Устройство горелки полуавтомата сварочного
Обновлено: 19.09.2024
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.

Газовая горелка для сварочного полуавтомата
Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.

Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.

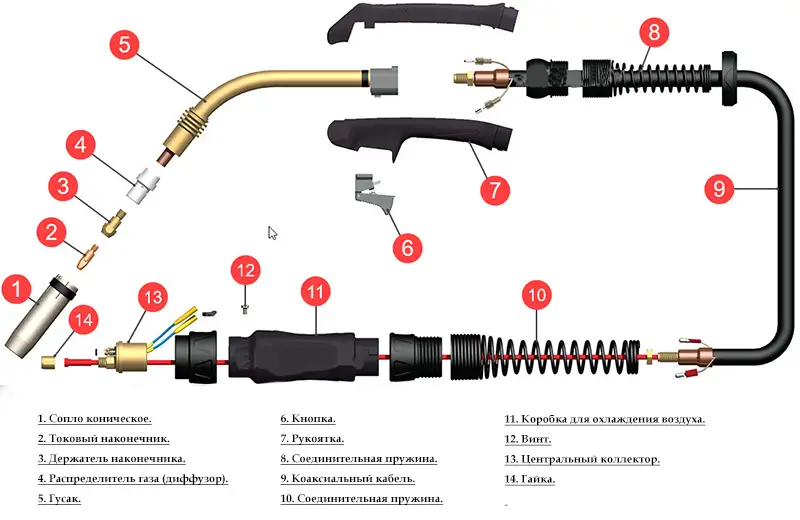
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.

Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Все о TIG-горелках

Знать всё о TIG-горелках необходимо любому сварщику. Требуется изучить особенности горелок для инвертора, сварочных вентильных и аргоновых моделей с евроразъёмом. Внимание необходимо обращать на продукцию фирмы «Сварог» и других производителей горелок.
Что это такое?
TIG-горелка — это устройство для сварки, подсоединяемое к сварочному аппарату. Процесс работы подразумевает подачу тока определённой величины. Обрабатываемый фрагмент прикрывается химически нейтральным газом, поэтому вероятность окисления сводится к нулю. Общий принцип не зависит от конкретной марки и даже модели. По умолчанию набор поставки включает так называемый шлейф (аргоновый шланг и кабель для передачи тока), но изредка встречаются модели без шлейфа – этот момент надо уточнять дополнительно.
Современные горелки:
отличаются качеством и надёжностью;
рассчитаны на эксплуатацию при очень высокой температуре;
могут подвергаться мощной электрической нагрузке, несмотря на скромную массу;



Сварка при помощи аргонного облака может производиться:
в частично автоматизированном режиме;
при полной автоматизации.
Разумеется, чем выше степень автоматизации, тем сложнее устроена конкретная сварочная горелка. Даже самые простые версии успешно держат электрод и подкачивают газ. Подобные устройства могут использовать водяной отвод тепла. Но это требует дополнительного оснащения.
Поэтому гораздо чаще встречаются системы с воздушным охлаждением.



Аргоновая горелка может относиться к вентильному типу, когда подача газа инициируется и регулируется при помощи специального крана. Альтернативное решение — использование особой кнопки. Часть конструкций оборудуется обоими средствами управления. Изготовители обычно используют разъёмы для инверторов конкретного типа. Необходимо тщательно заботиться о соответствии.
Трудности иногда возникают, когда горелку приобретают удалённо, так как не всегда в описании указывается её тип. В сложных случаях приходится перепаивать разъёмы. Внимание надо обращать на длину шлейфа. Чаще всего она составляет 4 м, изредка – 8 м. Другие длины встречаются крайне редко.
Системы с естественным отводом тепла пригодны лишь для коротких швов. Важным условием для их эксплуатации является использование тока максимум 200 А. Нарушение таких правил может приводить к чрезмерному разогреву. Жидкостное охлаждение помогает сварить очень длинный шов.
Сила тока при этом практически не ограничена.


Вентильная подача газа считается наиболее простым решением. Откручивание вентиля не вызывает никаких проблем. Многие такие модели пригодны для работы только с инвертором. Зажигание дуги инициируется обстукиванием проволоки о поверхность сварочного изделия. Вентильными горелками нельзя варить алюминий.
Модели с кнопочным управлением куда совершеннее. Переключатель чаще всего имеет несколько позиций, отвечающих за отдельные функции:
запуск сварочной дуги.
Подобные решения позволяют упростить использование и улучшают качество создаваемых швов. Устройства с вентилями и кнопками одновременно встречаются нечасто. Для начинающих пользователей они откровенно неудобны. Однако многие опытные сварщики предпочитают именно такую технику.
Её ценят за максимально широкие возможности регулирования.
Некоторые горелки оснащаются евроразъёмом. Это решение облегчает подключение модели. Однако стоимость его существенно выше, чем в модификациях со штекером. Основная область применения — профессиональная сварка в больших объёмах. Разница может касаться и того, как подаётся проволока для полуавтомата или для ручного сварочного аппарата.
Толкающий вариант подразумевает проталкивание проволоки сквозь специальный отсек. Тянущее исполнение — это протягивание присадки через особый канал внутри держателя. Ещё стоит предусматривать деление горелок:
по величине (мелкая, обычная, крупная);
жёсткому или гибкому гусаку;
степени наклона электрода;
виду подключения к сварочному рукаву;
исполнению концевика на рукаве.


Комплектующие
Популярные расходники:
аэрозоли с антипригарным эффектом;
спирали для сопел;
фиксаторы этих наконечников;
направляющие детали специального канала.
Достаточно часто используется стеклянное сопло для TIG-горелки. Продвинутые конструкции такого рода уменьшают расходование газа и позволяют работать даже в труднодоступных местах. Специальное стекло очень стойко к нагреву и служит достаточно долго. Газовая линза — это держатель цангового элемента. Разрядник для поджига можно сделать даже своими руками, используя в качестве основы промышленные устройства с рабочим напряжением от 900 до 1300 В.
Популярные модели
Востребованностью отличается Fubag TIG 17 DX25. Это современная вентильная горелка. Длина её шлейфа составляет 4 м. Прочие технические параметры:
ток не более 140 А;
охлаждение потоком воздуха;
длительность подключения не более 35% от общего времени работы.
Альтернативой можно считать FB TIG 18 от того же производителя. Шлейф этой горелки также достигает 4 м в длину. Такая модель рассчитана уже на силу тока до 320 А.
Благодаря жидкостному отводу тепла можно гарантировать включение до 100% времени.


Из продукции других марок обращает на себя внимание FoxWeld SRT-17V. Такая горелка также имеет четырёхметровый шлейф. Управление производится с помощью вентиля (кнопка не предусматривается). Наибольшая сила тока — 140 А. При переменном токе она уменьшается до 125 А, и надо учесть, что сечение электрода может составлять от 1 до 2,4 мм.
Что касается изделий популярной марки «Сварог», то среди них выделяется TECH TS 9. У этой горелки также четырёхметровый шлейф. Она рассчитана на силу тока 110 А. При этом сечение электрода составляет от 1 до 1,6 мм.
Длительность включения в сеть составляет не более 35% времени.


Существенно отличаются возможности устройства TS 26. Данная горелка оснащается уже шлейфом длиной 8 м. На неё можно подавать ток силой до 180 А. Допустимое сечение электрода 1-4 мм. Общая масса изделия составляет 4,8 кг.
Завершить обзор уместно на горелочном устройстве Kemppi FLEXLITE TX 165 G S 16M. На него возможно подавать ток до 160 А. С помощью такой модели возможно использовать электроды сечением не более 2,4 мм (из вольфрама). Охлаждение производится воздухом.
Предусмотрено наличие разъёма с 7 контактами; протяжённость шлейфа составляет 16 м.


Рекомендации по использованию
Перед подключением TIG-горелки на открытом воздухе требуется обеспечить защиту от ветрового потока. Большое значение имеет грамотная подготовка рабочей поверхности. Вести горелку под острым углом недопустимо — это сильно затруднит работу. В точке, где зажгли электрическую дугу, образуется отметка, которую придётся вычищать. Постоянный ток позволяет работать экономичнее и проваривать более глубокие швы.
На переменном токе темп работы будет меньше. Зато сменяться плюс и минус будут автоматически. Чтобы ускорить очистку от плёнки оксидов, необходимо подавать сильный ток обратной полярности. При использовании осцилляторов их питают током с напряжением 6 В. Вольфрамовые рабочие стержни предварительно затачивают.
Установка заточенных электродов на горелку производится с помощью цангового зажима. Оптимальный минутный расход аргона — 13 л. Опытные сварщики могут подбирать его индивидуально. Крепление массы производится либо на заготовке, либо на рабочем столе.
Работать надо так, чтобы от кончика электрода до обрабатываемой поверхности было минимум 0,3 см.
О том, как выбрать TIG - горелку, вы можете узнать из видео ниже.
Ремонт сварочных полуавтоматов
Сварочный полуавтомат является довольно сложным техническим агрегатом. Поэтому для того, чтобы заниматься его ремонтом своими руками в случае возникновения каких-либо неполадок, следует очень хорошо знать устройство и принцип работы как аппарата в целом, так и каждого отдельного элемента. И первым делом нужно уметь правильно определиться с дефектом и его причиной.

Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.
Владельцу и пользователю сварочного аппарата полуавтоматического типа должны быть известны основные составные части этого агрегата.
Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.


Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.

Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.
Ещё одной частой неисправностью сварочных полуавтоматов является перегрев.
Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.
Но всё же знание того, каким образом производится диагностика электронной части агрегата с целью выявления неисправностей, будет полезно пользователю.
Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Если причина неисправности в плате управления, то испорченная деталь обязательно обнаружится.


В заключение можно заменить подозрительные элементы схемы и поменять термостойкое покрытие радиаторов охлаждения полупроводников.
Только хорошо отлаженное сварочное оборудование способно стабильно работать без серьёзных поломок. А несложные проблемы можно решить самостоятельно. Стоит отметить, что часто одни и те же неисправности со сварочным полуавтоматом могут возникнуть как по механическим, так и по электронным причинам. Именно поэтому диагностирование неисправностей и выявление их причин иногда может затянуться. Причём сам ремонт обычно занимает совсем немного времени.


Как отремонтировать?
Прежде чем начинать диагностику и ремонт сварочных полуавтоматов, следует позаботиться о мерах безопасности, необходимых при работе с электрооборудованием. Основное правило при этом – полное обесточивание аппарата с видимым разрывом соединения с источником электропитания. Кроме этого, необходимо подготовить инструменты для работы, в том числе аппаратуру для тестирования электронных деталей и расходный материал, например, изоляционную ленту, термопасту, имеющиеся запасные части и детали.
А также нужно быть готовым к возможным затратам по приобретению и других материалов и запчастей, так как заранее предусмотреть состояние неисправного аппарата крайне сложно.
Как уже упоминалось ранее, сначала следует заняться мероприятиями по диагностике и устранению возможных причин неисправностей в механической части оборудования. Для этого осматривается сварочный аппарат, очищаются и подтягиваются все контакты, болтовые и винтовые соединения, восстанавливается изоляция. Нужно понимать, что большинство проблем возникает из-за ослабленных и загрязнённых контактов в электрических соединениях. В этом кроются и перегревы оборудования, и нестабильная дуга или полное её отсутствие, и повышенное гудение аппарата.

К перегреву сварочного агрегата зачастую приводят нарушения его эксплуатации: превышение допустимых значений сварочного тока и времени беспрерывной работы. В результате этого быстро изнашиваются детали. Изношенные части оборудования следует своевременно заменить, а величину сварочного тока отрегулировать согласно инструкции.
Проблемы с механизмом подачи проволоки решаются в соответствии с причинами. Если стёрся канал или же он слишком узкий, то его полностью меняют на новый. Это выполняют так: новым каналом просто выталкивают неисправный. Выходит, что одновременно производится и демонтаж старого канала, и монтаж новой линии подачи проволоки. Только нужно подобрать подходящий канал (и по длине, и по диаметру), который внутри должен быть гладким.
Если неисправен натяжной механизм или стёрлись ролики, выполняется регулировка натяжения и замена роликов.
Ремонт регулятора величины сварочного тока заключается в разборке механизма, очистке его от пыли и грязи, извлечении посторонних предметов, подтяжке клемм и замене изоляции. Бывает, что регулятор не работает по причине выхода из зацепления стержня вращающейся ручки. В этом случае зацепление нужно восстановить.
Электронная плата управления очищается от пыли и загрязнений, неисправные детали заменяются на запасные или приобретённые в магазине электронных товаров и запчастей. При коротких замыканиях в катушках, кабеле, проводах, трансформаторе следует принять меры по изолированию оголённых участков обмоток (или полной замене неисправных элементов), кабельных жил и проводов.
Меры профилактики
Чтобы избежать многих поломок сварочного полуавтомата, ему необходим надлежащий уход и правильная эксплуатация. Аппарат нередко работает в тяжёлых условиях (повышенная влажность помещения, запылённость или задымлённость рабочей зоны, низкая или, наоборот, высокая температура воздуха, продолжительные сварочные работы с короткими паузами и так далее). Всё это приводит к уменьшению сроков безотказной работы агрегата.
Специалисты и производители сварочного оборудования рекомендуют оптимальные сроки проведения профилактических мероприятий с аппаратами, нацеленные на предупреждение наиболее распространённых неисправностей.
Необходимо не реже 1 раза в месяц производить технический осмотр всего оборудования, включая в это мероприятие не только выявление очевидных (или возможных) неисправностей или нарушений с оборудованием, но и следующие работы:
- обязательную очистку и подтяжку клеммных колодок, контактов, винтов и зажимов;
- замену подгоревшей изоляции проводов и кабелей;
- обдув воздухом или инертным газом под давлением внутренних и внешних устройств с целью удаления пыли и других сухих загрязнений;
- очистку нейтральным растворителем электронной платы управления;
- проверку правильности работы вентилятора и холодильников.

Кроме того, 1 раз в год агрегат следует полностью разобрать, тщательно очистить от любых загрязнений, произвести полную диагностику деталей с заменой ненадёжных или подозрительных элементов, а также очистить двигатель вентилятора и смазать его подшипники.
Но самой эффективной профилактической мерой будет являться выполнение всех предписанных производителем правил эксплуатации, ухода и хранения сварочного агрегата.
Как делать ремонт полавтоматического сварочного аппарата ТЕМП 059М смотрите далее.
Характеристики и выбор горелок для сварочного полуавтомата
Сварочный полуавтомат имеет горелку. Это сложная конструкция, работа которой напрямую влияет на производительность сварочных работ. Характеристики горелок разные и зависят от вида сварки. В данной статье речь пойдёт об устройстве, принципе работы, видах, лучших брендах, а также о критериях выбора горелки для сварочного полуавтомата.


Устройство и принцип работы
Горелка для сварочного полуавтомата с углекислотой имеет непростое строение. Основными элементами являются:
- сопло;
- держатель;
- изолятор;
- наконечник;
- втулка для изоляции;
- основание с рукояткой.
Для изготовления сопла и наконечника используют разные материалы. Чаще всего применяют медь. Детали из вольфрама отличаются высоким сроком эксплуатации.
Рукоятку делают из прочного материала, который обеспечивает безопасность работы во время контакта с электрическим током. Элемент также имеет специальную кнопку. Она активирует перемещение защитного газа перед розжигом.
Для соединения рукоятки и сварочного агрегата используется подающий рукав. В его конструкцию входят следующие детали:
- кабель питания;
- винтовой канал перемещения головки;
- канал перемещения материалов защиты;
- евроразъём для подключения полуавтомата с подающим механизмом.


Длина подающего рукава — 2-7 метров. Она зависит от вида сварки и условий работы.
Принцип работы устройства для полуавтоматической сварки происходит по такой схеме.
- Устройство подносят к металлу на расстояние образования дуги.
- Перед стартом розжига защитный газ перемещается в рабочую зону сварки.
- Напряжение передаётся на наконечник, а затем на электродную спираль.
- Происходит расплавление проволоки. Капли и газ перемещаются в сварочную ванну.
- Горелку перемещают над местом обработки металла для создания сварочного шва.
При работе рекомендуется использовать специальный антипригарный спрей или пасту. Вещества препятствуют налипанию окалины, защищают шовную зону.
Защитные аэрозоли также увеличивают срок службы всех основных элементов горелки.
Обзор видов
Существует множество моделей горелок для полуавтоматов. Основные виды горелок различают по таким характеристикам.
По типу охлаждения
Есть два вида: воздушный и водяной. Горелки с воздушным охлаждением предназначены для сварочных работ короткими швами. Водяной тип актуален для сварки протяжёнными швами.
По типу управления
Различают 3 разновидности горелок.
- Кнопочные. Работа кнопочным устройством происходит за счёт нажатия кнопки на рукоятке. Клавиша зажимается, дуга разжигается и идёт газ.
- Вентильные. Регулировка подачи газа осуществляется путём откручивания и закручивания специального вентиля.
- Универсальные.


По способу подключения
Подключение может быть нескольких видов: с помощью штекера и евроразъёма. При подключении штекером увеличивается длина рукава. Горелки с евроразъёмом имеют облегчённое подключение, но стоят дороже и используются в профессиональных моделях.
Также устройства разделяют по типу подающего механизма. Каждый вид характеризуется своим методом подачи электродной проволоки в рабочую зону.
Первый вариант подачи – толкающий. Работа основывается на проталкивании проволоки к горелке через отсек в основании сварочного агрегата.
Второй – тянущий – метод подаёт присадочную проволоку по каналу, расположенному в держателе.


Рано или поздно все детали горелки приходят в негодность. Для быстрой замены деталей необходимо иметь запасные комплектующие.
К расходникам устройства относятся:
- держатели для сопла;
- гусаки;
- спирали к соплу;
- направляющие канала – их длина варьируется от 3 до 5 метров;
- антипригарный аэрозоль для защиты оборудования и швов от капель металла и окалин;
- токовые наконечники и держатели для них;
- диффузор.


Популярные бренды
Обзор топовых изготовителей открывает горелка Сварог PRO MS 15 ICT2095-sv001. Её характеристики:
- кнопочное управление;
- воздушное охлаждение;
- диаметр проволоки — 0,6, 0,8 и 1 мм;
- длина кабеля — 5 м;
- евроразъём;
Горелка используется для сварки типа MIG/MAG.
Горелка Aurora PRO MIG 25 AIR COOL 12027. Характеристики:
- воздушный тип охлаждения;
- наличие евроразъёма;
- диаметр — 0,8 мм, 1,2 мм;
- длина шланга — 5 м;
- максимальный ток — 230 А.
Горелка Сварог TECH MS 15 ICT2099. Характеристики:
- длина — 4 м;
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,6, 0,8, 0,9 мм и 1 мм;
- максимальный ток — 180 А.
Модель Fubag FB 250 3m арт. 38443. Характеристики:
MIG 15AK-4м Viking 95588016. Характеристики модели:
- воздушный тип охлаждения;
- длина кабеля — 4 м;
- диаметр проволоки — 0,6 и 1 мм;
- максимальный ток — 180 А;
- кнопочное управление.
Модель «Кедр» 7150010. Характеристики:
Горелка MIG без евроразъёма для п/а POLO 160 Aurora 19568. Характеристики:
- предназначена для инверторных сварочных полуавтоматов;
- подача газа происходит за счёт работы электромагнитного клапана;
- максимальная сила тока — 150 А;
- длина кабеля — 2,2 м;
- индивидуальный тип разъёма.
Модель Parker SGB3600-50ERBG. Характеристики:
- длина кабеля — 5 м;
- диаметр — 0,8 мм и 1,2 мм;
- евроразъём;
- максимальный ток — 320 А;
- эргономичная ручка;
- высокий срок эксплуатации;
- большой функционал.
Устройство Blue Weld 742402. Характеристики:
- воздушное охлаждение;
- длина кабеля — 2 м;
- диаметр проволоки — 0,6 и 0,9 мм;
- индивидуальный тип разъёма.
Модель используют для сварки сплошной проволокой типа MIG/MAG.
Как выбрать?
Выбор горелки для полуавтоматической сварки зависит от типа работы и условий. Если предполагается простая сварка в обычных условиях, то лучше выбрать модель средней ценовой категории.
По той же причине не стоит покупать модели с евроразъёмом и большой длиной рукава. Их приобретение окупится нескоро. Элементы, которые требуются для замены, достаточно дорогие.


При выборе горелок стоит так же учитывать следующие нюансы.
- Вес. Если сварочные работы выполняются в условиях производства или цеха, то выбор показателя не так важен. Для работ в домашних условиях или в узком пространстве рекомендуется выбирать модели с меньшим весом.
- Размеры. Не следует приобретать модели с большой длиной рукава. Длина должна соответствовать поставленным задачам и условиям. При большой длине могут возникнуть проблемы с удобством, а также при хранении устройства.
- Прочность. Износостойкость материала напрямую влияет на качество работы. Все детали должны быть изготовлены из прочного изоляционного материала. Также должна присутствовать защита от нагрева и поражения электричеством.
- Удобство конструкции и фиксации. Работа сварщика длится примерно от 3 до 5 часов. Эргономичность горелки влияет на комфортабельность эксплуатации и качество швов. От удобства устройства зависит количество времени, которое требуется на очистку и замену деталей.
Существуют модели горелок с клапаном на ручке. Клапан служит для отсечения газа во время сварочных работ. Устройства очень удобны и значительно повышают безопасность.
При покупке горелки нужно потребовать у продавца сертификационные документы.
В противном случае есть риск потерять не только потраченные деньги, но и подвергнуть здоровье сварщика опасности.
Как пользоваться?
Горелка куплена, и встаёт вопрос, как ею правильно пользоваться. Перед началом работ необходимо настроить устройство. Сделать это можно на пробных кусках металла. Старт работы с горелкой начинается с таких действий.
- Зачистить место будущего шва при помощи щётки или шлифовальной машинки.
- Выбрать проволоку необходимой толщины. При ширине обрабатываемой детали между 2 и 10 мм выбирают проволоку диаметром от 1 до 1,5 мм.
- Выставить на сварочном агрегате силу тока. Показатель варьируется в пределах 100-260 ампер.
- Настроить скорость подачи проволоки. Минимальный показатель — 130 м/ч, максимальный — 540 м/ч.
- Отрегулировать скорость подачи газа.
- Проверить герметичность всех подключений и контактов.
- Следить за положением рукава, который не должен изгибаться и лежать кольцами.
Настройка и операции проводят на пробных образцах, чтобы избежать порчи самого оборудования и рабочих деталей.
Некоторые параметры при настройке регулируются исходя из места и условий, где проводятся сварочные работы.
Если требуется сварка алюминиевых изделий, то регулировать скорость подачи проволоки необходимо аккуратно. При работе с алюминиевыми деталями нужно также сменить ролики механизма, которые адаптированы под алюминий. Если этого не сделать, возникнут неполадки в работе подающего механизма и заторы в рукаве.
При сваривании изделий большой толщины не рекомендуется выставлять высокую силу тока. Лучше начать работу с минимальных показателей, постепенно их увеличивая. Таким образом, получится качественный и прочный шов.
Создавая вертикальные швы, необходимо перемещать горелку снизу вверх. Такая работа препятствует неоднородному застыванию и деформации шва. Объём газа для вертикальных швов выставляется на 30% больше, чем при сварке горизонтальных швов.
Обзор горелки для полуавтомата MB 15 AK смотрите далее.
Все, что нужно знать про расходные части на горелки MIG

К нам в магазин часто приходят начинающие сварщики, которые испытывают проблемы с подбором принадлежностей и аксессуаров. Они полны энтузиазма, но далеко не всегда знают, что именно нужно купить. Именно для таких ситуаций мы подготовили это краткое руководство по подбору расходников для горелок MIG. Читайте, выбирайте и варите с удовольствием!
Из чего состоит горелка для полуавтомата
Сама по себе такая горелка — достаточно сложная конструкция. Вникать в нюансы ее строения и заморачиваться с изучением всех деталей мы не рекомендуем. Но основы основ знать все же стоит. На рисунке ниже представлена типовая горелка для MIG сварки в разборе. Изучив его, вы легко поймете, что нужно для сварки и как все это правильно собрать.
Теперь, когда вы примерно представляете, из каких базовых частей состоит каждая горелка, можно перейти к детальному изучению основных расходных частей.
Расходные части к горелке для полуавтомата: какие бывают и для чего нужны

Сейчас мы поговорим именно про расходку, которую приходится периодически покупать и менять всем сварщикам. К самым востребованным деталям относятся:
- . Его главная задача — задавать направление подаваемому газу для создания защитной атмосферы в зоне сварки. Благодаря соплу поток не рассредотачивается в пространстве, а идет направленно на шов. А еще благодаря соплу снижается вероятность попадания воздуха, а значит и не будет реакции с металлом. . Эта деталь — главный помощник сопла. Он помогает равномерно распределять газ, что еще больше повышает эффективность работы. Сразу стоит отметить, что для разных горелок — разные диффузоры. (держатель наконечников). С ее помощью фиксируют диффузор. А еще в нее вкручивают наконечник. Только после этого пара из вставки и наконечника вкручивается в гусак (корпус горелки). . Он отвечает за передачу тока на проволоку. . Его еще называют корпусом. Представляет собой небольшой, несгибаемый элемент, через который проходит и проволока в канале, и электрический ток. . По нему-то как раз и движется проволока. Подбирают его по трем параметрам: тип проволоки, ее диаметр и необходима длина в зависимости от рукава. Для алюминия лучше брать тефлоновые, для остальной проволоки подойдут стальные каналы.
- Держатель сопла. Название говорит за себя само. Эта деталь, кстати, присутствует только на пятнадцатой горелке. Остальным моделям она ни к чему. . Опять же нужна только на 15-ой горелке. Отвечает этот элемент за фиксацию сопла.
- Изолятор. Предотвращает соприкосновение сопла и гусака. Устанавливается только на горелку MIG 450.
Теперь у вас есть вся информация для того, чтобы самостоятельно подобрать расходники для сварки сварочным полуавтоматом. Подробнее о том, как выбирать сами горелки, мы расскажем в следующей статье. А если вы не хотите долго разбираться со всеми этими нюансами, то можете просто обратиться за помощью к специалистам Сварщик бай. Они отлично знают, что нужно выбирать для максимально комфортной работы. Звоните, мы всегда на связи и рады помочь!
Читайте также: