Установки для сварки неплавящимся электродом
Обновлено: 13.05.2024
При сваривании неплавящимся электродом дуга возникает между электродом, находящимся в горелке, из которой подается защитный газ, и изделием. Для образования шва при этом в сварочную ванну подается присадочный материал. Если сварка ручная, то присадка подается непосредственно сварщиком, если автоматическая, процесс происходит без его участия.
Данный способ сваривания используется для сваривания неферромагнитных материалов, среди которых: магний, алюминий, цирконий, никель, титан, бронза, медь, нержавеющая сталь и другие. Этот метод сварки позволяет сварщику тонко чувствовать глубину проплавления металлов, что способствует хорошему качеству шва. При ручной сварке специалист сам управляет горелкой и присадочным материалом, что избавляет изделие от непроваров и других дефектов сварочного шва.
Область применения метода
Этот метод применяется в основном для сваривания тонкостенных цветных металлов. Он используется в производстве велосипедов, изготовлении различных заготовок. С его помощью изготавливаются различные предметы интерьера из нержавеющей стали и других материалов. Последующая обработка шва делает его практически незаметным.
Неплавящиеся электроды и их типы
На сегодняшний день при изготовлении металлоконструкций с помощью описываемого способа используются такие виды электродов:
- вольфрамовые. Наиболее распространенный вид, используемый при сварке неплавящимся электродом. Представляет собой стержень диаметром 1-4 мм. Вольфрам имеет очень высокую температуру плавления, что позволяет применять этот материал для изготовления электродов. Делятся на стандартные, иттрированные, лантанированные, торированные;
- угольные. Часто применяются для сварки изделий из цветных металлов и сталей, имеющих малую толщину стенок и для воздушно-дуговой резки металлов. Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;
- графитовые. Особенно активно эти электроды применяются при работе с кабелями из меди. Отлично приспособлены к обработке, устойчивы к температурному воздействию и не подвержены быстрому износу. Благодаря всем этим качествам, весьма распространены на отечественном рынке.
Технология, особенности и оборудование необходимое для сварки
Способ сваривания неплавящимся электродом чаще всего применяют для соединения металлов с толщиной не более 5-6 мм, но это не значит, что его нельзя использовать для сваривания более толстостенных металлов. При сварке без применения присадки шов формируют, оплавляя кромки металла, при использовании присадки она подается в место формирования шва по тому же принципу, что и сварочная проволока при газосварке.
Оборудование, необходимое для сварки неплавящимся электродом, включает в себя:
- источник сварочного тока, на котором расположен регулятор силы тока, и вольтметр с амперметром для контроля процесса регулирования;
- TIG-горелку и рукав, которые подсоединяются к сварочному источнику. По рукаву на горелку подается защитный газ, в случае с использованием водяного охлаждения подается также охлаждающая жидкость;
- газовый баллон с защитным газом, подсоединенный с помощью рукава к источнику сварочного тока и оборудованный регулятором расхода и расходомером газа;
- обратный кабель для соединения изделия с источником сварочного тока.
При автоматической сварке используются автоматизированные системы для подачи изделий и управления инструментами для сварки.
Аргонная сварка неплавящимся электродом выполнятся переменным (TIG-AC) и постоянным (TIG-DC) токами. При сварке постоянным током может применяться обратная и прямая полярности. Если электрод подключен к плюсовому полюсу источника сварочного тока, то полярность является обратной, и в таком случае для сваривания применяются электроды большего диаметра, чем при прямой. Сваркой на переменном токе пользуются в основном для соединения беррилия, магния и алюминия, имея при этом не такую хорошую стабильность дуги, как на прямом токе, что, впрочем, исправляется наличием режима импульсной сварки на некоторых сварочных аппаратах.
В процессе сваривания длина дуги должна составлять 1,5-3 мм, её напряжение — 22-34 В. Размер вылета неплавящегося электрода не должен быть больше 3-5 мм, а в случае со стыковыми и угловыми швами — не более 5-7 мм.
В роли защитного газа чаще всего используются аргон или смесь аргона с гелием, они немного ухудшают стабильность сварочной дуги, но при этом усиливают её энергию, тем самым увеличивая скорость сварки. Для сваривания изделия толщиной до 10 мм применяют левый тип положения горелки для того, чтобы защитный газ имел прямой доступ к месту формирования шва. Для сварки более толстостенных материалов способ меняют на правый.
Общая концепция сварки TIG. Оборудование для сварки TIG
Наличие оксидной плёнки, обладающей высокой тугоплавкостью и плохой электропроводностью, весьма затрудняет сварку алюминиевых сплавов. Кроме того, алюминий имеет такое большое химическое сродство к кислороду, что механическая очистка поверхности основного материала перед сваркой действует в течение непродолжительного времени, после чего поверхности очень скоро вновь образуется оксидная плёнка Разрушение оксидной плёнки представляется довольно сложной задачей, требующей больших вложений энергии. Поскольку разрушить плёнку нагревом электрическим током сложно из-за её плохой электропроводности, можно прибегнуть к разрушению плёнки методом катодного распыления. Это обуславливает необходимость применения сварки на переменном токе.
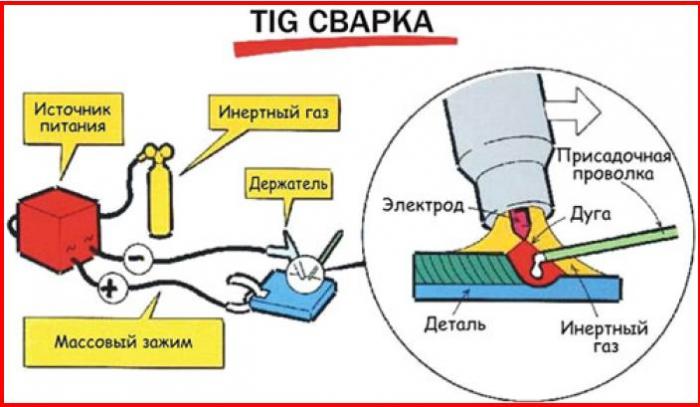
Рис. 6. Концепция сварки TIG
1. Сварка TIG
Сварка методом TIG — наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5 А), возможность сварки тонких листов, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса.
При сварке TIG дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием. При этом отсутствует перенос расплавленного металла через дуговой промежуток, что облегчает условия горения дуги и обусловливает её высокую стабильность, исключает разбрызгивание расплавленного металла, сокращает потери на испарение и улучшает качество сварного шва за счёт ограничения взаимодействия расплавленного металла с газами столба дуги.
Сварка TIG на переменном токе открывается возможность разрушить и устранить оксидный слой при помощи носителей заряда в электрической дуге. Для этого подходят только ионы, поскольку электроны из-за своей малой массы не обладают достаточной для такого процесса кинетической энергией.
На рис. 7 показан поток носителей заряда в электрической дуге. Когда отрицательный полюс находится на электроде, электроны перемещаются от электрода к изделию, а остаточные ионы — от изделия к электроду. При такой полярности очищающий эффект невозможен. При обратной полярности более тяжёлые ионы возвращаются на поверхность изделия. При этом за счёт своей высокой кинетической энергии они могут разрушить и устранить оксидный слой на поверхности изделия.
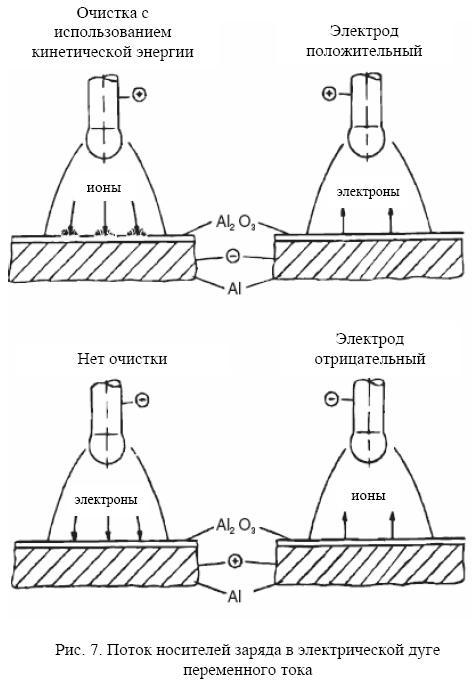
Если бы сварка выполнялась на горячем положительном полюсе, то у электрода была бы очень низкая токонесущая способность. Поэтому данный вариант сварки TIG применим только для сварки очень тонких алюминиевых конструкций (с толщиной стенки до 2,5 мм). Переменный ток предлагает компромиссное решение. Когда на электроде находится позитивная полуволна, возникает очищающий эффект. Следующая за ней отрицательная полуволна снова охлаждает электрод. Поэтому можно говорить об очищающей и охлаждающей полуволнах. Токонесущая способность при сварке переменным током меньше, чем при сварке постоянным током на отрицательном полюсе, но она значительно выше, чем при сварке на положительном полюсе.
В настоящее время также применяют вариант сварки TIG на отрицательном полюсе, при котором используется защитный газ с высоким содержанием гелия (например, 90% He / 10% Ar). При сварке на отрицательном полюсе, как уже было описано, оксидная плёнка на поверхности не разрушается. Однако она расплавляется при высокой температуре мощной гелиевой дуги. Поэтому она лишь немного повреждается. Сварка TIG постоянным током на отрицательном полюсе в среде гелия благодаря лучшему проварy применяется, в первую очередь, при ремонтных сварках литых деталей из алюминиево-кремниевых сплавов.
2. Источники питания для сварки TIG
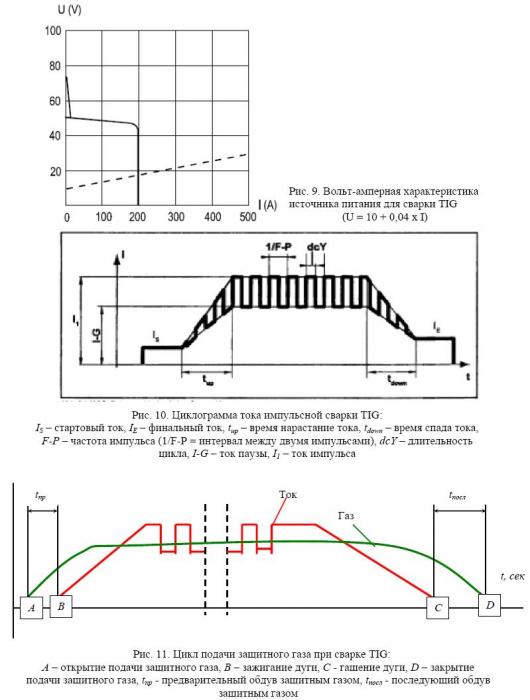
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что сварку TIG необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции — бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ сварки TIG.
По сравнению со сваркой TIG симметричным током, сварка алюминиевых сплавов асимметричным переменным током расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога.
В ряде случаев целесообразно использовать сварку TIG импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100 Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла.
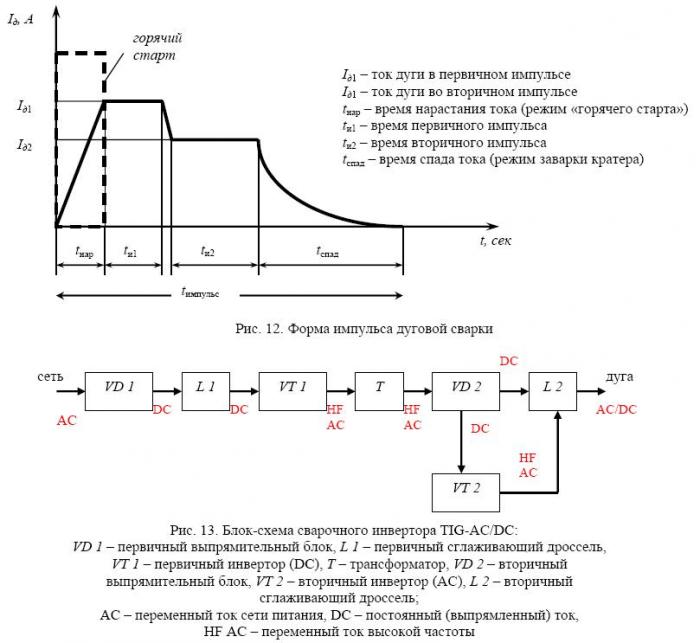
Генераторы импульсов тока являются основным блоком источника питания для импульсной сварки. Они включают в себя регуляторы нарастания/спада тока и осуществляют цикл сварки, показанный на Рис. 10. При такой схеме цикла сварки регулируются все составляющие цикла — IИ, IП, tН, tИ, tП, tК. Наиболее важной составляющей является tК; при плавном спаде тока в конце сварки происходит равномерная и качественная заварка кратера шва, что позволяет завершать сварку на самом изделии, не прибегая к трудоёмкой технологии установки выводных пластин. Этот же генератор управляет и открытием электромагнитного газового клапана и позволяет осуществлять предварительный (до зажигания дуги) и последующий (после гашения дуги) обдув защитным газом. При предварительном обдуве защитный газ вытесняет атмосферный воздух из зоны сварки, а последующий обдув газом позволяет завершить кристаллизацию и остывание металла шва в течение 3-5 сек после окончания сварки. Схема открытия газового клапана приведена на Рис. 11. При этом tпр и tпосл также можно регулировать.
Наилучшими сварочными свойствами обладают инверторные источники питания, основным элементом которых является полупроводниковый инвертор — устройство для преобразования постоянного напряжения в переменное высокочастотное. Инверторные схемы строятся на быстодействующих тиристорах или транзисторах. По сути, в сварочной цепи течёт переменный ток высокой частоты (несколько десятков кГц, а иногда и МГц). Несущая частота сварочного тока обуславливает высокие сварочные свойства инверторных выпрямителей. Инверторы AC/DC, используемые при TIG сварке алюминиевых сплавов, имеют дополнительный блок — вторичный инвертор, осуществляющий дополнительное инвертирование сварочного тока.
Поскольку частота тока напрямую связана с массой магнитопроводов и потребным сечением проводов катушек, масса трансформаторов и дросселей в инверторных выпрямителях очень невелика (примерно в 10 раз меньше, чем масса трансформаторов и дросселей, рассчитанных на ток частотой 50 Гц) и составляет 0,1 ÷ 0,3 кг на 1 А сварочного тока и 4 ÷ 8 кг на 1 кВт потребляемой мощности. Инверторные выпрямители очень экономичны в эксплуатации; так как они не потребляют реактивной мощности, их коэффициент мощности cosφ близок к единице, а КПД не ниже 0,7, а иногда достигает 0,9.
Для достаточного очищающего эффекта совсем не нужно целой положительной полуволны, достаточно 20 — 30%. Именно это используется в современных источниках тока для TIG сварки. Они производят искусственный переменный ток с волнами прямоугольной формы; за счёт быстрого переключения силовых элементов (тиристоров или транзисторов) на электрод попеременно переключается положительный и отрицательный полюс источника постоянного тока. При этом баланс отношения обоих полуволн может изменяться, например, от 20% положительного полупериода/80 % отрицательного полупериода до 80% положительного полупериода /20% отрицательного полупериода (Рис. 14). Проплавляющая способность дуги при этом остаётся на приемлемом уровне.

Меньшая фаза положительного полюса обеспечивает более высокую токонесущую способность электрода, а при одинаковой установке тока — большую стойкость. В таких так называемых «прямоугольных источниках» может часто изменяться и частота искусственного переменного тока, например, от 50 до 300 Гц. Повышение частоты способствует сохранению электрода. Прямоугольный искусственный переменный ток обладает и другими преимуществами. Поскольку ток при смене полярности имеет очень крутую характеристику, то время запаздывания дуги при прохождении через ноль значительно короче, чем при синусоидальной форме тока. Поэтому происходит более надёжное зажигание, даже без использования приспособления для зажигания, а электрическая дуга в целом стабильнее. При этом повторные зажигания дуги сопровождаются сильным гудением.
3. Горелки для сварки TIG
Сварочная горелка TIG является основным рабочим инструментом сварщика, в котором закреплён неплавящийся электрод; через горелку подаётся сварочный ток и защитный газ. В настоящее время выпускается большое количество различных горелок:
— с газовым и водяным охлаждением,
— с подачей защитного газа через диффузор или через газовую линзу (обеспечивает более стабильный ламинарный поток защитного газа),
— с регулировкой или без регулировки тока сварки,
— с жёсткой или гибкой головкой.
4. Механизация ручной сварки TIG
Как известно, автоматизация сварочного процесса определяется степенью автоматизации двух сварочных движений — перемещения сварочной дуги вдоль линии стыка и подачи присадочного материала в зону сварки. Механизация ручной сварки TIG достигается автоматической подачей присадочной проволоки в зону сварки. Таким образом, возникает понятие полуавтоматическая сварка неплавящимся электродом. Чаще всего используют более простую систему с холодной присадочной проволокой, являющейся нейтральной по отношению, как к неплавящемуся электроду, так и к свариваемому изделию.
Организация автоматической подачи присадочной проволоки предусматривает:
1) Наличие блока подачи присадочной проволоки.
2) Установку сопла подачи присадочной проволоки на сварочную горелку.
3) Коммутацию блока подачи присадочной проволоки и источника питания сварки TIG.
4.1. Комплект оборудования для подачи присадочной проволоки
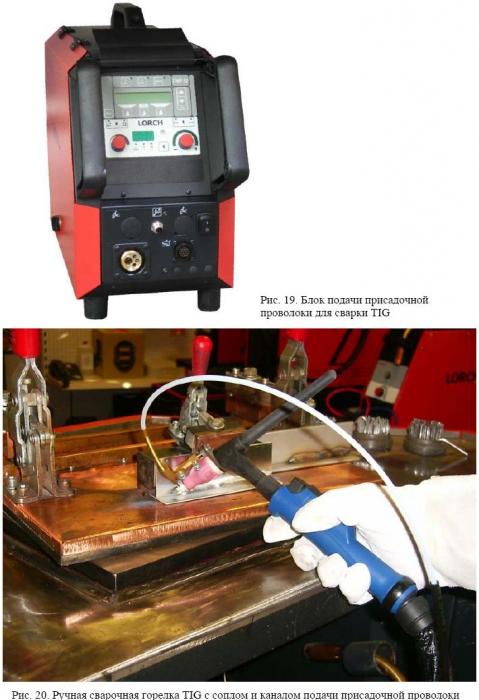
Блок подачи присадочной проволоки включает размоточное устройство для проволоки, двигатель подачи и механизм правки и подачи проволоки. Самый простой вариант — использовать стандартный блок подачи проволоки от сварочного полуавтомата, соответствующим образом скоммутированный с источником питания сварки TIG. При этом достигается существенная экономия, особенно теми производителями, которые производят также оборудование для MIG/MAG сварки.
Сопло подачи присадочной проволоки устанавливается непосредственно на керамическое газовое сопло сварочной горелки при помощи крепёжного хомута. Проволока подаётся в сопло от блока подачи проволоки по тефлоновому каналу подачи.
Коммутация блока подачи и источника питания осуществляется при помощи дополнительной панели управления, которая устанавливается либо в источнике питания, либо в блоке подачи.

4.2. Подготовка блока подачи проволоки
Алюминиевая проволока, особенно малых диаметров (0,8 мм и 1,0 мм), очень мягкая и её подача легко может быть нарушена неправильным подбором системы подачи.
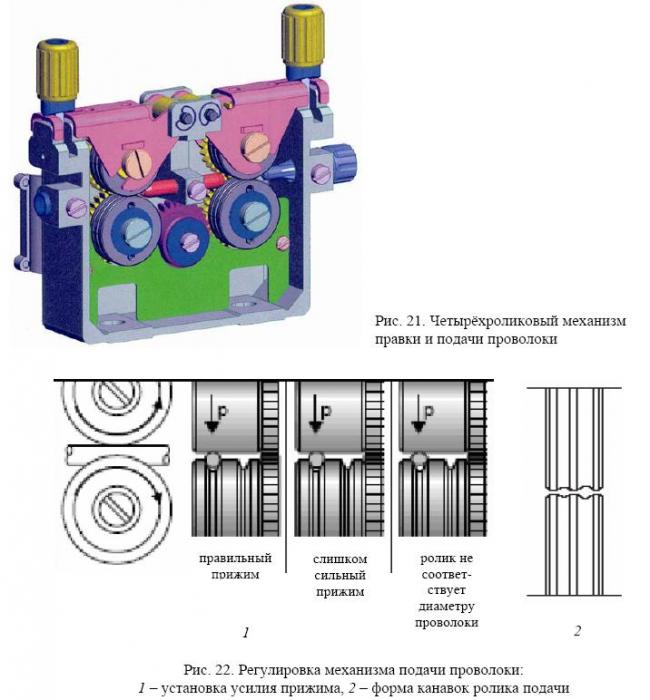
Для сварки алюминиевых сплавов следует использовать только четырёхроликовые механизмы подачи. Правильные и подающие ролики также следует выбирать специальные — с канавкой U-образной формы. Ни в коем случае нельзя устанавливать слишком большое усилие прижима, так как это может существенно затормозить проволоку в механизме подачи. Тормоз размоточного устройства должен быть установлен в промежуточное положение. Таким образом, можно избежать провисания проволоки при остановке двигателя подачи из-за свободного проворачивания катушки и вытягивания проволоки при старте подачи. Рекомендуется также установить на входное и выходное сопла механизма подачи обрезки каналов подачи: один — от катушки с проволокой до входного сопла, второй — от выходного сопла до внутренней части разъёма для подключения канала подачи проволоки. Выбор канала подачи также очень важен — ни в коем случае не следует использовать каналы, навитые из стальной спирали; для сварки алюминия выпускаются специальные тефлоновые и карбоновые каналы, обеспечивающие хорошее скольжение проволоки и не позволяющие проволоке сминаться и затормаживаться на изгибах.
4.3. Установка сопла подачи проволоки на сварочную горелку
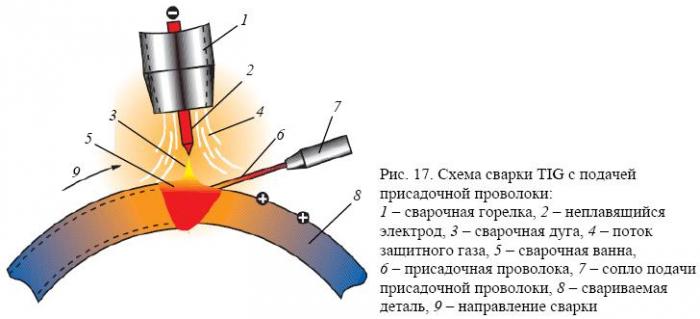
Техника сварки TIG с автоматической подачей присадочной проволоки несколько отличается от ручной техники и поэтому требует от сварщика наработки навыка. В первую очередь это касается положения горелки относительно стыка. В зависимости от поставленных задач сварки присадочная проволока может подаваться в сварочную ванну до или после дуги или с боковой стороны относительно оси свариваемого стыка. Для того, чтобы подача проволоки происходила точно в зону максимальной температуры, необходимо соблюдать рекомендации по установки горелки относительно стыка. Правильное положение горелки показано на рис. 23.
Обзор оборудования для сварки неплавящимся электродом
Оборудование для аргонодуговой сварки неплавящимся электродом не отличается сложностью. Оно не сложнее, чем полуавтомат или установка для лазерной сварки.

Аргоновая сварка — сложный в технологическом смысле способ соединения цветных металлов и нержавеющих сталей. В связи со сложностью сваривания этих материалов, аргоновая сварка ТИГ требует и специальных аппаратов. Оборудование для ручной аргонодуговой сварки неплавящимся электродом, впрочем, не отличается особой сложностью, по крайней мере, не сложнее, чем полуавтомат или установка для лазерной или плазменной сварки.
Главные отличия от обычной сварки состоят в применении вольфрамового электрода, который благодаря физико-химическим свойствам металла не плавится обычной электрической дугой (Т=3695 0 С). Для сравнения, температура плавления алюминия, для которого чаще всего и применяется TIG-сварка, равна всего 660 0 С, а легированной (нержавеющей) стали — около 1800 0 С.
При сварке зона шва обдувается инертным газом, который, благодаря своему атомному весу, в 2,5 раза выше веса основных газов атмосферы — кислорода и азота, вытесняет их и не допускает начала окисления до полной кристаллизации шва.
Как работает аргоновый сварочный аппарат показано на схеме:

Промышленное оборудование, применяемое для ручной аргонодуговой сварки вольфрамовым неплавящимся электродом представляет собой источник постоянного или переменного тока (ТИГ-сварка производится при том и другом виде тока). Чаще всего инверторный, хотя довольно часто сварку производят и при помощи трансформатора. От источника требуется одно — он должен регулироваться по току в очень широких пределах — от 20 до 200 и более Ампер.
Кроме того, в составе сварочного аппарата должен быть специальный блок — осциллятор, который вырабатывает высокочастотный импульс для зажигания дуги и поддерживает ее на протяжении всего времени сварки. Осциллятор входит в состав аппарата в виде штатного узла или устанавливается дополнительно.
При желании преобразовать обычный источник сварочного тока типа ММА в аппарат аргоновой сварки, купить и установить осциллятор можно самостоятельно. Он подключается параллельно к сварочному кабелю и работает синхронно с ним. В паспорте осциллятора указывается, в каких диапазонах напряжений и токов он работает, поэтому подобрать блок к своему аппарату будет несложно, зная его характеристики.
К источнику тока подключается горелка специальной конструкции. Она по виду напоминает горелку полуавтоматической сварки, но не имеет приспособления для подачи проволоки, вместо него установлена цанга для зажима электрода требуемого диаметра. Как устроена горелка, показано на схеме:

1 — цанга для электрода; 2 — сопло; 3 — камера подачи газа; 4 — защитный колпачок; 5 — мундштук; 6 — вентиль подачи газа; 7 — газовые шланги и электрокабели; 8 — рукоятка; 9 — переходник; 10 — гайка крепления.
Для сварки тонких металлов трансформаторной установкой часто используется балластный реостат, который позволяет снизить силу тока вплоть до 5 А. Это необходимо делать для устранения угрозы прожигания металла и удержания стабильной дуги на всем протяжении шва. Для тонких металлов и присадочной алюминиевой проволоки таких токов вполне достаточно. При сварке нержавеющей проволокой используются несколько большие токи и дроссель не нужен.
Присадочная проволока — обязательный атрибут процесса сваривания в аргоновой атмосфере. Только в особых случаях, когда работы ведутся с тонким металлом, проволока не используется — шов тонкий и расплава вполне хватает для его заполнения. Производится присадка в виде прутков различного химического состава и диаметра. Для каждого металла созданы свои модификации.
Сварка алюминия производится при помощи полностью алюминиевого присадочного материала. Для нержавейки применяют пруток из легированной стали с сердечником из хромоникелевого сплава. Омедненные прутки предназначены для обычной низколегированной и углеродистой стали. Диаметр прутка составляет 1-4 мм, длина достигает 1 м. Как правило, найти в магазинах сварочного оборудования можно проволоку для любого металла и сплава.
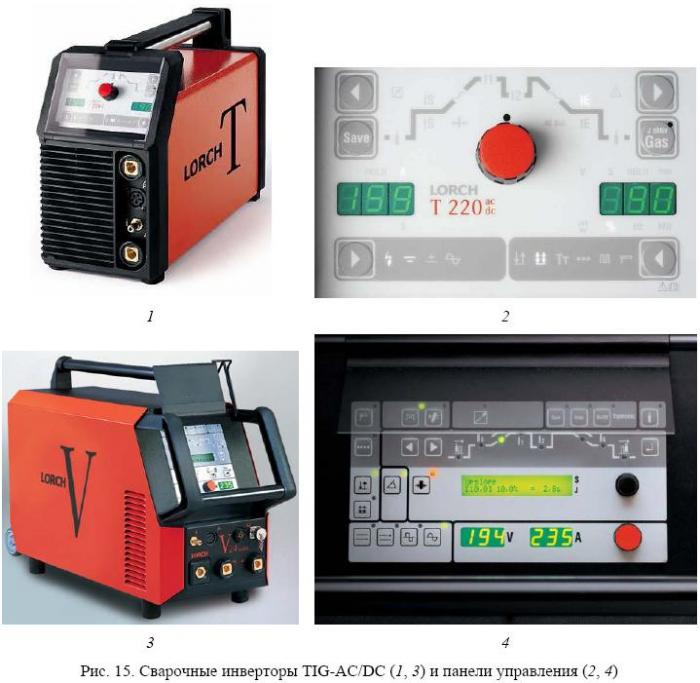
Лучшие аппараты для сварки ТИГ

Купить оборудование для профессиональной и любительской аргонодуговой сварки можно, выбрав из широкого ассортимента продукции различных производителей. Нельзя считать аппараты бытового назначения плохими или неспособными выполнить сварку с высокой степенью надежности шва. Просто назначение этих аппаратов другое — они отлично справляются с локальными заданиями при работе несколько часов подряд, но не способны работать на протяжении, например, рабочей смены без перерыва.
А по возможностям и качеству сварки многие бытовые, особенно инверторного типа, аппараты не уступают профессиональным. Среди наиболее популярных можно назвать «Барс» TIG -207D, «БАРС» TIG-217DP AC/DC, PEGAS-160T Pulse HF, УДГ-180, СВАРОГ TECH TIG 200P AC/DC, EVOSPARK EVOTIG 500 P DC.
Названные марки не являются идеальными, но на их параметры можно ориентироваться при выборе сварочного аппарата с функцией ТИГ-сварки. Как правило, специальные аппараты для аргоновой сварки для дома или мастерской покупать невыгодно — лучше всего выбирать аппараты с возможностью ММА и ТИГ или ММА, МИГ/МАГ и ТИГ.
Хотя они стоят несколько дороже, но вы получите несколько видов оборудования в одном аппарате. А вот для профессиональной работы в условиях напряженной эксплуатации оборудования, например, на стройке или в сборочном цехе, лучше остановиться на узкоспециализированных аппаратах. В большинстве случаев универсальные аппараты хуже специализированных по многим параметрам.
Если вы интересуетесь металлообработкой и обладаете собственным опытом ТИГ-сварки, поделитесь им на страницах нашего сайта. Наших читателей интересует именно практический опыт использования разных моделей аппаратов и их реальные возможности.
Виды и назначения неплавящихся электродов
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.

С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.

Угольные типы расходников применяют в основном в воздушно-дуговой резке металла, а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для воздушно-дугового разрезания (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка — это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).

Вольфрамовые неплавящиеся электроды — это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.

Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали — в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе.
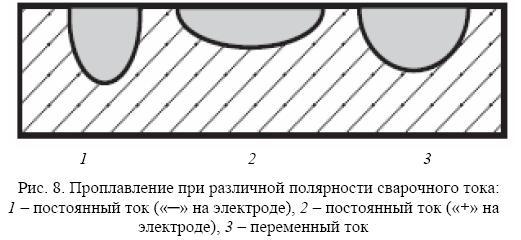
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной — широкий поверхностный провар, а с переменным — овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
Введение
Неплавящиеся электроды - один из видов неметаллических сварочных электродов. К ним относят: вольфрамовые электроды, торированные, лантанированные, итрированные. Самыми популярными считаются вольфрамовые. Вольфрам - материал, который обладает высокой тугоплавкостью, как правило, температура его плавления достигает 4500 градусов.
Электрод может состоять полностью из вольфрама, а также содержать смеси. Поэтому, такие электроды очень износостойкие. Вольфрамовыми электродами можно осуществлять аргонодуговую сварку по любому металлу. Как правило, сварка происходит в защитном газе. Основные типы газа, используемые при сварке неплавящимися электродами: аргон, гелий, смеси, азот.
Установки для сварки неплавящимся электродом
Неплавящимся электродом можно сваривать вручную, полуавтоматически, когда механизирована подача присадочной проволоки, или автоматически, когда механизировано передвижение горелки и, при необходимости, подача присадочной проволоки.
Ручная сварка выполняется при помощи горелки, состоящей из электрода, закрепленного в токоподводящей цанге 1, сопла 2 для направления защитного газа и системы охлаждения (водяной или воздушной). Диаметр электрода выбирается в зависимости от величины сварочного тока.
При сварке с присадочной проволокой применяются шланговые полуавтоматы, в которых проволока подается по гибкому шлангу так же, как и в шланговых полуавтоматах для плавящегося электрода. В сварочную ванну проволока направляется наконечником, электрически изолированным от корпуса горелки (рис. 1). Скорость подачи присадочной проволоки выбирается в соответствии с ее диаметром и мощностью дуги. Так как направление движения проволоки параллельно поверхности увариваемой детали, то в выбранном режиме скорость сварки и скорость подачи проволоки должны быть равны. Оператор как бы опирается на конец подаваемой проволоки, контролируя скорость движения горелки.
Полуавтоматы такого типа не получили большого распространения из-за повышенного веса горелки и низкой ее маневренности. Часто сварщики предпочитают подавать присадочный металл вручную.
Автоматическая сварка неплавящимся электродом обычно сводится к перемещению сварочной горелки или изделия по заданной траектории и с заданной скоростью. Подача вольфрамового электрода вследствие незначительного расхода (порядка сотых долей грамма на 1 м шва), как правило, не механизируется.
На рис. 2 показана схема горелки для механизированной сварки. Вольфрамовый электрод 1 зажимается в токоподводящей цанге 9 при помощи гайки 4. Для подъема и опускания электрода служит маховичок 6, при вращении которого обойма 5, охлаждаемая проточной водой, передвигается в корпусе 7. Цанга 9 является сменной деталью, рассчитанной для электродов разных диаметров.
Инертный газ должен защищать от контакта с воздухом не только зону сварки, но и разогретый электрод 1. Поэтому газ подводится к штуцеру 3 и проходит по пространству между обоймой и корпусом.
Требования к конструкции сопел и к характеру истечения газа при сварке неплавящимся электродом те же, что и при сварке плавящимся электродом, однако отсутствие брызг позволяет широко применять керамические сопла и- газопроницаемые сеточные вкладыши, так называемые газовые линзы 8, представляющие собой набор металлических сеток (4-5 шт.) с числом отверстий порядка 200-250 на 1 см2. Газовая струя, проходя через набор сеток, «успокаивается» и выходит из сопла в виде равномерного плавного потока.
При сварке неплавящимся электродом качество шва в большой степени зависит от длины дуги (см. рис. 4). Для поддержания нужной длины дуги достаточно применения ручных корректоров или механических копирных устройств, аналогичных устройствам, применяемым при сварке плавящимся электродом. Если длина дуги должна поддерживаться с высокой точностью, применяются автоматические регуляторы.
На рис. 4 показана структурная схема регулятора, реагирующего на изменение напряжения дуги. Применяются также регуляторы, реагирующие на изменение интенсивности светового излучения дуги или на изменение расстояния между изделием и электромагнитным щупом. В первом случае напряжение в фотоэлементе пропорционально интенсивности излучения дуги и, следовательно, ее длины. Во втором случае датчик представляет собой электромагнит с незамкнутым магнитопроводом. Магнитный поток датчика замыкается через металл свариваемого изделия. Величина потока, естественно, зависит при этом от зазора между магнитопроводом и изделием.

Рис. 1. Горелка полуавтомата для сварки неплавящимся электродом с подачей присадочной проволоки
Автоматическая сварка с подачей присадочной проволоки требует применения головок, снабженных механизмами подачи. Такая головка (рис. 4) содержит, как правило, горелку 1, механизм 5 подачи проволоки с катушкой 3 и направляющий шланг 8 с наконечником 9. Условием надежной работы такой головки является точное направление проволоки в ванну и постоянство скорости подачи. Для этого служит система корректоров 6 и 7 положения наконечника 9 относительно горелки 1. Ролик 10 прижимает проволоку к свариваемым кромкам. Кроме перечисленных корректоров, аппарат снабжен механизмами для корректировки положения горелки с присадочной проволокой относительно других элементов автомата: 2 - поперек стыка, 4 - по вертикали и т. д.
Как уже указывалось, присадочная проволока изолирована от сварочной цепи. Она подается в сварочную ванну в холодном состоянии. Однако иногда по технологическим соображениям (например, для повышения производительности сварки или наплавки) проволока подвергается предварительному подогреву при помощи токов высокой частоты или путем пропускания через отрезок проволоки электрического тока.

Рис. 2. Схема горелки для механизированной сварки вольфрамовым электродом: 1 - электрод, 2 - зазор, 3 - штуцер, 4 - гайка колпачковая, 5 - обойма, 6 - маховичок, 7 - корпус горелки, S - сетка, 9 - цанга, 10 - сопло

Рис. 3. Схема автоматического регулятора длины дуги Iд при сварке неплавящимся электродом: Г - горелка, СУ - сравнивающее устройство, БУ - блок управления, ИМ - исполнительный механизм

Существует несколько типов подвесных и самоходных головок, а также тракторов для сварки неплавящимся электродом. На рис. 5 показан сварочный трактор АДСВ-2. Он предназначен для дуговой сварки в среде аргона (постоянным или переменным током) неплавящимся вольфрамовым электродом. Трактор снабжен механизмом подачи присадочной проволоки 2. Все механизмы трактора смонтированы на самоходной тележке 1, которая может передвигаться по изделию или по рельсовому пути, уложенному вдоль свариваемых кромок. Вследствие большого веса трактор используется, в основном, для движения по рельсу, т.е. в качестве самоходной головки. Скорость движения тележки (скорость сварки) может изменяться в пределах от 9 до 85 м/ч при помощи коробки скоростей и за счет изменения числа оборотов двигателя.

Рис. 5. Сварочный трактор АДСВ-2: 1 - самоходная тележка, 2 - механизм подачи, 3 наконечник, 4-горелка, 5 -штанга.
Механизм поворота сварочной головки состоит из стойки с горизонтальной штангой 5, выдвижение которой позволяет изменять расстояние от электрода до ходовой тележки. Кроме того, горизонтальная штанга вместе с головкой может поворачиваться на 360° вокруг своей оси и на 240° вокруг вертикальной оси стойки. Трактор имеет вертикальный и поперечный суппорты, позволяющие перемещать сварочную головку соответственно на 100 и 65 мм.
Сварочная головка состоит из горелки 4 с вольфрамовым электродом, механизма подачи присадочной проволоки и наконечника 3 для направления присадочной проволоки в зону дуги. Эти механизмы унифицированы с головкой, показанной на рис. 5. Скорость подачи присадочной проволоки может меняться в пределах 10-100 м/ч изменением числа оборотов двигателя, а также с помощью перестановки сменных шестерен.
Электрическая схема аппарата обеспечивает зажигание дуги пробоем дугового промежутка и заварку кратера при прекращении процесса сварки уменьшением сварочного тока.
Головки для сварки угольным электродом отличаются тем, что они снабжаются механизмами подачи электрода. Это вызывается значительным расходом электрода (порядка 1 мм/мин). Подача электрода может осуществляться вручную при помощи привода периодического действия или механизированным путем. Такая головка (рис.6) состоит из электродвигателя 6, червячного привода 5 с поводковой шпонкой 4, вращающей штангу 7. Штанга с цангой 2 для крепления электрода ввинчивается в гайку 3 корпуса и подает электрод в зону сварки. Горелки для сварки угольным электродом часто снабжаются скользящим токоподводом 1. Скорость и направление подачи электрода зависят от напряжения дуги.
При сварке неплавящимся электродом в защитном газе (рисунок 7) в зону дуги, горящей между неплавящимся электродом и изделием через сопло подаётся защитный газ, защищающий неплавящийся электрод и расплавленный основной металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.

Рис. 6. Схема головки для сварки угольным электродом: 1 -токоподвод, 2 - цанга, 3 -гайка, 4--шпонка, 5- червячный привод, 6 - электродвигатель, 7 - штанга

Рисунок 7. Схема сварки неплавящимся электродом
Неплавящийся электрод изготавливают из графита, вольфрама, меди, меди со вставкой из тугоплавкого металла - вольфрама, циркония, гафния.
Защитный газ должен быть инертен к металлу электрода и к свариваемому металлу. В качестве защитного газа при сварке вольфрамовым электродом применяют аргон, гелий, смесь аргона и гелия; для сварки меди медным электродом или медным электродом со вставкой из гафния (циркония) можно применить азот.
Для рационального расходования дорогостоящих инертных газов (Ar, He) при сварке сталей создают комбинированную защиту (рисунок 8).

Рисунок 8. Схема сварки неплавящимся электродом с комбинированной защитой.
При сварке металла большой толщины для обеспечения проплавления основного металла и получения требуемых геометрических параметров сварного шва, сварку ведут по зазору или с разделкой кромок с добавлением присадочного (чаще всего в виде проволоки) металла (рисунок 9).

Рисунок 9. Схема сварки неплавящимся электродом с присадкой.
Достоинства способа сварки неплавящимся электродом
Высокая устойчивость дуги независимо от рода (полярности) тока;
Возможно получение металла шва с долей участия основного металла от 0 до 100%;
Изменяя скорость подачи и угол наклона, профиль, марку присадочной проволоки можно регулировать химический состав металла шва и геометрические параметры сварного шва.
Читайте также: