В каком положении выполняют ручную дуговую сварку швами с накладками из стержней стыковых соединений
Обновлено: 18.05.2024
4.Технологические рекомендации по сварке протяженными швами соединительных элементов, закладных изделий.
5. Особенности сварки в зимних условиях
6. Требования к сварочному оборудованию, сварочным материалам.
7. Контроль качества сварки
8. Техника безопасности
9. Технологические карты на сварку узлов примыканий сборных железобетонных конструкций для зданий серии 1.0201/83
10. Монтажные детали
11. Оборудование, при cпо cобления, инструменты.
РАЗРАБОТАНЫ Проектно-технологическим институтом Минсевзапстроя СССР
Директор института А.С. Туркин.
Заведующий отделом внедрения передового опыта, опыта в строительстве А.К. Корягин
Руководитель темы Г.Г. Бисерова
СОГЛАСОВАНЫ с Главным управлением механизации, энергетики и транспорта Минсевзапстроя СССР
Заместитель начальника управления Н.Н. Садовский
УТВЕРЖДЕНЫ Главным научно-техническим управлением Минсевзапстроя СССР 28 декабря 1988г.
Заместитель начальника управления И.Н. Рыбчинский
1. Общая часть
Настоящие "Технологические указания" предназначены для сварки закладных и соединительных деталей узлов примыканий сборных железобетонных конструкций межвидового применения для многоэтажных общественных зданий, производственных и вспомогательных зданий промышленных предприятий серии 1.020-1/83 и являются обязательным документом при ведении сварочных работ.
В картах указаны последовательность сварочных работ, способы сварки, сварочные материалы, оборудование и режим сварки.
Первая строка режимов приведена для полуавтоматической сварки самозащитной проволокой, вторая - для ручной электродуговой сварки.
Режимы сварки в картах указаны для производства работ при положительной температуре окружающего воздуха. При отрицательной температуре силу тока сварки следует повышать на 5% на каждые 10°С понижения температуры воздуха.
Расход сварочных материалов определен по ВСН 66-045-83 с учетом коэффициентов расхода: для электродов - 1,64 и для сварочной проволоки - 1,1 (инф. письмо № 16/1599 ИЭС им. Е.О. Патона "О коэффициентах расхода сварочных и наплавочных материалов").
Обозначения сварных швов на чертежах технологических карт приняты с учетом требований ГОСТ 2.312-72.
- видимый угловой шов таврового соединения, где ГОСТ 5264-80 - обозначение стандарта на типы и конструктивные элементы швов сварных соединений
- буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы сварных соединений
- размеры катета согласно стандарту на типы и конструктивные элементы швов сварных соединений
- размер длины провариваемого участка
- то же, невидимый шов
- способ и технологические особенности сварки
2. Требования к сборке и сварке узлов сопряжений железобетонных конструкций
2.1. Сборка железобетонных элементов должна выполняться с учетом требований СНиП 2.03.01-84 "Бетонные и железобетонные конструкции".
2.2. Наружные поверхности закладных деталей железобетонных элементов и монтажных деталей перед сваркой должны быть очищены от бетона, ржавчины, грязи, масла, краски и других загрязнений с помощью молотка, зубила и металлических щеток,
2.3. Стальные элементы закладных деталей, собираемые внахлестку, должны плотно прилегать друг к другу. Применение вставок, не предусмотренных проектом, не допускается.
2.4. Собранные под сварку узлы сопряжений должны скрепляться прихватками. Прихватки следует выполнять в пределах расположения сварных швов длиной 15 - 20 мм, высотой 4 - 6 мм.
Количество прихваток должно быть не менее двух в соединяемом элементе.
2.5. При многослойной сварке поверхность каждого предыдущего слоя должны быть тщательно очищена от шлака, окалины, брызг, металла. Все слои при многослойной сварке должны быть одинаковой ширины по всей длине.
2.6. Зажигать и отрывать дугу необходимо в границах шва. Кратеры следует заваривать оставляя электрод неподвижным до обрыва дуги, или совершая электродом обратное движение в сторону наложения шва.
2.8. Совмещать стержни при сборке и правке следует механическим способом без приложения ударных воздействий, например, винтовыми устройствами (струбцинами).
2.9. Свариваемая поверхность и рабочее место сварщика должны быть ограждены от атмосферных осадков, сильного ветра и сквозняков. При температуре наружного воздуха минус 15°С и ниже рекомендуется иметь вблизи рабочего места сварщика устройство для обогрева рук.
2.10. Обрезка торцов стержней под сварку должна производиться только газокислородным пламенем. Резка электрической дугой при сборке или разделке кромок не допускается. Торцы стержней после обрезки должны быть тщательно очищены от окалины, так как она может стать причиной несплавления ввиду ее высокой температуры плавления.
3. Технологические рекомендации по сварке стыковых соединений арматуры
Ванная полуавтоматическая сварка под флюсом в инвентарных формах
3.1. Полуавтоматическая ванная сварка под флюсом рекомендуется как наиболее эффективный способ соединений арматуры диаметром 20 мм и более.
3.2. Рекомендуемая разделка кромок горизонтальных и вертикальных стержней при подготовке под сварку приведена на рис.1-а, 1-в. При достаточной квалификации сварщика возможна сварка горизонтально расположенных стержней и без срезки концов (рис.1-6). Ванную сварку вертикально расположенных стержней можно вести и с разделкой, выполненной в соответствии с рис.1-г и 1-д. Разделку кромок (рис. 1-г) предпочтительно применять при обучении. Разделка с обратным уклоном рекомендуется сварщикам, имеющим достаточный опыт по ванной сварке (рис. 1-д).
Рис.1 Формы и размеры разделок горизонтально и вертикально расположенных стержней.
3.3. При подготовке стержней под сварку следует стремиться к установлению минимально допустимого зазора. При зазоре между стержнями больше максимально допустимого необходимо заварить 2 стыка, используя вставку из арматуры того же класса. Длина вставки должна быть не менее 150 мм.
3.4. Подготовленные к сварке концы стержней обматываются шнуровым асбестом с целью предотвращения вытекания жидкого металла. При сварке вертикально расположенных стержней намотка производится на расстоянии 5 - 10 мм от торца в количестве, обеспечивающем плотную посадку формы (без зазора). Расход асбеста 10-15 г на стык.
Формы закрепляются на стержнях струбциной. При установке форм необходимо следить за тем, чтобы канавка, имеющаяся на форме, приходилась на зазор. При установке вертикальной медной формы верхняя точка среза верхнего стержня должна находиться на расстоянии не менее 10 мм от верхней кромки формы (см. рис. 2). После установки и закрепления формы на свариваемых стержнях следует проверить наличие свободного доступа в корень шва. Если его нет, то необходимо увеличить угол среза верхнего стержня.
Рис.2 Рекомендуемые расположение и установочные размеры сборки инвентарных форм для сварки стыковых соединений стержней:
а - горизонтальных; б - вертикальных;
1 - стыкуемые стержни; 2 - элементы формы; 3 - флюс
3.5. Перед началом сварки горизонтально расположенных стержней в рабочее пространство медной формы (или желобчатой подкладки) засыпают порцию флюса на высоту 0,5 диаметра свариваемой арматуры и устанавливают вылет электродной проволоки около 40 мм. В начале сварки горизонтальных стержней конец электродной проволоки следует погрузить во флюс и касанием в точке "К" (рис.3) возбудить дугу. Не допускается производить возбуждение дуги замыканием электродной проволоки на элементы медной формы. После возбуждения дуги проплавляют нижнюю часть торца одного стержня, сообщая проволоке колебательные движения, показанные стрелками. Расплавив нижнюю часть торца одного стержня, конец проволоки следует переместить к нижней части второго стержня. Процесс ведут аналогично описанному. После образования ванны жидкого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям шлаковой ванны у торцов стержней следует постепенно заполнить плавильное пространство.
Рис.3 Техника полуавтоматической ванной сварки стыковых соединений горизонтальных стержней
Приближать проволоку к стенкам инвентарных форм не рекомендуется. Заканчивать сварку следует перемещениями конца электродной проволоки по периметру ванны, не допускается её приближение к центру плавильного пространства. В процессе сварки напряжение не меняют. Лишь на заключительной стадии тепловложение в ванну снижают за счет увеличения вылета электрода до 60 - 80 мм.
3.6. Процесс сварки вертикально расположенных стержней начинают под слоем флюса (толщина слоя которого составляет 7 - 10 мм) зажиганием дуги на торце нижнего стержня в точке " K " (Рис. 4а). Вылет электрода в начале сварки берется 40-60 мм. При сварке стыкового соединения вертикальных стержней конец сварочной проволоки после возбуждения дуги следует перемещать поперечными колебательными движениями в сторону, противоположную от сварщика. После наведения ванны концу проволоки следует периодически придавать также и круговые движения. На второй стадии процесса (рис.4б) конец сварочной проволоки следует периодически приближать к разделке верхнего стержня, сохраняя приведенную выше схему её перемещения. На заключительном этапе процесса (рис.4в) сварочную проволоку следует направлять под минимальным углом к вертикальной оси возможно ближе к поверхности верхнего стержня (положение I ), сообщая концу проволоки полукруговые движения.
Рис.4 Техника полуавтоматической ванной сварки стыковых соединений вертикальных стержней
Заканчивать сварку следует, удаляя проволоку от поверхности стержня (положение II ) и сообщая её концу движения по периметру шлаковой ванны у стенок формы. В процессе сварки небольшими порциями в плавильное пространство подсылают флюс. Подсыпку флюса рекомендуется производить в момент, когда начинается разбрызгивание жидкого шлака. Засыпка флюса в больших количествах может явиться причиной непроваров и шлаковых включений в металле шва.
В случаях, когда после окончания сварки наблюдается вздутие корки металла или появляется усадочный кратер, следует при достижении уровня жидкого шлака верхней кромки инвентарной формы прервать сварку, а после приобретения шлаком темно-вишневого цвета возбудить её.
При сварке арматурных стержней диаметром 32, 36 и 40 мм, во избежание подреза верхнего стержня в жидкую шлаковую ванну допускается вводить присадочную проволоку. В качестве присадки можно использовать отрезки сварочных проволок марок Св-08А, Св-08 длиной 400-450 мм. Применение присадочной проволоки ускоряет процесс сварки, способствует получению сварных соединений без подрезов и шлаковых включений, увеличению коэффициента наплавки.
3.7. Параметры режима полуавтоматической ванной сварки под флюсом одиночных горизонтальных и вертикальных соединений стержней должны соответствовать приведенным в таблице 1.
I. Основные положения
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл. 1.1 и приложением 2 настоящих РТМ.
1.5. При производстве работ по сварке соединений арматуры и закладных изделий железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций, а также главами СНиП по организации строительства и технике безопасности в строительстве, Правилами пожарной безопасности при производстве строительно-монтажных работ и другими нормативными документами, утвержденными и согласованными в установленном порядке.
1.7. Защита сварных арматурных и закладных изделий железобетонных конструкций от коррозии должна производиться в соответствии с требованиями, предусмотренными главой СНиП 2.03.11.
1.8. Выбор типов конструкций и способов сварки соединений арматуры и элементов закладных изделий следует осуществлять из условия:
а) применения сварных соединений и технологии сварки, обеспечивающих наиболее высокие эксплуатационные качества и полное использование механических свойств арматурной стали;
б) максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений путем применения:
1.9. В заводских условиях при изготовлении сварных арматурных сеток, каркасов и сварке стыковых соединений стержней следует применять преимущественно контактную точечную и стыковую сварку, а при изготовлении закладных изделий - механизированную сварку под флюсом и контактную рельефную сварку.
При отсутствии необходимого сварочного оборудования допускается выполнять в заводских условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры, применяя перечисленные в настоящих РТМ способы дуговой сварки.
1.10. При монтаже арматурных изделий и сборных железобетонных конструкций в первую очередь должны применяться механизированные способы сварки, обеспечивающие возможность неразрушающего контроля качества сварных соединений (например, ультразвуковой дефектоскопии).
1.12. Руководство сварочными работами и обеспечение технологических условий сварки, включающих правильность и рациональное применение стали, сварочных материалов, выбор оборудования и наладку режимов, контроль на всех стадиях выполнения работ и документальное фиксирование вплоть до сдачи объекта, осуществляет инженер (техник) по сварке или лицо, назначенное на указанную работу (мастер, прораб).
Инженерно-технический персонал обязан один раз в год проходить аттестацию по официально утвержденной строительным министерством (концерном) программе.
1.13. К работам по изготовлению сварных соединений арматуры и закладных изделий допускаются сварщики, прошедшие теоретическое и практическое обучение по сварке, соответствующих профилю их работы и имеющие удостоверения на право производства данных работ.
1.14. Условия сварки соединений с указанием фамилии сварщиков следует фиксировать в типовом журнале сварочных работ.
1.15. Не допускается сварка с использованием неисправного оборудования, при ненадежных электрических сетях, перебоях в подаче электроэнергии, а также при колебаниях напряжения в сети более 5% оптимальной величины, последние два условия должны соблюдаться особенно строго при ванной и ванно-шовной сварке стыковых соединений арматуры.
1.16. Сварочное оборудование и источники питания дуги должны каждые полгода подвергаться паспортизации. Эксплуатация сварочного оборудования, не имеющего паспорта или с просроченным сроком паспортизации не допускается.
Основные сведения по эксплуатации сварочного оборудования и формы документации приведены в приложении 3.
2. Арматурная сталь для железобетонных конструкций
Для армирования железобетонных конструкций различного назначения применяют стержневую арматуру и арматурную проволоку гладкого и периодического профиля, используемую при изготовлении сварных арматурных сеток, каркасов, закладных изделий и стержней, сваренных в мерные линейные изделия для обычных и предварительно напряженных конструкций.
Соединение элементов железобетонных конструкций между собой осуществляют через выпуски арматуры и закладные изделия, используя технологический процесс сварки, в котором следует учитывать особенности химического состава стали, масштабный фактор, условия выполнения работ и др.
2.1. Стержневая арматурная сталь
По механическим свойствам стержневая арматурная сталь подразделяется на классы, обозначаемые римскими цифрами от I до VII (после буквенных символов соответственно для горячекатаной арматурной стали - А, для термомеханически упрочненной - Ат). Осуществляемым переходом на новое обозначение в соответствии с международными в обозначении арматурной стали отражают ее класс прочности в виде установленного стандартами нормируемого значения условного или физического предела текучести вВ зависимости от эксплуатационных характеристик арматуры в обозначении термомеханически упрочненной арматурной стали свариваемой присваивается индекс С, стойкой против коррозионного растрескивания - индекс К (например, Ат-IVС, Ат-600К и т.п. ).
На предприятиях строительной индустрии стержневую арматурную сталь классов А-III и Ат-IIIС нередко упрочняют вытяжкой для повышения ее прочностных характеристик (при некотором снижении пластических свойств). Упрочнение вытяжкой производят до контролируемого удлинения и контролируемого напряжения не менее 5402.1.3. Механические свойства горячекатаной стержневой арматурной стали приведены в табл. 2.1, термомеханически упрочненной - в табл. 2.2; геометрические и физические параметры арматуры - в табл. 2.3, ее химический состав - в табл. 2.4 и 2.5.
2.1.4. Правила приемки и методы испытаний арматурной стали на растяжение регламентируются ГОСТ 12004-81 (6), методы испытания на изгиб - ГОСТ 14019-80 (7).
Арматурную сталь класса A-I изготовляют гладкой, а классов А-II и выше - периодического профиля. По требованию потребителя горячекатаную стержневую арматурную сталь классов А-II, А-III, А-IV и А-V изготовляют гладкой.
Арматурная сталь класса А-II имеет профиль согласно Рис. 2.1,а; горячекатаная классов А-II - А-VI и термомеханически упрочненная классов Ат-IIIС - Ат-VII - согласно рис. 2.1,б (ГОСТ 5781-82).
В каком положении выполняют ручную дуговую сварку швами с накладками из стержней стыковых соединений
5.8 Перелом осей стержней арматуры в стыковых соединениях (для соединений типов С5 - С19 в плоскости, параллельной стенкам инвентарных форм или стальных скоб-наладок, и для соединений типа С21 по ГОСТ 14098 в плоскости, перпендикулярной к плоскости, проходящей через продольные оси накладок из стержней) должен быть не более 12 мм на базе 250 мм.
5.9 Стыковые и крестообразные соединения, выполненные контактной сваркой, должны быть окружены гратом. Смятие стержней электродами на глубину более 0,1 номинального диаметра стержня, подплавление и поджоги ребер периодического профиля стержней не допускаются.
5.10 Кольцевой венчик наплавленного металла при дуговой сварке под флюсом тавровых соединений анкерных стержней закладных изделий должен быть без разрывов. Допускается несимметричное расположение венчика относительно анкерного стержня при условии, что расстояние от края венчика до ближайшей точки на поверхности стержня, а также высота венчика составляют:
5.11 Соединения, выполненные дуговой, ванной и ванно-шовной сваркой, должны быть очищены от шлака и брызг металла.
5.12 Наплавленный металл в соединениях и основной металл в околошовных зонах не должен иметь трещин. Переход от наплавленного металла к основному должен осуществляться без подрезов основного металла. Все кратеры должны быть заварены.
Перерывы наплавленного металла и шлаковые включения в нем, прожоги плоских элементов закладных изделий, свищи, поверхностные поджоги основного металла и непровары не допускаются.
5.13 Размеры и число наружных допустимых дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, представлены в таблице 3.
5.14 Образцы сварных соединений при механических испытаниях на растяжение и срез до разрушения должны иметь минимальное временное сопротивление С1 не менее указанного в таблице 4.
Временное сопротивление тавровых соединений с рабочими стержнями из арматуры классов А400, А400С, А500С и В500С должно быть не менее 500 Н/мм 2 .
5.15 Стыковые соединения стержней из термомеханически упрочненной арматурной стали класса А800С, выполненные контактной сваркой, при механических испытаниях на растяжение должны разрушаться вне зоны сплавления. При этом уменьшение исходного диаметра стержней в месте разрыва должно быть не менее 20%.
5.16 Крестообразные сварные соединения с нормируемой прочностью проволоки класса Вр-I (Вр500) со стержневой арматурой или с такой же проволокой при испытании на срез должны выдерживать без разрушения нагрузку Pср, кН (кгс), не менее:
5.17 В тавровых соединениях, выполненных дуговой механизированной сваркой под флюсом, когда анкерные стержни расположены под углом к плоскости или торцу плоского элемента закладного изделия, а также в сварных соединениях других типов при арматуре диаметром 36 мм и более, предел прочности С1, указанный в таблице 4, допускается принимать на 5% меньше.
5.18 Контактная точечная сварка крестообразных соединений с ненормируемой и нормируемой прочностью не должна вызывать разупрочнение проволоки класса Вр-I (Вр500), применяемой в качестве рабочей арматуры железобетонных конструкций.
Проволока класса Вр-I (Вр500), имеющая по длине крестообразное соединение, при испытании на растяжение должна выдерживать нагрузку Pр не менее Pср, указанной в 5.16.
5.19 Стержни рабочей арматуры классов А400, А500, В500С, А600 и А800С, имеющие по длине крестообразные соединения, не должны разупрочняться и при испытании на растяжение иметь предел прочности, равный или превышающий нормативное значение временного сопротивления разрыву5.20 Крестообразные сварные соединения с ненормируемой прочностью при испытании на срез должны иметь предел прочности не менее - временное сопротивление разрыву арматуры соединения, принимаемое в соответствии с требованиями ГОСТ 34028 и действующими нормативными документами.
5.21 Каждый пакет сварных плоских арматурных сеток и каркасов, каждая пачка отдельных стержней арматуры со сварными стыковыми соединениями, а также контейнер (ящик) со сварными закладными изделиями должны иметь ярлык, на котором указывают:
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
e , не более
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
* Размер для справок.
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Толщина тонкой детали
Разность толщин деталей
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
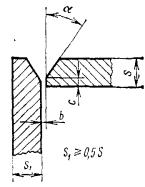
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Читайте также: