Ванночки для сварки арматуры размеры
Обновлено: 18.05.2024

Как известно, наиболее прочный каркас получается при применении сварного способа соединения деталей. Для фиксации стержней арматуры встык используется так называемая ванная сварка.

Коротко о главном
Арматурный прокат представляет собой металлические прутья круглого сечения диаметром 4-80 мм. Из него формируется несущий каркас железобетонной конструкции, благодаря которому архитектурные элементы (фундамент, стены, перекрытия, колонны, дорожное полотно и т.д) выдерживают значительные нагрузки и служат не менее 20 лет.
По физико-механическим свойствам выделяют два основных типа арматуры:
1. Монтажные стержни с гладкой поверхностью класса А1 или А240. Применяются для создания пространственной части каркаса.
2. Рабочие пруты с рифленым или периодическим профилем классов А2-А6 (А300-А600, А800, А1000). Используются в качестве несущих элементов «скелета».
Арматура выпускается нескольких разновидностей. В соответствии с общепринятой маркировкой для стандартных стержней указывается только класс или индекс текучести стали (А240, А300). Прокат из термически упрочненной стали обозначается литерой «Т» (А600Т). Стальные пруты, покрытые защитной антикоррозионной оболочкой (оцинкованные, окрашенные), маркируются буквой «К» (А300К).
- электрошлаковая полуавтоматическая;
- электродуговая ручная обработка;
- контактная;
- ванно-шовная и ванная сварка;
Остановимся подробнее на последнем способе соединения прутов в единый каркас, так как именно она обеспечивает наиболее прочный и надежно защищенный от разрушающих факторов сварной шов.

Сварка стержней арматурного проката производится 2 методами:
1. Сваривание встык. Для этого используются так называемые инвентарные формы или ванночки, а также специальные подкладки (при этом применяется порошковая проволока), флюс и т.п.
2. Обработка вручную электродуговым аппаратом при помощи накладок.

Такие параметры как глубина и ширина скоб зависят от диаметра используемой арматуры. Примеры габаритов изделий и их стоимость представлены в таблице ниже.
| Диаметр арматуры, мм | Показатели, мм | Цена, рубли | ||||
| Высота | Длина | Толщина стенок | Вес, кг | Внутренний диаметр | ||
| 16 | 25 | 75 | 6 | 0,21 | 19 | 25 |
| 18 | 27 | 80 | 6 | 0,24 | 21 | 28 |
| 20 | 30 | 95 | 6 | 0,32 | 23 | 40 |
| 22 | 33 | 100 | 6 | 0,36 | 25 | 43 |
| 25 | 37 | 115 | 6 | 0,48 | 28 | 45 |
| 28 | 42 | 130 | 8 | 0,81 | 31 | 63 |
| 32 | 42 | 150 | 8 | 0,96 | 35 | 75 |
| 36 | 52 | 160 | 8 | 1,23 | 40 | 105 |
| 40 | 56 | 180 | 8 | 1,50 | 44 | 115 |
Ванночки для сварки арматуры позволяют сформировать стержни любой длины. Наиболее долговечные и удобные в работе накладки изготавливают из меди любых марок методом литья либо штампования, но они используются только в том случае, когда производится так называемая вертикальная сварка. Для создания горизонтальных швов рациональнее выбрать стальные скобы. Сложные сплавы (латунь, бронза) для ванночек не применяются.
Инвентарные формы из стали считаются одноразовыми, то есть навсегда остаются на сварном соединении, существенно увеличивая запас прочности стыка. Медные же, как показывает практика, можно использовать как многоразовые, на 80-150 швов. Стоимость их на порядок выше, поэтому об экономии речь здесь не идет.
Ванночки для сварки вертикально расположенных стержней комплектуются ограничителями, которые не дают расплавленному металлу и шлаку стекать вниз.

Механизм проведения сварки
Инвентарные формы используются чаще всего при строительстве тяжелых сооружений, многоэтажных зданий, так как с их помощью можно получить единый несущий каркас по всему периметру конструкции (фундамента, колонн, монолитных стен или перекрытий и так далее) без потери жесткости и прочности.
Сварка производится при больших токах одно- или трехфазной дугой. При этом используется от 1 до 4 электродов, которые можно купить одновременно с инвентарными формами. Инженеры заводов, как правило, могут порекомендовать комплекты, наиболее оптимальные по соотношению «цена-качество». К примеру, при температуре ниже 0 рекомендуется проводить сварочные работы током, сила (А) которого должна быть больше установленного минимум на 10%.
Перед началом концы стержней следует очистить стальной щеткой от наслоений ржавчины, окалины и грязи. Пруты должны быть установлены соосно, зазор между соседними – не более 1,5 диаметра электрода.
Сварка горизонтально расположенной арматуры производится следующим образом: в области стыка приваривается стальная ванночка, в которой формируется некоторая масса расплавленного металла. Торцы арматурного проката плавятся под воздействием температуры внутри скобы и образуется единый шов. При вертикальной обработке дополнительно используется флюс или специальная порошковая проволока, излишки шлака удаляются.
Муфты для арматуры, ванночки для сварки.
Компания ООО «Кубань-Снаб» производит муфты для соединения арматуры (соединительные муфты) и ванночки для сварки арматуры под торговым знаком ARCON-A . Все производимые изделия имеют соответствующие сертификаты и проходят лабораторные испытаниям для проверки прочностных характеристик, деформативности и стойкости к температурным воздействиям в разных климатических условиях. Наша продукция соответствует последним нормативным документам:
А также Техническим условиям на механические и сварные арматурные соединения.

Резьбовые муфты
Наш завод металлоизделий помимо общестроительной продукции производит резьбовые муфты для соединения арматуры под торговой маркой ARCON-A. Наши изделия имеют все … Read More

Обжимные муфты

Ванночки для арматуры
Если вы еще не определились с видом соединения, которое хотите использовать для строительства вашего объекта, наши инженеры с удовольствием вас проконсультируют по всех вопросам, учтут пожелания и порекомендуют тот вид продукции, который оптимально подойдет именно под ваш проект, съэкономив ваше время и деньги.
Классификация соединительных муфт
Механическое соединение стандартными муфтами для арматуры применяется для стыковки стержней арматуры классов А400, А500, А600 диаметром от 12 мм до 40 мм при возведении монолитных железобетонных конструкций. Соединяемая арматура не должна испытывать предварительного напряжения или подвергаться воздействию агрессивных сред. В противном случае используются муфты из специальных материалов и проектирование их соединений происходит по иному алгоритму.
Муфтовые соединения подразделяются в зависимости от условий эксплуатации, метода соединения и его предназначения. По условиям эксплуатации муфты разделяются на:
- соединяющие стержни, работающий как на растяжение, так и на сжатие;
- соединяющие арматуру, не подвергающуюся нагрузкам растяжения.
Согласно методу соединения муфты делятся на:
- резьбовые;
- обжимные;
- винтовые;
- на болтах.
При соединениях с конической резьбой используется резьбонарезной станок для арматуры, для соединения муфт с цилиндрической резьбой, стержни обрабатываются резьбонакатным станком.
Обжимные муфты представляют собой полый цилиндр из бесшовной трубы, стержни арматуры в данном случае стыкуются методом опрессовки муфты обжимным арматурным прессом. Закрепление стержня в муфте происходит за счёт вдавливания металла муфты между рёбрами арматуры во время опрессовки.

Болтовые муфты . При помощи механического соединения с использованием болтовых муфт создаётся равнопрочный стык арматуры. Зажим торцевых концов стержней внутри муфты происходит путем вкручивания нескольких болтов в тело арматуры. По достижении заданного усилия происходит самосрезание болтов, что упрощает визуально-измерительный контроль соединения.

В зависимости от вида соединяемых стержней муфты подразделяются по назначению:
стандартные муфты - соединяют стержни одного диаметра;

переходные муфты используются при соединении стержней разного диаметра;
- позиционные муфты применяются в том случае, когда оба соединяемых стержня не могут свободно вращаться.
Требования к механическим муфтовым соединениям
Все муфты должны иметь соответствующие сертификаты качества, удостоверяющие то, что они прошли проверку испытаниями. Размеры, толщина, используемые для производства материалы должны быть отражены в нормативной документации производителя. Прочностные характеристики, деформативность и пластичность муфт, работающих под растягивающими нагрузками должны соответствовать следующим характеристикам:
| Разрывное усилие Pв (кН) | Деформативность соединения Δ (мм) | Равномерное относительное удлинение арматуры δр |
| не менее | не больше | не меньше |
| σв * Fs | 0,1 мм | 2% |
- Разрывное усилие Pв (кН) должно быть не меньше σв * Fs, где Fs – площадь поперечного сечения соединяемых стержней арматуры согласно ГОСТ на производство; σв – браковочное значение временного сопротивления (временное сопротивление разрыву) арматуры согласно нормативным документам.. Например, согласно ГОСТ 52544-2006 значение временного сопротивления для арматуры ø32 А500С равно 600 Н/мм2, номинальная площадь 804,2 мм2, следовательно муфта, соединяющая стержни в месте стыка должна выдержать усилие не менее 482,4 kH.
Требования при проектировании
монолитных конструкций
с муфтовым соединением арматуры
При проектировании зданий и сооружений, в которых присутствует муфтовое соединение арматуры, проектировщики должны руководствоваться теми же нормативными документами, что и при проектировании других объектов строительства. Производимые нашим предприятием муфты применяются для стыковки арматуры классов А400, А500С, А600. При соединении гладкой арматуры А240 разрешено применять только резьбовые муфты, опрессовка стержней категорически запрещена. Для соединения стержней арматуры класса А800 применяют специальные соединительные муфты, рассчитанные непосредственно под данную конструкцию.
Показатели модуля упругости, деформативности и другие прочностные характеристики соединяемой арматуры следует применять такие же, как для стержней того же класса, не имеющей стыков. При продольном армировании количество стержней, соединённых муфтами может составлять до ста процентов армировки. При прочих видах армирования - не более 50%.
Минимальное расстоянии между двумя стыками на одном стержне должно соответствовать минимальной величине нахлёстки арматуры соответствующего диаметра согласно СП 63.13330.2012.

Когда количество муфтовых соединений в сечении конструкции достигает 100%, желательно размещать стыки в зонах, подвергающихся наименьшей нагрузке, при этом возможно использование соединений, в которых муфты закрепляются с помощью опалубочной системы. При заливке бетона необходимо обеспечить защитный слой для арматуры, который равен расстоянию от края муфты до внешней границы бетонной конструкции. Предельные значения указаны в СП 63.13330.2012
| №п/п | Заданные условия эксплуатации | Толщина защитного слоя бетона, не менее, мм |
| 1 | Внутри закрытых помещений в условиях нормальной или пониженной влажности | 20 |
| 2 | Внутри закрытых помещений в условиях высокой влажности (если не проводятся защитные мероприятия) | 25 |
| 3 | На открытом воздухе (при отсутствии дополнительных защитных мероприятий) | 30 |
| 4 | В грунте (при отсутствии дополнительных защитных мероприятий), в фундаментах при наличии бетонной подготовки | 40 |
Муфтовые соединения при проектировании монолитных железобетонных конструкций следует располагать на высоте одной четвёртой - одной пятой от уровня пола.
Наличие муфтовых соединений никак не влияет на поперечное армирование.
Требования к проведению монолитных работ
при наличии муфтовых соединений в конструкции.
Проведении бетонных работ регулируется всё тем же СП 70.13330.2012 “Несущие и ограждающие конструкции”
Вид муфт для использования в стыковке определяется классом арматуры и условиями ее работы, а также технико-экономическими показателями. В отдельных случаях целесообразно заменить обжимные муфты на резьбовые или наоборот, или же вообще применить сварное соединение на скобах-накладках (ванночках) для сварки.
При приёме на стройплощадку и арматура, и муфты должны пройти обязательный входной контроль качества. Концы соединяемых стержней должны быть соответствующим образом обработаны и очищены от ржавчины.
При монтаже резьбовых соединений обязательно нужно использовать динамометрический ключ для контроля усилия затяжки. Во время проведения бетонных работ открытые концы арматурных стержней с нанесенной резьбой и накрученные на них муфты обязательно должны быть защищены от дождя, грязи и попадания бетонной смеси.
Требования к используемым материалам

Обжимные муфты должны изготавливаться из стальных бесшовных труб, горяче- или холоднодефорованных, либо из круглого проката Ст 10, Ст 15 согласно ГОСТ 1050 или Ст 2 и Ст 3 согласно ГОСТ 380.
Для изготовления резьбовых муфт используется Ст 40, Ст 45, Ст 45Х, Ст 45Г2. И те, и другие представляют собой цилиндр из бесшовной трубы со стенками различной толщины. Толщина и длина цилиндра напрямую зависят от диаметра соединяемой арматуры. Стенка трубы обычно не превышает 2-5 мм. Внутри резьбовой муфты - резьба, предназначенная для соединения с арматурным стержнем. Разница заключается в способе монтажа
Для монтажа муфт должно использоваться специальное сертифицированное оборудование, обеспечивающее полный комплекс работ по предварительной подготовке и непосредственно установке муфтовых соединений. А рматура внутри обжимных муфт закрепляется с помощью обжимного пресса:
Пресс для монтажа обжимных муфт
Гидравлический пресс работает в комплекте с маслостанцией, которая обеспечивает подачу рабочей жидкости к инструменту через рукава высокого давления. Маслостанция оснащена манометром, показывающим давление жидкости. Поверку манометра стоит проводить регулярно, чтобы избежать ошибок в монтаже обжимных муфт. Копии актов ежегодной поверки следует прикладывать к актам выполненных работ по устройству соединений.
Для предотвращения попадания грязи, дождя и бетонной смеси на обработанные концы стержней арматуры или муфты на них надеваются специальные колпачки из полимерных материалов или заглушки.
Резьбовые муфты навинчиваются на арматурный стержень с нарезанной на площадке или в условиях цеха резьбой, а далее следующий прут арматуры закрепляется с другой стороны муфты. Арматурные стержни для соединения резьбовыми муфтами с цилиндрической резьбой обрабатываются на резьбонакатном станке.
Резьбонакатной станок для арматуры
Закрепление муфты на арматуре осуществляется с помощью рабочих ключей. Размеры ключа, используемого для затяжки соединений:
| Диаметр соединяемой арматуры, мм | Длина ключа, мм |
| от 12 до 18 мм | 300 мм |
| от 20 до 28 мм | 500 мм |
| от 32 до 40 мм | 700 мм |
Для контроля усилия затяжки необходимо применять динамометрические ключи, которые, как и прочее оборудование необходимо подвергать ежегодной калибровке.
Применение муфтовых соединений
Темпы и объём монолитного строительства в нашей стране растут с каждым месяцем. Практически все здания в нынешнее время возводятся с применение технологий монолитного железобетона. Проблема соблюдения сроков и использования методов, позволяющих экономить время и человеческие ресурсы стоит повсеместно на каждой стройке. Ранее при возведении зданий в случаях возникновения вопроса соединения арматурных стержней в монолитной железобетонной конструкции чаще всего применялись различные способы сварки, в частности соединение арматуры ванным способом, с помощью скоб-накладок и ванночек для сварки арматуры.
В процессе проектирования высотных сооружений из монолитного железобетона всегда стоит вопрос о способе надёжного, быстрого и качественного соединения арматуры внутри конструкций, поскольку размер используемых на стройплощадке стержней ограничен габаритами используемого транспорта и не может быть больше двенадцати метров.

Чаще всего на большинстве российских стройплощадок применяют два вида стыковки стержней: сварной и соединение внахлест. Данные методы имеют ряд существенных недостатков. В частности, использование сварочных работ повышает затраты на трудовые ресурсы и увеличивает количество потребляемой стройплощадкой электроэнергии, также возникает необходимость привлечения высококвалифицированного и аттестованного персонала с соответствующими документами. Сварочные работы требуют жёсткого контроля качества соединений и проведения лабораторных испытаний. Один из самых простых методов стыковки горизонтальных стержней - соединение внахлест. Данный метод используется повсеместно при монтаже горизонтальных плит и балок. Этот способ также имеет свои недостатки, в частности - перерасход арматуры.
Соединение стержней посредством готовых муфт – обжимных или резьбовых - исключает все вышеперечисленные негативные стороны стыковки арматуры, а также сокращает сроки строительства и количество используемых трудовых ресурсов. Из всех видов механических соединений именно опрессовка муфт и резьбовые соединения получили наибольшее распространение как самые простые и дешёвые. И тот и другой метод стыковки можно рассматривать как сжато-растянутый, оба вида соединения способны воспринимать как сжимающие, так и растягивающие усилия.
Преимущества использования механических соединений с помощью муфт
- муфтовые соединения не требую лабораторного контроля стыков в отличие от сварных соединений;
- все муфты соответствуют техническим условиям и имеют сертификаты.
- монтаж обжимных и резьбовых муфт не требует привлечения сварщиков, прошедших сертификацию НАКС;
- процесс монтажа происходит в разы быстрее.
- сокращается расход электроэнергии, трудовых ресурсов, уменьшаются сроки строительства.
- Надёжность и прочность муфтовых соединений подтверждена лабораторными испытаниями.
Монтаж муфт
Наша компания также осуществляет монтаж резьбовых и обжимных муфт, предоставляет для продажи и аренды специализированное оборудование. Процесс монтажа в зависимости от вида используемого соединения требует применения обжимного пресса или резьбонакатного станка. Непосредственно сам процесс соединения занимает не более пяти минут.
Георафия доставки
Наше производство находится в Краснодаре. Мы осуществляем поставку муфт в основном по Югу России (Краснодарский край, Крым - Симферополь, Севастополь, регионы Северного Кавказа: Карачаево-Черкесия - Черкесск, Чечня - Грозный, Дагестан - Махачкала, Кабардино-Балкария - Нальчик, Ингушетия - Магас, Северная Осетия - Владикавказ, Ставропольский край - Ставрополь, Пятигорск.
Ванночки для сварки. Ванная сварка
Ванночки для сварки используются для соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более. Соединение выполняется при изготовлении арматурных и закладных изделий ж/бетонных конструкций. Очень часто их применяют при монтаже сборных конструкций и возведении монолита.
Технология ванной сварки
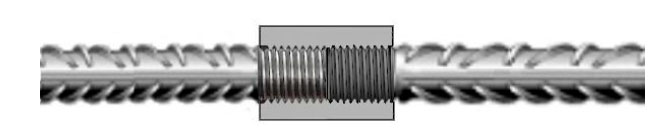
Ванная сварка — сложный технологический процесс соединения двух арматурных изделий одного или разного диаметра с применением (2) ванночки для сварки. Она является неотъемлемой частью соединения, с её помощью два или несколько стержней арматуры соединяются в один элемент. Усилия конструкции передаются частично за счет сварного шва между соединяемыми арматурами, частично за счет ванночки.
Конструкция и размеры
Вы можете заказать ванночки увеличенной длины и с увеличенными стенками.
Вы можете заказать ванночки по собственным чертежам или эскизам.
Ванночки для сварки арматуры различаются по типу в зависимости от типа соединения арматуры и от способа сварки. Различают вертикальное и горизонтальное соединения арматуры.
Ванночки для сварки, тип соединения (способ сварки): С15-Рс
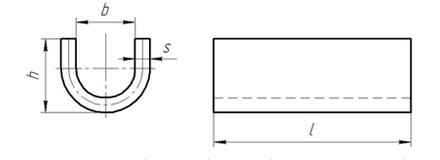
| Диаметр арматуры | Параметры ванночки | |||
|---|---|---|---|---|
| h | b | L(Аll) | s | |
| 20 | 32 | 23 | 59 | 6 |
| 25 | 38 | 28 | 69 | 6 |
| 28 | 44 | 31 | 75 | 8 |
| 32 | 48 | 35 | 83 | 8 |
| 36 | 54 | 39 | 93 | 8 |
| 40 | 59 | 43 | 101 | 8 |
Ванночки для сварки, тип соединения (способ сварки): С19-Рм
| Диаметр арматуры | Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 32 | 52 | 6 |
| 22 | 34 | 56 | 6 |
| 25 | 38 | 62 | 6 |
| 28 | 44 | 68 | 8 |
| 32 | 48 | 76 | 8 |
| 36 | 54 | 86 | 8 |
| 40 | 59 | 94 | 8 |
| Диаметр арматуры | Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 19 | 59 | 8 |
| 22 | 20 | 63 | 8 |
| 25 | 21,5 | 69 | 8 |
| 28 | 25 | 75 | 10 |
| 32 | 27 | 83 | 10 |
| 36 | 29,5 | 93 | 10 |
| 40 | 31,5 | 101 | 10 |
Покрытие (покраска)
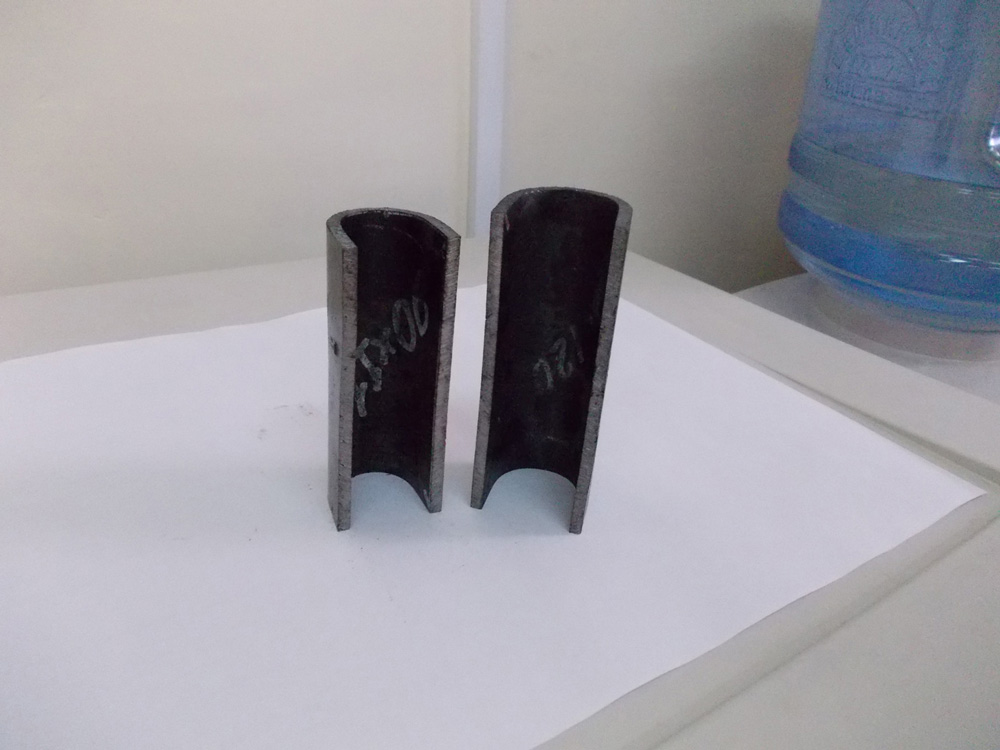
Ванночки для сварки арматуры поставляются без покрытия.
Цену на ванночки для сварки (мин. заказ от 100 шт.) Вы можете узнать, отправив запрос по форме ниже.
Описание
Современное строительство — это сложный технологический процесс, который нуждается не только в крупном оборудовании, но в небольших устройствах очень конкретного назначения. Этими устройствами являются, например, ванночки для сварки арматуры.
При строительстве каркасно-щитовым методом, который используется при возведении нестандартных и стандартных зданий, производственных цехов, сельскохозяйственных объектов, рабочим приходится сваривать арматуру разной длины, диаметра и типа.
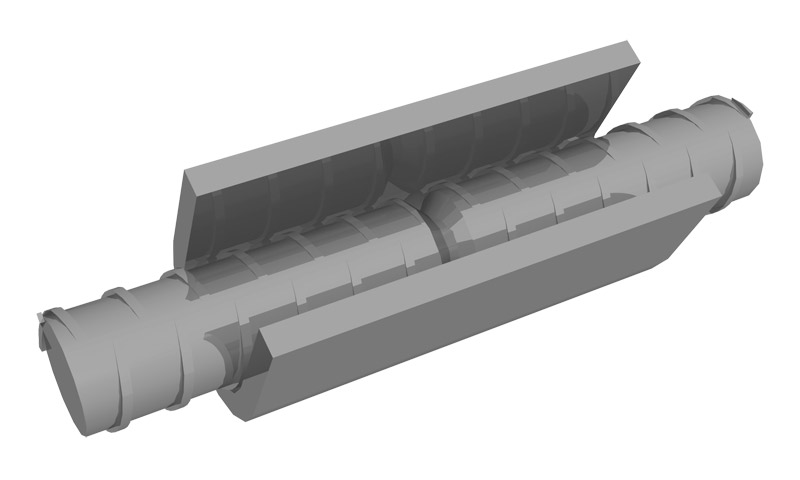
Тут не обойтись без ванночек для арматуры. Они могут иметь другое техническое наименование — их часто называют скобами-накладками. Они используются для стыковки нестандартных арматурных стержней длина которых превосходит прокатную. Изделия представляют собой вогнутую емкость, имеющую в поперечном сечении подковообразную форму. С помощью ванночек для сварки арматуры рабочие и сварщики создают единые силовые каркасы. Эти конструкции хорошо выдерживают проверку на прочность и жесткость по всей длине. Сварные ванны должны изготавливаться в заводских условиях на современном оборудовании, чтобы обеспечивать качество техпроцесса по ГОСТу или ТУ.
Строительство не терпит простоев и срывов сроков, поэтому сварных ванн должно быть много. Обычно их покупают в стандартном варианте, определенного диаметра. Но иногда проект предусматривает нестандартные решения и могут понадобиться устройства по индивидуальным размерам.
Сроки реализации
стандартных и нестандартных заказов
Если вам необходимо узнать время изготовления нестандартной формы, чтобы рассчитать время на соблюдение техпроцесса, свяжитесь с нами. Мы расскажем о сроках изготовления, которые вы сможете учесть при планировании. Наш завод предлагает купить ванночки для сварки арматуры в Москве и МО по очень привлекательной цене.
Ванночки для сварки арматуры: преимущества использования, размеры, цены

В связи с изготовлением каркасов различных конфигураций и нестандартных конструкций, при проведении строительных работ возникла необходимость монтажа силовых элементов со сложным устройством. Выполнить эту процедуру без электросварки не представляется возможным. Как следствие, при этом значительно растет процент отхода металла, цена которого на сегодняшний день достаточно высокая.
Виды электрической сварки
Для электросварки стержней одинакового или разных диаметров. Данный вид сварки арматуры сопровождается большим расходом сварочных электродов и металла на швы, поэтому он не пользуется популярностью. Такой метод характеризуется возможностью приваривания прутьев абсолютно любых конфигураций со стабильными параметрами жесткости и надежности – в этом его несомненный плюс.
Она находит свое применение во время соединений прутьев диаметром до 50 мм. Характеризуется малым расходом сварочных электродов, но ее надежность значительно уступает стыковой сварке арматуры. Данный способ хорошо зарекомендовал себя в случае монтажа небольших и легких конструкций.
Хорошо подходит для приваривания прутов разных марок стали, также применяется на небольших участках каркасов. Использование данного метода при монтаже крупных или объемных деталей невозможно.
Используется только для крупных деталей и является одним из самых затратных методов. Как следствие, такая электросварка применяется очень редко.
Представляет собой один из самых популярных способов электрической сварки стержней. Такой процесс проходит с использованием специальной накладки, которая носит название ванночка для сварки.
Ванная сварка – это процесс сварного соединения в единый элемент двух арматурных прутьев, имеющих одинаковый или различный диаметр при помощи ванночек. Область применения ванночек – стыковка стержней, имеющих большую длину, чем у проката. На любой строительной площадке всегда имеется необходимое количество таких емкостей, имеющих разные размеры.
При использовании такой накладки расход электродов и металла будет минимальным из всех возможных вариантов соединения. Приваривание характеризуется стабильно высокими параметрами прочности, вплоть до того, что прочностной уровень даже превышает свойства сплошной арматуры. Данный факт объясняется тем, что при создании противодействия нагрузку принимает не только сварочный шов, но и стенки скобы.
Особенно ценным такой вид соединения металлического каркаса стал благодаря значительному уменьшению отходов арматуры, ведь по причине дороговизны приваривания «внахлест», прутья удлинять было экономически не выгодно. Цена на ванночки (скобы-накладки) для сварки по сравнению со стоимостью металлических стержней небольшая, в связи с чем расходы по приобретению таких скоб быстро окупаются, особенно если купить их у производителя по оптовой цене.
Конструкции ванной электросварки
По внешнему виду накладка представляет собой вогнутую емкость, имеющую подковообразную форму в поперечном разрезе. Такие скобы обычно поставляются без защитного покрытия и готовы к непосредственному применению. По характеру монтажа различают горизонтальные и вертикальные ванночки для сварки.
1. Для диаметров прутьев 20, 22, 25 мм толщина стенки скобы составляет 6 мм, длина – 32, 34, 38, высота – 52, 56, 62 соответственно.
2. Для диаметров арматуры 28, 32, 36, 40 мм стенки накладки изготовляются из стали 8 мм, длина составляет 44, 48, 54, 59 мм, а высота – 68, 76, 86, 94 соответственно.
Данные размеры были выбраны, исходя из оптимальных соотношений расхода материала и обеспечения необходимой жесткости сточки. Исходя из практических потребностей, можно купить по предварительному заказу ванночки любых конфигураций, связавшись с непосредственными производителями такой продукции.
Использование метода электросварки металлического каркаса посредством скоб позволяет значительно ускорить процесс монтажа больших конструкций. Благодаря малой стоимости таких ванночек для сварки и эффективного применения армирующих материалов, возможно избежать лишних затрат на покупку большого количества стержней и уменьшить процент отхода прутьев. По причине простоты работы и в связи с отсутствием необходимости покупки дорогого дополнительного оборудования, данный способ приваривания арматуры снискал популярность во всех сферах строительства.
Ванночки для сварки арматуры

Для чего используются ванночки
Так называемые ванночки для сварки арматуры на деле представляют собой накладки в виде скоб, которые используются для сварки арматурных кусков как одного, так и разных диаметров.
Внешне ванночка похожа на полую объемную скобу с углублением, при постановке к которой арматуры, требующей соединения, она плотно зажимает прутья, оставляя необходимый зазор.
Особенности использования ванночек для сварки
В случае если два или более кусков арматуры имеют разные по величине диаметры, в ванночке для сварки используется дополнительная накладка. Ванночки помогают увеличить длину арматуры, так как их используют в основном в случаях, когда длина проката меньше, чем длина самой арматуры.
Еще одним плюсом использования такой ванночки будет то, что это дает дополнительную возможность проведения сварочных работ в обеих плоскостях – и горизонтальной, и вертикальной.
Помимо сварки арматуры, ванночки можно применять также и для сварки других изделий из металла. Ввиду того, что размер и частота их применения ничем не ограничены, с помощью таких скоб можно смело воплощать в жизнь самые креативные идеи. С помощью ванночек можно сварить даже самые тонкие элементы арматурных усилений, что позволит ощутимо сэкономить на материалах.
Какие бывают ванночки для сварки
Обычно арматура сваривается в виде сетки, где большую часть общей нагрузки на ячейки можно перенести на вышеупомянутые ванночки.
Всего различают четыре основных типа ванночек, в зависимости от размера (диаметра) арматуры. Все четыре вида подходят под три основных класса арматуры, которые различаются используемыми материалами.
Измерения прямо пропорциональны диаметру арматурных элементов для сварки: чем больше диаметр, тем ванночка выше, шире, глубже, а, следовательно, и тяжелее. Самые легкие ванночки весят около двух сотен граммов, вес самых массивных достигает полутора килограмм.
Как осуществляется сварка при помощи ванночек
Технология самой сварки описана в том же ГОСТ. Варят арматуру при помощи ванночек поэтапно:
- 1.Подготовка арматурных кусков (любого диаметра);
- 2.Приложение арматуры так, чтобы между свариваемыми кусками остался необходимый зазор;
- 3.К скобе приваривается сама арматура;
- 4.Свариваются продольные швы;
- 5.Заваривается оставленный зазор.
Следует учесть несколько нюансов. Например, если сварка проходит в вертикальном положении, то ток нужно ограничить, а если в вертикальном – следует поставить на максимальную мощность, которую способен обеспечить источник.
При выборе между медными и стальными ванночками стоит остановиться на стальных, поскольку они гораздо крепче и обеспечивают дополнительную прочность, оставаясь неподвижными на конструкции. К тому же, стоимость таких ванночек будет чуть ниже.
Если сваривается арматура разного диаметра, как уже упоминалось, необходимо использование дополнительного вкладыша. Это поможет образовать идеально ровный стык кусков арматуры, а также прочнее закрепить конструкцию.
Расчет необходимого количества ванночек для сварки арматуры
При расчете общей сметы на строительство, необходимо также включать в общую стоимость сопутствующие строительные материалы, такие, как, например, ванночки для сварки.
Конкретные модели ванночек рассчитываются в зависимости от размеров предполагаемой конструкции. Обычно ванночки используются для сварки элементов арматуры длинной более трёх метров, так как пруты большей длины сами не держат осевую конструкцию каркасом.
Использование ванночек в необходимом количестве поможет сэкономить и планово-сметные средства, и количество затрачиваемых материалов, а также сделает вашу конструкцию прочной, надёжной и долговечной. Конкретные расчеты производятся с учетом размеров, веса, целевого предназначения и даже природных условий инженерами-строителями.
Читайте также: