Установка для сварки в контролируемой атмосфере
Обновлено: 15.05.2024
Полезная модель относится к оборудованию для сварки в контролируемой среде и может быть использована для автоматической и ручной сварки изделий различной формы и размеров. Установка для сварки в контролируемой атмосфере содержит вакуумную камеру с крышкой, стол, предназначенный для установки приспособления с подлежащим сварке изделием, имеющий возможность размещения в вакуумной камере. Установка оснащена тележкой на колесном ходу, на тележке шарнирно установлена крышка камеры, стол установлен на крышке, сварочная головка установлена с возможностью продольного перемещения на консоли, смонтированной с возможностью вертикального перемещения на каретке, которая установлена с возможностью поперечного перемещения в направляющих, закрепленных на крышке. Техническим результатом настоящей полезной модели является разработка установки для сварки в контролируемой атмосфере, обеспечивающей качественную сварку как в ручном, так и в автоматическом режиме изделий широкой номенклатуры, в том числе, сложной формы. 1 з п ф-лы, 2 илл.
Полезная модель относится к оборудованию для сварки в контролируемой среде и может быть использована для автоматической и ручной сварки изделий различной формы и размеров.
Известна установка для сварки в защитной газовой среде, содержащая сварочную камеру с загрузочным люком и крышкой, устройство для термической обработки и размещенную в сварочной камере сварочную горелку. В крышке имеется смотровое окно. В сварочной камере установлен патрубок для подачи инертного газа в полость камеры, патрубок для откачки камеры и эластичные перчатки, герметично закрепленные в гнездах сварочной камеры.
В процессе работы установки свариваемые изделия и, при необходимости, сварочные материалы, помещают внутрь сварочной камеры через загрузочный люк и закрывают крышку. После этого производят откачку воздуха из сварочной камеры через патрубок. В случае сварки в среде инертного газа камеру заполняют защитным газом через патрубок. Сварку производит сварщик с помощью эластичных перчаток и сварочной горелки, наблюдая за процессом сварки через смотровое окно. После сварки сваренные изделия, в случае необходимости, подвергают термической обработке в устройстве для термической обработки. Изделия для этого помещают в устройство для термической обработки.
(см. патент РФ 2294821, кл. B23K 9/16, 2007 г.).
В результате анализа выполнения известной установки необходимо отметить, что она предназначена только для проведения ручной сварки и не предполагает в процессе сварки манипулирования свариваемым изделием, что значительно ограничивает область его использования.
Известно устройство для сварки кольцевых швов цилиндрических изделий, содержащее вакуумную камеру, в которой установлены сварочная головка, а также приспособление для установки свариваемых изделий, выполненное в виде многопозиционного манипулятора, приводимого во вращение от реверсивного привода, расположенного вне камеры. В манипуляторе на каждой позиции закреплены шпиндели, на которых смонтированы зубчатые колеса, находящиеся в зацеплении с центральным зубчатым колесом. На направляющие манипулятора подвижно установлен опорный диск с подпружиненными центрами для крепления к шпинделям свариваемых изделий. На центральном зубчатом колесе смонтирован фрикционный элемент, обеспечивающий величину сопротивления вращению шпинделей, большую момента сопротивления вращению манипулятора.
Для осуществления сварки изделий при открытой вакуумной камере в приспособление устанавливают подлежащие сварке изделия. После герметизации камеры и ее вакуумирования наводят сварочную головку на свариваемый стык. Поворотом манипулятора на одну позицию к сварочной головке подводят стык свариваемого изделия, приводят изделие во вращение и осуществляют сварку стыка. Поворачивают манипулятор на шаг, в результате чего к сварочной головке подведен стык следующего изделия. Включают его вращение и осуществляют сварку стыка. Аналогичным образом осуществляют сварку всех изделий. Разгерметизируют камеру, открывают ее и извлекают сваренные изделия. Процесс сварки закончен.
(см. патент РФ 2417144, B23K 37/04, 2011 г.) - наиболее близкий аналог.
В результате анализа известной установки необходимо отметить, что она обеспечивает сварку только одного или нескольких типов изделий небольших габаритов. Возможность ращения размещенных в камере изделий обеспечивает сварку только кольцевых швов, следовательно, данная установка обладает невысокими функциональными возможностями.
Техническим результатом настоящей полезной модели является разработка установки для сварки в контролируемой атмосфере, характеризующейся расширенными функциональными возможностями за счет обеспечения качественной сварки как в ручном, так и в автоматическом режиме изделий широкой номенклатуры габаритов и массы, в том числе, сложной формы.
Указанный технический результат обеспечивается за счет того, что в установке для сварки в контролируемой атмосфере, содержащей вакуумную камеру с крышкой, стол, предназначенный для установки приспособления с подлежащим сварке изделием, имеющий возможность размещения в вакуумной камере, а также сварочную головку, новым является то, что установка оснащена тележкой на колесном ходу, на тележке шарнирно установлена крышка камеры, стол установлен на крышке, сварочная головка установлена с возможностью продольного перемещения на консоли, смонтированной с возможностью вертикального перемещения на каретке, которая установлена с возможностью поперечного перемещения в направляющих, закрепленных на крышке, при этом в корпусе камеры установлены фланцы, в которых герметично закреплены перчатки, используемые для ручной сварки.
Сущность полезной модели поясняется графическими материалами, на которых:
на фиг. 1 - установка для сварки в контролируемой атмосфере, вакуумная камера в закрытом положении;
на фиг. 2 - установка для сварки в контролируемой атмосфере, вакуумная камера в открытом положении.
Установка для сварки в контролируемой атмосфере представляет собой стационарно установленную вакуумную камеру 1, оснащенную откатной крышкой 2. На корпусе камеры установлены иллюминаторы 3 для наблюдения за процессом сварки, а также герметичный люк (не показан) для ввода в полость камеры коммуникаций.
Установка включает оснащенную колесами самоходную тележку 5. Тележка может быть установлена на рельсы 6. На тележке шарнирно установлена крышка 2. На нижней (в плоскости чертежа) части крышки закреплен стол 7. На столе 7 съемно размещается приспособление 8 для установки подлежащего сварке изделия (не показано). Приспособление имеет возможность вращения относительно вертикальной оси, а также возможность наклона относительно данной оси. Такие приспособления известны и нет необходимости в их подробном описании.
На верхней (в плоскости чертежа) части крышки имеются горизонтальные направляющие 9, на которых с возможностью перемещения установлена каретка 10. На каретке 10 имеются вертикальные направляющие, на которых с возможностью вертикального перемещения установлена консоль 11, несущая сварочную головку 12. Сварочная головка установлена на выполненных на консоли продольных направляющих и имеет по ним возможность перемещения.
Конструкция установки предусматривает проведение ручной сварки, для чего в камере 1 предусмотрены фланцы 13, на которых закреплены герметичные перчатки 14.
Для обеспечения создания в полости камеры 1 заданной атмосферы в стенке камеры предусмотрен ввод 15 для подачи инертного газа, например, аргона.
Естественно, что установка оснащена стандартными приводами, реализующими указанные в описании перемещения узлов. Установка оснащена стандартной системой вакуумирования полости вакуумной камеры 1. Управление работой установки может осуществляться с пульта управления (не показан, или от системы программного управления (не показана).
Естественно, что крышка 2 и торец камеры 1, к которому она поджимается, оснащены уплотнениями, чтобы обеспечить герметичность их стыковки.
Установка для сварки в контролируемой атмосфере работает следующим образом.
Устанавливают на стол 7 приспособление, 8, на котором размещают подлежащее сварке изделие. Подготавливают к работе сварочную головку 12, например, заправляют в нее сварочную проволоку. В случае, если процедура сварки предполагает ручную сварку, в камере на штатное место укладывают устройство для ручной сварки.
Перемещают тележку 5 к камере 1 до контакта крышки 2 с торцом камеры 1. Учитывая, что крышка 2 установлена на тележке 5 шарнирно, базовая поверхность крышки самоустанавливается относительно торца камеры при контакте с ним. Поджимают крышку к торцу камеры, обеспечивая герметичность стыка.
Включают вакуумную систему и вакуумируют полость камеры 1.
Через ввод 15 в полость камеры подают инертный газ.
Вручную или в автоматическом режиме осуществляют сварку изделия. В процессе сварки изделия в самом общем случае приспособление 8 может осуществлять вращение изделия относительно вертикальной оси и поворот его. Сварочная головка 12 может перемещаться по горизонтами на консоли 11, которая может осуществлять вертикальное перемещение на каретке 10, а каретка 10 может перемещаться в поперечном направлении относительно крышки 2. При согласованном перемещении механизмов обеспечивается сварки изделий в трехмерной системе координат.
По окончании сварки разгерметизируют камеру 1, перемещением тележки 5 выводят из полости камеры сваренное изделие и снимают его с приспособления 8. Процесс сварки завершен.
На приспособление 8 устанавливают подлежащее сварке изделие, далее процесс сварки осуществляют аналогично приведенному выше.
Установка может быть использована для ручной, автоматической и комбинированной сварки продольных, кольцевых, круговых швов широкой номенклатуры изделий, например, штуцеров, емкостей различной формы, рамных конструкций и пр.
1. Установка для сварки в контролируемой атмосфере, содержащая вакуумную камеру с крышкой, стол, предназначенный для установки приспособления с подлежащим сварке изделием, выполненный с возможностью размещения в вакуумной камере, и сварочную головку, отличающаяся тем, что она оснащена тележкой на колесном ходу, на тележке шарнирно установлена крышка камеры, стол установлен на крышке, сварочная головка установлена с возможностью продольного перемещения на консоли, смонтированной с возможностью вертикального перемещения на каретке, которая установлена с возможностью поперечного перемещения в направляющих, закрепленных на крышке.
2. Установка по п.1, отличающаяся тем, что в корпусе камеры установлены фланцы, в которых герметично закреплены перчатки, используемые для ручной сварки.
Устройство и работа многофункционального сварочного зарядного устройства-инвертора относится к электротехнике, в частности, к сварочному оборудованию и может быть использована в однофазных переносных или стационарных полуавтоматах электродуговой сварки плавящимся электродом в среде защитного газа, в качестве источника бесперебойного питания, а также для зарядки аккумуляторных батарей.
Дуговая сварка в камерах с контролируемой атмосферой
В промышленности многие металлы сваривают дугой с защитой места сварки инертными газами: аргоном или гелием. Различают, следующие способы защиты металлов от атмосферы при дуговой сварке в инертных газах: с применением стандартных сварочных горелок для сварки в струе инертных газов; с применением подвижных защитных микрокамер; с использованием стационарных камер с контролируемой инертной атмосферой [7, с. 72–76].
Самый распространенный и простой способ защиты ванны расплавленного металла от действия атмосферы – использование аргонодуговых горелок; в некоторых случаях применяют также защиту и нижней стороны соединяемых кромок.
Электродуговая сварка с защитой места сварки струей инертных газов широко применяется при изготовлении изделий из высоколегированных сталей, алюминиевых и магниевых сплавов, сплавов на основе никеля. Однако, как показывает практика, при сварке активных и тугоплавких металлов, а также при сварке листов большой толщины и поковок из высоколегированных сталей, алюминиевых и магниевых сплавов с использованием обычных сварочных горелок не обеспечивается необходимое качество сварочного соединения вследствие недостаточной защиты металла, нагретого до высоких температур.
Более совершенный метод сварки с защитой инертными газами – сварка с использованием защитных кожухов (микрокамер), представляющих собой небольшие подвижные камеры, которые позволяют защитить не только ванну расплавленного металла, но и значительную область металла околошовной зоны, нагретого до высоких температур.
Размеры микрокамер и их форму выбирают в зависимости от вида свариваемого металла и его толщины, режимов сварки, формы изделия. Микрокамеры должны обеспечивать надежную защиту инертным газом зоны металла, нагретого до температур, при которых еще может происходить активное взаимодействие металла с кислородом и азотом, воздуха. При сварке циркония необходимо защищать зону металла с температурой выше 5000 ºС (773 К).
В подвижную камеру инертный газ подается через сопло и специальный газоподводящий шланг (рис. 11.1). Корень шва защищен инертным газом, поступающим в подкладку, имеющую канавку. При сварке сосудов или труб оба конца изделия закрывают, а инертный газ непрерывно в процессе сварки подают внутрь изделия.
При сварке в микрокамерах для предупреждения подсоса воздуха инертные газы следует подавать с минимальной скоростью, обеспечивающей заполнение камеры с незначительным избыточным давлением.
Микрокамеры обычно имеют охлаждающие рубашки или трубки, по которым протекает вода. Кромки камер, соприкасающиеся с изделием, имеют небольшие отверстия позволяющие защитному газу вытекать из-под камеры и тем самым препятствовать попаданию внешней атмосферы в камеру.
Сварка изделий с использованием микрокамер может осуществляться двумя способами: или камера движется по изделию при неподвижном изделии, или камера неподвижна, а изделие передвигается. В обоих случаях камера прижимается к изделию с помощью пружин.
Применение защитных микрокамер, хотя несколько и улучшает технологический процесс, особенно при сварке изделий больших толщин и крупногабаритных изделий, но все-таки не гарантирует высокого качества сварных соединений, поскольку защита не совершенна ввиду возможности проникновения воздуха под камеру в процессе сварки изделия.
Чтобы получить швы высокого качества, необходимо оборудование, обеспечивающее надежную защиту расплавленного металла от воздействия атмосферного воздуха – это герметичные камеры, заполненные инертным газом, в которых происходит сварка. Преимущество такой камеры состоит в возможности создания атмосферы из инертных газов с минимальным содержанием кислорода и азота, а следовательно, в обеспечении более стабильных механических свойств сварного соединения.
В камерах с контролируемой атмосферой можно сваривать плавящимся и неплавящимся электродами вручную или же автоматами. В камере для ручной сварки (рис. 11.2) могут работать одновременно два сварщика, для чего в камере имеется две пары отверстий с резиновыми перчатками.
Подготовка камеры к сварке заключается в следующем: свариваемые изделия устанавливают в камере, куда также загружают электроды и присадочную проволоку. После загрузки камеры загрузочные люки и отверстия для перчаток герметизируют. В камере с помощью вакуумных насосов создается вакуум 10 мм рт. ст. (133×10 -4 Н/м 2 ). Для ускорения дегазации стенок камеры в процессе откачки камера может быть снабжена водяной рубашкой, по которой циркулирует горячая вода. Для предохранения резиновых перчаток от разрыва воздух откачивают с наружной стороны люков, перекрывающих отверстия с перчатками. После откачки камеру заполняют аргоном или гелием до давления, равного атмосферному. Давление в камере контролируют по мановакуумметру.
При сварке в камерах питание дуги осуществляется от источника постоянного тока или трансформатора с конденсаторной батареей. Для возбуждения дуги применяют осцилляторы. При сварке используют постоянный ток прямой полярности или переменный ток. При сварке плавящимся электродом используют и обратную полярность. Сварку в камере проводят без подачи инертного газа в горелку на тех же режимах, что и при сварке в инертных газах на воздухе. При ручной сварке в таких камерах трудность ведения процесса заключается в том, что избыточное давление, создающееся в камере вследствие нагревания газа, стремится вытолкнуть из камеры руки сварщика. Для предупреждения этого явления необходимо часть газа выпускать в процессе сварки.
О надежности газовой защиты в процессе сварки и при последующем охлаждении сварного соединения можно судить до некоторой степени по внешнему виду шва. Блестящая серебристая поверхность шва свидетельствует о хорошей защите. Появление на шве и в околошовной зоне цветов побежалости, налетов и т. п. указывает на плохую защиту металла.
Критерием оценки степени загрязнения металла шва азотом и кислородом служит твердость металла шва. При хорошей защите твердость металла шва не превосходит исходной твердости основного металла. Иногда для получения более чистой инертной атмосферы перед сваркой изделия в камерах сваривают образцы из активных металлов (титана, циркония).
Об эффективности защиты металла при обычной сварке горелками, при сварке с использованием защитных кожухов и в камерах с контролируемой атмосферой можно судить по графику на рис. 11.3.
При сварке в камерах с контролируемой атмосферой пластичность металла сварного соединения приближается к пластичности основного металла. Автоматическая дуговая сварка в камерах с контролируемой атмосферой обеспечивает более стабильное качества сварных соединений, чем ручная.
Камеры для сварки в контролируемой атмосфере
Сварочные камеры предназначены для проведения сварочных работ в среде инертных газов (главным образом, аргона), защищенной от атмосферного воздуха и влаги. Метод сварки в среде аргона применяется для работы с такими металлами как титан, инконель, цирконий, тантал, вольфрам и другими тугоплавкими металлами. Компания Вилитек имеет значительный опыт в проектировании и изготовлении камер для сварки титана, специалисты нашей компании смогут проконсультировать и предложить наиболее подходящий вариант камеры для вашей задачи. Среди наших заказчиков предприятия оборонной промышленности, производители оборудования для атомных электростанций, авиационно-космической техники и других ответственных применений. Сварочные камеры, как вакуумные, так и работающие по принципу продувки изготавливаются компанией Вилитек на производстве в Москве. В наших камерах для сварки используются перчатки французской компании Piercan, которые, в зависимости от материала, обладают повышенной стойкостью к высокой температуре, ультрафиолетовому излучению, механическим повреждениям. Благодаря цельнолитой технологии производства без клееных швов и возможности выбора большого диаметра перчаточного порта все перчатки Piercan для сварочных камер отличаются высокой комфортностью и свободой движений для сварщика и позволяют обеспечивать максимальное качество шва. Компания Вилитек имеет возможность предлагать камеры для сварки с оптимальной стоимостью, так как: во-первых, является производителем и разработчиком камер для сварки, во-вторых, помимо сварочных камер производит широкий спектр перчаточных боксов и имеет возможность унификации комплектующих и технологических процессов, в-третьих, самостоятельно импортирует наиболее ответственные комплектующие, производимые за рубежом - перчатки, анализаторы кислорода, эти комплектующие мы также поставляем как запасные части для сварочных камер.
Особенности и преимущества:
- Надежная защита от атмосферного воздуха и влаги.
- Широкий модельный ряд стандартных типоразмеров.
- Возможность изготовления по индивидуальному заказу.
- Различные опции и принадлежности.
- Крышка из прозрачного органического стекла.
Примеры сварочных камер с контролируемой атмосферой:

Стандартная сварочная камера с контролируемой атмосферой

Нестандартная аргоновая камера для сварки титана, включающая корпус из органического стекла, шлюзовую камеру и дополнительные перчаточные порты
Стандартная вакуумная камера для сварки титана
| Работа со сварочной камерой Вилитек на производстве арматуры из титановых сплавов |
Рамные сварочные камеры с продувкой инертным газом
Рамные сварочные камеры Vilitek VBOX FW – это универсальное и практичное решение для промышленной сварки титановых сплавов в среде высокочистого аргона, позволяют добиваться качества шва аналогичного получаемому в вакуумных сварочных камерах, но при этом обладают более выгодной стоимостью. Ориентированы на нужды предприятий авиационной, космической, атомной промышленностей. Рама и обечайки шлюзов камер изготовлены из нержавеющей стали. Панели изготавливаются из специального прозрачного полимера, отличающегося низкой газопроницаемостью, высокой химической стойкостью, прочностью и огнестойкостью. К преимуществам конструкции рамных сварочных камер VBOX FW относятся отличный обзор области сварки со всех сторон, ремонтопригодность, легкость замены поврежденных панелей, возможность модернизации и дооснащения опциями.
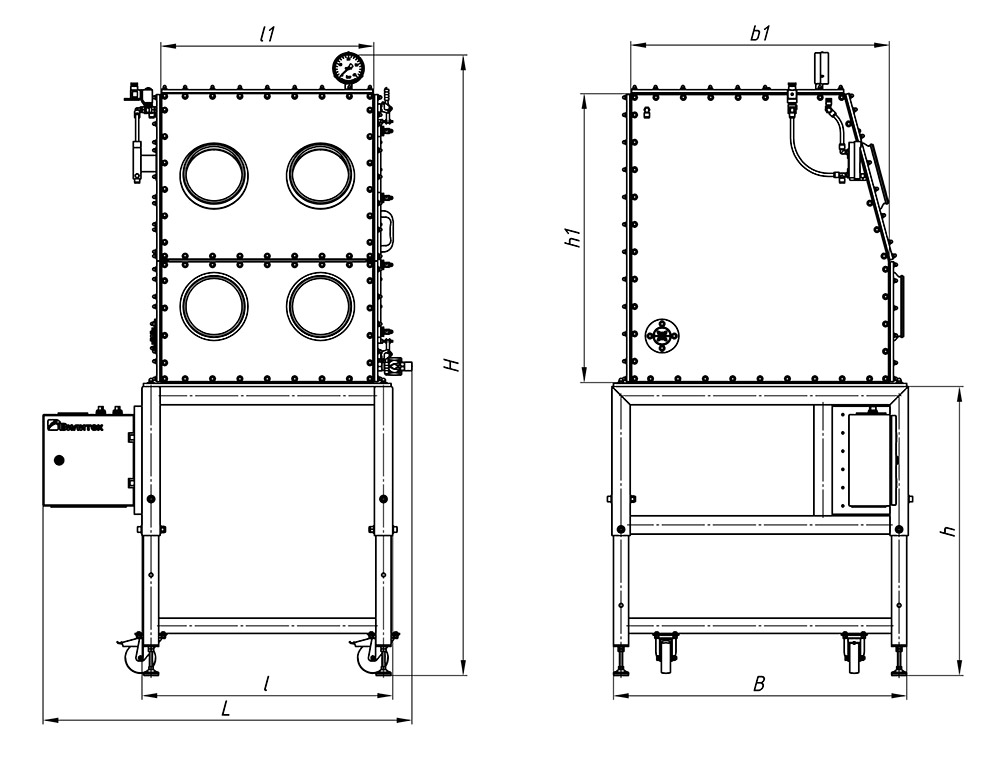
В стандартной комплектации рамные сварочные камеры VBOX FW оснащаются первоклассными бутилкаучуковыми перчатками c диаметром порта 186 мм (опционально 220, 250, 300 мм) от наиболее авторитетного мирового производителя французской компании Piercan. Инертный газ подводится к камере снизу, выпускной клапан находится сверху. Загрузка объектов для сварки осуществляется через малый боковой люк или большой люк сверху камеры. В комплект входит сварочный стол с отверстиями для крепления оснастки, на стенке камеры предусмотрен безразрывный герметичный ввод, позволяющий вводить в камеру до 20 кабелей или трубок (16-и кабелей или трубок наружным диаметром от 4 до 16 мм и до 4-х кабелей или трубок наружным диаметром от 10 до 32 мм), что позволят подключать к камере сварочные аппараты различного типа с газовым и водяным охлаждением горелки, а также заводить кабели управления, в том числе для сварочных манипуляторов. Сварочный стол в камерах изготовлен с отверстиями для закрепления стандартной сварочной оснастки (толщина плиты 8 мм, диаметр отверстий 16 мм, шаг 100 мм), опционально может быть изготовлено по ТЗ заказчика.
Технические характеристики
Внутренние размеры рабочей камеры, ШхГхВ, мм
Внутренний диаметр люка, мм
Кол-во перчаток, шт.
Количество уровней установки перчаток, шт.
Размеры стандартных сварочных камер Vilitek VBOX FW
Камеры с размерами, отличными от стандартных могут быть изготовлены компанией Вилитек
по заказу.
Подставка-рама под камеру регулируется по высоте, заказывается дополнительно как опция BASE2, в стандартную комплектацию не входит, также могут быть заказаны рамы-подставки с фиксированной высотой.
Сварочные камеры серии FW могут комплектоваться системой управления давлением, вакуумными насосами сухими/масляными, шлюзовыми камерами различных размеров, системами подсветки, газоанализаторами кислорода, влаги, азота, системами ручного и автоматического замещения среды в сварочной камере. Для консультации по сварке с использованием аргоновых сварочных камер и подбора оптимальной комплектации обращайтесь к инженерам отдела продаж компании Вилитек.
Тестирование аргоновой сварочной камеры Вилитек VBOX F W700H для сварки титана
Сварочные камеры для сварки с поддувом
В сварочных камерах для сварки с поддувом инертный газ подается под избыточным давлением через специальный соединительный патрубок. Конструкция камеры обеспечивает быструю замену атмосферного воздуха инертным газом с целью предотвращения окисления материалов.
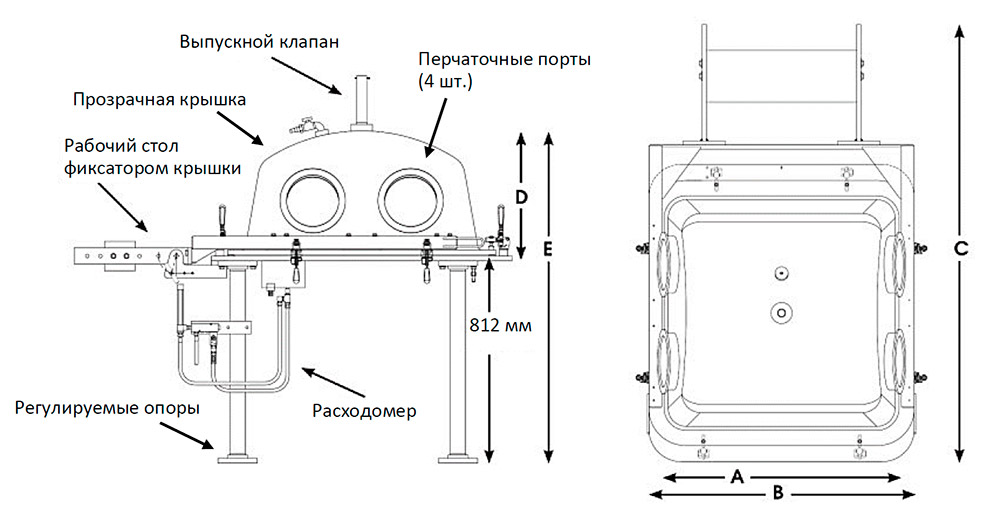
В комплект поставки камер всех модификаций входит расходомер, позволяющий контролировать расход газа, подаваемого в камеру. Атмосферный воздух отводится из камеры по мере подачи инертного газа через шаровой обратный клапан, расположенный в крышке.
Для подключения к камере анализатора концентрации кислорода предусмотрен специальный клапан.
Стандартные модификации и технические характеристики
Масса брутто, прибл., кг
Стандартная конфигурация включает следующие узлы:
- Крышка из прозрачного органического стекла, обеспечивающая максимальное удобство наблюдения и увеличивающая рабочую площадь на величину до 30% по сравнению с крышками круглой формы. Крышка легко откидывается и уравновешивается, благодаря чему реализуется быстрый и удобный доступ к рабочей зоне. Материал крышки устойчив к воздействию УФ-излучения.
- Перчаточные порты: в стандартной комплектации камеры оснащаются двумя парами перчаточных портов; в качестве опции доступно большее количество портов.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
Вакуумные сварочные камеры
Вакуумные камеры для сварки предназначены для проведения сварочных операций, требующих повышенной степени чистоты атмосферы.
При работе сначала атмосферный воздух откачивается из камеры системой вакуумирования, создающей в ней разряжение до -700 мм рт. ст. При этом из камеры удаляются все загрязнения и влага. После вакуумирования камера заполняется чистым инертным газом (как правило, аргоном). Такая конструкция позволяет сократить время замены газа в камере, а также снизить расход инертного газа, обеспечивая при этом максимальную степень чистоты атмосферы.
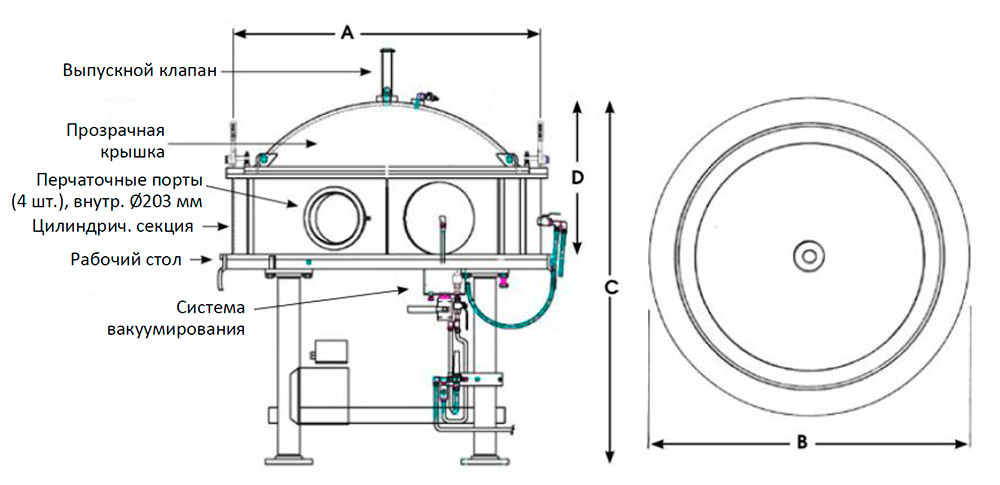
Аналогично моделям сварочных камер с продувкой, вакуумные камеры для сварки оснащаются прозрачной крышкой, однако в данной модификации она располагается на стальной цилиндрической секции.
Масса брутто, прибл., кг
(высота крышки и рабочей камеры)
- Стальной рабочий стол, изготавливаемый в соответствии со строгими требованиями к точности.
- Стальная рабочая камера, оснащенная перчаточными портами с клапаном для вакуумирования.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Крышка из прозрачного органического стекла с выпускным патрубком.
- Система вакуумирования, включающая в себя вакуумный насос, клапан подачи инертного газа, высокоточный вакуумметр и расходомер инертного газа с регулятором давления.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
Опции
- Дополнительная секция для сварочных камер поддувочного типа
Предназначена для увеличения рабочего объема сварочной камеры. Доступны следующие стандартные исполнения по высоте: 380, 457 и 609 мм. Также возможно изготовление секций по индивидуальному заказу. - Шлюзовая камера
Шлюзовая камера, соединяемая с крышкой, обеспечивает доступ к рабочей камере с минимальными потерями газовой атмосферы. Камера оснащается навесными дверцами на каждом конце тамбура и отдельной системой подачи инертного газа. Возможно оснащение шлюзовой камеры перчаточными портами. - Затемнение крышки
Затемнение выбранной зоны крышки с целью использования в качестве «смотрового окна» при сварке с целью защиты глаз. - Колесные опоры
Усиленные поворотные колесные опоры с углом поворота 360°, обеспечивающие удобство перемещения сварочной камеры. - Сварочный позиционер
Сварочный позиционер ZB-300 предназначен для поворота заготовки внутри рабочей камеры. Технические характеристики:- максимальный диаметр заготовки: 100 мм;
- грузоподъемность: в вертикальном положении 136 кг, в горизонтальном положении 204 кг;
- максимальный угол наклона планшайбы: 90°;
- возможность фиксации планшайбы в различных положениях с шагом 15°;
- электродвигатель постоянного тока закрытого типа;
- диаметр планшайбы: 305 мм;
- специальная смазка для работы в сварочной камере;
- количество гнезд под инструменты: 4 шт.;
- ножная педаль для пуска/останова.
Нестандартные сварочные камеры
Помимо стандартных модификаций возможно изготовление сварочных камер обоих типов по индивидуальным рабочим параметрам и размерам. Такие камеры имеют все преимущества стандартных моделей и позволяют удовлетворить большинству возможных потребностей в сфере сварки в атмосфере инертных газов. Для получения дополнительной информации просим обращаться к нашим специалистам.
Сварка в контролируемой атмосфере
Сварка в контролируемой атмосфере (ГОСТ 2601-84) – сварка, осуществляемая в камере, заполненной газом определенного состава.
Как известно из практики применения дуговой сварки металлов имеющих высокую химическую активность по отношению к кислороду, азоту, водороду, углероду в среде защитных газов, основной причиной возникновения дефектов сварки является некачественная газовая защита сварочной дуги, жидкого металла сварочной ванны и нагретого металла околошовной зоны. Для улучшения газовой защиты и исключения возможности влияния вредных газовых примесей, содержащихся в атмосфере, используют специализированные установки для сварки в контролируемой атмосфере. Данные установки могут быть нескольких типов:
- Вакуумные установки для сварки.
Аналогом подобных камер являются старые советские установки для сварки в вакууме типа УСКС-10, УСКС-17, УСКС-21, УСКС-25, и т.д. Вакуумные установки для получения требуемой чистоты газовой атмосферы, вакуумируется до 1,3х10-2 Па, после чего заполняется аргоном высшего сорта. Вакуумирование производится с помощью системы вакуумных насосов, которая проектируется исходя из требований по глубине вакуума и времени откачки атмосферной камеры.
- Установки для сварки в контролируемой атмосфере.
Отличительной особенностью данных камер для сварки в контролируемой среде является применение специализированной системы очистки защитного газа внутри камеры. На первом этапе внутренний объём камеры продувается аргоном, вытесняя воздух наружу до тех пор, пока содержание загрязняющих примесей в атмосфере камеры не достигнет установленных значений. По достижению необходимого уровня чистоты, продувка останавливается и запускается система очистки и рециркуляции газа, обеспечивающая удаление примесей до их минимальных значений (менее 10 ppm).
Конструктивно все типы камер для сварки изготавливаются из нержавеющей стали и представляют собой полностью герметичный бокс, заполненный защитным газом, внутри которого располагается свариваемая деталь.
Вакуумная камера для ручной сварки. Модель IRS 2000
Данная камера является современным аналогом устаревшей модели установки для вакуумной сварки УСКС-25. Применение современных электронных составляющих компонентов вакуумных систем, более качественных материалов, а также комплектующих от производителей с мировым именем, таких как Edwards, Varian, General Electric, Siemens, ABB, FESTO и т.д. позволили значительно увеличить надёжность и качество работы данной установки. Установка используется для сварки компонентов авиационного двигателя. Ориентировочная стоимость данной установки составляет 28340000 руб. с НДС.
Состав установки:
- 1. Сварочная вакуумная камера
- 2. Вакуумная система
- 3. Система газоанализа для контроля содержания
примесей - 4. Автоматическая система контроля на основе ЧПУ
- 5. 6-ти осевой автоматический позиционер для
свариваемой детали - 6. Сварочный источник Fronius MW 5000
Технические характеристики:
- 7. Габариты вакуумной камеры 1685х1710х2300 мм
Вакуумная камера для ручной сварки. Модель IRS 1700
Данная установка используется для сварки титановых лопаток авиационного двигателя для ближне-среднемагистральных узкофюзеляжных пассажирских самолётов. Применение в составе установки 5-ти осевого сварочного позиционер позволяет обварить всё изделие за один установ, без дополнительной разгерметизации камеры для осуществления переустановки детали, что позволило значительно увеличить производительность. Ориентировочная стоимость установки составляет 26200000 руб. с НДС.
- 1. Сварочная вакуумная камера
- 2. Вакуумная система
- 3. Система газоанализа для контроля содержания
примесей - 4. Автоматическая система контроля на основе ЧПУ
- 5. 5-ти осевой автоматический позиционер для
свариваемой детали - 6. Сварочный источник Fronius MW 5000
- 7. Габариты вакуумной камеры 1630х1550х1885 мм
Установка для роботизированной сварки в контролируемой атмосфере. Модель ISR ROB 45
Особенностью установки является наличие системы очистки и рециркуляции внутренней атмосферы камеры, что позволяет получить требуемые показатели качества защитной атмосферы без предварительного вакуумирования сварочной камеры.
Загрузка детали в сварочную камеру осуществляется через специализированные шлюзы, расположенные с двух боковых сторон центральной камеры. Перед загрузкой свариваемой детали в центральную сварочную камеру, производится вакуумирование загрузочных шлюзов до 1.3x10 -3 Па с последующим заполнением аргоном объёма шлюза. Сварочный процесс осуществляется полностью в автоматическим режиме с применением роботов. Возможна ручная подварка изделия после роботизированной сварки.Состав установки:
- 1. Сварочная камера
- 2. Автоматический шлюз для загрузки свариваемых
деталей в комплекте с системой вакуумирования
2шт. - 3. Автоматический позиционер для перемещения
свариваемой детали в центральную камеру – 2шт. - 4. Система очистки и рециркуляции газа – 2шт.
- 5. Система газоанализа
- 6. Загрузочный промышленный робот
ABB IRB7600-10/1.45 - 7. Сварочный промышленный робот IRB1600-10/1,45
- 8. Роботизированный сварочный источник
Fronius MW 5000 - 9. Ручной сварочный источник Fronius MW 5000
- 10. Автоматическая система контроля на основе ЧПУ
с сенсорным экраном
Технические характеристики
- 1. Габариты центральной сварочной камеры
3000х4500х3000 мм - 2. Габариты шлюзов для загрузки свариваемых
деталей 1300х1300х1400 мм - 3. Предельный вакуум в загрузочных шлюзах
1.3x10 -3 Па
Для контроля содержания примесей в защитном газе используется специализированная система газоанализа в комплекте с различными газоанализаторами для следующих компонентов: влага, кислород, водород и азот. Выбор конкретного газоанализатора зависит от требований к измеряемому компоненту и его измеряемой концентрации. В случае превышения максимально допустимой концентрации, какого либо из компонентов, система подаёт соответствующий сигнал, после чего сварка будет остановлена и может быть запущено повторное вакуумирование сварочной камеры или включена система рециркуляции и очистки защитного газа.
![]()
Газоанализаторы азота и водорода Газоанализаторы кислорода и влаги
Примеры работ с камерами с контролируемой атмосферой
Примеры изготавливаемых деталей
RU139368U1 - Установка для сварки в контролируемой атмосфере - Google Patents
Publication number RU139368U1 RU139368U1 RU2013154521/02U RU2013154521U RU139368U1 RU 139368 U1 RU139368 U1 RU 139368U1 RU 2013154521/02 U RU2013154521/02 U RU 2013154521/02U RU 2013154521 U RU2013154521 U RU 2013154521U RU 139368 U1 RU139368 U1 RU 139368U1 Authority RU Russia Prior art keywords welding chamber installation possibility lid Prior art date 2013-12-10 Application number RU2013154521/02U Other languages English ( en ) Inventor Валерий Вячеславович Дьяков Николай Николаевич Шепырев Сергей Владимирович Генченков Виктор Иванович Кулик Анатолий Владимирович Гудков Николай Игоревич Созонович Александр Викторович Шаров Никита Олегович Картузов Original Assignee Федеральное Государственное Унитарное Предприятие "Научно-Производственное Объединение "Техномаш" Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.) 2013-12-10 Filing date 2013-12-10 Publication date 2014-04-20 2013-12-10 Application filed by Федеральное Государственное Унитарное Предприятие "Научно-Производственное Объединение "Техномаш" filed Critical Федеральное Государственное Унитарное Предприятие "Научно-Производственное Объединение "Техномаш" 2013-12-10 Priority to RU2013154521/02U priority Critical patent/RU139368U1/ru 2014-04-20 Application granted granted Critical 2014-04-20 Publication of RU139368U1 publication Critical patent/RU139368U1/ru
Links
- Espacenet
- Global Dossier
- Discuss
- 238000009434 installation Methods 0.000 title claims abstract description 23
- 238000004320 controlled atmosphere Methods 0.000 title claims abstract description 9
- 238000003466 welding Methods 0.000 claims abstract description 63
- 241000282326 Felis catus Species 0.000 claims abstract 2
- 238000006073 displacement reaction Methods 0.000 claims abstract 2
- 238000000034 method Methods 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 235000010599 Verbascum thapsus Nutrition 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N argon Chemical compound data:image/svg+xml;base64,PD94bWwgdmVyc2lvbj0nMS4wJyBlbmNvZGluZz0naXNvLTg4NTktMSc/Pgo8c3ZnIHZlcnNpb249JzEuMScgYmFzZVByb2ZpbGU9J2Z1bGwnCiAgICAgICAgICAgICAgeG1sbnM9J2h0dHA6Ly93d3cudzMub3JnLzIwMDAvc3ZnJwogICAgICAgICAgICAgICAgICAgICAgeG1sbnM6cmRraXQ9J2h0dHA6Ly93d3cucmRraXQub3JnL3htbCcKICAgICAgICAgICAgICAgICAgICAgIHhtbG5zOnhsaW5rPSdodHRwOi8vd3d3LnczLm9yZy8xOTk5L3hsaW5rJwogICAgICAgICAgICAgICAgICB4bWw6c3BhY2U9J3ByZXNlcnZlJwp3aWR0aD0nMzAwcHgnIGhlaWdodD0nMzAwcHgnIHZpZXdCb3g9JzAgMCAzMDAgMzAwJz4KPCEtLSBFTkQgT0YgSEVBREVSIC0tPgo8cmVjdCBzdHlsZT0nb3BhY2l0eToxLjA7ZmlsbDojRkZGRkZGO3N0cm9rZTpub25lJyB3aWR0aD0nMzAwLjAnIGhlaWdodD0nMzAwLjAnIHg9JzAuMCcgeT0nMC4wJz4gPC9yZWN0Pgo8dGV4dCB4PScxMzguMCcgeT0nMTcwLjAnIGNsYXNzPSdhdG9tLTAnIHN0eWxlPSdmb250LXNpemU6NDBweDtmb250LXN0eWxlOm5vcm1hbDtmb250LXdlaWdodDpub3JtYWw7ZmlsbC1vcGFjaXR5OjE7c3Ryb2tlOm5vbmU7Zm9udC1mYW1pbHk6c2Fucy1zZXJpZjt0ZXh0LWFuY2hvcjpzdGFydDtmaWxsOiMzQjQxNDMnID5BPC90ZXh0Pgo8dGV4dCB4PScxNjUuNicgeT0nMTcwLjAnIGNsYXNzPSdhdG9tLTAnIHN0eWxlPSdmb250LXNpemU6NDBweDtmb250LXN0eWxlOm5vcm1hbDtmb250LXdlaWdodDpub3JtYWw7ZmlsbC1vcGFjaXR5OjE7c3Ryb2tlOm5vbmU7Zm9udC1mYW1pbHk6c2Fucy1zZXJpZjt0ZXh0LWFuY2hvcjpzdGFydDtmaWxsOiMzQjQxNDMnID5yPC90ZXh0Pgo8L3N2Zz4K data:image/svg+xml;base64,PD94bWwgdmVyc2lvbj0nMS4wJyBlbmNvZGluZz0naXNvLTg4NTktMSc/Pgo8c3ZnIHZlcnNpb249JzEuMScgYmFzZVByb2ZpbGU9J2Z1bGwnCiAgICAgICAgICAgICAgeG1sbnM9J2h0dHA6Ly93d3cudzMub3JnLzIwMDAvc3ZnJwogICAgICAgICAgICAgICAgICAgICAgeG1sbnM6cmRraXQ9J2h0dHA6Ly93d3cucmRraXQub3JnL3htbCcKICAgICAgICAgICAgICAgICAgICAgIHhtbG5zOnhsaW5rPSdodHRwOi8vd3d3LnczLm9yZy8xOTk5L3hsaW5rJwogICAgICAgICAgICAgICAgICB4bWw6c3BhY2U9J3ByZXNlcnZlJwp3aWR0aD0nODVweCcgaGVpZ2h0PSc4NXB4JyB2aWV3Qm94PScwIDAgODUgODUnPgo8IS0tIEVORCBPRiBIRUFERVIgLS0+CjxyZWN0IHN0eWxlPSdvcGFjaXR5OjEuMDtmaWxsOiNGRkZGRkY7c3Ryb2tlOm5vbmUnIHdpZHRoPSc4NS4wJyBoZWlnaHQ9Jzg1LjAnIHg9JzAuMCcgeT0nMC4wJz4gPC9yZWN0Pgo8dGV4dCB4PSczNS4wJyB5PSc1My42JyBjbGFzcz0nYXRvbS0wJyBzdHlsZT0nZm9udC1zaXplOjIzcHg7Zm9udC1zdHlsZTpub3JtYWw7Zm9udC13ZWlnaHQ6bm9ybWFsO2ZpbGwtb3BhY2l0eToxO3N0cm9rZTpub25lO2ZvbnQtZmFtaWx5OnNhbnMtc2VyaWY7dGV4dC1hbmNob3I6c3RhcnQ7ZmlsbDojM0I0MTQzJyA+QTwvdGV4dD4KPHRleHQgeD0nNTEuMCcgeT0nNTMuNicgY2xhc3M9J2F0b20tMCcgc3R5bGU9J2ZvbnQtc2l6ZToyM3B4O2ZvbnQtc3R5bGU6bm9ybWFsO2ZvbnQtd2VpZ2h0Om5vcm1hbDtmaWxsLW9wYWNpdHk6MTtzdHJva2U6bm9uZTtmb250LWZhbWlseTpzYW5zLXNlcmlmO3RleHQtYW5jaG9yOnN0YXJ0O2ZpbGw6IzNCNDE0MycgPnI8L3RleHQ+Cjwvc3ZnPgo= [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 230000001681 protective Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000002441 reversible Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images
Abstract
1. Установка для сварки в контролируемой атмосфере, содержащая вакуумную камеру с крышкой, стол, предназначенный для установки приспособления с подлежащим сварке изделием, выполненный с возможностью размещения в вакуумной камере, и сварочную головку, отличающаяся тем, что она оснащена тележкой на колесном ходу, на тележке шарнирно установлена крышка камеры, стол установлен на крышке, сварочная головка установлена с возможностью продольного перемещения на консоли, смонтированной с возможностью вертикального перемещения на каретке, которая установлена с возможностью поперечного перемещения в направляющих, закрепленных на крышке.2. Установка по п.1, отличающаяся тем, что в корпусе камеры установлены фланцы, в которых герметично закреплены перчатки, используемые для ручной сварки.
Description
Claims ( 2 )
![Figure 00000001]()
RU2013154521/02U 2013-12-10 2013-12-10 Установка для сварки в контролируемой атмосфере RU139368U1 ( ru )
Читайте также:

