Устройство электрода для сварки
Обновлено: 20.09.2024
Электроды для сварки представляют собой стержни из металла или другого материала, которые при прохождении мощного электрического тока плавятся или плавят поверхность заготовок, что приводит к созданию соединяющего сварочного шва. Электроды разделяются на марки в зависимости от того, для каких работ применяются. В настоящее время существует более 200 марок.
Виды электродов
Все разновидности электродов для сварки разделяют на две группы:
Неметаллические
Делают из угля или графита. Они не плавятся и эффективно пропускают электричество, при этом разогреваются, но больше всего греется поверхность, к которой они прикасаются. В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
Металлические
Такие электроды для сварки также бывают неплавящимися и плавящимися .
Неплавящиеся металлические электроды бывают четырех видов:
- Вольфрамовые.
- Торированные.
- Лантанированные.
- Итрированные.
Плавящийся подвид металлических электродов выпускается в 2 формах:
Покрытые имеют специальное напыление на стержне, которое при разогреве выделяет газ, предотвращающий окисления текучего металла. Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Непокрытые электроды представляют собой длинную проволоку, которая используется в полуавтоматическом сварочном аппарате. Данное оборудование подает проволоку вместе с потоком газа, поэтому ее окружает благоприятная среда предотвращающая окисление при плавке. Для сварки черных металлов обычно подается углекислота.
Наличие более 200 марок электродов обусловлено тем, что существует масса разновидностей сталей с особой структурой. Чтобы расплавленный стержень электрода эффективно зафиксировал соединяемые детали необходимо полное соответствие с материалом, с которым осуществляется контакт. Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Существуют марки электродов под каждый вид стали. Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Покрытые электроды для сварки дугового типа
Электродуговые электроды являются самыми востребованными, поскольку применяются для самого распространенного типа сварочного оборудования. Они используются на производстве и в быту. Практически все металлоконструкции в строительстве завариваются таким оборудованием. На прилавках магазинов продаются инверторные и другие виды сварочных аппаратов, которые работают с подобными электродами.
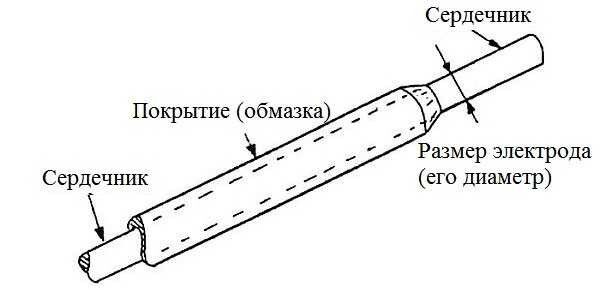
Эти электроды для сварки относятся к виду металлических плавящихся стержней с защитным покрытием. Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Электроды для дуговой сварки отличаются между собой не только по металлу сердечника, но и его диаметру в миллиметрах. Чем тоньше прут, тем быстрее он плавится. Если необходимо сварить заготовку, имеющую толстое тело, то нужно выбирать электрод большого диаметра. Стоит отметить, что возможность применения зависит от классификации сварочного аппарата. При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
Для обеспечения надежной сварки с применением подобных электродов важно, чтобы прогревался не только стержень для плавки, но и заготовка. Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.
Стоит отметить, что подобные электроды имеют ограниченный срок хранение, поскольку со временем покрытие теряет свои свойства и не может при плавлении создавать газовое облако препятствующее окислению. Хранить электроды для сварки с покрытием нужно в сухом месте. Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Использование таких электродов позволяет провести очень надежное сварочное соединение, но при этом наблюдаются и определенные недостатки. В первую очередь это связано с необходимостью периодически снимать хвостики от сожженных электродов с держателя, и вставлять свежие стержни. В зависимости от навыков сварочных работ это осуществляется раз в 1-2 минуты. Также на периодичность замены влияет и толщина внутреннего сердечника. Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Сварная проволока для полуавтоматов
Проволочные электроды для сварки представляют собой тонкую проволоку, намотанную на катушку. Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Сварочный полуавтомат подает проволоку сквозь рукав вместе с потоком углекислоты. При контакте с обрабатываемой поверхностью кончик проволоки греется и расплавляется. Благодаря тому, что углекислый газ в это время выталкивает весь воздух, окисление не происходит. Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Сравнительно недавно началось производство сварочной проволоки с флюсом. Она имеет мелкое порошковое напыление подобное покрывным электродам для дуговой сварки. Такой ассортимент стоит дороже, но имеет и свои преимущества. Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Принцип работы неплавящихся электродов и сфера их применения
Неплавящиеся электроды для сварки применяются в тех случаях, когда необходимо провести пайку двух или более заготовок за счет плавления их собственного металла. Обычно для этого используются графитовые стержни. Подобные электроды часто применяются при обеспечении надежного соединения скрутки электрокабеля. Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В отличие от обычных плавящихся электродов, неплавящиеся сложно назвать расходными материалами. Дело в том, что после работы они остаются практически такими же как изначально. Происходит лишь незначительная потеря длины. Таким образом, использование подобных электродов является более выгодным с экономической точки зрения. Обычно такие стержни используются для соединения металлов с большой текучестью, которые отличаются низкой степенью окисления при работе. В первую очередь это алюминий, медь, бронза и латунь.
Сварочные электроды
Процесс сварки металлов стал одним из основных процессов при создании металлоконструкций, ремонте металлических деталей и прочих операциях. Это достаточно сложный технологический процесс, который требует наличия специального оборудования. Сварочные электроды являются при этом основным расходным материалом. С их помощью и создается шов, который соединяет части металла, образуя неразъемное соединенные. Они расплавляются, образуя молекулярную взаимосвязь одной части с другой, поэтому, для каждой операции нужно подбирать свою разновидность, отвечающую нужным технологическим параметрам.
Сварочные электроды могут пригодиться как в промышленности, так и в частной сфере. Существует масса аппаратов для домашнего использования, причем сами расходные материалы используются в обоих случаях одинаковые, главное правильно их выбирать. Эти вещи используются для:
- Соединения отдельных металлических деталей;
- Ремонта оборудования;
- Заваривания трещин;
- Наплавки металла на износившиеся части;
- Резки металла.
В зависимости от того для чего нужны электроды, они могут отличаться по толщине, материалу изготовления, покрытию и другим параметрам.

Благодаря тому, что сейчас производится огромная масса их разновидностей, единую классификацию сделать достаточно сложно, поэтому, можно вывести основные параметры, по которым и определяют отличия. Стоит отдельно выделить:
- неметаллические, к которым относятся только неплавкие электроды из угля или графита;
- Металлические неплавящиеся, такие как итророванные, лантанированные, торированные и самые распространенные – вольфрамовые;
- Металлические плавящиеся без покрытия, которые зачастую выглядят как обыкновенная длинная проволока, сейчас применяются редко и в основном для сварки в защитных газах, которые и компенсируют недостаток покрытия;
- Металлические плавящиеся с покрытием – самый распространенный тип. Сюда относятся чугунные, стальные, медные, бронзовые, алюминиевые, нержавеющие и прочие сварочные электроды.
Стальные являются особенно большим ответвлением, благодаря наличию множества подвидов с разнообразными легирующими свойствами. По распространенности с ними могут сравниться только чугунные, у которых не так много видов, но которые широко используются в промышленности. Среди видов покрытия также имеется большое разнообразие, так что все это заслуживает отдельной квалификации.

Виды сварочных электродов
Устройство сварочного электродаНесмотря на то, что область применения сварочных электродов может быть различной, их устройство практически всегда одинаковое. Все они состоят из таких основных элементов как:
- Стержень (металлический или неметаллический);
- Покрытие (в редких случаях может отсутствовать);
- Контактный торец без покрытия.
Стержень является основной частью, которая обеспечивает дополнительный металл, что нужен для соединения отдельных частей. При воздействии высокой температуры он расплавляется, заполняя собой емкость сварочной ванны. Чем больше его состав соответствует тому, с металлом которого его используют, тем выше качества шва.
Покрытие создает защитную среду во время сварки. Благодаря этому в ванну не попадают лишние предметы. Подбор покрытия также зависит от условий сварки и материала, с которым будет вестись работа, так что к выбору стоит отнестись очень ответственно.
Контактный торец служит для зажигания дуги, поэтому он и не имеет покрытия. Допускается небольшое откалывание частей покрытия на этом участке, так как это одно из самых уязвимых мест.
Устройство сварочного электрода
Принцип работы электрода для сваркиСварочные электроды зажигаются с контактного конца, где появляется электрическая дуга, расплавляющая под действием высокой температуры сам стержень, а также окружающее его пространство в металлических заготовках. Таким образом, в месте образования электрической дуги образуется ванна из расплавленного металла. Чтобы сделать шов и соединить две части заготовки, сварщик должен перемещать спиралевидными движениями, для лучшей связи вещества, ванну по контуру, где должен проходить шов. Благодаря этому, пик температуры будет смещаться, расплавляя еще несоединенные элементы, а то место, где уже ванна бала заполнена металлом, остывает, образуя неразъемное соединения.
ПокрытияЭлектроды для сварки имеют несколько видов покрытий, отличающиеся по своему составу и свойствам. Основными из них являются:
- Кислое, состоящее из оксида железа, марганца и кремния. При использовании его на металле могут образовываться трещины, когда тот находится в горячем состоянии. При этом шов будет защищен от образования пор, что иногда является более важным моментом. Они хорошо работают даже на ржавом металле.
- Рутиловое, состоящее из диоксида титана, или рутилового концентрата. В данном случае образование трещин становится еще более вероятным. Металл при сварке практически не разбрызгивается и полностью входит в шов. Здесь также нет проблем с образовавшейся ржавчиной, так как она не влияет на образование шва.
- Ильменитовое, свойства которого являются средним значением между рутиловым и кислым.
- Основное, состоящее из карбонатов и фтористых соединений. Это покрытие придает пластичности металлу, а также делает его вязким при механических ударах. Шов получается стойкий к появлению трещин, но если на поверхности будет ржавчина и прочие посторонние предметы, то внутри могут появляться поры и прочие негативные элементы.
- Целлюлозное, в состав которого входит до 50% органических элементов, что обеспечивает высокое содержание водорода. Валик шва получается достаточно плотным, что отлично подходит для проведения вертикальной сварки.
Покрытие электродов для сварки
Сварочные электроды-маркировка и значениеВсе сварочные электроды имеют свою особую маркировку. За буквами и цифрами скрываются свойства материала, что помогает определиться с выбором и понять, какие именно материалы перед вами находятся. Понять принцип легче всего на примере. Сварочные электроды с маркировкой Э46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 означают, что:
- Э-46 – тип изделия. В данном случае предназначается для сварки низкоуглеродистых и углеродистых сталей. Предел прочности при разрыве равняется 46 кгс/мм 2 .
- ЛЭ3АНО-21 – марка электрода.
- У – назначение. Используется для сварки низкоуглеродистых и углеродистых сталей пределом прочности на растяжение до 588 МПа (60 кгс/мм 2 ).
- Д – коэффициент толщины покрытия. Толстое 1,45-1,8.
- Е – обозначение наличия покрытия.
- 43 – предел прочности во время растяжения, который здесь достигает 430 МПа (44 кгс/мм 2 ).
- 1 – удлинение относительное – 20%.
- (3) – минимальное значение температуры, которая еще может оставлять вязкость металла в 34 Дж/см 2 , в данном случае – 20 градусов Цельсия.
- РЦ – целлюлозное покрытие.
- 1 – предназначается для всех положений;
- 3 – можно варить постоянным током обратной полярности и переменным. Холостой ход трансформатора около 50 В.
Сварочные электроды во всем своем разнообразии представлены на рынке очень широко, так что трудно порой сделать правильный выбор. Следует обозначить главные критерии, на которые стоит обращать внимание. В первую очередь это материал. Ведь материал электрода должен полностью соответствовать тому, с чем он сваривается. Теоретически сварить чугун электродом из нержавеющей стали, а также наоборот, вполне возможно, но высоким качеством это все не будет отличаться. Чем большая идентичность материала, тем лучше будет держаться шов.
Толщина электрода определяется оборудованием, на котором будут вестись работа, а также глубиной пролегания шва. Дело в том, что современные компактные аппараты могут работать, в среднем, с электродами толщиной до 3 мм. Поэтому, покупать более крупные не имеет смысла. Для промышленных аппаратов нет таких ограничений и они могут работать со всеми параметрами. Чем глубже нужно сделать шов, тем большей толщиной должен обладать электрод.
Сварочные электроды еще отличаются по сфере применения. Ведь есть не только стандартные плавкие, но и неплавкие, которые используются для резки металлов. Отдельным видом являются материалы для наплавки, что заполняют недостаток металла в различных частях машин. Твердосплавные электроды для наплавки также подбираются по материалу, для максимального соответствия.
Покрытие электродов для сварки
Электроды используются для сварки металлических изделий. Для каждого сорта металла стараются подбирать такие расходные материалы, стержень которых будет схожим по составу с заготовкой. Это благотворно влияет на качество, так как шов получает одинаковую структуру, что повышает его крепость. Но это не единственный фактор, который определяет выбор. Обмазка электродов также является весомым параметром, так как от того, насколько она справляется со своими задачами, будет зависеть надежность последующей эксплуатации. Основными функциями являются защита сварочной ванны от негативного воздействия внешних факторов, а также поддержание стабильного горения дуги. Некоторые из вариантов даже обеспечивают такие условия, что можно варить по ржавой поверхности без значительного ухудшения качества соединения.

Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.

Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.

Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.

Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.

Сварочные электроды используют для создания металлоконструкций, соединения и ремонта металлических деталей. Они формируют сварочный шов, который связывает элементы между собой. Правильный выбор электродов является одним из ключевых факторов, определяющих надежность и качество шва.
Всего известно более 200 видов сварочных электродов. Около половины из них разработаны специально для ручной сварки. О типах электродов, их основных характеристиках и правилах выбора, читайте в нашем материале.
Устройство сварочных электродов
Вместе с современными видами сварки, такими как MIG/MAG, TIG, появился большой выбор расходных материалов. Однако основными все еще являются плавкие штучные электроды для ручной сварки (MMA). И это вполне логично, так как сварка стала доступна на фоне снижения цен на компактное оборудование для нее. Правда, разнообразие сварочных электродов нередко заставляет задуматься даже специалистов в данной сфере.

Нужно понимать, что большую часть особенностей стержней далеко не всегда нужно учитывать. Так, обработку железных заготовок переменным током можно осуществлять электродами, предназначенными для соединения нержавеющей стали постоянным током. Однако неправильное применение расходников негативно отражается на качестве шва, а также вероятны значительные сложности во время проведения работ. А значит, перед тем как использовать оборудование, важно выбрать подходящий для него вид сварочных электродов. Также последний должен соответствовать обрабатываемому металлу.
Стержень имеет простую структуру и представляет собой прут из электропроводного материала с обмазкой. Он обеспечивает электрический контакт анода с катодом, поддерживая электрическую дугу, если речь идет о плавком электроде, и выступает в роли источника металла для шва. Обмазка или покрытие сварочных электродов формирует при горении облако газа, который защищает горячий металл от окисления. Компоненты покрытия нередко обеспечивают стабильное горение дуги, облегчают ее розжиг и влияют на характеристики металла шва.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При работе с покрытыми сварочными электродами сгорание обмазки приводит к появлению на поверхности сварочной ванны защитной пленки из шлака. Дело в том, что последний достаточно легкий и перекрывает доступ воздуха к горячему жидкому металлу. Если шов формируется поэтапно, нужно удалять шлак перед каждым проходом, чтобы его частицы не оказались внутри соединения. В противном случае пострадает прочность. От шлака избавляются и после завершения работ, что наиболее важно для дальнейшего нанесения краски на изделие.
Принято выделять такие виды ручной сварки с использованием плавкого стержня: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.
В первом случае анод и катод меняются местами с частотой питающей сети, а дуга оказывается нестабильна. Поэтому сварщик должен обладать значительным опытом и применять подходящие электроды. Среди достоинств данного подхода отмечают минимальное магнитное отдувание дуги. Речь идет об отклонении дуги в сторону под влиянием электромагнитных сил, которые возникают в обрабатываемых заготовках. Обычно эта особенность не играет существенной роли, однако при формировании стыковых и угловых швов она значительно упрощает задачу сварщика.
Также переменный ток подходит для соединения деталей из сплавов на основе алюминия. Несмотря на то, что оптимальный результат обеспечивает обработка алюминия TIG-методом в аргоновой среде, в продаже есть и марки сварочных электродов по алюминию для MMA-сварки. В этом случае отсутствует защитная газовая среда, рекомендуется использовать переменный ток. Однако обработка данного металла при помощи простой ручной сварки достаточно сложная, поэтому специалисту требуется значительный опыт и навыки.
Во время работы с постоянным током важно помнить, что анод, то есть плюс, испытывает больший нагрев, чем минус. Поэтому ток прямой полярности, когда плюс подведен к детали, а минус – к электроду, позволяет сваривать толстостенные элементы и резать металл. Обратную полярность используют для тонкостенных заготовок и материалов, для которых опасны чрезмерные температуры. При прямой и обратной полярности дуга имеет разную форму, также во втором случае пятно ее контакта с изделием отличается меньшей площадью. Поэтому при работе с постоянным током обратной полярности обеспечивается большая глубина проплавления в сочетании с меньшей площадью сварочной ванны и достаточно тонким швом.
Типы сварочных электродов
Сварочные электроды имеют разные покрытия, которые влияют на характеристики и сферу использования. Чаще всего специалисты используют рутиловое и основное покрытие.

Рутиловое покрытие
Отлично зажигается даже в условиях невысокого напряжения холостого хода агрегата. Немаловажно, что подобные сварочные электроды дают мало брызг, обеспечивают ровный непористый шов. Благодаря данной обмазке можно варить детали с ржавчиной, а продукты ее горения являются наименее токсичными. Однако рутиловое покрытие имеет и минусы, главным из которых является высокая вероятность образования трещин на шве и большое количество шлака, который плохо удаляется. Эти электроды применяют для сварки низкоуглеродистого металла постоянным и переменным током.
Расходники с рутиловым покрытием подходят неопытным специалистам. Кроме того, их в большинстве случаев используют для сварки в бытовых условиях, например, при изготовлении ворот, дверей, решеток. В этом случае применяют сталь СТ3 и стержни с рутиловым покрытием. Выделяют несколько марок электродов данного вида: АНО4, АНО6, АНО21, АНО 26, «Монолит», «Арсенал», «Гранит», МР-3, ОК 46.00. Подобные стержни отличаются тем, что легче ловят дугу, образуют мало брызг, могут применяться как для сварки, так и для прихвата. Они обеспечивают горение при разной длине дуги, что наиболее важно для тех, кто только учится варить. Работы могут вестись постоянным (DC) или переменным током (АС).
Электроды с основным покрытием
Созданы для формирования швов высокой прочности, которые хорошо справляются с ударными нагрузками. Подобные соединения стойкие к появлению трещин, однако получаются пористыми при несоблюдении параметров сварки. Также нужно понимать, что для уверенного розжига данных дуговых сварочных электродов необходимо высокое напряжение холостого хода сварочного аппарата. Варить ими рекомендуется постоянным током обратной полярности.
Поскольку такие расходники обеспечивают повышенное качество и эластичность швов, их используют при сборке несущих конструкций, выдерживающих значительные силовые нагрузки. Кроме того, стержень с основным покрытием задействуется во время сварки высокоуглеродистой стали. Речь идет о таких марках стержней: УОНИИ 13/45, УОНИИ 13/55, УОНИИ 13/65 российского производства и ОК 48.00, ОК 53.70, Lb52U зарубежных фирм.
Еще один вариант покрытия, который также можно встретить на электродах – кислое. По своим характеристикам оно напоминает рутиловое, однако при горении выделяет высокотоксичные вещества. За счет электродов с кислым покрытием металл в сварной ванне становится тягучим. Однако от этого типа стоит отказаться при проведении работ в замкнутом пространстве. Нужно учитывать, что сварка сопровождается обильным формированием шлака, от которого легко избавиться.
Также существует целлюлозное покрытие, напоминающее основное. Оно применяется, когда швы должны быть устойчивыми к ударам. Либо подобные расходники выбирают для вертикальных соединений.
И последний вид – ильменитовое покрытие, которое является промежуточным вариантом между рутиловыми и основными.
Основные характеристики электродов
Род тока
Данный параметр подбирают на основании характеристик сварочного аппарата. Для работы со сварочным трансформатором не могут использоваться электроды, которые предназначены исключительно для сварки постоянным током. Тогда как выпрямители позволяют покупать стержни в соответствии с конкретной задачей.

Диаметр
Эта характеристика сварочных электродов зависит от толщины обрабатываемых изделий и параметров применяемого оборудования. Обычно на коробке со стержнями предусмотрена таблица соответствия токов и диаметров. При ее отсутствии стоит обратиться к усредненным данным.
Ориентировочная таблица соответствий токов сварки:
| Диаметр электрода | Толщина заготовки | Сварочный ток |
|---|---|---|
| 1,6 | 1-2 | 25–50 |
| 2 | 2-3 | 40–80 |
| 3 | 3-4 | 80–160 |
| 4 | 4–6 | 120–200 |
| 5 | 6–8 | 180–250 |
| 6 | 10–24 | 220–320 |
В первую очередь, при выборе диаметра электрода нужно учитывать не сварочный ток, а возможности оборудования. Если аппарат позволяет применять стержни до 4 мм, то при соединении заготовок, толщина которых превышает 10 мм, придется работать с электродами диаметром 4 мм. Чтобы добиться желаемого результата, просто потребуется больше времени и несколько проходов. Специалисты не рекомендуют использовать расходники, которые не предусмотрены руководством по эксплуатации аппарата, так как последний не сможет обеспечить необходимую силу тока для создания дуги. В итоге сварка окажется невозможной.
Назначение
Здесь важно учитывать материал заготовок, которые планируется сваривать. Хотя можно использовать электроды и для других металлов, нужно понимать, что в таком случае материал шва и деталей будет иметь разные свойства. А значит, в наиболее ответственных ситуациях стоит позаботиться о покупке подходящих электродов.
Для швов, которые в процессе эксплуатации изделия будут подвергаться сжатию/растяжению, ударным нагрузкам, важно учитывать показатели прочности и пластичности электродов. К ним относятся временное сопротивление, относительное удлинение, ударная вязкость, предел текучести. Если говорить точнее, то названные характеристики свариваемых деталей и расходников должны быть близки друг к другу. Стоит оговориться, что данные показатели описывают не материал сварочного электрода, а металл шва. Стержень может иметь иные качества, поэтому его слишком высокая пластичность не будет проблемой при необходимости сформировать упругое соединение.
Временное сопротивление
Обозначают как статический предел прочности. Данный показатель определяет, какое усилие способно привести к разрушению изделия.
Относительное удлинение
Позволяет понять, как сильно растянется металл детали перед разрушением.
Предел текучести
Запускает деформацию детали.
Ударная вязкость
Другими словами устойчивость металла к ударам. Если данный показатель электрода меньше, чем у заготовок, ударные нагрузки приведут к разлому по шву.
Советы по выбору электродов
Еще одной важной характеристикой при выборе стержней является рекомендуемое положение сварки. Дело в том, что некоторые сварочные электроды не подходят для работ сверху вниз, так как ванна заполняется стекающим шлаком. Если нужно варить в этом направлении, подберите подходящие стержни.

Некоторые электроды требуют обработки перед использованием – их в течение определенного отрезка времени выдерживают при +190…+300 °C. Не имея возможности создать подобные условия, нужно быть готовым к сложностям во время сварки, особенно на начальном этапе.
Еще одним важным фактором является вес упаковки электродов, так как цену принято писать за коробку. Тогда как в ней бывает от 100 г до 5 кг расходников и даже больше.
Стальные и другие сварочные электроды преимущественно боятся влаги. Работать с влажными стержнями гораздо труднее, ведь им нужно время на прогрев и просыхание. Пока они не придут в необходимое состояние, не избежать залипаний и потери дуги. Поэтому стоит покупать расходники там, где для них создают нормальные условия хранения. Обязательно осматривайте упаковку, чтобы убедиться в отсутствии повреждений на пленке и следов влаги на картоне. Влажные электроды допускается сушить в духовке, но лучше изначально отказаться от подобного товара.
Для работы с тонколистовыми металлами стоит использовать обратную полярность – таким образом проще избежать прожигания материала. Тогда как толстые заготовки варят на прямой полярности.

При выборе ручных сварочных электродов необходимо учитывать цель сварки, поскольку в некоторых случаях шов должен отвечать строгим нормам. Так, важно, чтобы печь-каменка, твердотопливный котел справлялись с перепадами температур. Во время создания конструкций для изготовления бетонных изделий требуется стойкость к вибрации. В большинстве случаев необходима устойчивость шва к силовым нагрузкам, что наиболее актуально для несущих конструкций. В каждой из перечисленных ситуаций нужны стержни с особыми характеристиками, которые достигаются за счет обмазки.
Это все основные правила выбора качественных сварочных электродов. Но чтобы разобраться во всех тонкостях, нужно немало времени, ведь выбор подобных расходников ежегодно увеличивается, а сварщики постоянно совершают открытия в своей профессиональной области.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: