Продвинутый: Этот профиль содержит более сложные функции для более сложных процессов.
- Полный: Данный профиль разблокирует полный потенциал, который имеет RCS 06.
Комплектация установки EWR HUNTER
Комплект оборудования установки модели EWR HUNTER включает:
- Продольно регулируемую горелку, которая находится на прецизионных линиях.
- Установку крестового суппорта сварочной горелки с 3-позиционным шарниром.
- Систему управления RCS 06.
- Кабель управления к сварочной установке, кабель заземления 2,5 м.
Оборудование обеспечения прецизионной сварки:
- Трехкулачковый универсальный зажимный патрон.
- Механическое изменение угла наклона по оси Т.
- Задняя бабка.
- Синхронизированный привод задней бабки.
- Пневматический суппорт сварочной горелки.
- Держатель сварочной горелки.
- Цифровой блок подачи холодной проволоки CW 08 TWIN.
- Настройка подачи проволоки.
- Функциональная настройка приводов с цифровым управлением по оси Х.
- Функциональная настройка приводов с цифровым управлением по оси Z.
- Цифровой контроллер «Могучий контроллер» (Mighty-Controller).
- Система обеспечивающая поддув газа.



План-шайба 650 x 14 x 108 мм с концентрическими кругами и канавками 125 х 12,5, диаметр 650 мм, толщина 14мм, отверстие 108 мм
Универсальный трехкулачковый патрон 315 мм со специальной регулировкой для сварки, отверстие 108 / 321 / 392 мм
Универсальный трехкулачковый патрон 125 мм со специальной регулировкой для сварки, отверстие 28 / 125 / 152 мм
Задняя бабка без привода со свободно вращающимся шпинделем на шарикоподшипниках (фланец / отверстие 125 / 28 мм)
Приводная задняя бабка электронная синхронизация с главным шпинделем
Моторизованный привод , который производит и контролирует наклон консоли по оси Т
Комплект контролируемой по оси X, который позволяет осуществлять цифровое управление движением головки горелки по оси X
Суппорт для одной сварочной горелки с пневматическим приводом оси Z
Суппорт сварочной горелки с электрическим приводом, цифровая управляемая ось Z +/- 200 мм
ARM 2 ROTO SLIDE Механическая головка (крестовина) с перемещением +/- 20 мм (osy X / Z / T / R / J) с возможностью поворота на 90 градусов
Защитный экран при сварке – наклоняемый
Видео (2)
Автоматическая установка для сварки и наплавки кольцевых и продольных швов HWR LEADER, HST Creative (Чехия)
HWR 2502.078 / HWR3152.108 - промышленная машина для автоматической сварки и наплавки тел вращения, разработанная HST CREATIVE. Диаметр до 1000 / 1500 мм, максимальная длина сварного шва 2500 - 16500 мм.
HWR 2502.078 / HWR 3152.108 - промышленная машина для автоматической сварки и наплавки тел вращения, разработанная в соответствии с философией HST CREATIVE. При проектировании этой машины достигнуты идеальная эргономика и обслуживание высоких технологий. Диаметр обечайки до 1500 мм, максимальная длина сварного шва 2500 - 16500 мм.
Машина подходит для работы в промышленности при высоких нагрузках эксплуатации. Общая концепция машины настолько универсальна, что установку можно использовать для любой сварки способом вращения и условной сварки продольных швов (кроме сварки на медной подкладке - для этой цели подходят машины AWL). Установка ориентирована на производство сосудов под давлением и без давления, деталей машин, фитингов труб, сосудов, теплообменников, а также сварку труб из-за отверстия в шпинделе. Машина может использоваться для многопроходной и винтовой сварки, а также для сварки пластин в вертикальном положении. Система управления RCS 06 поддерживает цифровую связь со сварочным аппаратом.

Механическая конструкция высокого качества подходит для высокой нагрузки, несущие балки со встроенным приводом на одной стороне. Между обеими сторонами имеется продольная балка, на которой установлены головки горелки на точных роликовых подшипниках. Кроме того, на машине для отвода сварочного дыма предусмотрен гибкий воздуховод интегрированный непосредственно в конструкцию.

На задней бабке может быть установлен привод, драйверы синхронизированы и не имеют люфта. Шаговый двигатель через планетарный редуктор , приводит в движение с помощью зубчатого ремня. Главный шпиндель и задняя бабка имеют фланцы для крепления универсального патрона 250 мм.
Задняя бабка может поставляться с цифровой управляемой осью Т. Это означает, что угол наклона шпинделя задней бабки в диапазоне 0 - 90° можно запрограммировать. Это концептуальное преимущество может быть использовано при сварке в определенных положениях при сварке вращением с большими возможностями. Давление задней бабки рассчитано как линейное с зажимным сегментом и упорным пневматическим цилиндром Ø125 мм, со стандартным ходом 300 мм (по запросу может быть выше). Корпус блокировки задней бабки может комплектоваться системой охлаждения для двух сварочных горелок (опция).
Головка с горелкой оснащена приводом и имеет цифровое управление по оси X. Поставляется как с одной сварочной горелкой, так же возможно использование двух сварочных горелок одновременно. Головка с горелкой может иметь пневматический привод и три положения регулировки, или электронно-механический привод, с цифровой управляемой осью Z . Механизм головки заканчивается суппортом точного положения горелки с регулировкой по двум осям +/- 20 мм, и возможностью поворота на 90°, с определением положения. Держатель горелки, может быть в версии TIG или MIG.
Машина может быть оборудована устройством подачи холодной проволоки HST CREATIVE CW 08 TWIN. Механизм подачи полностью контролируется системой управления установки и предоставляет широкий спектр возможностей регулировки параметров подачи, включая реверсирование проволоки.


Машина управляется цифровой системой RCS 06, которая обеспечивает понятный пользовательский интерфейс с возможностями программирования и высоким уровнем производства на протяжении всего процесса сварки.
HWR LEADER 2502.078 / 3152.108 - это универсальная установка с возможностью производить сварку кольцевых и продольных сварных швов, с системой контроля положения сварочной горелки по высоте, разработанная для производства TIG/MIG/PLASMA видов сварки, инженеры – конструкторы HST CREATIVE разработали уникальную запатентованную технологию по изготовлению специальной оснастки внутренней защиты газом формирования сварного шва, сосудов диаметром до 1500 мм.



Для одного из предприятий Чувашии по спецпроекту была разработана и построена на базе HWR LEADER 3152.108, установка с системой прижатия внутренней и наружной кромки шва, внутренним/наружным поддувом в место сварки защитным газом деталей котла, с использованием PLASMA сварки.


Преимущества установки HWR LEADER
- Автоматический или ручной режим управления.
- Система управления RCS06 собственной разработки компании HST CREATIVE, оснащенная лучшими функциональными возможностями с логическими функциональными блоками.
- Управление сварочной установкой осуществляется клавишей ВВЕРХ / ВНИЗ.
- Обеспечение синхронизации программ управления сварочной установкой и сварочным автоматом.
- Настройки режимов работы сварочной установки, таких как автоматический запуск и автоматическое заполнение кратера.
Технические характеристики HWR LEADER
| Модель | HWR 2502,078 | HWR 3152,108 |
| Максимальная мощность при статической нагрузке силовых приводов | 2200 кг | 5200 кг |
| Крутящий момент на валу шпинделя для машины версии Mk I | 1066,0 Нм | 1918,0 Нм |
| Крутящий момент на валу шпинделя для машины версии Mk II | 1766,0 Нм | 3198,0 Нм |
| Крутящий момент на валу шпинделя для машин версии Mk.III | 2487,0 Нм | 4477,0 Нм |
| Диапазон скорости для машины версии Mk I | от 0,01 до 5,6 об / мин | от 0,01 до 5,6 об / мин |
| Диапазон скорости для машины версии Mk II | от 0,01 до 3,3 об / мин | от 0,01 до 3,3 об / мин |
| Диапазон скорости для машины версии Mk.III | от 0,01 до 2,4 об / мин | от 0,01 до 2,4 об / мин |
| Высота задней бабки | 0-90 °/ макс 0 кг | 0-90 °/ макс 0 кг |
| Соответствующий универсальный зажимной патрон, диаметр | ø250 мм | ø315 мм |
| Максимальный диаметр изделия - диаметр поворота | ø1000 мм | ø1500 мм |
| Источник питания | 3 x 400 В | 3 x 400 В |
| Габариты, когда расстояние между фланцами 2500 мм, без дополнительных элементов. | 2113 х 1503 х 5300 мм | 2624 х 2127 х 5300 мм |
| Расстояние между фланцами шпинделей - дополнительный элемент | 2500 мм | 2500 мм |
| Вес машины, когда расстояние между фланцами 2500 мм | 2000 кг | 2300 кг |
Конструктивные особенности HWR LEADER


- Автоматический режим: рабочий цикл управляет установкой во всех аспектах. Он контролирует не только точное вращение, но также работу периферийных устройств, таких как колебание, наклон и движение сварочной горелки, перемещение по оси X и т.д. Оператор может настроить загрузку заготовок и удаление готового продукта.
- Ручной режим сварки: оператор может непосредственно контролировать все функции установки от контроллера. Режим является оптимальным для позиционеров, а также для сварки деталей требующих установки новых параметров.
- Режим без сварки: позволяет оператору производить проверку программы до сварки (сварочный источник выключен).
- Технология, оператор вводит основные параметры: диаметр изделия и RCS 06 автоматически установит правильную скорость вращения.
- Вращение шпинделя: покрывает широкий спектр функций, связанных исключительно с вращением шпинделя, важные параметры, такие как: направление вращения, ускорение, замедление, задержка вращения, угол поворота, и т.д. В некоторых случаях , функции управления являются более сложными, чем в робототехнических системах.
- Функции перемещения: этот раздел непосредственно управляет пневматическими и электрическими приводами, такие как позиционирование сварочной горелки или задней бабки(для установок серии EWR, HWR).
- Управление сварочным источником: RCS 06 поддерживает обмен данными с сварочным источником, например вызывает сохраненные программы сварки. Кроме того, блок управления дает команды старта и остановки сварки, позволяет оператору записывать новые программы для различных изделий.
- Колебание горелки: функция колебания имеет точный математический алгоритм движения сварочной горелки вдоль вращающейся траектории. Это идеальное решение для широкого круга задач.
- Ось X: эта функция управляет продольным движением сварочной горелки и синхронизирует с вращением позиционера. Тем самым позволяя оператору производить сварку в различных точках вдоль изделия или производить сварку по спирали.
- Функция поддув газа: предоставляет оператору возможность точно контролировать количество поддувочного газа и обеспечить защиту корня шва.
- Подача проволоки: при использовании TIG или плазменной сварки специальный блок подачи холодной проволоки, разработанный исключительно HST, имеет цифровое управление и отлично синхронизирован с модулем управления, обеспечивающий точную подачу проволоки.
Комплектация установки HWR LEADER

- Систему управления RCS 06 собственной разработки компании HST Creative с наилучшим набором режимов и логическими функциональными блоками.
- Синхронизированные двигатели главного шпинделя и шпинделя задней бабки.
- Комплексную систему воздуховодов.
- Прецизионные линейные подшипники.
- Кабель управления к сварочной установке без соединительного разъема.
- Универсальный зажимный патрон.
- Суппорт механический.
- Суппорт пневматический.
- Оборудование для подключения второго сварочного аппарата.
- Суппорт с одним кронштейном и суппорт с двумя кронштейнами.
- Дублирующую пневматическую систему.
- Держатель сварочной горелки при дуговой сварке в газах плавящимся электродом MIG, или дуговой сварке неплавящимся электродом в среде инертного газа TIG.
- Систему охлаждения 8,5 кВт.
- Цифровой блок подачи холодной проволоки CW 08 TWIN.
- Настройку подачи проволоки.
- Заднюю бабку без наклона.
- Заднюю бабку со сменой угла наклона от 0 - 90°.
- Функциональную настройку приводов с цифровым управлением по оси Х.
- Функциональную настройку приводов с цифровым управлением по оси Z.
- Многофункциональную систему слежения
- Цифровой контроллер или регулятор «Могучий контроллер» (Mighty-Сontroller).
- Настройка подачи поддувочного газа.

Доплата за 1 метр длины (базовая длина между фланцами = 2500 мм)
Задняя бабка без наклона для версий Mk.I, Mk.II, Mk.III
Задняя бабка с моторизованным наклоном - управляемая ось Т
Суппорт для двух сварочных грелок с пневматическим приводом оси Z
Пневматическая система балансировки – всенаправленная
Суппорт для одной сварочной горелки с электрическим приводом оси Z
Суппорт для двух сварочных горелок с электрическим приводом оси Z
ARM 2 ROTO SLIDE Механическая головка (крестовина) с перемещением +/- 20 мм (osy X / Z / T / R / J) с возможностью поворота на 90 градусов
ARM 2 GAS COVER - Система газозащиты сварки с помощью сборного башмака
Интегрированная система охлаждения для большего количества устройств
Комплект вытяжки дыма, встроенный в головку горелки
Носитель технологических компонентов (ЖК-камера, технология сварки и др.)

Конструкция линейных направляющих имеет защитное покрытие, которое позволяет не ограничивать установку в методах сварки. Таким образом, можно применять MIG/MAG сварку без негативного влияния на работоспособность.
EWR HUNTER Конструкция линейных направляющих имеет защитное покрытие, которое позволяет не ограничивать установку в методах сварки. Таким образом, можно применять MIG/MAG сварку без негативного влияния на работоспособность.
Модульная конструкция имеет узлы высоко качества. В базе установке сварочный вращатель с массивным шпинделем с проходным отверстием диаметром 108мм. Под шпинделем закреплена продольная опора с линейной направляющей по которой перемещаются суппорт сварочной горелки и задняя бабка. Конструкция шпинделя позволяет крепить планшайбу диаметром 650мм или стандартный 3х кулачковый патрон диаметром 315мм с проходным отверстием диаметром 108мм. Задняя бабка имеет проходной отверстие диаметром 28мм со стандартным фланцем для крепления стандартного кулачкового патрона диаметром 125мм. По желанию можно установить заднюю бабку одинаковой размерности с приводным шпинделем и закрепить патрон д. 315мм с отверстием 108мм..
Шпиндель вместе с продольной опорой можно наклонять в диапазоне 0-90°, с использованием электропривода. Таким образом, можно точно установить деталь в любом удобном положении для сварки. Суппорт сварочной горелки имеет пневмопривод опускания контролируемый блоком управления.
Система управления RCS06 находится в отдельном блоке слева от оператора, что идеальным с точки зрения эргономики.
Машина предназначена для промышленного применения с высокой загрузкой. Установка выделяется своей универсальностью и гарантирует результаты сварки, сопоставимые со специализированными установками. На машине можно сваривать от очень мелких деталей до достаточно габаритных узлов. Возможность программирования движение горелки по оси Х увеличивает возможности полной автоматизации процесса, а также позволяет машине расширить функционал до сварки по винтовой линии, наплавки и сварки с колебанием горелки. Система управления RCS06 имеет возможность цифровой коммутации с сварочным источником.
Технические характеристики
| Модель | EWR 1050.108.TM | EWR 1450.108.TM |
| Максимальная мощность при статической нагрузке силовых приводов, кг | 270 | 270 |
| Крутящий момент на валу шпинделя для машины версии Mk I, Нм | 181,2 | 181,2 |
| Крутящий момент на валу шпинделя для машины версии Mk II, Нм | 362,4 | 362,4 |
| Крутящий момент на валу шпинделя для машин версии Mk.III, Нм | 604,0 | 604,0 |
| Диапазон скорости для машины версии Mk I, об / мин) | 0,02 до 11,1 | 0,02 до 11,1 |
| Диапазон скорости для машины версии Mk II, об/мин | 0,01 до 5,6 | 0,01 до 5,6 |
| Диапазон скорости для машины версии Mk.III, об/мин | 0,01 до 3,3 | 0,01 до 3,3 |
| Подъем станины | 0-90 °/макс 0 | 0-90 °/макс 0 |
| Соответствующий универсальный зажимной патрон, диам. мм | 315 | 315 |
| Максимальный диаметр изделия - диаметр поворота, мм | 650 | 650 |
| Источник питания, В | 3x400 В | 3x400 В |
| Размер между фланцами шпинделей - дополнительный элемент, мм | 1000 | 1400 |
Блок управления R06
R06 является сложной системой управления предназначенная для автоматической сварки и резки тел вращения. Это совершенно структурированная система с самым современным программным обеспечением разработанная собственным департаментом развития. Система может работать в полном автоматическом режиме, так и позволяет осуществлять детальное программирование процесса.
Основные функции
- Автоматический режим: рабочий цикл управляет установкой во всех аспектах. Он контролирует не только точное вращение, но также работу периферийных устройств, таких как колебание, наклон и движение сварочной горелки, перемещение по оси X и т.д. Оператор может настроить загрузку заготовок и удаление готового продукта.
- Ручной режим сварки: Оператор может непосредственно контролировать все функции установки от контроллера. Режим является оптимальным для позиционеров, а также для сварки деталей требующих установки новых параметров.
- Режим без сварки: позволяет оператору производить проверку программы до сварки (сварочный источник выключен). Базовая структура Технология, оператор вводит основные параметры: диаметр изделия и R06 автоматически установит правильную скорость вращения.
- Вращение шпинделя: Покрывает широкий спектр функций, связанных исключительно с вращением шпинделя, важные параметры, такие как: направление вращения, ускорение, замедление, задержка вращения, угол поворота, и т.д. В некоторых случаях , функции управления являются более сложными, чем в робототехнических системах.
- Функции перемещения: Этот раздел непосредственно управляет пневматическими и электрическими приводами, такие как позиционирование сварочной горелки или задней бабки(для установок серии EWR, HWR).
- Управление сварочным источником: R06 поддерживает обмен данными с сварочным источником, например вызывает сохраненные программы сварки. Кроме того, блок управления дает команды старта и остановки сварки, позволяет оператору записывать новые программы для различных изделий.
- Колебание горелки: Функция колебания имеет точный математический алгоритм движения сварочной горелки вдоль вращающейся траектории. Это идеальное решение для широкого круга задач.
- Ось X. Эта функция управляет продольным движением сварочной горелки и синхронизирует с вращением позиционера. Тем самым позволяя оператору производить сварку в различных точках вдоль изделия или производить сварку по спирали.
- Функция поддув газа: Предоставляет оператору возможность точно контролировать количество поддувочного газа и обеспечить защиту корня шва.
- Подача проволоки: При использовании TIG или плазменной сварки специальный блок подачи холодной проволоки, разработанный исключительно HST, имеет цифровое управление и отлично синхронизирован с модулем управления, обеспечивающий точную подачу проволоки.
Вспомогательные функции
Этот раздел открыт для настройки пользователем и позволяет контролировать работу периферийных устройств, таких как шлифовка, плазма и др. R06 оснащен широким спектром цифровых решений, таких как свободного программирования функций кнопок, программирование названий кнопок и т.д.
Кроме того, часто используемые функции легко доступны с помощью командных клавиш.
Поскольку R06 комплексная и универсальная система и применима для всей нашей продукции, мы объединили набор общих функций в группы следующим образом:
- Базовый: Данная группа содержит функции для простого управления и не раздражает оператора сложным интерфейсом.
- Продвинутый: Этот профиль содержит более сложные функции для более сложных процессов.
- Полный: Данный профиль разблокирует полный потенциал, который имеет R06.
R06 работает с ячейками памяти. Каждый этап автоматизированного процесса может быть введен пользователем и хранятся в ячейке памяти. Система может хранить до 99 программ. Каждой программе можно присвоить имя.
Это отличная возможность для создании программы в реальном времени.
С помощью раздела «последовательность функций» можно ввести ряд программ из памяти и запускать их последовательно с нажатием кнопки, превращая 99 программ в более чем 10 000 полностью автоматизированных решений.
Установка для наружной наплавки тел вращения
Автоматизированная установка наплавки тел вращения позволяет восстанавливать износившиеся или поврежденные внутренние и внешние поверхности деталей различного диаметра, вернув им первоначальные размеры с возможностью повысить их прочность и коррозионную стойкость, существенно продлив при этом срок эксплуатации деталей. Наплавка выполняется с применением сварочной проволоки различного сечения.
Наплавка тел вращения в среде защитных газов – один из самых технологичных методов наплавки металла, так как позволяет наплавлять в различных пространственных положениях. Благодаря сварке в среде защитных газов слои получаются плотными и герметичными. Использование сварочного инвертора с импульсным режимом сварки позволяет избежать брызг при наплавке, что в дальнейшем уменьшает затраты на зачистку и потерю сварочного материала на разбрызгивание.
Установка состоит из вращателя с цифровым управлением на базе сервопривода для бесступенчатой регулировки скорости вращения наплавляемой детали, механизма фиксации изделия, токопроводящего механизма, механизма зажима и регулировки сварочной горелки, механизма осевого перемещения горелки с ЧПУ, системы поддержки и выставления оси изделия относительно оси вращения, электрической системы управления, источника сварочного тока и пневматической системы.
Механизм вращения заготовки состоит из частотно регулируемого мотор-редуктора, передней и задней бабки с патроном и конусом, токопроводящей втулки. Регулировка скорости вращения осуществляется путем регулировки скорости двигателя переменного тока через инвертор. Токоподводящий медный подвод упруго соединен с главным валом и обеспечивает безопасность подвода сварочного тока на наплавляемое изделие.
Наплавляемое изделие удерживается трехкулачковым патроном и один конец трехкулачкового патрона зажимает заготовку, а другой конец поддерживается центром задней бабки чтобы обеспечить стабильное и надежное вращение заготовки.
Горелка для наплавки установлена на подвижном суппорте. Перемещение горелки производится вдоль оси Х электроприводом на длину направляющей. В качестве направляющей для суппортов на установке используется жесткий профиль с высокоточными направляющими HIWIN. Каретка суппорта мягко перемещается вдоль оси Х. Заданная скорость перемещения каретки обеспечивается сервоприводом под управлением PLC контроллера, передавая вращение электродвигателя через шестерню на рейку. Горелка позиционируется вверх/вниз, вправо/влево, регулируется угол, к месту наплавки горелка подается пневматическим линейным модулем.
Установка управляется PLC контроллером OMRON с использованием сенсорного экрана MT-6070I (Taiwan). Контроллер имеет понятный интерфейс со всеми функциями программирования. Через человеко–машинный интерфейс вводятся длина шва, сварочный ток, напряжение, скорость сварки, скорость вращения и т. д.
Длина сварки определяется поворотным энкодером, положение горелки так же определяется автоматически.
Сварочный ток, сварочное напряжение и скорость сварки контролируются и регулируются с блока управления
Все кнопки управления, сенсорный экран размещены в одной панели управления для удобства эксплуатации машины.
Читайте также: