Установки для автоматической сварки
Обновлено: 18.05.2024
Автоматизация сварочного процесса – одна из основных задач современного производства. Она позволяет существенно повысить производительность на серийных линиях и улучшить качество соединений. При работе используется оборудование для автоматической сварки. Участие человека ограничивается настройкой аппарата и отслеживанием процесса.
При автоматической сварке используются такие технологии, как:
- дуговая,
- под флюсом,
- в среде защитных газов.
Электродуговая сварка автоматом производится открытыми трубчатыми электродами с обмазкой, которая при плавлении выделяет шлаки и газы. Этим обеспечивается защита от атмосферного кислорода.
Наибольшее распространение получили установки автоматической сварки, работающие под флюсом. Оборудование позволяет сваривать черные и цветные металлы, используется в машиностроении, судостроении, производстве магистральных труб и других отраслях промышленности.
В газоэлектрических аппаратах для автоматической сварки защита обеспечивается активными или инертными газами, которые подводятся к соплу горелки через рукав.
Устройство сварочного автомата
Установка для автоматической сварки включает следующие узлы:
- источник рабочего тока,
- сварочную головку,
- систему управления и контроля автоматом,
- механизм передвижения.
В качестве генератора тока используются инверторы, поддерживающие жесткие или падающие вольтамперные характеристики.
Сварочная головка является ключевым элементом аппарата. В ее функции входят подводка тока, подача сварочной проволоки, регулировка высоты горелки и угла наклона.
Для формирования шва необходимо обеспечить передвижение установки вдоль линии сваривания. В механизированных процессах применяют технологии перемещения либо детали относительно неподвижной подвесной головки, либо самого сварочного аппарата по направляющим. Для орбитального передвижения автомата при соединении магистральных труб используются пояса соответствующего диаметра.
Система управления сварочным процессом
Существует два типа установок для сварки: с постоянной скоростью подачи проволоки и с ее изменением в соответствии с напряжением дуги. В первом случае источником тока служит генератор с жесткими вольтамперными характеристиками. Увеличение или уменьшение длины дуги вызывает саморегулирование параметров тока. Такие установки предназначены для соединения изделий толщиной до 3 мм.
В устройствах с зависимыми характеристиками изменение напряжения, вызванное увеличением или уменьшением длины дуги, передается в виде сигнала на блок управления, где происходит корректировка скорости подачи проволоки. В таких установках используются генераторы тока с падающей вольтамперной характеристикой.
Проволока для автоматической сварки
Качество сварочного соединения во многом зависит от правильного выбора электродной проволоки. Всего существует более 70 марок расходного материала. Поскольку проволока участвует в формировании сварного шва, то желательно, чтобы ее химический состав был приближен к химическому составу изготавливаемой детали. В составе могут присутствовать ванадий, хром, титан и другие химические элементы. Сваривание нержавеющих сталей выполняется порошковой проволокой типа Tubrod.
Преимущества аппаратов для автоматической сварки
Применение сварочного автомата для сварки металла в производственных условиях:
- увеличивает производительность в 5–10 раз по равнению с ручными методами,
- минимизирует трудоемкость процесса,
- обеспечивает стабильный режим сварки и высокое качество шва,
- уменьшает расход электродов и электроэнергии.
ООО «ТСК» предлагает купить оборудование для автоматической сварки, выполнив заказ через сайт компании.
Оборудование для автоматической сварки
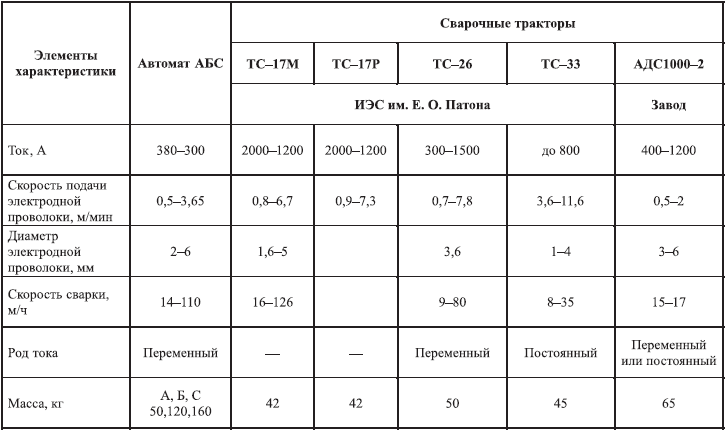
В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы (таб. 23). Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления. Это условие в процессе сварки может нарушаться различными факторами: изменениями напряжения в сети, нечеткой работой подающего механизма, неровностями поверхностей свариваемых кромок, при которых изменяется дуговой промежуток, и др. Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового промежутка, и автоматы с постоянной скоростью подачи электронной проволоки. Автоматы с переменной скоростью подачи электродной проволоки имеют относительно сложную электрическую схему и поэтому получили ограниченное применение (при низких напряжениях и малых сварочных токах). Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Электродвигатель, обеспечивающий через редуктор и подающие ролики подачу электродной проволоки, питается непосредственно от сети. Поэтому скорость вращения электродвигателя будет постоянна, независимо от длины (следовательно, и напряжения) дуги. Саморегулирование осуществляется так.
Если в процессе сварки длина дуги уменьшится (например, из-за неровностей на поверхности свариваемых кромок), то напряжение на дуге понизится. Так как внешняя характеристика источника питания дуги падающая, то уменьшение напряжения приведет к возрастанию сварочного тока и тем самым к увеличению скорости плавления электродной проволоки (скорость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, то есть к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет, и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка.
Технические характеристики сварочных тракторов
Процесс саморегулирования осуществляется нормально при питании дуги постоянным током. При переменном токе для устойчивой работы автомата колебания напряжения в сети не должны превышать 6–8 %.
Автоматические головки АБС состоят из трех узлов (рис. 83). Первый узел – сварочная головка – включает электродвигатель, механизм подачи проволоки с правильным механизмом, токоподводящий мундштук, корректировочный механизм для направления головки по шву и трехкнопочный пульт управления. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи электродной проволоки в пределах от 28,5 до 225 м/ч.
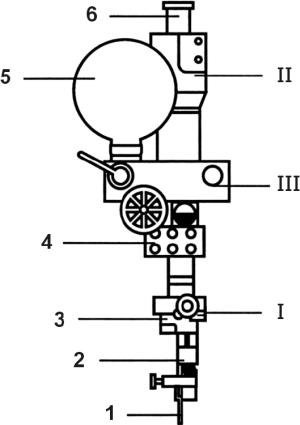
Рис. 83. Сварочный аппарат типа АБС:
I узел: 1 – мундштук; 2 – правильное устройство; 3 – подающий механизм; 4 – пульт управления; II узел: 5 – катушка; 6 – флюсоаппарат; III узел – самоходная тележка
Второй узел – подвесной механизм – состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер и кассеты с электродной проволокой.
Третий узел представляет собой самоходную тележку, состоящую из электродвигателя, от которого движение через фрикционное устройство, червячные передачи и одну сменную пару шестерен передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5–112 м/ч.
Головка АБС предназначена для сварки стыковых, угловых и нахлесточных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную и как самоходную.
Сварочный трактор является более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Трактор ТС–17М (рис. 84) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке труб и резервуаров диаметром более 800 мм (тракторы других марок незначительно отличаются от ТС–17М – рис. 85). Им можно производить сварку всех видов швов в нижнем положении.
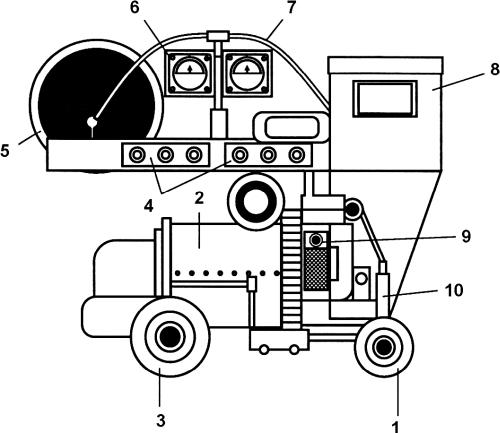
Рис. 84. Сварочный трактор ТС–17М:
1 – направляющие колеса; 2 – электродвигатель для подачи электродной проволоки и передвижения трактора; 3 – ведущие колеса; 4 – пульт с кнопками управления; 5 – кассета с электродной проволокой; 6 – электроизмерительные приборы; 7 – электродная проволока; 8 – бункер для флюса; 9 – механизм подачи проволоки; 10 – мундштук
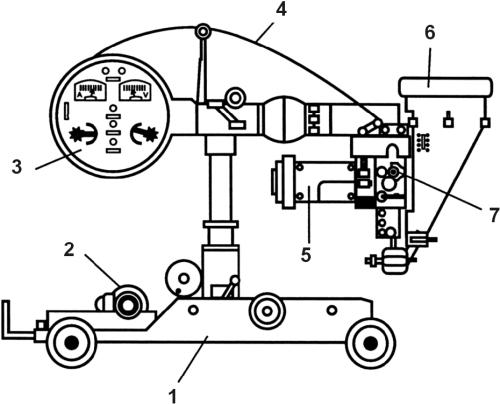
Рис. 85. Сварочный трактор АДС–100–2:
1 – самоходная каретка; 2 – электродвигатель; 3 – пульт управления с кассетой для проволоки; 4 – электродная проволока; 5 – электродвигатель механизма подачи проволоки; 6 – бункер для флюса; 7 – механизм подачи проволоки
Трактор имеет один электродвигатель трехфазного тока, который приводит в движение механизм подачи электродной проволки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токопроводящих мундштука. Для электродной проволоки диаметром 1,6–2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй – при сварке наклонным электродом. Толщина насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляют трактор вдоль свариваемого шва.
При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на специальной штанге и катящийся по углу свариваемого шва.
Трактор имеет трехкнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны, резервуары), для управления электродвигателем стенда. На стенде вращается свариваемое изделие (рис. 86).
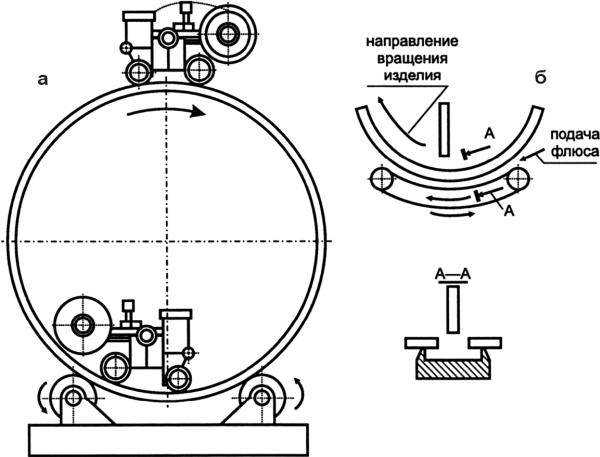
Рис. 86. Стенд сварки швов (а) и флюсоременная подушка (б)
Рассмотрим и шланговый полуавтомат (рис. 87).
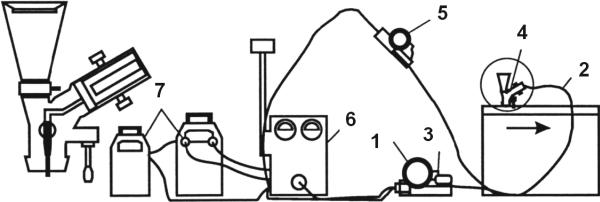
Рис. 87. Схема поста полуавтоматической сварки под флюсом:
1 – кассета подающего механизма; 2 – гибкий шланг для подачи электродной проволоки и электрического тока; 3 – ролики подающего механизма; 4 – держатель; 5 – подающий механизм; 6 – аппаратный ящик с электрооборудованием полуавтомата; 7 – сварочный трансформатор
Он сочетает универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтоматическая установка производит только подачу электродной проволоки в зону дуги, а перемещение дуги вдоль свариваемого шва осуществляет сварщик с помощью специального электрододержателя. Сварка производится при повышенных плотностях тока до 200 А/мм 2 , что позволяет применять электродную проволоку диаметром 1,2–2,5 мм. Высокие плотности тока повышают температурный режим сварки, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, уменьшается необходимый расход электродной проволоки на единицу длины разделки кромок. При этом не только повышается производительность процесса сварки, но и значительно сокращается расход электроэнергии.
В сварочном производстве получили большое распространение шланговые полуавтоматы типов ПШ–5, ПШ–54.
Шланговый полуавтомат типа ПШ–54 состоит из источника тока, шкафа управления, кассеты с электродной проволокой, механизма подачи проволоки, гибкого шланга, который заканчивается держателем. Бухта электродной проволоки заправляется в кассету после тщательной очистки от грязи, масла и ржавчины. Подача электродной проволоки осуществляется с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и поджимным роликами протаскивается электродная проволока. Переключением шестерен коробки скоростей можно изменять скорость подачи электродной проволоки в пределах 78–600 м/ч. Шланговый провод длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки по центральному каналу в зону дуги. В шланг вмонтированы провод для подвода сварочного тока и провода управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока. Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления.
Включение электродвигателя для подачи электродной проволоки и тока сварочной цепи у полуавтомата типа ПШ–54 производится замыканием сварочной проволоки на изделие, а прекращение процесса сварки достигается удалением держателя от поверхности свариваемого изделия, т. е. обрывом сварочной дуги. В полуавтоматах типа ПШ–5 включение и выключение электродвигателя механизма подачи электродной проволоки и тока сварочной цепи производят пусковой кнопкой на рукоятке.
Шланговый полуавтомат типа ПДШ–500 имеет по сравнению с полуавтоматами ПШ–5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС–1000.
Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки. Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимной ролики подают электродную проволоку из кассеты по шлангу в зону сварки.
Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления.
Полуавтомат типа А–1197 служит для сварки под флюсом и в среде углекислого газа как сплошной, так и порошковой проволокой. Полуавтомат имеет модификации: А–1197С – подающий механизм с асинхронным электродвигателем, а регулирование скорости подачи осуществляется сменными зубчатыми шестернями; А–1197П – подающий механизм с электродвигателем постоянного тока, обеспечивающий плавное регулирование скорости подачи электродной проволоки. Номинальный сварочный ток – 500 А. Диаметр электродной проволоки 1,6–3,5 мм. Скорость подачи электродной проволоки 90–900 м/ч. Шланговые автоматы отличаются от полуавтоматов тем, что вместо держателя для ручного перемещения сварочной дуги применяется самоходная сварочная головка легкого типа с электродвигателем и устройством для перемещения ее по свариваемому изделию вдоль шва.
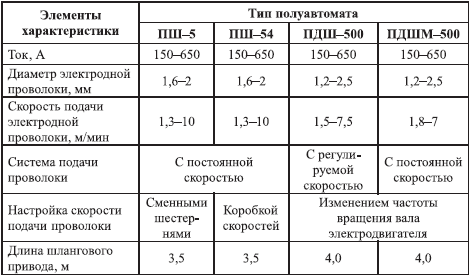
Техническая характеристика шланговых полуавтоматов
Шланговый автомат типа АДШ–500 имеет два типа самоходных головок: ГСА–1–2 и ГСА–2–2. Головка типа ГСА–1–2 предназначена для приварки к горизонтальной плоскости различных полос, ребер или других профильных элементов высотой 50–160 мм. Головку типа ГСА–2–2 применяют для тех же работ, но при высоте привариваемых элементов более 160 мм. Она прижимается к свариваемому изделию электромагнитами, полюсами которых служат катки тележки. Сварочный ток устанавливается в пределах 150–600 А. Для включения и выключения сварочного тока автомат оборудован дистанционным кнопочным устройством.
Автомат позволяет производить сварку со скоростью 10–65 м/ч. Флюс подается в зону сварки пневматически. Контрольные приборы – амперметр и вольтметр, а также маховичок потенциометра для плавного регулирования скорости сварки – смонтированы на корпусе механизма подачи электродной проволоки. Вес самоходной головки составляет 10–12 кг.
Разработан способ шланговой многоэлектродной сварки. Он предусматривает подачу в зону дуги с одинаковой скоростью одновременно трех электродных проволок диаметром 1,6–2,0 мм. Это позволяет применять сварочные токи до 800–1000 А и тем самым значительно повышать производительность сварки. Важным преимуществом этого способа является также возможность легирования металла свариваемого шва. Для этой цели применяется легированная сварочная проволока.
Установки и приспособления, служащие для механизации вспомогательных работ, могут быть разбиты на две основные группы: универсальные и специализированные.
Универсальные установки и приспособления применяют при разнообразных сварочных работах. К ним относятся устройства и приспособления общего назначения: стенды и кантователи различной конструкции, струбцины, винтовые стяжки, правильные скобы, хомуты, домкраты и др. Специализированные установки и приспособления разрабатывают и применяют при серийном и массовом производствах. Они представляют собой стенды и установки с неподвижными и подвижными фиксаторами, имеющими зажимные устройства с механическим, пневматическим, гидравлическим или электрическим приводами. Такие устройства позволяют быстро и с достаточной точностью фиксировать взаимное расположение элементов свариваемой конструкции, значительно сокращая объем работ по разметке и проверке сборки свариваемого изделия.
Установки автоматической сварки
Автоматизация сварочных процессов – эффективный способ повышения производительности работ и качества соединений. В настоящем разделе каталога представлены установки для автоматической сварки, предназначенные для различных отраслей промышленности.

Автоматическая сварочная установка TT-598 для автоматической аргонодуговой сварки кольцевых швов неплавящимся электродом

Установка ОСА-ПА для автоматической сварки труб в трубные доски проволокой сплошного сечения в среде активных и защитных газов

Автоматическая сварочная установка УПС-1250А для сварки неплавящимся электродом продольных швов цилиндрических и других деталей в цеховых условиях

разработан для высокопроизводительной автоматической сварки неповоротных стыков труб диаметром до 1420мм


предназначена для автоматической сварки в непрерывных и импульсных режимах поворотных стыков стальных труб


Сферы применения автоматических сварочных установок
Компания ООО «Сварка ЭС» предлагает комплексные решения в области механизации и автоматизации процессов сварки и наплавки. Мы сотрудничаем с ведущими производителями отрасли и предлагаем современную продукцию для следующих отраслей:
- Трубопроводная промышленность;
- Нефтегазовая промышленность;
- Химическая промышленность;
- Тяжелое машиностроение;
- Металлургическое производство;
- Судостроение и судоремонт;
- Тепловая и атомная энергетика.
Ассортимент установок для автоматической сварки
В каталоге представлено типовое оборудование для решения конкретных производственных задач. При необходимости мы спроектируем специализированную установку в соответствии с потребностями клиента.
Представленную в каталоге продукцию можно разделить на несколько категорий, в зависимости от назначения:
- Машины для сварки кольцевых швов;
- Машины для сварки продольных швов;
- Установки для автоматической орбитальной сварки;
Широкий ассортимент продукции позволяет подобрать модель с различным функционалом – от компактной установки для сварки форсунок, предназначенной для работы в цеховых условиях до сварочной колонны на гусеничном шасси для прокладки магистральных трубопроводов в различных климатических регионах.
Преимущества систем автоматической сварки
К основным достоинствам систем автоматической сварки можно отнести:
- Стабильно высокое качество соединения;
- Низкий расход сварочных материалов;
- Широкие возможности модернизации;
- Отсутствие человеческого фактора;
- Низкие затраты на вспомогательные операции.
Как купить на заказ автоматические сварочные установки по цене официального поставщика
Автоматические сварочные установки Технотрон
В настоящем разделе каталога представлено сварочное оборудование для автоматической сварки производства НПП «Технотрон». Компания предлагает современные решения для оптимизации сварочных процессов для предприятий различных отраслей промышленности.


Рабочее место сварщика РМ-10 предназначено для прецизионной аргонодуговой сварки неплавящимся электродом кольцевых поворотных швов

Компания ООО «Сварка ЭС» является официальным дилером НПП «Технотрон». Данный статус позволяет предлагать выгодные цены на автоматические сварочные аппараты и обеспечивать высокий уровень сервисной поддержки.
Особенности автоматических сварочных систем
Особое внимание уделяется разработке оборудования для автоматической сварки трубопроводов и других деталей цилиндрической формы. Продукция рассчитана на эксплуатацию в условиях действующего производства и работу в удаленных районах. В качестве источника питания можно использовать дизельные генераторы без снижения качества соединения.
Сегодня НПП «Технотрон» – ведущей российский производитель автоматических орбитальных головок, который ведет непрерывную работу по расширению линейки продукции и модернизации оборудования.
Ассортимент автоматических сварочных станков
В зависимости от назначения, представленную в разделе продукцию можно разделить на следующие категории:
- Установки для автоматической сварки неповоротных стыков трубопроводов;
- Установки для сварки продольных швов;
- Автоматические сварочные машины для стыковых и угловых швов;
- Установки для автоматической сварки кольцевых швов;
- Установки для автоматической сварки поворотных стыков.
Широкий ассортимент продукции позволяет подобрать установку для сварки в MIG/MAG или TIG режиме, в зависимости от потребностей клиента. Работы выполняются в любых пространственных положениях. Клиенты могут подобрать установку, работающую в импульсном или непрерывном режиме.
Преимущества сотрудничества
Оцените основные преимущества сотрудничества с компаний ООО «Сварка ЭС»:
- Широкий выбор современного оборудования;
- Дилерские цены;
- Информационная и техническая поддержка;
- Выездная демонстрация возможностей оборудования;
- Опыт решения нестандартных задач.
Как купить на заказ автоматические сварочные аппараты Технотрон по цене официального поставщика
Предлагаем выездные демонстрации для тестирования оборудования в условиях вашего производства.
Выезд на ваше производство не обязывает к покупке, а является возможностью оценить качество, надежность и возможности сварочного оборудования.
Наши квалифицированные специалисты и выездные лаборатории сварки доступны для Вас по предварительной заявке. Просто позвоните нам и мы согласуем удобную для вас дату и время встречи.
Автоматизация сварочных процессов позволяет предприятиям повысить качество готовой продукции и увеличить производительность работ за счет оптимизации технологических циклов. Современные технологии дают возможность объединить источники тока и оборудование для автоматизации в универсальные рабочие станции, которые будут полезны на любых предприятиях, независимо от объемов производства и сферы деятельности.








Решение для автоматической смены инструмента между различными сварочными процессами или различными типами горелки на роботе.


Представляет собой мощную каретку, перемещающуюся по балке. Удобное, надёжное и простое решение сварки продольных, кольцевых швов и/или наплавки при ограниченных площадях.




Осушители сжатого воздуха CRE 30/60 предназначены для работы с системами подачи флюса ESAB. Сжатый воздух часто используется в промышленности как источник энергии.








Мощная траверсная каретка для нескольких сварочных головок SAW и множества опций для колонны и стрелы.








Установки LEGIO™ представляют собой стандартизированную, гибкую, модульную систему, предназначенную для принципиально нового вида технологических операций – сварки трением с перемешиванием (FSW)

Линейка ESAB SuperStir™ специально разработана для крупносерийного производства алюминиевых панелей большого размера, балочных и решетчатых ферм.



Путем подбора комбинаций постоянного и переменного тока А6 Tandem Mastertrac может эффективно и экономично выполнять любые сварочные работы.



Универсальный сварочный трактор для дуговой сварки под флюсом (SAW) и/или сварки в среде защитных газов (GMAW).





Устройство намотки проволоки предназначено для намотки проволоки на катушки для головки сварочной ОКА
Ассортимент продукции
Создание платформы начинается с подбора оборудования для автоматической сварки, которое будет соответствовать потребностям производства и условиям выполнения работ.
Каталог товаров представлен оборудованием российского завода Технотрон и продукцией компании ESAB – шведской промышленной группы, с богатым опытом в автоматизации сварочных процессов. Мы предлагаем продукцию с широкими возможностями управления сварочной дугой под индивидуальные потребности заказчика. Использование современного программного обеспечения дает возможность полностью контролировать технологические процессы в режиме реального времени.
Представленное в каталоге оборудование для автоматической сварки разделено на следующие категории:
- Оборудование для позиционирования изделий;
- Передвижное сварочное оборудование;
- Установки автоматической сварки;
- Сварочные головки;
- Сварочные автоматические горелки;
- Системы подачи сварочных материалов;
- Сварочные контроллеры.
Особенности внедрения автоматической сварки
Существует распространенное мнение, что внедрение автоматических систем оправдано исключительно для длительной или циклической сварки. Не так давно это объяснялось высокой стоимостью рабочего и вспомогательного оборудования, а также сложностью настройки и изменения конфигурации самой системы.
Современные платформы характеризуются простотой программирования и широкими возможностями управления. Это позволяет наладить технологию выпуска новой продукции за минимально короткое время.
Как купить оборудование для автоматической сварки по цене поставщика
Читайте также: