Устройство для точечной сварки
Обновлено: 19.05.2024
В жизни каждого «радиогубителя» возникает момент, когда нужно сварить между собой несколько литиевых аккумуляторов — либо при ремонте сдохшей от возраста АКБ ноутбука, либо при сборке питания для очередной поделки. Паять «литий» 60-ваттным паяльником неудобно и страшновато — чуть перегреешь — и у тебя в руках дымовая граната, которую бесполезно тушить водой.
Мне совершенно не хотелось ради нескольких сварок в год искать трансформатор, пилить его и перематывать. Хотелось найти ультрадешёвый и ультрапростой способ сваривать аккумуляторы электрическим током.
Мощный низковольтный источник постоянного тока, доступный каждому — это обычная б.у. АКБ от машины. Готов поспорить, что он у вас уже есть где-то в кладовке или найдётся у соседа.
дождаться морозов. Подойдите к бедолаге, у которого не заводится машина — он скоро побежит за новым свежим аккумулятором в магазин, а старый отдаст вам просто так. На морозе старая свинцовая АКБ может и плохо работает, но после заряда дома в тепле выйдет на полную ёмкость.
Чтобы сваривать аккумуляторы током от батареи, нам нужно будет выдавать ток короткими импульсами в считанные миллисекунды — иначе получим не сварку, а выжигание дыр в металле. Самый дешёвый и доступный способ коммутировать ток 12-вольтовой батареи — электромеханическое реле (соленоидное).
Проблема в том, что обычные автомобильные реле на 12 вольт рассчитаны максимум на 100 ампер, а токи короткого замыкания при сварке в разы больше. Есть риск, что якорь реле просто приварится. И тогда на просторах Алиэкспресс я наткнулся на мотоциклетные реле стартера. Подумалось, что если эти реле выдерживают ток стартера, причём много тысяч раз, то и для моих целей сгодится. Окончательно убедило вот это видео, где автор испытывает аналогичное реле:
Моё реле было куплено за 253 рубля и доехало до Москвы меньше, чем за 20 дней. Характеристики реле с сайта продавца:
- Предназначено для мотоциклов с двигателем 110 или 125 кубов
- Номинальный ток — 100 ампер сроком до 30 секунд
- Ток возбуждения обмотки — 3 ампера
- Рассчитано на 50 тыс. циклов
- Вес — 156 граммов

Агрегат порадовал качеством — под контакты выведены два омеднённых резьбовых соединения, все провода — залиты компаундом для водонепроницаемости.

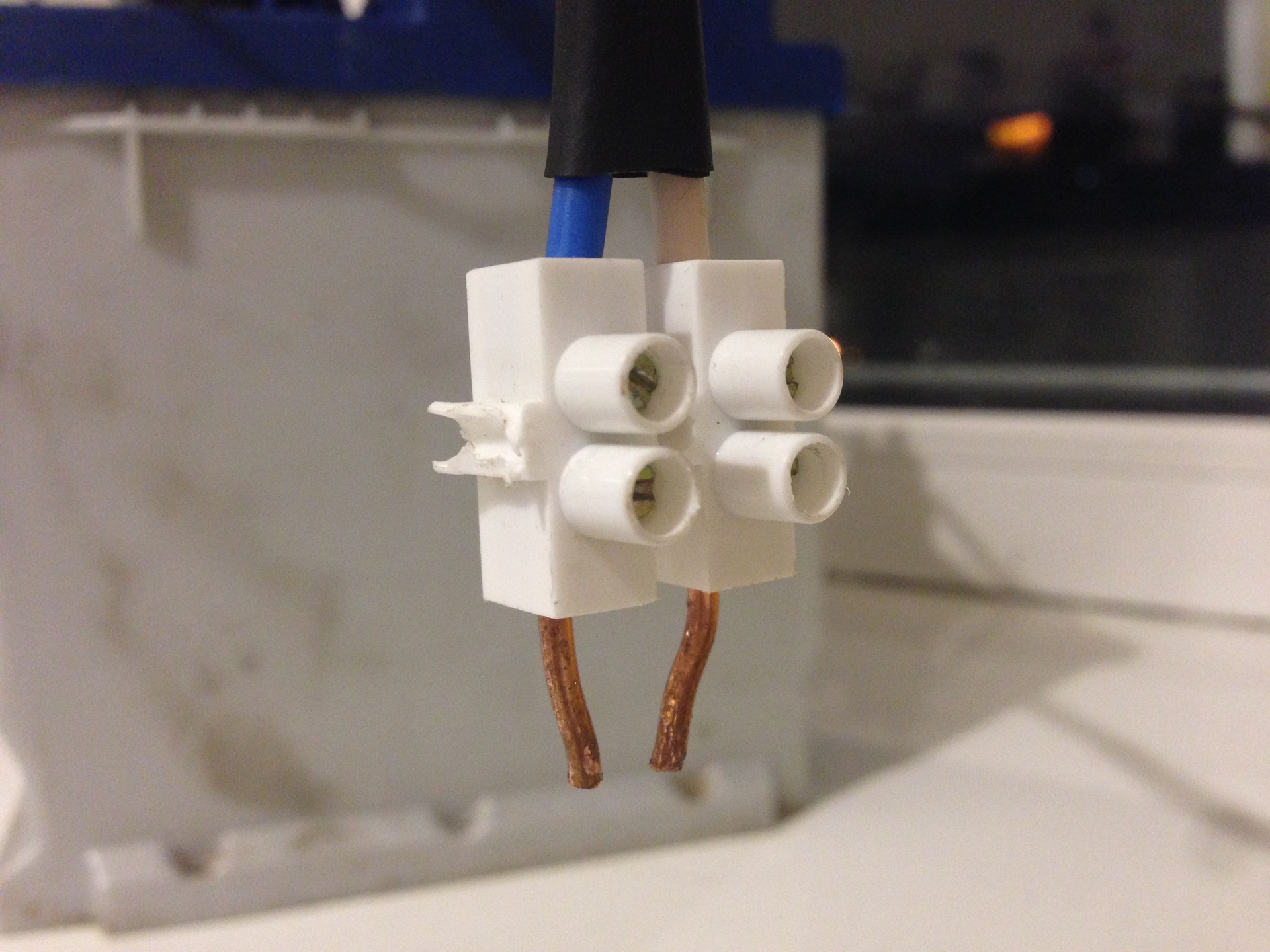
На скорую руку собрал «тестовый стенд», контакты реле замыкал вручную. Провод использовал одножильный, сечением 4 квадрата, зачищенные наконечники фиксировал клеммником. Для подстраховки снабдил одну из клемм к АКБ «страховочной петлёй» — если бы якорь реле решил бы пригореть и устроить короткое замыкание, я бы успел сдёрнуть клемму с АКБ за эту верёвку:
Испытания показали, что машинка работает на твёрдую пятёрку. Якорь очень громко стучит, а электроды дают чёткие вспышки; реле не пригорает. Чтобы не тратить никелевую полосу и не практиковаться на опасном литии, мучил лезвие канцелярского ножа. На фото вы видите несколько качественных точек и несколько передержанных:

Передержанные точки видны и на изнанке лезвия:

Едем дальше. Как показал эксперимент на лезвии, выдержать необходимую длину импульса для сварки вручную невозможно, надо делать управление от тактовой кнопки или на микроконтроллере.
Сначала нагородил простую схему на мощном транзисторе, но быстро вспомнил, что соленоид в реле хочет кушать аж 3 ампера. Порылся в ящике и нашёл взамен транзистору MOSFET IRF3205 и набросал простую схему с ним:
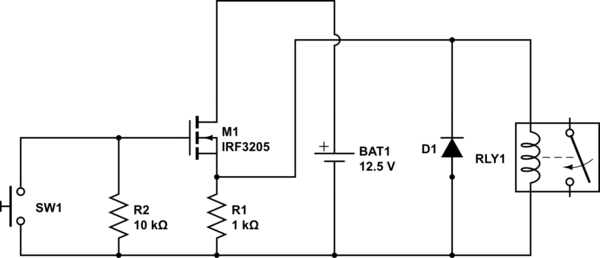
Схема довольно нехитрая — собственно, MOSFET, два резистора — на 1К и 10К, да диод, предохраняющий цепь от индуцированного соленоидом тока в момент обесточивания реле.
Сначала пробуем схему на фольге (с радостными щелчками жжёт дырки насквозь через несколько слоёв), потом достаём из загашника никелевую ленту для соединения аккумуляторных сборок. Коротко жмём кнопку, получаем громкую вспышку, и рассматриваем прожжённую дыру. Блокноту тоже досталось — прожгло не только никель, но и пару листов под ним :)

Даже сваренную двумя точками ленту разделить руками не выходит.
Очевидно, что схема работает, дело за тонкой настройкой «выдержки и экспозиции». Если верить экспериментам с осциллографом того же товарища с YouTube, у которого я подсмотрел идею с реле стартера, то на срыв якоря уходит около 21мс — от этого времени и будем плясать.
Пользователь Ютуба AvE тестирует скорострельность реле стартера в сравнении с SSR Fotek на осциллографе
Дополняем схему — вместо нажатий кнопки вручную доверим отсчёт миллисекунд Ардуине. Нам понадобятся:
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Что такое точечная сварка. Принцип работы и особенности
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.

Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.

Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.

Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Лучшие компоненты для создания точечной сварки своими руками с Алиэкспресс (для сварки аккумуляторов)
несколько вариантов сварки, трансформатор для свч, щупы-электроды, никилиевые пластины, корпуса батареек, квинбатерриез.
Для начала список рабочих купонов для Алиэкспресс
Aliexpress — купон $8 при покупке от $80 (начнет работать с 6 мая). Выбираем Saudi Arabia и кликаем сюда.
Акция — зажигаем фонарики. Дают купоны $20 при покупке от $120 (за 3 зажженных фонарика), $25/$120 (за 6 фонариков). Раз в день по фонарику, заходим и кликаем по LIGHT UP.
Купоны можно будет использовать с 6-го мая 10:00 МСК до 13 мая 09:59.
Самый простой вариант контактной сварки для создания недорогого варианта — на базе трансформатора от микроволновки и недорогих компонентов с Али.
На фото список необходимых деталей и схематичное соединение.
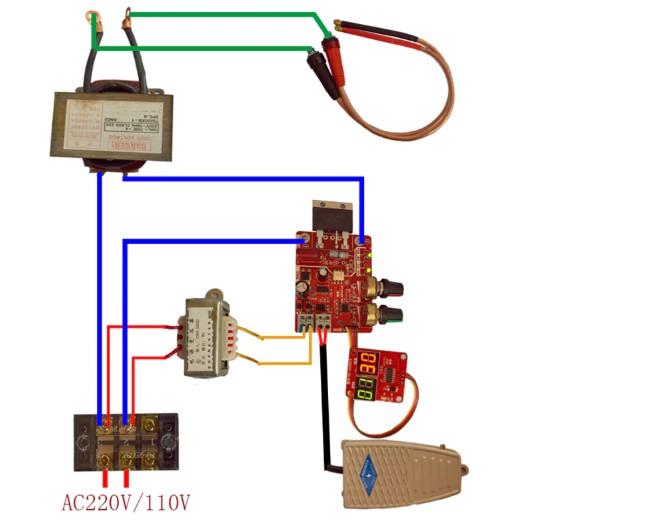
В лоте есть все необходимое плюс информация по сборке. Понадобится трансформатор от старой микроволновки.
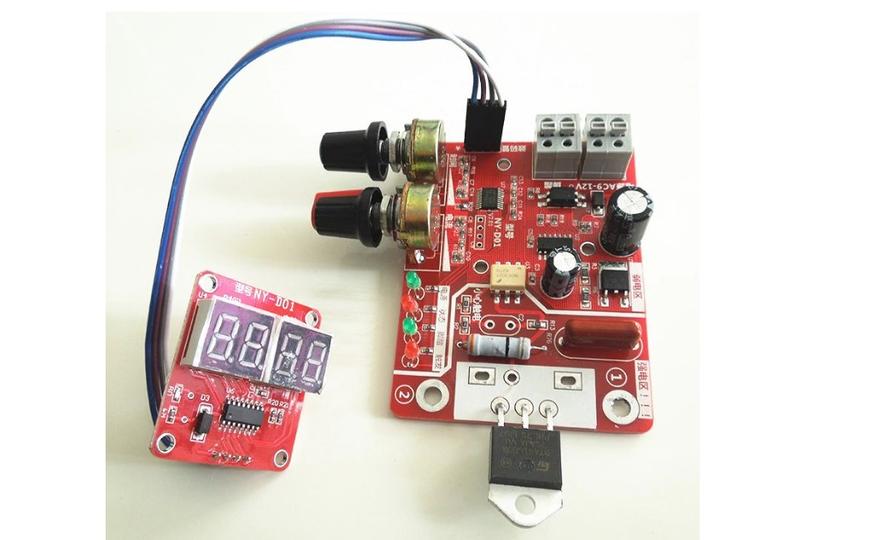
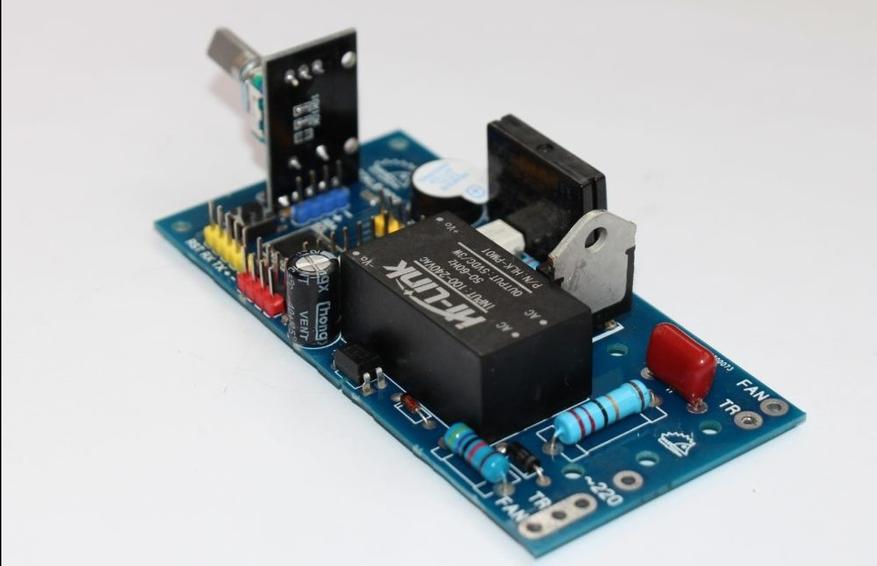
Плата управления позволяет выставить мощность импульса сварки и его длительность. Тиристор в комплекте на 100А.
Цена от 500 рублей за плату. Есть полностью собранные варианты.
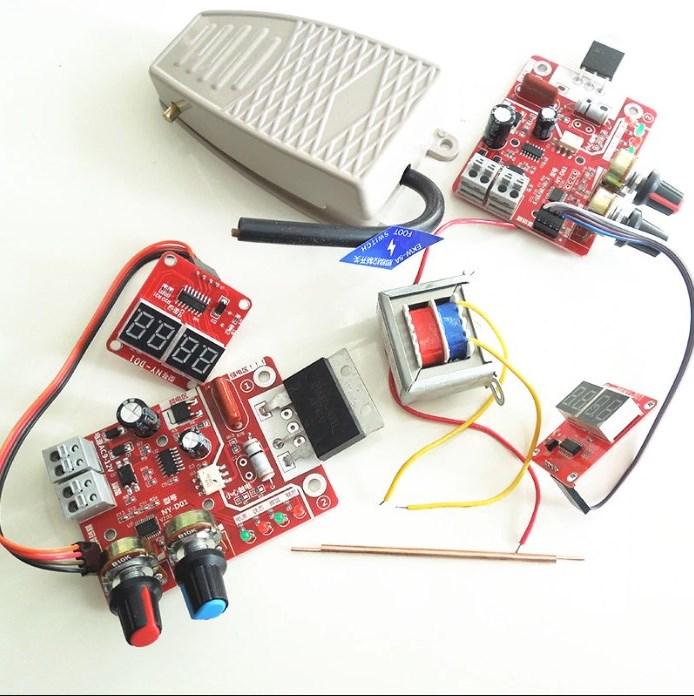
Компоновка чуть другая, этот будет проще разместить в корпусе. Существует готовая панелька под эту плату.
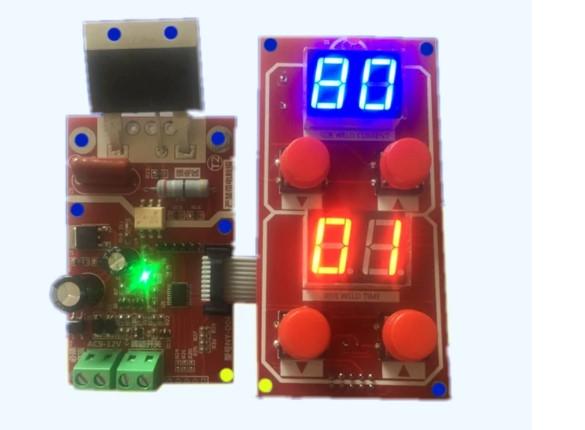
Это усовершенствованный вариант на STM8, дисплей подключается отдельно, дисплей сразу в корпусе под монтаж.

Подходит не только для машинок SUNKKO, но и для DIY вариантов. Расстояние контактов регулируется от 1 до 4 мм, ток до 500А.

Это недорогой вариант держателей, один из самых бюджетных на Али.
В основании цанговый зажим, очень удобно менять стержни для сварки. Это расходный материал.

В лоте 10 шт. Это медные заточенные стержни, которые зажимаются в рабочую часть аппарата для точечной сварки. По мере износа меняются.

Это специальная лента для соединения сборок аккумуляторов. В зависимости от толщины (0.1. 0.2 мм) и ширины от 5мм и шире предназначены для пропускания определенного тока. Чем толще и шире — тем мощнее сборка. Существуют простые ленты, ленты для соединения аккумуляторов в несколько рядов или под углом, а также уже нарубленные пластины для готовых сборок. Обратите внимание на держатели аккумуляторов 18650.

Ну и последний ингредиент — это силовой трансформатор. Беглый поиск по Али дал несколько вариантов, но дешевле брать по месту. Ищите с исправной первичной обмоткой — вторичная повышающая не нужна. Доматываете вторичную своим толстым проводом (20-30 квадратов и выше). Чем толще провод, тем лучше. 2-3 витка достаточно. Трансформатор должен обеспечивать 2-3 вольта на выходе и ток до 100А.

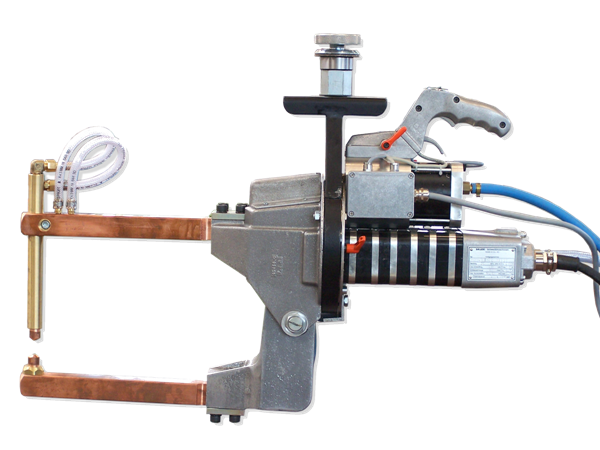
Готовые машинки для точечной сварки. Чтоб не заморачиваться.
Это полный комплект в корпусе, с щупами для сварки, регулировкой. Цена не сильно высокая.

Собственно говоря, для чего это нужно.
Для батарей самостоятельного изготовления можно приобрести готовые наборы: корпус, фурнитура, плата управления, контакты. Изготовление не составит труда. Как говорится, просто добавь элементы 18650.

Лучшие аккумуляторы формфактора 18650 для переделки шуруповертов, для питания мощных устройств и электронных сигарет. Подходят для ремонта электроскутеров, самокатов и велосипедов. Честная емкость 3000мАч, долговременный ток разряда до 30А. Низкий саморазряд, низкое внутреннее сопротивление. Официальный магазин Queenbattery
Читайте также: