Устройство редуктора для сварки
Обновлено: 06.10.2024
При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе. Для понижения давления газа применяют редукторы.
Редуктор прибор, служащий для понижения давления газа, отбираемого из баллона до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.
Согласно ГОСТ 13861-89, редукторы для газопламенной обработки классифицируются:
- по принципу действия - на редукторы прямого и обратного действия;
- по назначению и месту установки - баллонный (Б), рамповый (Р), сетевой (С), центральный (Ц), универсальный высокого давления (У);
- по схемам редуцирования - одноступенчатый с механической установкой давления (О), двухступенчатый с механической установкой давления (Д), одноступенчатый с пневматической установкой давления (У);
- по роду редуцируемого газа - ацетиленовый (А), кислородный (К), пропан-бутановый (П), метановый (М).
Редукторы отличаются друг от друга цветом окраски корпуса и присоединительными устройствами для крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяют накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепят к баллонам хомутом с упорным винтом.
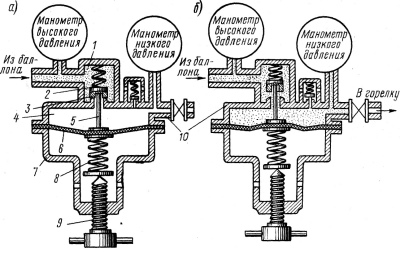
а - обратного действия, б - прямого действия
Рисунок 1 - Редукторы для сжатых газов
Принцип действия редуктора определяется его характеристикой. У редуктора прямого действия - падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия - возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается.
Редукторы различаются по конструкции, принцип действия и основные детали одинаковы для каждого редуктоpa. Более удобны в эксплуатации редукторы обратного действия.
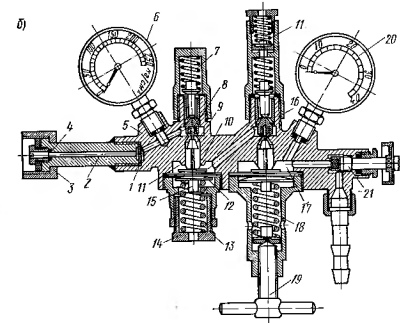
Редуктор обратного действия работает следующим образом. Сжатый газ из баллона поступает в камеру высокого давления 8 и препятствует открыванию клапана 9. Для подачи газа в горелку или резак необходимо вращать по часовой стрелке регулирующий винт 2, который ввертывается в крышку 1. Винт сжимает нажимную пружину 3, которая, в свою очередь, выгибает гибкую резиновую мембрану 4 вверх. При этом передаточный диск со штоком сжимает обратную пружину 7, поднимая клапан 9, который открывает отверстие для прохода газа в камеру низкого давления 13. Открыванию клапана препятствует не только давление газа в камере высокого давления, но и пружина 7, более слабая, чем пружина 3.
Автоматическое поддержание рабочего давления на заданном уровне происходит следующим образом. Если отбор газа в горелку или резак уменьшится, то давление в камере низкого давления повысится, нажимная пружина 3 сожмется и мембрана 4 выпрямится, а передаточный диск 5 опустится, редуцирующий клапан 9 под действием пружины 7 прикроет седло клапана 10, уменьшив подачу газа в камеру низкого давления. При увеличении отбора газа процесс будет автоматически повторяться. Давление в камере высокого давления 8 измеряется манометром 6, а в камере низкого давления 13 - манометром 11. Если давление в рабочей камере повысится сверх нормы, то с помощью предохранительного клапана 12 произойдет сброс газа в атмосферу.
Помимо однокамерных редукторов применяют двухкамерные, в которых давление газа понижается постепенно в двух камерах редуцирования, расположенных последовательно одна за другой. Двухкамерные редукторы обеспечивают более постоянное рабочее давление и менее склонны к замерзанию, однако они сложнее по конструкции, поэтому двухкамерные редукторы используют тогда, когда необходимо поддерживать рабочее давление с повышенной точностью.
Манометры
Для измерения избыточного давления газа применяют приборы, которые называются манометрами. На кислородных и ацетиленовых редукторах используют пружинные манометры. Основной частью манометра является изогнутая запаянная трубка, по которой пропускается газ. Под давлением газа трубка выпрямляется тем больше, чем выше давление. Трубка соединяется со стрелкой, перемещение трубки передается и стрелке. Манометры рассчитаны на определенное давление. На каждом манометре имеется красная черта, соответствующая наибольшему допускаемому давлению. Категорически запрещается нагружать манометры давлением, превышающим их верхний предел изменения.
Не разрешается пользоваться манометрами, когда отсутствует пломба или клеймо, просрочен срок проверки, стрелка манометра при включении редуктора не возвращается на нулевую отметку, разбито стекло или имеются другие повреждения. Манометры проверяют не реже одного раза в год.
Манометры присоединяют к камерам высокого и рабочего давления гаечным ключом, для уплотнения применяют прокладки из фибры и кожи.
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕДУКТОРЫ
ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 13861-89
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕДУКТОРЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
Общие технические условия
Regulators for gasflame working.
General specifications
ГОСТ
13861-89
Срок действия с 01.01.91
до 01.01.96
Настоящий стандарт распространяется на газовые редукторы, используемые для понижения давления рабочих газов, поступающих в редуктор из баллона, рампы или газопровода распределительного коллектора, и автоматического поддержания постоянным заданного рабочего давления этих газов при питании постов и установок газовой сварки, резки, пайки, наплавки, нагрева и других процессов газопламенной обработки и изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на редукторы, являющиеся составными частями машин и установок.
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
Типы и основные параметры редукторов должны соответствовать указанным в табл. 1.
Наибольшая пропускная способность V, м 3 /ч
Наибольшее Давление газа на входе, P1, МПа (кгс/см 2 )
Наибольшее рабочее давление Р2, МПа (кгс/см 2 )
Масса, кг, не более
* Значение букв и цифр:
первая буква обозначает назначение редуктора: Б - баллонный, С - сетевой, Р - рамповый, вторая - редуцируемый газ: А - ацетилен, В - водород, К - кислород, М - метан, П - пропан, третья - число ступеней редуцирования и способ задания рабочего давления: О - одна ступень с пружинным заданием, Д - две ступени с пружинным заданием, З - одна ступень с пневматическим задатчиком, цифры - наибольшую пропускную способность редуктора в м 3 /ч.
Каждому типу редуктора соответствует одна или несколько марок.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Редукторы должны изготавливаться в соответствии с требованиями настоящего стандарта и технической документацией, утвержденной в установленном порядке.
Редукторы, предназначенные для экспорта в районы с тропическим климатом, должны изготавливаться, кроме того, в соответствии с требованиями ГОСТ 15151.
2.2. Редукторы должны изготавливаться в климатическом исполнении УХЛ или Т по ГОСТ 15150, но для работы при температуре:
- от минус 25 до плюс 50 °С - баллонные и сетевые редукторы для кислорода, водорода и ацетилена;
- от минус 15 до плюс 45 °С - баллонные и сетевые редукторы для пропана и метана;
- от плюс 5 до плюс 50 °С - рамповые редукторы.
2.3. Редукторы должны соответствовать требованиям ГОСТ 12.2.008 и ГОСТ 12.2.052.
2.4. Характеристика изменения рабочего давления при изменении давления газа на входе для всех типов редукторов может быть возрастающей и падающей (черт. 1).

А - возрастающая характеристика; В - падающая характеристика; Р1 - наибольшее давление на входе; Р2 - наибольшее рабочее давление; Р3 - наименьшее давление газа на входе; Р4 - наибольшее рабочее давление при прекращении отбора газа через редуктор; Р5 - наибольшее (возрастающая характеристика А) или наименьшее (падающая характеристика В) рабочее давление при изменении давления газа на входе в редуктор от наибольшего (P1) до наименьшего (Р3) давления
Черт. 1
2.5. Редукторы должны обеспечивать наибольшую пропускную способность V при наибольшем рабочем давлении Р2 (табл. 1) и наименьшем входном давлении Р3.
Наименьшее входное давление Р3 в МПа редукторов определяют по формуле
Р 3 = KР2 + 0,1, (1)
где K = 0,1 - для редукторов типа САО-10, K = 1,3 - для остальных сетевых редукторов;
K = 2 - для баллонных и рамповых редукторов.
2.6. Коэффициент неравномерности рабочего давления должен находиться в пределах:
- от минус 0,15 до плюс 0,15 включ. - для баллонных редукторов;
- от минус 0,1 до плюс 0,1 включ. - для сетевых редукторов;
- от минус 0,2 до плюс 0,2 включ. - для рамповых редукторов.
Примечание. Коэффициент неравномерности рабочего давления определяют по формуле
(2)
2.7. Рабочее давление после прекращения отбора газа Р4 должно быть ниже давления начала открытия предохранительного клапана.
2.8. Материалы деталей редукторов, вступающих в соприкосновение с рабочими газами, должны быть стойкими к химическому, механическому или термическому воздействию этих газов при всех режимах работы редуктора.
2.9. Детали кислородных редукторов должны быть обезжирены.
2.10. Редукторы должны иметь показывающие приборы или устройства для определения давления газа, входящего и выходящего из редуктора.
Баллонные пропановые и все сетевые редукторы должны иметь показывающие приборы или устройства только для определения давления газа, выходящего из редуктора.
2.11. Редукторы должны иметь предохранительные клапаны, установленные в рабочей камере редуктора. У двухступенчатых редукторов допускается устанавливать предохранительные клапаны после первой ступени редуцирования.
Предохранительные клапаны не устанавливают на сетевые редукторы и редукторы, рабочая камера которых рассчитана на прочность при наибольшем входном давлении Р1.
Предохранительные клапаны должны обеспечивать пропускную способность не ниже 1/2V при давлении 2Р2 для редукторов с наибольшим рабочим давлением свыше 0,3 МПа (3 кгс/см 2 ) и при давлении 0,6 МПа (6 кгс/см 2 ) - для редукторов с наибольшим рабочим давлением ниже или равном 0,3 МПа (3 кгс/см 2 ).
Давление начала открытия предохранительных клапанов должно быть выше Р4, но не более 2Р2 для редукторов с наибольшим рабочим давлением Р2 > 0,3 МПа (3 кгс/см 2 ) и не более 0,6 МПа (6 кгс/см 2 ) для редукторов с наибольшим рабочим давлением Р2 < 0,3 МПа (3 кгс/см 2 ).
2.12. Показатели надежности редукторов должны соответствовать указанным в табл. 2.
Значение показателя для редукторов
95-процентная наработка до отказа, ч
Полный 95-процентный срок службы, г
Критерии отказа редукторов - нарушение герметичности уплотняющих поверхностей клапана и седла, разрыв мембраны, критерии предельного состояния - выход из строя корпусных деталей.
2.13. Комплектность редуктора должна быть установлена в нормативно-технической документации на редуктор конкретной марки.
2.14. На редукторе должна быть следующая маркировка:
- товарный знак предприятия-изготовителя (на редукторы, предназначенные для экспорта не наносят);
- марка редуктора;
- буква Т (наносят после марки редуктора в климатическом исполнении Т);
- год выпуска (на редукторы, предназначенные для экспорта не наносят);
- надпись «Сделано в СССР» на языке, указанном в договоре между предприятием и внешнеэкономической организацией (на редукторах, предназначенных для экспорта).
2.15. Транспортная маркировка редукторов должна быть выполнена в соответствии с ГОСТ 14192, а редукторов, предназначенных для экспорта, кроме того, должна соответствовать указанной в договоре между предприятием и внешнеэкономической организацией.
2.16. На таре должны быть нанесены основные, дополнительные и информационные надписи и манипуляционные знаки:
«Верх, не кантовать»;
«Боится сырости»;
«Осторожно, хрупкое».
2.17. Упаковку редукторов производят в соответствии с ГОСТ 23170 и нормативно-технической документацией на редуктор конкретной марки.
3. ПРИЕМКА
3.1. Для контроля соответствия редукторов требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания.
3.2. При приемо-сдаточных испытаниях у каждого редуктора контролируют герметичность соединений, герметичность сопряжения уплотняющих поверхностей редуцирующих клапанов и седел, повышение рабочего давления после прекращения отбора газа, давление начала открытия предохранительного клапана, кроме редукторов, на которых предохранительный клапан не устанавливается (п. 2.11).
3.3. Периодическим испытаниям подвергают редукторы, прошедшие приемо-сдаточные испытания. При этом контролируют коэффициент неравномерности рабочего давления, наибольшую пропускную способность редуктора, пропускную способность предохранительного клапана, прочность камер высокого и низкого давлений, работоспособность редукторов в заданном интервале температур, надежность редукторов.
Испытаниям подвергают не менее 3 редукторов один раз в год, испытаниям на надежность - не менее 5 баллонных и сетевых редукторов и не менее 3 рамповых редукторов один раз в три года.
Если в процессе испытаний хотя бы один из контролируемых параметров испытуемого редуктора (кроме надежности) не будет соответствовать требованиям настоящего стандарта, проводят повторные испытания удвоенного числа редукторов.
Результаты повторных испытаний являются окончательными.
Требования к надежности считаются подтвержденными, если результаты испытаний каждого редуктора соответствуют требованиям п. 2.12.
3.4. Типовые испытания проводят при изменении конструкции редуктора или технологии изготовления, если эти изменения могут повлиять на технические и эксплуатационные характеристики редуктора.
Типовые испытания проводят по программе периодических испытаний.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Все испытания редукторов проводят азотом или сжатым воздухом, очищенным от пыли, влаги и масла.
4.2. Перед началом испытаний следует присоединить редуктор к источнику газопитания, обеспечивающему редуктор газом, исходя из наибольших входного давления Р1 ± 10 % и пропускной способности V. К выходному штуцеру редуктора присоединяют запорное устройство с расходной шайбой в соответствии с табл. 3 и черт. 2.
Размеры, мм

0150S10-09795
Черт. 2
4.3. Герметичность соединений редуктора (ГОСТ 12.2.008, разд. 8) контролируют подавая газ под наибольшим давлением P1 ± 10 %. В рабочей камере редуктора при расходе газа через запорное устройство устанавливают наибольшее рабочее давление Р2. Соединения смачивают мыльной эмульсией, при отрицательных температурах - мыльной эмульсией на антифризе или другой незамерзающей жидкости. Время выдержки под давлением для баллонных и сетевых редукторов - не менее 3 с, для рамповых редукторов - не менее 10 с.
Рост пузырьков газа в местах соединений не допускается.
4.4. Для контроля герметичности сопряжения уплотняющих поверхностей редуцирующего клапана и седла (ГОСТ 12.2.008, разд. 8) одноступенчатых редукторов с пружинным способом задания рабочего давления нажимной винт редуктора необходимо вывернуть до освобождения регулирующей пружины, на вход редуктора подать газ под наибольшим входным давлением P1 ± 10 %, открыть запорное устройство и его выход смочить мыльной эмульсией. Время выдержки под давлением - в соответствии с п. 4.3. Рост пузырьков газа на выходе запорного устройства не допускается.
Допускается запорное устройство не устанавливать. В этом случае мыльной эмульсией смачивают выходное отверстие редуктора.
4.5. При контроле герметичности сопряжения уплотняющих поверхностей редуцирующего клапана и седла (ГОСТ 12.2.008, разд. 8) двухступенчатых редукторов с пружинным способом задания рабочего давления раздельно проверяют редуцирующие клапаны 1 и 2-й ступеней редуцирования.
Редуцирующий клапан первой ступени проверяют до сборки клапана второй ступени редуцирования.
Вторую ступень редуцирования проверяют на полностью собранном редукторе по методике п. 4.4.
4.6. При контроле герметичности сопряжения уплотняющих поверхностей редуцирующего клапана и седла (ГОСТ 12.2.008, разд. 8) одноступенчатых редукторов с пневматическим задатчиком рабочего давления предварительно проверяют на герметичность клапан и седло задатчика по методике п. 4.4.
Редуцирующий клапан и седло основного редуктора проверяют при наибольшем входном давлении Р1 ± 10 %, вывернутом нажимном винте задатчика и смоченным мыльной эмульсией выходе из основного редуктора. Отсутствие роста пузырьков газа на выходе из основного редуктора в течение 10 с свидетельствует о герметичности редуцирующего клапана основного редуктора.
4.7. Испытания редукторов на прочность камер низкого и высокого давления (ГОСТ 12.2.008 разд. 8) проводят со снятыми редуцирующими клапанами, вместо которых устанавливаются специальные заглушки.
Камеры высокого и рабочего давления поочередно заполняют водой и раздельно проверяют на прочность при давлениях в соответствии с ГОСТ 12.2.008, разд. 8. Время выдержки под давлением - не менее 5 мин. На наружных поверхностях редуктора не должно быть следов потения и течи.
4.8. Для контроля наибольшей пропускной способности редуктора (п. 2.5) и коэффициента неравномерности рабочего давления (п. 2.6) редуктор подключают к источнику газопитания, обеспечивающему подачу газа к редуктору под давлением P1 ± 10 %. После редуктора устанавливают расходную шайбу (табл. 3).
При истечении газа в атмосферу через расходную шайбу устанавливают наибольшее рабочее давление Р2 и при снижении давления газа на входе с Р1 до Р3 измеряют рабочее давление на выходе редуктора. Наименьшее давление газа на входе Р3 определяют по формуле (1). По полученным данным проводят построение графика изменения рабочего давления в зависимости от изменения давления газа на входе в редуктор (черт. 1).
По полученной характеристике (черт. 1) определяют значение наибольшего (или наименьшего) значения рабочего давления Р5 и по формуле (2) коэффициент неравномерности рабочего давления i.
Редуктор считается выдержавшим испытание на наибольшую пропускную способность и неравномерность рабочего давления, если значение коэффициента i соответствует требованиям п. 2.6.
4.9. Для определения повышения рабочего давления после прекращения отбора газа (п. 2.7) к редуктору подается газ под наибольшим входным давлением Р1 ± 10 % и при установленной после редуктора расходной шайбе (см. табл. 3) устанавливают при расходе газа наибольшее рабочее давление Р2. Затем закрывают запорное устройство после редуктора, смачивают выход предохранительного клапана мыльной эмульсией. Рост пузырьков газа на выходе предохранительного клапана не допускается.
4.10. Проверка предохранительных клапанов на пропускную способность и начало открытия (п. 2.11) проводится отдельно от редуктора на специальном стенде по методике, утвержденной в установленном порядке.
4.11. Контроль показателей надежности редукторов (п. 2.12) проводят по методике, утвержденной в установленном порядке.
4.12. Контроль работоспособности редукторов в заданном интервале температур (п. 2.2) проводят как при максимальной, так и при минимальной температуре окружающего воздуха.
Редуктор помещают в климатическую камеру и нагревают или охлаждают до заданной температуры.
После выдержки при заданной температуре в течение 2 ч контролируют герметичность соединений, редуцирующих клапанов и седел.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Редукторы, упакованные в тару, могут транспортироваться любым видом транспорта в крытых транспортных средствах и универсальных контейнерах.
При транспортировании железнодорожным транспортом отправка повагонная и мелкая.
5.2. Условия транспортирования редукторов должны соответствовать группе условий хранения 5 (ОЖ4) ГОСТ 15150 - для районов с умеренным климатом и группе условий хранения 3 (Ж3) ГОСТ 15150 - для районов с тропическим климатом.
5.3. При транспортировании должны соблюдаться правила, установленные для конкретного вида транспорта.
5.4. При отправке в адрес одного потребителя двух и более грузовых мест последние укладывают в пакет по ГОСТ 26663 с обвязкой стальной проволокой по ГОСТ 3282 или стальной лентой по ГОСТ 3560.
Основные параметры и размеры пакетов - по ГОСТ 24597.
При мелких отправках в вагонах ящики из гофрированного картона формируют в пакеты на стоечных поддонах по ГОСТ 9570.
5.5. Редукторы должны храниться в соответствии с группой условий хранения 2 (С) ГОСТ 15150 - в районах с умеренным и холодным климатом и группой условий хранения 3 (Ж3) ГОСТ 15150 - в районах с тропическим климатом.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Редукторы должны эксплуатироваться в соответствии с прилагаемой к редуктору эксплуатационной документацией.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие редукторов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
7.2. Гарантийный срок эксплуатации редукторов - 12 мес со дня ввода их в эксплуатацию.
ПРИЛОЖЕНИЕ
Справочное
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ РЕДУКТОРОВ ПРИ РАБОТЕ НА ПРОМЕЖУТОЧНЫХ РЕЖИМАХ
1. Наименьшее давление газа на входе P3x в МПа для промежуточного значения рабочего давления Р2х в МПа определяют по формуле
P 3x = KР2х + 0,1, (3)
где K - по п. 2.5.
2. Наибольшая пропускная способность редуктора Vх в м 3 /ч для любого промежуточного входного давления Р3х в МПа определяется по формуле
(4)
где V - наибольшая пропускная способность редуктора при наибольшем рабочем давлении, м 3 /ч;
Р3 - наименьшее давление газа на входе в редуктор, при наибольшем рабочем давлении, МПа.
3. При измерении пропускной способности редуктора или предохранительного клапана показание тарированного по воздуху расходомера следует умножить на поправочный коэффициент, взятый из табл. 4 для того газа, для которого предназначен редуктор или предохранительный клапан.
Все о редукторах для полуавтомата

Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.
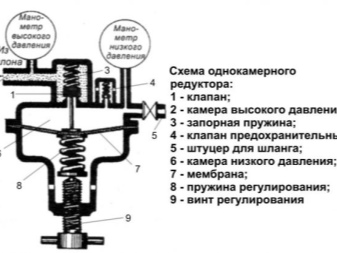

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2.052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.



Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если критична чистота поступающего вещества, необходимы специальные фильтры.

Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.



О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
Особенности редуктора для сварочных аппаратов и критерии его выбора
Редуктор для сварочного аппарата крайне необходим, когда вы применяете при работе газовые баллоны. Это бесхитростное малогабаритное приспособление нужно, чтобы понижать давление и отслеживать его параметры. Практикуется несколько видов приборов для снижения давления в баллонах, каждый из которых предназначается для конкретного вида газа.

В этой заметке мы вкратце, но популярно разъясним, что собой представляют данные приборы, какие разновидности имеются и как их правильно подбирать для собственных целей.
Характеристика и назначение
Редуктор для сварочных агрегатов – это приспособление, которое предназначается для понижения давления технической смеси при выходе из баллона. Приходящий в него газ пребывает под непрерывным наибольшим избыточным давлением, не зависящем от давления в самом баллоне. Приборы для снижения давления подсоединяют к баллону посредством накидной гайки («американки»).

Каждый прибор имеет в своей структуре клапан для защиты полости низкого давления аппарата от чрезмерного роста давления на выходе редуктора, который смонтирован в корпусе прибора.
Впрочем, данное устройство не является обязательным компонентом для всех, если рабочая камера может выдерживать давление, соответствующее входному давлению перед редуктором.
В сущности, редуктор – это устройство, управляющее давлением сварочной смеси. Он непременно включается в комплектацию снаряжения для сварочного полуавтоматического агрегата, применяющего технологию сварки с применением газов для защиты свариваемого участка.
Не менее чем 2 редуктора (каждый к собственному баллону) практикуют в газовом резаке и агрегате сварки.

Принцип действия прибора снижения давления обусловливается его характеристиками. У приборов прямого действия характеристика падающая; другими словами, наибольшее избыточное давление сообразно расходу газовой смеси из баллона несколько падает.
У приборов обратного действия характеристика возрастающая; иначе говоря, со снижением давления газа в баллоне наибольшее избыточное давление увеличивается. Редукторы разнятся по структуре, принцип функционирования и базовые составные части идентичны для всех приборов.
В настоящее время используются как 2-камерные редукторы, так и устройства с одной камерой. Давление смеси в подобных типах приборов снижается понемногу, планомерно сразу в камерах для осуществления процедуры снижения давления.
Преимущества приборов такого типа в том, что они способны обеспечивать стабильное давление, которое требуется для функционирования оснащения, устойчивы к низким температурам и способны функционировать даже в самых непростых условиях. Однако их недоработкой является сложная структура.
В связи с этим данные виды редукторов применяются лишь при условии, когда в процессе сварочных работ требуется сохранять давление газа с очень большой точностью.
Самые распространенные варианты редукторов
Существует несколько видов приборов:
- кислородные;
- воздушные;
- ацетиленовые;
- для работы с пропаном.
Также они подразделяются на 2 основные категории – для работы с обыкновенными и горячими газами.





Газовые редукторы принято разделять на приборы для горючих и негорючих газов. Вследствие этого приборы, которые применяются для горючих газов, обладают левой резьбой – другими словами, резьба нарезается левосторонним способом. Это является гарантией от неверного подсоединения редуктора, предназначающегося для функционирования с горючими газами, к кислородному баллону.
Редукторы применяются сегодня в различных сферах, не только для сварочных работ. Их используют на подлодках для создания смеси для дыхания моряков, в лечебных учреждениях для обеспечения пациентов кислородом.
Даже в домашней обстановке – в частности, газовая печка также функционирует с редуктором, посредством которого можно корректировать давление газа.
Как вы уже поняли, для любого рода газа используется определенный редуктор. Для вашего комфорта эти устройства помечают установленным цветом, который свидетельствует о предназначении устройства:
- метка черного цвета с желтым текстом – редуктор предназначается для двуокиси углерода (он же CO2 редуктор);
- метка голубого цвета, а текст черного – для кислорода;
- белая метка и красный текст – ацетилен;
- метка черного цвета с синим либо белым текстом предназначается для ацетилена либо аргона соответствующе.
Еще один способ отличить требуемый вам редуктор – выучить расцветку баллонов, поскольку их тоже помечают посредством цвета. Например, баллон голубой окраски – для кислорода, а выкрашенный в черный цвет очень часто применяется для аргона. И точно также с другими расцветками.
Есть мнение, что для сварочных работ в условиях дома (недолгих, нерегулярных операций) сгодится любой прибор, резьбовое соединение которого совпадает с соединением на баллоне. Например, для такого мероприятия, как сварка жаровни для дачного участка, может подойти даже СО2-редуктор, навернутый на баллон для кислорода (при использовании сварки в газовой среде), или на баллон с технической смесью, состоящей из 20% диоксида углерода и 80% аргона. Правда, после этого такое устройство придется выкинуть.
Характерным примером такого редуктора, предназначающегося для работы с ангидридом угольной кислоты, является довольно известный и востребованный в среде сварщиков старой формации – УР 6-6. Он малогабаритный, доступный по цене, а вследствие наличия 2-х манометров дает возможность распознавать затраты газа «на глазок».
Для домашней сварки большая точность не требуется. Один манометр отображает в баллоне наименьшее давление, а другой нацелен на отображение расходования газа – л\мин.
В теории, аргоновый редуктор для сварки и кислородный равнозначны. Однако кислородный будет функционировать похуже с уменьшением давления в баллоне до критичной точки приблизительно 1 атм.
В качестве примера аргонового прибора для сварки можно привести АР-40-2 российского изготовления. Имеется и реально универсальный прибор для снижения давления – У-30\АР-40 (СО2 редуктор\аргонный). Он способен противостоять и температурным скачкам, и большому давлению.

Если нет затруднений с деньгами, а масштаб сварочных работ планируется большой, то следует выбрать устройство не с добавочным манометром, а с прибором для отображения объемного расхода смеси – ротаметром. Этот прибор гораздо точнее отображает затраты технической смеси, так как функционирует по другой схеме – осуществляет измерения в режиме текущего времени. Эти устройства используют в своей работе специалисты.
7 основных ошибкок, которые совершаю электросварщики, при покупке редуктора для сварочных аппаратов, в видео ниже.
Редуктор для аргоновой сварки ар-40, ар-30, баро 50-4


При систематических работах по сварке с применением инертного газа – аргона, часто возникает вопрос: требуется ли для этих целей специальный, аргоновый редуктор, или можно обойтись, например, кислородным, либо углекислотным. Сегодня, мы выясним все тонкости работы с редукторами для аргона.
Особенности аргоновых редукторов
Первая из них связана с различной плотностью газов. Плотность аргона при нормальных условиях составляет 1,784 кг/м 3 , в то время как плотность кислорода – 1,301 кг/м 3 , а углекислого газа – 1,965 кг/м 3 . Соответственно, при использовании не «своего» редуктора придётся перенастраивать и ротаметр. Что рекомендуется только в специализированных мастерских, иначе показания расхода аргона будут существенно разниться от фактических.
Второе отличие связано со значениями допустимых давлений газа. Для кислородных редукторов они всегда меньше, поскольку смесь кислорода практически с любой составляющей взрывоопасна. Этот факт определяет повышенные требования к качеству запорной и присоединительной арматуры, уплотнениям и пр. Вместе с тем, добротность изготовления кислородных редукторов всегда позволяет использовать их и для аргона. Но не наоборот.
Поскольку расход аргона при сварке следует регулировать более точно, все типоразмеры аргоновых редукторов отличаются увеличенной площадью мембраны. Это особенно важно при сварке алюминия или нержавеющей стали. Увеличенная площадь мембраны:
- препятствует замерзанию газа при отрицательных внешних температурах;
- позволяет более экономично использовать аргон;
- дополнительно стабилизирует расход газа.
Различие в расходах приводит к выводу – использовать обычные регуляторы расхода при сварке аргоном нецелесообразно, поскольку при этом не обеспечивается необходимая точность. А заправка баллона аргоном обойдётся гораздо дороже, чем заправка углекислотой. Поэтому использование традиционных редукторов, понижающих давление, но не показывающих расход (а для вариантов со смесью аргона и углекислого газа, или аргона с гелием это особенно важно) в данном случае не приветствуется. Предпочтение следует отдать регуляторам расхода, в конструкции которых предусмотрены ротаметры. Ещё лучше использовать наиболее универсальный, углекислотный редуктор, с двумя ротаметрами.

Конструкции наиболее распространённых редукторов для аргона
У нас в стране наибольшее распространение получили редукторы от торговой марки REDIUS линейки АР: АР-30 и АР-40 (популярны также модификации АР-40-2 и АР-30-2, комплектуемые двумя ротаметрами: под углекислоту, и под аргон). Они представляют собой одно- или двухступенчатые редукторы, которые рассчитываются на пропускающую способность газа соответственно 30 и 40 кубометров в час. Для обеспечения надлежащей точности показаний, а также с учётом высокой плотности аргона редукторы устанавливаются строго в вертикальном положении. Климатический диапазон применения -25…+45ºС.
Незначительными конструктивными изминениями отличаются предназначенные для тех же целей аргоновые редукторы БАРО 50-4 производства Алтайского агрегатного завода.

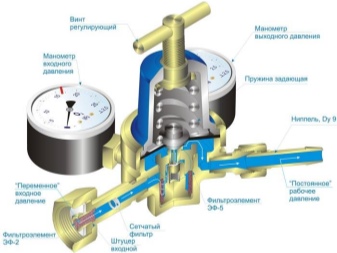
Аргоновый редуктор (точнее – универсальный газовый регулятор расхода) представляет собой узел, составными частями которого являются:
- камера для регулирования давления;
- манометр;
- ротаметр для управления расходом аргона;
- ротаметр для управления расходом углекислоты.
Ротаметры размещаются последовательно, и снабжены отдельными запорно-присоединительными элементами. Это позволяет сварщику при необходимости отключать тот или иной ротаметр, и снижать потери давления газа при работе.

Такие редукторы позволяют также автоматически поддерживать расход аргона на определённом уровне. Например, для снижения расхода пользователь частично закрывает вентиль в камере, в результате чего снижающееся давление газа опускает нажимную пружину, которая перекрывает трубопровод. Для того чтобы исключить возможную негерметичность клапана, в аргоновых редукторах предусмотрена установка двух фильтров.
Для облегчения эксплуатации аргоновых редукторов при пониженных температурах окружающего воздуха к ротаметру можно последовательно подключить блок подогрева.
Цена двухступенчатых устройств, в зависимости от их комплектации, составляет 2000…2300 руб., в то время как одноступенчатый аргоновый регулятор модели АР-40 КР-1-м-Р1 можно приобрести всего за 1200 руб.
Правила выбора аргоновых редукторов
Приборы разрабатываются и производятся в соответствии с ГОСТ 12.2.008 и ГОСТ 13861. Основными критериями выбора аргонового редуктора считаются:
- Наибольшая пропускная способность (относительно аргона этот показатель всегда устанавливается в л/ч, а не в м 3 /ч, что необходимо учитывать применительно к шкале манометра).
- Необходимость в подогревателе.
- Максимальное давление газа в МПа.
- Номинальное давление газа в МПа.
- Возможность работы с альтернативным источником (например, с углекислотой).
В последнем случае необходимо учитывать, что рекомендуемое давление для аргона составляет 0,5…1,0 МПа, в то время, как для углекислого газа оно может достигать 2,5 МПа. В лучшем положении будут находиться владельцы универсальных редукторов типа АР-40/У-30: там в манометрах конструктивно предусмотрено калиброванное отверстие – дюза, наличие которой позволяет более точно определять расход газа. Осторожно следует подходить к выбору редуктора, если в перспективе предполагается использование аргоново-углекислотной смеси: в этом случае номинальное давление и расход возрастают на 40…50%.
Читайте также: