В каком сварочном аппарате сварка происходит в среде защитного газа активного или инертного
Обновлено: 04.10.2024
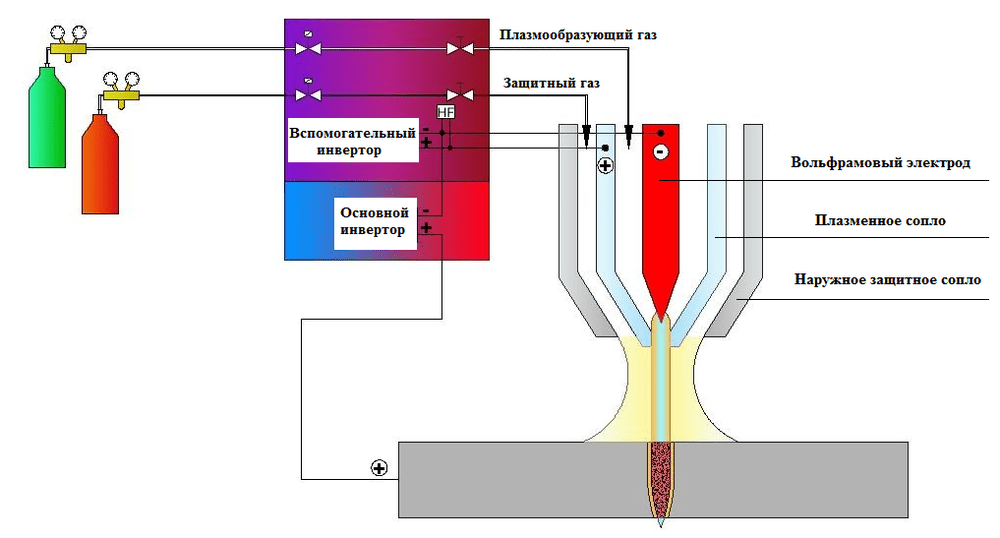
Сварка в среде защитного газа проводится для предотвращения влияния воздуха на расплавленный металл в зоне соединения. Для этого непосредственно в зону воздействия электрической дуги через горелку подводятся специальные газы (РИСУНОК 1), либо сварка проводится в камере, из которой сначала был выкачан воздух, а затем закачан защитный газ.

Рисунок 1. Дуговая сварка в среде защитных газов.
Ассортимент защитных газов

Сварка в закрытой среде необходима для предотвращения воздействия воздуха на сам процесс.
В первую группу входят: аргон (Ar), гелий и аргонно-гелиевые смеси. Они не вступают в химические реакции с расплавленными металлами в сварочной ванне и не растворяются в них. Применяются для скрепления алюминиевых, магниевых, титановых деталей и для соединения сплавов данных металлов (сварка МИГ – металл инертный газ).
Вторая группа (сварка МАГ – металл активный газ), в свою очередь, подразделяется на:
- имеющие восстановительные свойства (оксид углерода и водород);
- обладающие окислительными свойствами (углекислый газ (CO2) и пары воды);
- с выборочной активностью (азот).
Из группы активных газов наиболее широко используется диоксид углерода, так как он имеет самую низкую стоимость.
Если принять стоимость 1 м 3 углекислого газа за 1, то стоимость азота будет 1,5625, кислорода – 3,2813, водорода – 4,0625, аргона – 44,6875. Гелий – чемпион по цене, он дороже диоксида углерода в 156,25 раз! Кроме того, плотность гелия меньше, чем, например, у аргона, соответственно, его расходоваться будет больше.
Применение сварки в защитной среде
| Вид металла | Его толщина, мм | Применяемый электрод | |
| вольфрамовый | плавящийся | ||
| Низкоуглеродистая, легированная и конструкционная сталь | 3 | аргон марки В, смесь Ar (70-80%) и CO2 (20-30%) | аргон марки Г, углекислый газ, смесь Ar (75-90%) с CO2 (10-25%) |
| Теплоустойчивая перлитная сталь | аргон марки Б | аргон марки Г, углекислый газ, смесь Ar (75-90%) с CO2 (10-25%) | |
| Высоколегированная, коррозионностойкая, жаростойкая и жаропрочная сталь | аргон марки В, смесь Ar (70-80%) и CO2 (20-30%), гелий | аргон марок В, Г, гелий, углекислый газ, смесь Ar (75-90%) с CO2 (10-25%) | |
| Жаропрочный хромоникелевый сплав | любая | Ar марки В, гелий | Ar марки Б, гелий |
| Алюминий и его сплавы | 6 | аргон марки В, гелий, смесь Ar (70-80%) с CO2 (20-30%) | аргон марки Б, смесь аргона марок Б и В, смесь Ar (35%) с гелием (65%) |
| Титан и его сплавы | любая | Ar марки А | Ar марки А |
| Медь и ее сплавы | аргон марки В, гелий, смесь Ar (70-80%) с CO2 (20-30%), азот | аргон марки В, гелий, смесь Ar (70-80%) с CO2 (20-30%), азот | |
| Сплавы магния | аргон марки Б, гелий | Ar марки Б | |
| Цирконий, молибден, тантал и другие активные металлы | Ar марки А | Ar марки А | |
Аппаратура и расходные материалы
Дуговая сварка в среде защитных газов осуществляется с применением сварочной (трансформатор, блок питания, кабели, инвертор, горелка, маска) и газовой (баллон, шланги, расходометр) аппаратуры.
Оборудование подразделяется на ручные сварочные аппараты, аппараты для полуавтоматической работы и полностью автоматизированные устройства.
Механизированная сварка в защитном газе применяется на промышленных предприятиях. Оборудование позволяет производить большие партии однотипных изделий. В индивидуальном пользовании применение таких устройств нецелесообразно и очень дорого.
Полуавтоматическая же сварка широко применяется как в крупных заводах, так и в индивидуальном пользовании. Такая аппаратура значительно дешевле полных автоматов, мобильнее, а качество швов получается не менее отличным. Полуавтоматические устройства отлично зарекомендовали себя и в малом бизнесе. Наверное, нет ни одной СТО, где бы они не использовалась.
Принцип работы полуавтоматов заключается в том, что процесс происходит в ручном режиме, а подача электродной проволоки автоматизирована.

Рисунок 2. Схема полуавтомата.
Схема полуавтомата на РИСУНКЕ 2, где 1 – баллон с защитным газом; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор.
Ручная сварка предполагает работу только с неплавящимися стержнями, где не надо постоянно подводить электродную проволоку.
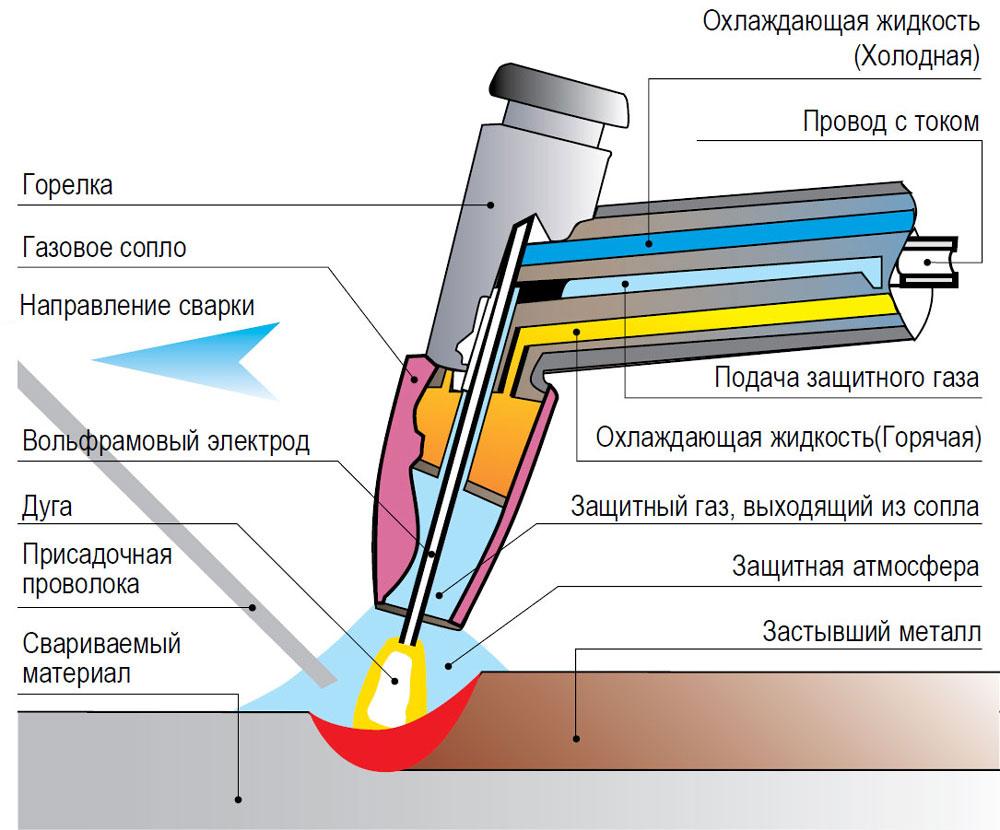
Схема процесса варки с помощью вольфрамового электрода на РИСУНКЕ 3.
Следует также отметить, что по виду работы сваривание в защитном газе бывает с непрерывной и импульсной дугой.
Характеристика электродов
Дуговая сварка в защитных газах выполняется неплавящимися и плавящимися электродами.
Первые для переменного тока изготавливаются из чистого вольфрама, для постоянного – из чистого вольфрама, лантанированого, торированого и итрированного вольфрама. Такие прутки сгорают на воздухе, поэтому защитный газ предохраняет и от этого.

Рисунок 3. Схема процесса варки с помощью вольфрамового электрода.
Электродуговая сварка в защитной среде вольфрамовыми электродами называется при постоянном токе TIG-DC, при переменном – TIG-AC.
При использовании несгораемого стержня применяют присадную проволоку для заполнения сварочной ванны металлом.
Плавящиеся электроды для сварки в защитных газах используют изготовленные из того же металла, который подлежит скреплению. Они представляют собой цельную или трубчатую проволоку, которая подается автоматически в процессе работы. Внутри трубчатого электрода помещается порошкообразный легирующий, шлако- и газообразующий компонент (порошковая проволока). Плавящийся электрод выполняет также функцию присадки.
Достоинства и недостатки метода
- Применяя различные режимы работы, можно соединять практически любые металлы.
- Высокое качество соединений в широком спектре толщин металлов.
- Визуальный контроль за течением процесса.
- Нет зависимости от положения деталей в пространстве.
- Температурное воздействие производится на узкий участок деталей.
- Высокая скорость работы, с легкостью процесс можно механизировать и автоматизировать
- Не нужно удалять флюсы и шлаки, проводить зачистку швов.
- Необходима защита от вредного светового и термического воздействия сварки.
- Необходимость закупки дорогостоящих защитных газов.
- Возможность их негативного воздействия на организм человека.
- Дороговизна оборудования.
- Необходимость прохождения дополнительных обучающих курсов.
Качественная сварка в среде защитных газов обеспечивает высокую надежность получаемых изделий и долгий срок их эксплуатации.
Дуговая сварка в защитном газе: суть процесса

Дуговая сварка в защитном газе сегодня считается одним из самых популярных способов соединения металлов. Такой повышенный спрос объясняется экономичностью, высокой производительности и отличным качеством в результате работ.
Но подобная технология, как и любая другая, имеет свои нюансы. Никаких особых сложностей в принципе тут нет, однако общее понимание методики в любом случае необходимо каждому, кто решил опробовать в деле такой способ сварки.
Суть процесса дуговой сварки в среде защитных газов
Данный вид сварки предназначен для защиты соединяемой зоны от неблагоприятных воздействий.
ГОСТ дуговой сварки в среде защитных газов от 1976 года устанавливает основные нормы процесса: ключевые типы стыков, конструктивное исполнение и размеры. Также ряд характеристик регулирует ГОСТ 16037-80.

Профессионализм специалиста, безусловно, влияет на прочность скрепления деталей. Однако внешние условия не менее важны. Если второстепенные элементы попадут на спайку, это отразится на качестве промышленного изделия.
Дуговую сварку в защитном газе классифицируют по двум признакам:
- по активному или нейтральному газу, применяемому для защиты зоны сварки;
- по плавящемуся или неплавящемуся электроду, применяемому для сварки.
В каких областях промышленности используют защищенную газами сварку?
Данный метод востребован. Область применения обширна: производство частей электроэнергетических установок, в том числе атомных, корпусов химического оборудования и емкостей для агрессивных, едких веществ, получение узлов летательных аппаратов, прокладка трубопроводов, работа с металлом – цветным, черным и легированным.
Технология сварки в среде защитных газов
Дуговая сварка в защитных газах – это современный, высокорезультативный способ. Специалист должен внимательно ознакомиться со стандартами работы, так как технология имеет ряд особенностей.
На первом этапе металл необходимо подготовить к сварке: выровнять стыковочную плоскость, очистить от ржавчины, удалить зазубрины. Если мастер не выполнит данные манипуляции, возможен сварной брак.
Далее рекомендуется изучить толщину и тип материала, тщательно настроить оборудование. После полной подготовки мастер разжигает дугу, подпаливая пламя горелки. Ряд разновидностей сварки требует прогрева заготовки и предварительной обработки металла горелкой.

Вокруг дуги образовывается сварочная ванна, в этот момент с помощью специального устройства с определенной скоростью начинают подачу проволоки в зону расплава. Технология особенно удобна, если необходимо сделать продолжительный шов. Неплавкий электрод поддерживает дугу в течение длительного времени.
При выборе необходимого режима сварки сложнее всего учесть характеристики подаваемого тока. Неплотные металлические листы требуют минимальных значений, важно обратить внимание на расположение деталей.
Для удержания дуги и предотвращения растекания металла требуется делать вертикальный шов особенно аккуратно.
Если в сварочном процессе используют постоянный ток, у него должна быть обратная полярность. Для чего это нужно? С одной стороны, сокращается вероятность разбрызгивания, с другой – увеличивается расход металла. В отличие от прямой полярности, коэффициент наплавления снижается в полтора раза.
При условии, что специалист работает правой рукой, ванну следует вести слева направо. Это позволит видеть, как формируется шов. При создании шва нужно вести аппарат по одной линии и на постоянной скорости. Важно выполнять все действия по направлению к себе.
Если сварка движется слева направо, дуга отрывается от заготовки справа налево. В ряде случаев такая технологическая манипуляция требует дополнительного прогрева. Вот и все особенности дуговой сварки в защитных газах.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Группы защитных газов
Инертные и химические защитные газы создают условия для дуговой сварки.
Инертные
Чаще всего для работы используют гелий и аргон. Другие варианты химически стабильных газов, как правило, не применяются из-за высокой стоимости.
Химически активные металлы, а также магниевые, алюминиевые сплавы соединяют при помощи более дорогого в сравнении с аргоном гелия. Гелий легче воздуха, в гелиевой атмосфере выброс энергии дуги наружу в два раза больше.

Аргон применяется для сварки стали и чистого алюминия. При этом газ не растворяется в плавящемся металле.
Азот также классифицируют как инертный газ. Сварщики знают, что он не может вступать во взаимодействие с медью.
Химические
В разряд химических, или химически активных, газов входит азот. Исключение составляет сварка медных изделий. При азотной сварке специалисты могут использовать трансформатор с любыми подходящими по остальным параметрам характеристиками, а не обязательно однофазный, как указано в теории.
В сварке не используют горючий и взрывоопасный кислород, однако он может входить в состав смесей.
Никель, некоторые марки нержавеющей стали и толстые детали варят только в водородной атмосфере. Водородная среда обеспечивает высокую текучесть металла и чистоту поверхности, однако воздействует на углеродистые стали, увеличивая их хрупкость. В сварке не рекомендуют использовать водород, если марка металла неизвестна.
Наиболее экономически выгодно варить в углекислоте. Высокая температура в активной области разлагает материю на три газа: оксид углерода, окись углерода и кислород.
Для защиты поверхности от окисления в проволоку обязательно добавляют марганец и кремний. Эти вещества при реакции образуют всплывающий на поверхность шлак, который легко удаляется и не влияет на защитные показатели.
Мастера используют углекислоту для варки чугуна, стойкой к коррозии стали слабого легирования, сталей с малым и умеренным углеродным вхождением.
Применение смесей защитных газов
Сварщики часто практикуют смешивание активных и инертных газов. Газовые смести помогают увеличить устойчивость дуги, глубину проплавления, формируют более качественный и плотный шов, уменьшают разбрызгивание, улучшают перенос металла в дуге, повышают производительность сварочного процесса.

Выбор вида смеси защитного газа обусловлен экономической эффективностью.
Смесь аргона и гелия
Смесь, состоящая из 35-40 % аргона и 60-65 % гелия, используется для работы с алюминием, медью, химически активными металлами, магниевыми и никелевыми сплавами. Пропорция идеальна для того, чтобы аргон обеспечил стабильность дуги, а гелий сохранил высокую глубину проплавления.
Смеси аргона с кислородом или углекислым газом
Добавка кислорода или углекислого газа снижает поверхностное натяжение жидкого металла расплавляемой электродной проволоки, уменьшает размеры капель, образующихся и отрывающихся от электрода. Также окислительные газы способствуют расширению диапазона токов при поддержании стабильного ведения процесса сварки.
Если сравнивать сварку в чистом аргоне или углекислом газе со сваркой с применением смесей, можно выделить следующие преимущества: лучшее формирование металла шва, уменьшение разбрызгивания, лучшая форма провара, меньшее излучение дуги.
При сварке с добавлением кислорода снижается критический ток, при котором происходит переход крупнокапельного переноса металла в мелкокапельный.
Необязательно пользоваться готовыми газовыми смесями. Специалист самостоятельно может произвести смешивание на посту сварки.
Состав смеси, подаваемой в горелку, увеличивается или уменьшается изменением расхода газов. Критерий расхода координируется редуктором и измеряется ротаметром РС-3.
Сварка плавящимися и неплавящимися электродами
Дуговая сварка в защитном газе использует в технологии два подхода: неплавящимся и плавящимся электродом. Дуговая сварка в защитном газе плавящимся электродом делает сварной спай при помощи расплавления углов сплава.
Во втором случае переплавленный стержень играет роль главного вещества для интеграции.
Работа с неплавящимся электродом
Сварщики используют данный способ для неферромагнитных веществ. Чаще всего неплавкий электрод делают из вольфрама. Но также могут применять электротехнический уголь или графит. Профессионал отлично чувствует глубину, на которую проплавляется металл.
В сочетании с самостоятельным управлением горелкой и присадочным материалом можно исключить появление непроваренных участков швов и другие отклонения от нормы.

Дуговая сварка неплавящимся электродом в защитном газе в основном предназначена для тонкостенных металлических изделий. Если же изделие выполнено из толстого листа металла, возможны трудности в процессе.
Сварка плавящимся электродом особенно популярна среди мастеров, которые, проявляя творчество и фантазию, создают декоративные изделия из нержавеющей стали.
Работа с плавящимся электродом
Плавящийся электрод более доступен и прост в эксплуатации, чем его неплавкий аналог. Он позволяет использовать менее дорогостоящее оборудование и обработать больше типов металла.
Используя данный метод, сварщик может работать в труднодоступных местах, гибко определять свою позицию в пространстве, планировать расположение техники, деталей и конструкций.
Из недостатков этого способа дуговой сварки в защитных газах можно выделить:
- выброс агрессивных и опасных веществ в атмосферу;
- кропотливость и сложность работы даже для специалистов с существенным опытом;
- низкую скорость;
- повышенное влияние магнитных полей на дугу.
В углекислотной среде сварщики могут использовать и порошковую проволоку. Если для изделия действуют повышенные требования качества, перед сваркой проводят специальные испытания проволоки.
Оборудование для сварки
Технология дуговой сварки в защитных газах предполагает использование в качестве источника питания инверторов с широкой регулировкой величины сварочного тока.
В комплект оборудования входят устройство подачи сварочной проволоки и газовая система с баллонами, понижающими редукторами, шлангами. Сварку плавящимся электродом ведут постоянным или импульсным высокочастотным током.
Ток, силу которого можно менять в зависимости от свариваемых материалов, напряжение для зажигания и стабильного горения дуги, скорость подачи и толщина проволоки – это параметры которые характеризуют оборудование дуговой сварки в защитных газах.
Сварку полуавтоматом можно производить при помощи разных режимов.
Преимущества и недостатки дуговой сварки в среде защитных газов
Расскажем о преимуществах дуговой сварки в среде защитных газов, которые отличают этот метод от других:
- высокие характеристики шва;
- бюджетная цена большинства элементов;
- обеспечение высококлассной защитой;
- простота освоения технологии, доступность использования методики на крупном производстве;
- возможность модернизации, переноса в автоматический порядок и адаптации к любым внешним условиям;
- сварка металла любой толщины;
- высокая производительность;
- возможность сварки металлов, наделенных устойчивостью к коррозии: алюминия, цветных металлов и других.
Следует обратить внимание на ряд недостатков:
- сварка в открытом пространстве грозит выветриванием газообразных смесей и требует идеальной герметичности камеры;
- при сварке в закрытом пространстве необходимо наличие мощной системы вентиляции в помещении.
В целом, дуговая сварка в защитном газе – простая, эффективная, экономически выгодная методика.
Использование в сварке баллона с газом может доставлять неудобства при перемещении с места на место. Однако в этом случае сварщик использует специальную тележку, что значительно упрощает процесс. Затраты на газ, например, аргон, проволоку и полуавтомат минимальны.
Важно, что в результате мы получаем отличное качество шва, возможность работать на открытом воздухе и в закрытом помещении, варить тонколистовой и толстолистовой металл.
Сварщик не обязан быть профессионалом высокого класса. Процесс максимально прост, так как проволока в дуговой сварке в защитном газе подается автоматически, а полуавтоматы, даже бюджетные, оснащены специальными функциями.
Все это поможет новичку попробовать свои силы в одном из видов дуговой сварки в защитных газах. Выполните ровный шов с применением защитного газа и получите полезный навык, который пригодится вам в работе и в быту.
Полуавтоматическая сварка в среде защитных газов: технология производства работ

Полуавтоматическая сварка в среде защитных газов является высокопроизводительным процессом с хорошим качеством сварного шва. Наибольшее распространение технология и оборудование получили в автомастерских – это идеальный вариант для кузовных ремонтных работ. Но и в других областях такая сварка успешно применяется: промышленные объекты, производственные линии, стройка, использование в быту.
Работа с полуавтоматом требует определенной сноровки, но обучиться этому нехитрому делу может каждый, стоит набраться терпения и получить рекомендации от более опытных товарищей. О том, как выполняется полуавтоматическая сварка в среде защитных газов, как правильно подобрать расходники, вы узнаете из нашего материала.
Преимущества и недостатки полуавтоматической сварки в среде защитных газов
Механизированная (полуавтоматическая) сварка с помощью плавящегося электрода в защитной газовой среде представляет собой электродуговой процесс. При этом посадочная проволока подается посредством роликового механизма с электрическим приводом.

Скорости подачи проволоки и ее плавления синхронизируются, благодаря чему электрическая дуга сохраняет постоянную длину, а процесс переноса в сварочную ванну присадочного металла происходит равномерно. При этом через наконечник сварочной горелки (сопло) подается защитный газ, изолирующий зону нагрева и плавления от атмосферных газов. Работы осуществляются вручную, а для включения и выключения тока, управления подачей проволоки, инициации дуги и прочего служит специальная кнопка на горелке «пуск/стоп».
Благодаря универсальности и доступности этот способ сварки металлов весьма распространен: он применяется и в домашних мастерских, и в промышленных цехах сборки, и в строительстве. Он подходит для сварки как высоко-, так и низколегированных сталей. Его можно использовать для сварки ответственных конструкций из разнообразных прокатных профилей любой сложности. Словом, технологии полуавтоматической сварки в среде защитных газов применимы почти везде.
Нельзя использовать такой вид сварки лишь на открытых пространствах. Для защиты от ветров и сквозняка рабочее место необходимо закрывать стенками со всех сторон, чтобы зона плавления была стабильной.
Плюсы и минусы сварки полуавтоматом в среде защитных газов показаны в таблице.
Достоинства
Недостатки
- большая производительность;
- оптимальный ввод легирующих элементов и раскислителей через проволоку, благодаря чему соединение получается качественным;
- нет флюсов и покрытий, а значит, не надо убирать шлак;
- мало отходов — высокая эффективность.
- сложная, если сравнивать с ручной сваркой, аппаратура;
- проведение защитных мероприятий при работе на открытых местах;
- необходимость закупать защитные газы.
Защитные газы, применяемые при полуавтоматической сварке
При сварке полуавтоматом сварочные ванны надежно защищены газовой атмосферой, причем используются инертные (способ MIG), активные газы (способ MAG) и их комбинации. Благодаря им создается среда, в которую не может проникнуть атмосферный воздух, ванна защищена от их влияния от момента, когда стартует плавление, до самой кристаллизации.

Какой газ выбрать, зависит от многих факторов: сварочного режима, параметров заготовок, необходимого качества сварного шва и т. д.
- Аргон. Одноатомный благородный газ аргон (Ar) широко применяется сам по себе и в составе различных газовых смесей. Он более тяжелый, чем атмосферный воздух, не имеет цвета и запаха. Это коварный газ: ощутить его нельзя, но он представляет опасность при большой концентрации воздухе. Как правило, аргоновая среда служит для соединения деталей, изготовленных из цветных металлов либо их сплавов, не исключая химически активные и хрупкие.
- Гелий. Инертный газ гелий (He) гораздо легче, чем воздух, бесцветен и ничем не пахнет. В чистом виде используется при ответственной сварке заготовок, выполненных из алюминия и алюминиевых сплавов. Для сварки других цветных металлов применяют различные комбинации газов, например Ar-He-CO2, Ar-He.
- Углекислый газ. Это тяжелый (в полтора раза тяжелее воздуха) активный газ без цвета и со слабым запахом. Это единственный неблагородный газ, который используется в чистом виде. Как правило, углекислота применяется, чтобы защитить ванну при сварке на короткой дуге и (или) при работе порошковыми электродами.
- Пиролизный газ. Представляет собой смесь газов, которые выделяются при нагреве, например, волокон древесины до температуры около 450 °C и выше. В эту смесь входят такие газы, как водород, этан, метан, пропилен, а температура ее горения составляет до 1100 °C.
- Водород. Этот одноатомный газ является самым распространенным и самым легким веществом на Земле. На каждый грамм Н2 при горении выделяется до 140 кДж теплоты. Это в 2,5 раза превышает показатели природного газа и в 1,5-2 раза – инертных газов. Риск работы с водородом заключается в следующем: сжатый водород и так называемая гремучая смесь (водород + кислород) взрывоопасны. Предъявляются очень строгие требования к закачке, хранению и эксплуатации водородных баллонов.
- Коксовый газ. Это смесь газов, которая выделяется при нагревании каменного угля до 900-1100 °C. В состав смеси входят водород, метан и оксиды карбона, а также могут включаться смолы, аммиак, сероводород. Из-за наличия этих компонентов коксовый газ не подходит для сварки цветных металлов, поэтому перед тем, как начать работу, коксовый газ сначала нужно подвергнуть физико-химической чистке. При этом частично удаляются химические и механические примеси, а качество сварного шва повышается.
Критерии выбора защитного газа
При полуавтоматической сварке в среде защитных газов тип этой среды выбирают исходя из данных о металле заготовок (марка, вид), которые, в свою очередь, говорят об их физико-химических характеристиках. Если сваривают разнородные металлы, то основным из них считается более тугоплавкий и (или) менее стабильный.
Помимо этого, обращают внимание на следующее:
- Ширина, длина, высота заготовок; способ, которым они готовятся к сварке.
- Нужна ли термообработка деталей; если да, то какая.
- Каковы технологические нюансы сварки, требования, предъявляемые к качеству шва.
- Технические параметры оборудования и применяемых материалов.
- Состояние внешней среды: относительная влажность, температура, скорость ветра, а также доступность стыка.
- Каковы расчетный расход газа и его цена.
В следующей таблице приведены характеристики наиболее часто применяемых металлов, а также газы и их смеси, служащие защитной средой для сварки.
Алюминий и его сплавы
легированная, средне- или высокоуглеродистая
Аргон + углекислый газ
Аргон + молекулярный кислород
Аргон + углекислый газ + молекулярный кислород
Аргон + молекулярный водород
Аргон + гелий + углекислый газ
Гелий + аргон + углекислый газ
Для описанных выше методов сварки MAG и MIG годятся все отмеченные в таблице газы. Есть еще методика TIG, при которой нужно использовать чистые аргон или гелий (либо смесь этих газов). В некоторых случаях, работая с плавящимся электродом, применяют комбинацию аргона и водорода. Грамотный выбор защитной газовой среды гарантирует:
- аккуратный, качественный шов;
- безопасность при сварке;
- минимальные трудовые и денежные затраты.
Во время сваривания замена защитной газовой среды недопустима в любых случаях. Подавать газ начинают за 15-30 секунд до инициации дуги, а прекращают подачу после того, как ванна затвердела.
Оборудование для полуавтоматической сварки
Сварочный пост при полуавтоматической сварке в среде защитных газов включает:
- Источник электротока.
- Механизм, подающий проволоку.

Сюда же входит газобаллонная аппаратура:
- баллоны с углекислым газом, которые подсоединяют посредством газового коллектора;
- редуктор, регулирующий расхода газа;
- ротаметр, определяющий уровень расхода;
- дополнительные приборы, такие как смеситель, осушитель, подогреватель;
- газовые шланги;
- приточно-вытяжная вентиляция.
Суть полуавтоматической сварки в среде защитных газов состоит в использовании установки, которая включает источник электропитания, горелку, механизм подачи материала, блок управления сварки и пульт дистанционного управления. Режимы полуавтоматической сварки в среде защитных газов — постоянный и импульсно-дуговой.
В последнее время стали популярными инверторные аппараты, работающие на постоянном токе. На рынке представлен широкий ряд моделей, в том числе небольшие приборы для домашнего пользования, которые работают от сети напряжением 220 В. Можно приобрести полнофункциональные установки, дающие возможность сваривать изделия не только из нержавеющей стали, но и из многих цветных металлов и сплавов.
Благодаря механизмам подачи проволока стабильно и с заданной скоростью поступает в сварочную горелку. Эти механизмы включают электродвигатель, редуктор, ролики — прижимные и подающие, проволочные кассеты. Подающие механизмы бывают открытого и закрытого типов. Для домашнего пользования достаточно простого прибора с двумя роликами, профессиональные же сварочные установки могут содержать четыре ролика и более.
Иногда требуется увеличить рабочую зону сварки. Для того чтобы обеспечить надежную подачу проволоки на десятки метров от пульта управления, используют промежуточные механизмы подачи. Они действуют синхронно с основным оборудованием, благодаря чему сварка проходит без перебоев.
Технология сварки полуавтоматом в среде защитных газов
Прежде чем приступать к работе, необходимо тщательно очистить металл от ржавчины и остатков краски. Если даже их останется буквально крупицы, это может значительно ухудшить качество сварки и прочность шва. Зачистке подлежит и место под зажим для массы.

Имеется возможность управлять горелкой полуавтоматической установки MIG/MAG одной рукой, но если действовать обеими руками, то легче будет контролировать процесс сварки, а шов получится более прочным и аккуратным. Суть полуавтоматической сварки в среде защитных газов в том, что одна рука держит горелку, а другая служит для нее опорой. Таким образом, процесс сварки тщательно контролируется, а движения горелкой получаются четкие и надежные.
При сварке рекомендуется защищать голову и лицо полноразмерной сварочной маской, желательно с автозатемнением, которая надежно крепится к голове, благодаря чему руки всегда свободны.
Скажем несколько слов о сварочной проволоке. Она выполняет функцию присадочного материала. В процессе сварки проволока подается в область будущего шва, расплавляется совместно с металлическими кромками и заполняет шов. По этой причине химический состав сварной проволоки должен быть схож с составом металлов, которые сваривают (например, по содержанию углерода, влияющего на пластичность шва).
Проволока должна плавиться при той же температуре, что и свариваемые металлы, или немного ниже. Если проволока будет более тугоплавкой, то это может привести к тому, что из-за высоких температур свариваемый металл может быть прожжен насквозь.
При сварке деталей из алюминия или его сплавов используют чисто алюминиевую проволоку или с добавками кремния и магния.
Встречаются разные типы сварных соединений: встык, внахлестку, тавровое, «в лодочку» (угловое). Все зависит от того, как сварные швы располагаются в пространстве. Вертикальные швы проходят по направлению снизу вверх, если толщина небольшая, и снизу вверх — при толщине больше 4 мм. Горизонтальные швы выполняют слева направо и углом назад, без поперечных колебаний.
Чтобы заполнить разделку, осуществляют колебательные движения в поперечном направлении. Очень важно перед каждым проходом снимать шарик металла с кончика сварной проволоки.
Техника безопасности при полуавтоматической сварке
Электродуговая сварка — процесс небезопасный, мастер нуждается в определенной защите. Прежде всего, это специальная сварочная маска. Оптимальный вариант — маска, в которую встроен механизм автозатемнения, включающийся при появлении ярких вспышек света. Маска надежно крепится на голове, и руки остаются свободными.

Чтобы защитить руки от брызг расплавленного металла, необходимо применять перчатки. Они оберегают кожк также от высоких температур и опасного (особенного при долгом воздействии) ультрафиолетового излучения — неизменных спутников сварочного процесса.
Сварщик должен надевать специальный защитный костюм, сшитый из материала, выдерживающего попадание брызг расплавленного металла. Если такого костюма нет, то можно использовать одежду, в составе которой нет синтетических волокон. Дело в том, что синтетика легко может расплавиться и нанести ожоги мастеру.
Обувь должна быть закрытой, чтобы в нее не попадали металлические брызги от сварки.
Во время сварочных работ выделяются вредные вещества, вдыхать которые опасно для здоровья. Поэтому в рабочем помещении необходимо обеспечивать хорошую вентиляцию.
Процедура полуавтоматической сварки в среде защитных газов предполагает соблюдение определенных параметров. От этого будут зависеть качество и надежность сварного шва. Необходимо четко знать силу и полярность используемого тока, наименования газов в защитной смеси, толщину проволоки, значения давления углекислого газа и др. Чтобы не ошибиться, рекомендуется использовать справочные таблицы, в которых приведены все необходимые данные.
Разновидности аппаратов для сварки

Сварочные аппараты
В промышленности и быту для соединения заготовок из металла применяют различные виды сварочных аппаратов. Для этого приобретают разные типы современных агрегатов.

Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
Прочный неразъемный шов создается термическим воздействием на кромку деталей. В образовавшуюся из расплавленного металла ванну поступает присадочный материал, повышающий свойства сопряжения.
У этого вида сварки есть несколько разновидностей :
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую. . Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Чаще всего приобретают аппараты, в которых совмещены оба вида сварки. Этим достигается эффективность и универсальность процесса.

Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.

ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.
К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.
![Плазменная сварка.]()
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Для аргонодуговой сварки используются неплавящиеся электроды, чаще всего вольфрамовые, с повышенным ресурсом.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Читайте также: