Устройство плазменного сварочного аппарата
Обновлено: 20.09.2024
Плазма – ионизирующийся газ, минимальная температура самопроизвольной ионизации – 5 500 ̊C, при плазменной сварке нагрев происходит до 50 000 ̊C. Анодом выступает электрод, катодом – сопло. Дуга возникает между электродом и соплом, выдувается газом, после чего образуется струя плазмы. Технология чаще применяется для резки металла, реже – для сварки.
Государственный стандарт, задающий уровень качества и параметры процесса
Процессы плазменной сварки регламентируются общим для всех видов ГОСТ 2601-84, введённым в действие в 1985 г. в СССР. Изменён в 1992, переиздан в 1996 году. Государственный стандарт определяет процесс с использованием плазмы, как «сварка плавлением, при которой нагрев производится сжатой дугой».
Национальный стандарт Российской Федерации ГОСТ Р ИСО 5817-2009 устанавливает уровни качества сварных соединений. Там указаны и допустимые отклонения в качестве сварки стали, никеля, титана и их сплавов.
Классификация
По ГОСТ 19521-74 «Сварка металлов. Классификация», принятому в СССР в 1975 году и позднее продлённом, плазменно-лучевая сварка отнесена к классу термических. По направлению движений плазменной струи подразделяется на четыре подвида:
Технология плазменной сварки и классификация дуги по видам действия
По источнику нагрева различают сварку плазменной дугой и струёй. В первом случае дуга зажигается между деталью и неплавящимся электродом, также её называют дугой прямого действия. Во втором – между наконечником плазмотрона и неплавящимся электродом, — это плазменная дуга косвенного действия.
Горелка (плазмотрон) состоит из сопла, где размещён вольфрамовый электрод. Туда подаются защитный газ, охлаждающая, горячая и холодная жидкости. В плазмотроне происходит сжатие дуги, после чего возрастает её мощность. Одновременно с этим подают газ, который ионизируется, нагревается и расширяется в объёме многократно. В передней части сварочной ванны материал расплавляется и перемещается под давлением плазмы вдоль стенок, образуя шов.
Дуговую плазменную струю используют для соединения и резки как электропроводящих материалов, так и диэлектриков – стекла и керамики. Выглядит струя как конус, верхушкой обращённый к расплавляемой поверхности. Тепловая эффективность зависит от силы тока, напряжения, расстояния от сопла до детали и скорости перемещения горелки.
Струёй сваривают как снизу в горизонтальном, так и фронтально в вертикальном положении изделия. Плазмообразующим газом выступают аргон или гелий, одновременно являющиеся защитой от кислорода.
Классификация по мощности тока
В зависимости от силы тока различают три вида:
- Микроплазменная сварка, до 25 ампер. Получила распространение, благодаря свойству нагревать небольшие участки металла. При такой величине изделие не прожигается насквозь.
- На среднем токе, до 150 ампер. Позволяет варить с высокой точностью. Происходит глубокое, но не широкое расплавление материала.
- На большом токе, свыше 150 ампер. Такая мощность образует широкую дугу, которая проплавляет деталь насквозь. Фактически деталь разрезают, а после этого сваривают. Используют для соединения особо прочных металлов: титана, высоколегированных сталей, сплавов с большим содержанием алюминия.
Оборудование и приспособления
В комплект входят:
- источник питания с вертикальной вольтамперной характеристикой;
- плазмотрон (горелка);
- система подачи газа и охлаждающей жидкости;
- устройство для фиксации детали.
Для безопасной работы необходимо устройство приточно-вытяжной вентиляции. Диапазон мощности установок от 20 до 250 ампер, работают от постоянного тока.

Примерная цена инвенторов на Яндекс.маркет
Цена инверторов – от 15 до 500 тысяч рублей. В ценовом сегменте от 300 до 500 тысяч – мощные и многофункциональные установки, которыми режут, сваривают и паяют металл.
Процедура плазменной сварки
При организации работ обязательно соблюдение требований безопасности: проходы между сварочными аппаратами – не менее 1,5 метра, между установкой и стеной – не менее 1 метра. Обязательно выполнение требований правил пожарной безопасности и техники безопасности – защита органов зрения, работа в спецодежде.
Алгоритм действий сварщика состоит:
- из предварительных работ – подготовки оборудования, обезжиривания, зачистки и закрепления детали;
- из выбора режима сварки – в зависимости от толщины металла определяют силу тока, напряжение дуги, скорость сварки, расход защитного и плазмообразующего газа;
- из процесса сварки.
Зазор между соединяемыми плоскостями, если сваривают без присадочной проволоки, устанавливают 0,15 от толщины металла. Если с проволокой, то расстояние между кромками – половина толщины листов.
Диаметр сопла устанавливают в зависимости от силы тока. Перед возбуждением дуги в зону сварки 10-15 секунд подают защитный газ. Включают постоянный ток, зажигают дугу и приступают к плавлению. Рекомендуемое расстояние от сопла до изделия – не более 10 мм. Дуга по мере возможности прерываться не должна, горелка перемещаться стабильно и плавно, колебательными движениями амплитудой 2-3 мм. Не допускается перегрев детали.
Преимущества и недостатки
Список преимуществ этой технологии длинней перечня недостатков:
- стабильность горения, обеспечивающая качество сварных швов;
- сварка без разделки кромок и применения присадочных материалов металла толщиной до 10 мм и толщиной от 0,01 до 0,8 мм на низком токе от 0,1 до 25 ампер;
- напыление любых по плавкости материалов введением в дугу присадочных добавок;
- ограничение зоны перегрева, накаливания;
- низкий расход защитных газов, меньшие термические деформации сравнительно с другими видами сварки;
- резка любых материалов при увеличении силы тока и расхода газа;
- сварка металлов и неметаллов.
- воздействие на персонал электромагнитного излучения инфракрасного и ультрафиолетового диапазона;
- высокие требования к квалификации работника;
- некомфортный уровень шума в ходе работ;
- выделение аэрозольных паров;
- ионизация воздуха в зоне установки.
Интересное видео: аппарат для плазменной сварки и резки, сделанный своими руками
Основные виды аппаратов, применяемые для плазменной сварки. Технические характеристики и особенности
Плазменная сварка – один из наиболее современных видов сварки. Такая сварка осуществляется с помощью плазмы, возникающей в газовой среде при наличии там электрической дуги. Этот процесс включает ионизацию рабочего газа, который под давлением переходит в состояние плазмы.
Особенностью процесса является то, что сварка происходит при очень высокой температуре, достигающей 30 тысяч градусов. Благодаря этому, с помощью плазменной сварки можно сваривать детали большой толщины (до 9 мм) из особо прочных металлов.
Устройство и основные типы аппаратов
В общем случае в состав оборудования для плазменной сварки входят:
- Горелка (плазматрон).
- Источник электропитания (инвертор).
- Баллон с плазмообразующим газом.
- Баллон с защитным газом.
- Система водяного охлаждения.
- Кабель-пакет.
Горелка представляет собой сложное устройство, в котором устанавливается электрод, имеются трубопроводы для подачи газов и охлаждающей жидкости, а также проходит электрический кабель, по которому к электроду подается напряжение питания.

Схема плазменной сварки
Конструкция горелки зависит от мощности аппарата. В аппаратах малой мощности используются горелки с выдвижным катодом, который с помощью кнопки управления может замыкаться на анод-сопло и возбуждать дугу.
Для ручной плазменной сварки используются горелки, которые имеют вид пистолета. Такое устройство удобно держать в руках. Для плазменно-водяной сварки используется горелка в виде пистолета с разрядной камерой и парообразующим устройством.
Для более мощных аппаратов используются горелки с неподвижным катодом. Основные ее части:
Горелки для мощных аппаратов не имеют ручек, поскольку они крепятся непосредственно на манипуляторах или станках для сварки.
В аппаратах в качестве источника питания чаще всего используются инверторы, которые почти полностью вытеснили трансформаторные источники. Современные импульсные преобразователи на IGBT-транзисторах обеспечивают стабильный рабочий ток, который может регулироваться для различных рабочих режимов работы аппарата.

Примерная стоимость инверторов для плазменной сварки на Яндекс.маркет
Для образования плазмы используются воздух, кислород, аргон и азот.
Для защиты ванны сварки применяют инертные газы – азот, аргон, пары спирта или ацетона.
Кабель-пакет предназначен для соединения аппарата с горелкой. В кабель-пакете размещаются:
- шланги для подачи рабочего и защитного газов;
- шланги для подачи и отвода водяного охлаждения;
- провода подачи основного тока;
- провода запуска дуги;
- цепи системы управления.
В бытовых аппаратах к горелке подключаются только цепи подачи тока. Поэтому в этом случае говорят просто о кабеле питания.
Аппараты прямого и косвенного действий
В зависимости от способа горения дуги различают аппараты:
В аппаратах первого вида электрическая дуга возбуждается между электродом и свариваемой деталью. При этом дуга вначале возбуждается при малых токах между соплом и деталью, а после касания плазмой детали образуется основная дуга. Питание дуги может осуществляться как постоянным, так и переменным током. Возбуждение дуги осуществляется, как правило, с помощью дополнительного осциллятора.
При сварке вторым способом источник питания подключается к электроду и соплу горелки. В результате между ними образуется электрическая дуга, а на выходе горелки – струя плазмы. Интенсивность струи регулируется давлением газа. Возникновение мощной плазменной струи объясняется тем, что газ, переходя из одного состояния в другое, расширяется почти в 50 раз. Этот способ менее распространен, хотя он и имеет свои достоинства, а именно:
- обеспечивается устойчивая работа при малых токах;
- уменьшается потребление газа;
- при работе отсутствует разбрызгивание.
Разделение аппаратов по мощности
Аппараты плазменной сварки делятся на виды в зависимости от их мощности. При этом за меру мощности принимают ток сварки в плазменной дуге.
Различают аппараты, работающие:
- на малом токе (до 25 А);
- на среднем токе ( до 150 А);
- на большом токе (свыше 150 А).
Аппараты первого вида (микроплазменные) работают при токах от 100 мА до 25 А. Это относительно простые аппараты, имеющие диаметр сопла от 1,3 до 3 мм, работают на постоянном токе. В качестве рабочего газа такие устройства используют водные растворы спирта или ацетона. Катод в таких аппаратах выполняется из меди с добавлением гафния.
Микроплазменные аппараты могут использоваться как для сварки ювелирных изделий, так и для резки металлов толщиной до 9 мм.
Аппараты среднего тока (50-150 А) в основном используются для резки металлов. В качестве рабочего газа в них применяют воздух. Такие устройства имеют более сложные источники питания с режимом малого тока для создания дежурной дуги, горелки с легированным вольфрамовым катодом. Для запуска дуги в таких аппаратах используются высоковольтные блоки.
Аппараты, имеющие дугу с током более 150 А, применяются в промышленности. В них используются вольфрамовые катоды, легированные редкоземельными элементами, способствующими уменьшению работы выхода электронов. Такие аппараты обычно являются частью роботизированных комплексов, выполняющих работы в судостроении или ядерной энергетике.
Описание аппаратов
На рынке имеется большое число различных компаний, которые продают свои изделия. Однако большая часть этих изделий предназначена для резки металлов. При этом часто они обозначаются как аппараты для плазменной сварки. Но в дальнейшем оказываются резаками (cut). С другой стороны, большинство сварочных аппаратов имеют функцию резки металлов. Например, аппараты Горыныч, Мультиплаз 4000 и Plazarium SP3, кроме сварки, могут производить и резку металла. При этом в качестве газообразующей жидкости используется вода.
Характеристики некоторых аппаратов плазменной сварки приведены в таблице.
| Наименование | Компания | Ток, А | Рпот, кВт | Газ/Защитн. | ВЧ-поджиг | Вес, кг | Цена, тыс. руб. |
| Горыныч, ГП-37-10 | АСпромт, Россия | 10 | 2,5 | Вода + спирт | _ | 5,4 | 29 |
| Plazarium SP3 | Плазариум, Россия | 4-12 | 2,6 | Вода + бензин | _ | 6 | 68,9 |
| Мультиплаз 4000 | Мультиплаз, Россия | 10-180 | 4 | Вода + спирт | _ | 28 | 105 |
| SBI PMI 50 TL Basic | SBI, Австрия | 0,5-50 | 5 | Ar/Ar + He | + | 47 | Договор |
| Microplasma 20 | EDM, Германия | 0,1-20 | 50 | Газ | + | 50 | 598 |
| SBI PMI 500 TL | SBI, Австрия | 5-500 | 20 | Ar/Ar + He | + | 115 | Договор |
Первые три аппараты производятся в России. В качестве плазмообразующей среды в них используются пары водно-спиртового (Горыныч и Мультиплаз 4000) или водно-бензинового (Plazarium SP3) растворов. Первые два устройства можно отнести к микроплазменному типу (ток плазмы менее 25 А), а третий аппарат можно считать аппаратом средней мощности. Необходимо отметить, что каждая из компаний производит целую линейку аппаратов, имеющих различную мощность. Например, в семействе аппаратов Мультиплаз имеются более мощные устройства 7500 и 15000, которые соответственно потребляют большую мощность и имеют больший вес.
Далее в таблице приведены характеристики профессиональных аппаратов австрийской и немецкой компаний. Аппараты серии PMI предназначены для микроплазменной точечной и шовной сварки. Программное обеспечение аппарата сохраняет до 50 режимов работы агрегата. С помощью контроллера осуществляется большое количество автоматических регулировок рабочего цикла сварки, в том числе продувка газа перед работой и после сварки, регулировка режима установки рабочего тока. Основные параметры сварки отображаются на сенсорном дисплее. Там же отображаются сигналы об ошибках или предупреждения. Возможно подключение к компьютеру и управление процессом дистанционно. В таких аппаратах присутствуют устройства ВЧ-поджига дуги.

Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
В таблице приведены характеристики аппарата SBI PMI 50 TL Basic и более мощного SBI PMI 500 TL с максимальным током плазмы в 500 А. Такие мощные аппараты чаще всего используются в роботизированных производственных установках.
Еще более продвинутыми являются аппараты для плазменной сварки типа Microplasma немецкой компании EDM . В продаже имеется несколько моделей с токами до 20, 50 и 120 А. В таблице приведены данные для аппарата типа Microplasma 20. Агрегат такого типа предназначен для микроплазменной сварки постоянным током. С его помощью можно производить наплавку и соединение листов, фольги, сетки из Fe, Ni, Cu, Ag, Ti и их сплавов. Аппарат Microplasma 20 может быть использован при производстве и ремонте в авиационной, аэрокосмической отраслях, а также в электротехнической, химической и медицинской промышленностях.
В аппаратах такого типа используется настройка сварочного тока с помощью потенциометра, регулировка параметров сварки (стартовый и сварочный токи, ток завершения сварки, время продувки газом), защита сварочной горелки с помощью реле, индикация параметров сварки на дисплее.
Горелка подсоединяется к аппарату Microplasma шлангами для подачи защитного газа и плазменного газа, а также подачи и отвода охлаждающей жидкости. Для охлаждения используется специальная деионизированная жидкость. Кабель управления сварочной горелкой подключается к аппарату с помощью 5-контактной розетки.
Плазменная сварка: ионизация при высоких температурах – прочное соединение. Принципы и технология. Плазмотрон своими руками
Источник нагрева при плазменном способе сварки – плазма: ионизирующийся газ под температурой от 5500 до 50000 ̊С . Минус подводят к электроду, плюс – к соплу. Между ними горит дуга, выдувается газовая струя плазмы. В горелках для сваривания плазменной дугой одним из электродов выступает изделие.
В качестве плазмообразующих сред используют воздух, кислород, аргон, азот.
Метод применяется для качественного соединения не только тонких заготовок, но и толщиной от 8 мм, так как происходит полное проплавление изделия. Сплавляет нержавеющие, тугоплавкие, цветные металлы и неметаллические материалы.
Принцип действия плазменной сварки
Плавление происходит под воздействием плазменной дуги. Существует два её вида:
- Прямого действия – катодом служит вольфрамовый электрод, находящийся внутри горелки, анодом – изделие. Процесс называют плазменно-дуговым: струя совмещена со столбом дугового разряда.
- Косвенного действия – активные пятна, анодное и катодное, расположены на электроде и поверхности сопла плазмотрона. Сила и направленность потока зависят от давления газа, созданного системой и внутренним давлением сопла.
КПД дуги прямого действия на 15-30% выше, чем косвенного, что обуславливает более частое применение.
Виды и режимы плазменной сварки
По мощности сварочного тока виды технологии различают:
- на микроплазменную – производится на малых, от 0,1 до 25 ампер, токах, эффективно для изделий небольшой, до 1,5 мм, толщины;
- на средних, от 50 до 150 А, токах – обеспечивает большее проплавление при меньшей толщине шва;
- на больших, от 150 А, токах – происходит сквозное проплавление металла.
В зависимости от используемого оборудования различают способы соединения поверхностей:
- Ручной – для небольших объёмов производства. Сопло и присадочная проволока подаются в область соединения вручную.
- Автоматический – для промышленных объёмов. Применяются аппараты для однопроходной и многопроходной сварки, труб и плоских изделий.
С основными режимами плазменной сварки можно ознакомиться в таблице по ссылке.
Технология и суть плазменной сварки
На свариваемые поверхности из горелки-плазмотрона подают струю плазмы – ионизированного газа. Кроме плазменного, в зону соединения поступает защитный газ. В расплавленные края деталей вводится присадочный материал – лента или пруток. Из-за того, что область сварочной ванны под защитной газовой средой, шов получается качественным и ровным. При этом способе как нагревание, так и остывание металла происходит быстро. Быстрое охлаждение негативно влияет на качество шва. Чтобы избежать этого, деталь некоторое время греют: температура опускается постепенно.
Оборудование для плазменной сварки
- источник питания дуги с вертикальной вольт-характеристикой;
- система подачи газа и охлаждения горелки;
- горелка-плазмотрон;
- устройство перемещения и фиксации деталей.
Рабочее место оборудуют приточно-вытяжной вентиляцией.
Цены на установки – от 15 тысяч рублей для ручной, до 500 – для автоматической сварки. Аппараты для мелких работ собирают самостоятельно.

Примерная стоимость аппаратов для плазменной сварки на Яндекс.маркет
Плазмотрон – своими руками: при некоторой сноровке и минимальных знаниях несложно
Для сварочных работ с домашней техникой делают простую установку. Чтобы получить электрическую дугу, достаточно понижающего трансформатора на 30-50 V, мощностью 200-300 Вт. Держатели электродов делают из электротехнических клемников и карандаша. Древесину прорезают канцелярским ножом в нескольких местах по окружности, затем аккуратно вынимают грифель.
Ручной и стационарный держатели графитовых стержней склеивают из подручных средств. Они будут участвовать в генерировании плазмы. Чтобы не травмировать сетчатку глаз, работать лучше в специальных защитных очках.
Флюс делают, добавив воды в борную кислоту или буру. Из подручных материалов изготавливают зажимы для свариваемых деталей. Чтобы прогреть обе части будущего целого, подключают их двумя клеммами к одному полюсу трансформатора, второй полюс – к держателю графитового стержня. Место соединения обмазывают кашицеобразным флюсом. Можно приступать к работе.
Пример сборки установки для резки и сварки крупных деталей
Для подачи газа используют аргоновый рукав. Потребуется осциллятор и два дросселя. Держатель изготавливают из подручных средств, используют вольфрамовый стержень и медный изолятор, выточенный из медной трубки. Конусная насадка для подачи аргона тоже из меди. Недостатком изобретатель считает продувку аргоном, подающимся из баллона. Аппараты заводского изготовления работают на сжатом воздухе.
Плазменная сварка - принцип работы и ТОП-3 аппарата

Для соединения деталей из вольфрама (W), молибдена (Mo), различных структур нержавеющих сталей и никелевых сплавов (авиа и приборостроение) применяется сварка плазморезом, где поток плазмы является источником энергии. Температура плазменной дуги порой достигает 30000°C, тогда как привычная всем электрическая дуга имеет только 5000-7-000°C – разница довольно-таки существенная. Практика показала, что данный способ оказался гораздо эффективнее по многим параметрам, по сравнению с классической газовой и электрической сваркой.

Технология сварки и резки металлов плазмой
Принцип плазменно-дуговой технологии сварки заключается в мощном прогреве обрабатываемых металлов плазмой, которая в данном случае является ионизированным газом, полученным при работе электрической дуги под повышенным давлением. Горелка, которую используют в таких агрегатах, называется плазмотроном – с ее помощью можно варить и резать любые металлы, отображенные в периодической таблице Менделеева. Также плазмотроном можно варить и резать неметаллы, если этому не препятствуют физические или химические свойства материала, как то, отсутствие адгезии, различные особенности вступления в реакцию и т.п.
Основные особенности плазменной сварки
Рассмотрим существенные особенности, которыми обладает плазменно-дуговая сварка. В рабочую зону из плазмотрона выбрасывается струя плазмы, но иногда при необходимости также используется дополнительный инертный газ для создания защитного облака, которое создает оптимальные рабочие условия для химически нейтральной среды. В результате получается, что вся термическая энергия через плазменную струю передается на сварочную ванну, но при этом лишь частично (в малом количестве) попадает на близлежащие области. Для корпуса плазменной горелки используется сталь, а для анода – медь. При этом у медного электрода имеется специальная полость, по которой поступает вода для охлаждения, а между ним и катодом с давлением от 2-х до 5-ти атмосфер поступает рабочий газ для подпитки дуги.
Видео описание
Горынычъ - аппарат плазменной сварки и резки
Итак, газ в плазмотроне нагревается от плазменной дуги, что приводит к его ионизации. Объем горячего газа за счет свойства теплового расширения увеличивается от 50-ти до 100-а раз, что способствует скоростному выбросу из сопла. Получается, что кинетическая и тепловая энергия являются главной причинно появления мощного энергетического потока у плазменной сварки. Следует еще отметить, что в плазмотроне обычно применяются горелки постоянного тока.
Существует несколько разновидностей таких агрегатов:
- дуга находится между плавящимся электродом и сварочной ванной;
- дуга находится между НЕ плавящимся электродом и сварочной ванной, а плазма выбрасывается струей газа.
Примечание: для образования плазмы используются такие газы, как аргон (Ar), азот (N2), кислород (O2) или обычный воздух.
Также все сварки такого типа различаются по величине силы тока:
- малые (микроплазменные) – 0,1-50 А;
- средние – 50-150 А;
- большие от 150 А и выше.
Если микроплазменный вариант позволяет избежать прожогов в свариваемых деталях, то агрегаты, работающие на больших токах, проплавляет металл толщиной до 8 мм за один проход без кромочной разделки, что позволяет без особых затруднений резать заготовки. Вполне естественно, что на средних токах вы сможете как варить, так и резать металл.
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.

История развития плазменной сварки
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.
Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.

При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Наиболее популярные в России аппараты плазменной сварки
МППК (многофункциональный портативный плазменный комплекс) Горыныч рассчитан на выработку плазм из жидкости – воды или водно-спиртовой смеси, где пар выполняет защитную функцию. Такие агрегаты производят с силой тока 8,10 и 12 A и при этом они универсальны, то есть, Горыныч может, как резать, так и варить разные детали, но это не все. Задав необходимую мощность, аппарат можно использовать в качестве паяльной лампы, кузнечного горна и даже огнетушителя, если в качестве жидкости используется вода. МППК достаточно легок – масса плазмотрона с кабелем и шлангом не превышает 5,4 кг, а для его питания нужна обычная розетка ≈220±22 V и 50 A. Агрегат создает дугу прямой полярности с КПД не менее 80%.
Если говорить о деньгах, Мультиплаз-15000 является самым выгодным плазменным сварочным аппаратом среди своих аналогов. Кроме того, такой агрегат можно назвать самым легким среди подобных, так, масса источника питания составляет 33 кг а вес плазмотрона вместе с кабелем и шлангом на 9 метров – 5 кг. Потребляемая мощность составляет 15 kW при входном напряжении 380±38 V, с частотой сети 50 A. Сварка функционирует в диапазоне тока от 20 до 100 A, расходует 480 л/мин сжатого воздуха и ее КПД составляет 85% - это позволяет разрезать лист стали толщиной до 50 мм. Безусловно, Мультиплаз-15000 больше подходит для промышленных предприятий и автомастерских, но его также покупают для бытового применения.

В Российской Федерации достаточно популярной является модель плазменной сварки Плазариум SP3, представляющая собой компактный и надежный в работе электроприбор. Агрегат работает от сети ≈220±22 V с частотой 50 A и потребляет 2,64 kW, имеет ступенчатую программируемую регулировку от 1 до 12 A. Плазариум SP3 предназначен в основном для резки и сварки металлических деталей малой толщины и пользуется достаточной популярностью. Примечательно, что масса горелки нетто составляет всего 600 г, а длина кабеля 2 м, и это очень удобно для тех же автомастерских или любых станций техобслуживания. Еще можно отметить, что данное устройство соответствует всем нынешним требованиям правил техники безопасности, включая пожарную защиту.
Ремонт автомобиля (плазменная сварка).
Заключение
В заключение можно отметить, что аппараты плазменной сварки отличаются друг от друга по мощности и силе тока, поэтому, при выборе прибора на эти характеристики следует обращать первостепенное внимание. Далеко не последнее значение имеют масса и габариты прибора, но опять-таки все зависит от вида выполняемых работ – они могут быть стационарными, где блок питания не нужно переносить или мобильными, когда сварка постоянно нужна в разных местах.
Как устроен и работает плазменный сварочный аппарат

Плазмой в физике называют четвертое состояние вещества после твердой, жидкой и газообразной форм, когда происходит частичная или полная ионизация среды из нейтральных до этого молекул и атомов с соблюдением условия квазинейтральности: равенства объемной плотности всех заряженных частиц.
В сварочной технике используются следующие свойства низкотемпературной (менее миллиона градусов по шкале Кельвина) плазмы:
очень высокая электрическая проводимость;
сильное влияние внешних магнитных полей на протекание в ней токов, способствующих образованию струй и слоев;
проявление коллективных эффектов, выражающихся преобладанием магнитных и электрических сил над гравитационными.
Принципы создания и работы плазменных горелок
У этого способа сварки источником разогрева металлов до температуры плавления является плазменная дуга из ионизированного газа, которая направляется в нужную сторону. Ее вырабатывает специальное устройство, называемое плазмотроном или плазменной горелкой.
Классификация по типу создания дуги
По принципу работы плазмотрон бывает прямого или косвенного действия.
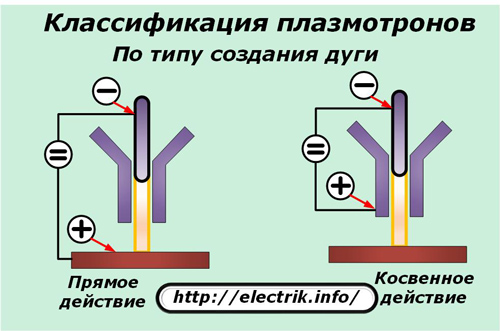
В первом случае разность потенциалов внешнего поля генератора, создающего условия для образования дуги, прикладывается прямо к обрабатываемой детали и электроду газовой горелки. За счет этого повышается эффективность охлаждения конструкции.
При втором методе электрическое напряжение прикладывается только между частями горелки для создания струи плазмы. За счет этого требуется усложнять систему охлаждения соплового узла.
У плазматронов прямого действия вырабатывается дуга, приблизительно напоминающая цилиндрическую форму, немного расширяющуюся у поверхности обрабатываемого металла.
Внутри нейтрального электрического сопла происходит сжатие и стабилизация дуги. При этом сочетание тепловой и кинетической энергии плазмы формирует для нее повышенную мощность, позволяющую глубже проплавлять металл.
Горелки косвенного действия создают плазму в форме конической струи, окруженной факелом, направленным к изделию. Струю выдувает поток плазмы, исходящий из горелки.
Классификация по способам охлаждения горелок
Из-за высокой температуры плазмы применяют различные способы охлаждения деталей плазмотрона:
теплосъем за счет принудительной циркуляции воды.
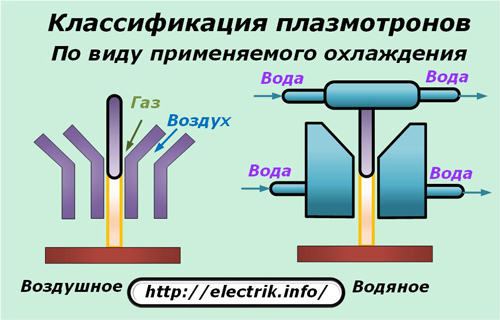
Воздушное охлаждение менее затратное, а жидкостное — наиболее эффективное, но сложное.
Классификация по способам стабилизации дуги
Газовая горелка должна обеспечивать ровный, стабилизированный по величине и направлению температурный столб со строгой фиксацией его по оси сопла и электрода.
С этой целью разработано три вида конструкций сопла, использующих энергию:
3. магнитного поля.
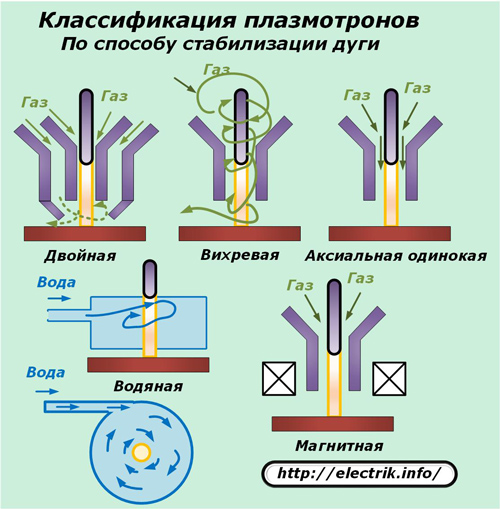
При первом способе холодная струя газа, обдувая столб плазмы, охлаждает и одновременно сжимает его. В зависимости от направления струи газового потока создается стабилизация:
1. аксиальная — при параллельном обдуве столба;
2. вихревая, когда поток газа создается в перпендикулярном направлении.
Второй способ более эффективно обжимает дугу и применяется в плазмотронах, используемых для напыления металлов или резки.
Аксиальная стабилизация лучше подходит для сварки и наплавки металлов.
Схема двойной стабилизации сочетает в себе черты аксиальной и вихревой. При ее использовании существует возможность пропускать газ тремя способами:
только через основной центральный канал;
исключительно через внешний.
При каждом методе создаются разные схемы обжатия столба плазмы.
Водяная стабилизация использует встречные завихренные потоки жидкости. Образуемый при этом пар помогает создавать плазму с разогревом столба до 50 тысяч градусов по шкале Кельвина.
Существенным недостатком этого метода является интенсивное сгорание катода. Для таких устройств электрод делают из графита, разрабатывая механизмы его автоматического приближения к обрабатываемой детали по мере постоянного расхода длины.
Устройства плазмотронов с водяной стабилизацией отмечаются:
низкой надежностью системы подачи электрода;
трудоемкостью методов возбуждения дуги.
Магнитная стабилизация работает за счет направленного магнитного поля, расположенного поперек перемещения столба дуги. Ее эффективность самая низкая, а соленоид, встроенный в сопло, значительно усложняет схему плазмотрона.
Однако, магнитную стабилизацию применяют для придания вращательного движения анодному пятну внутри стенок сопла. Это позволяет уменьшать эрозию материала сопла, которая влияет на чистоту струи плазмы.
Все рассмотренные выше конструкции плазматронов относятся к дуговым. Но существует еще один вид подобных устройств создания плазмы за счет энергии высокочастотного тока, проходящего по катушке индуктора. Такие плазматроны называются индукционными (ВЧ) и они не требуют наличия электродов для создания разряда дуги.
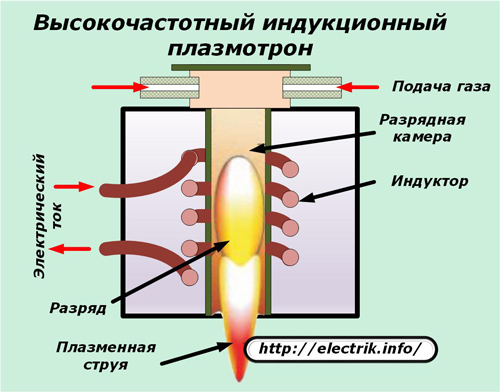
Они не обладают особыми преимуществами в воздействии на обрабатываемые металлы по сравнению с дуговыми устройствами и используются для решения отдельных технологических процессов, например, выработки чистых порошковых металлов.
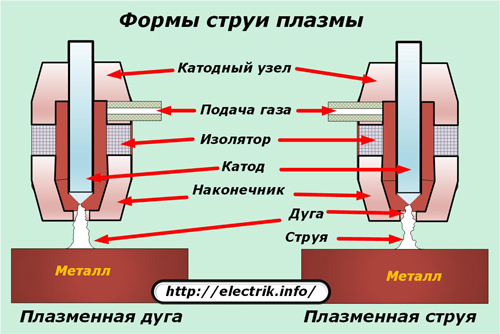
Конструктивные особенности горелок
Работу одного из видов плазменной горелки позволяет объяснить приведенный ниже рисунок.
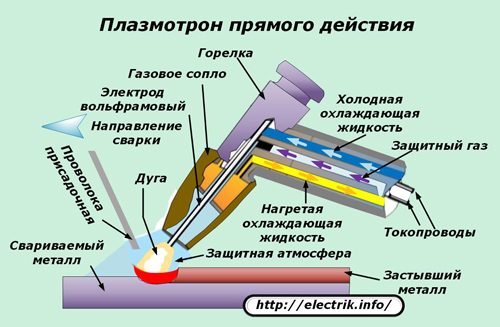
Плазменная дуга при сварке создается внутри защитной атмосферной оболочки, образованной подачей в рабочую зону вдуваемого газа. Им чаще всего выбирают аргон.
Плазмообразующим газом (источником ионизации) может работать:
смеси перечисленных газов.
Следует учитывать, особенности их эксплуатации:
из воздуха выделяются нитриды и озон;
азот при больших температурах вредно влияет на экологию.
В качестве материала для электродов чаще всего выбирают вольфрам из-за наиболее подходящих механических свойств и стойкости к высоким температурам.
Газовое сопло закрепляется в горелке и обдувается защитным потоком. По гидравлическим магистралям нагнетается холодная жидкость и отводится нагретая.
Токоведущие провода подводят к электродам электрическую энергию постоянного либо переменного тока.
Чтобы питать плазмообразующую дугу подключают источник тока с напряжением порядка 120 вольт для сварки и около 300 на холостом ходу — для резки.
Устройство плазменного генератора
Для запуска плазматрона может использоваться переменный или постоянный ток. В качестве примера рассмотрим работу генератора от обычной сети электроснабжения 220 вольт.
Балластный резистор ограничивает ток питания. Дроссель регулирует нагрузку. Диодный мост преобразует переменное напряжение для поддержания дежурной дуги.

Воздушный компрессор подает защитный газ в горелку, а гидравлическая система охлаждения обеспечивает циркуляцию жидкости в магистралях плазматрона для поддержания эффективного теплосъема.
Техника выполнения плазменной сварки и резки
Для зажигания и поддержания сварочной дуги используют энергию электрического тока, а для ее бесконтактного возбуждения — осциллятор (источник колебаний).
Применение дежурной дуги между электродом и соплом позволяет значительно облегчать процесс запуска плазмы.
Подобная сварка позволят соединять практически все металлы и сплавы, расположенные в нижней или вертикальной плоскости.
Без предварительной обработки кромок на скос можно сваривать заготовки с толщиной до 15 мм. При этом образуется характерный провар со специфическими формами благодаря выходу плазменной струи за пределы обратной стороны свариваемой детали через сквозные прорези.
Фактически сварка плазмой в большинстве случаев представляет собой двойной непрерывный процесс:
прорезания материала заготовок;
заварки места разреза.
Технология резки основана на:
расплаве слоя металла в месте обработки;
выдувания жидкой фракции потоком плазмы.
Толщина металла влияет на технологию резки. Для тонких изделий применяют дугу косвенного метода, а при более толстых лучше работают плазмотроны прямого подключения.
Плазменная резка наиболее экономична для всех металлов, включая углеродистые стали.

Для выполнения плазменной сварки и резки разработаны автоматизированные линии и ручные установки.

Виды плазменной сварки
На мощность создаваемой дуги влияет сила применяемого тока. По ее величине определяют три вида сварки:
3. на больших токах.
Микроплазменная сварка
Она работает на токах, ограниченных величинами 0,1÷25 ампер. Эта технология используется в радиоэлектронике, приборостроении, ювелирном деле, изготовлении сильфонов, мембран, термопар, фольги, тонкостенных труб и емкостей, позволяя прочно соединять детали толщиной 0,2÷5 мм.
Для обработки разных материалов подбираются сочетания плазмообразующих и защитных газов, степень сжатия дуги, приближение к аноду. При обработке особенно тонких материалов используется режим импульсной работы при малоамперном питании дуги с подачей разнополярных импульсов тока.
Во время прохождения импульса одной полярности происходит наплавка или сварка металла, а при паузе за счет смены направления идет остывание и кристаллизация металла, создается сварная точка. Для ее хорошего образования оптимизируется процесс подачи тока и паузы. В сочетании с регулировкой амплитуды и удалением электрода это позволяет достичь высокого качества соединения различных металлов и сплавов.
Для выполнения микроплазменной сварки разработано много технологий, учитывающих разные углы наклона плазмотронов, создания поперечных колебаний для разрушения оксидных слоев, перемещение сопла относительно обрабатываемого шва и другие способы.
Сварка плазмой при средних токах 50÷150 ампер используется в промышленном производстве, машиностроении и ремонтных целях.
Высокие токи от 150 ампер используются для плазменных сварок, осуществляющих в промышленных условиях обработку легированных и низкоуглеродистых сталей, сплавов меди, титана, алюминия. Она позволяет снизить затраты на разделку кромок, повысить производительность процесса, оптимизировать качество швов по сравнению с электродуговыми способами соединений.
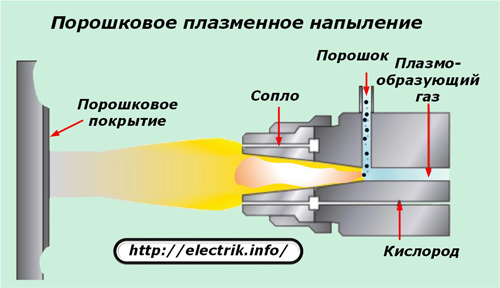
Плазменная наплавка металлов и напыление поверхностей
Отдельные детали машин требуют обеспечения высокопрочных или стойких к высоким температурам либо агрессивным средам поверхностей. С этой целью их покрывают защитным слоем дорогостоящего металла способами плазменной обработки. Для этого подготовленная проволока или порошок в мелких гранулах вводится в поток плазмы и распыляется в расплавленном состоянии на обрабатываемую поверхность.
Достоинства этого метода:
способность плазмы расплавлять любые металлы;
возможность получать сплавы разных составов и создавать многослойные покрытия;
доступность обработки форм любых габаритов;
удобство регулировок энергетических характеристик процессов.
Преимущества плазменной сварки
Очаг дуги, создаваемый при плазменной сварке, отличается от обычной электрической:
1. меньшей контактной площадкой на обрабатываемом металле;
2. бо́льшим тепловым воздействием благодаря приближению к цилиндрической форме;
3. повышенным механическим давлением струи на металл (примерно в 6÷10 раз);
4. способностью поддержания горения дуги на низких токах, вплоть до 0,2 ампера.
По этим четырем причинам плазменная сварка считается более перспективной и многоцелевой при обработке металлов. Она обеспечивает лучшее расплавление внутри уменьшенного объема.
Дуга плазмы обладает наиболее высокой концентрацией температуры и позволяет резать и сваривать металлы повышенной толщины даже при определенных увеличениях расстояния от сопла горелки до обрабатываемого изделия.
Кроме того, устройства плазменной сварки отличаются:
относительно небольшими габаритами;
надежностью в работе;
простотой регулирования мощности;
быстрым прекращением рабочего режима.
Недостатки
Высокая стоимость оборудования ограничивает широкое внедрение плазменной сварки во все отрасли производства и среди маленьких предприятий.
Читайте также: