Вентиляция в сварочном цехе своими руками
Обновлено: 18.05.2024
Даже непродолжительная работа в сварочном цеху опасна для здоровья. Если же работа ведется ежедневно и подолгу (как это бывает на промышленных предприятиях), обустраивать вентиляционную систему обязательно необходимо.
Система вентиляции на рабочем месте сварщика – это обязательная мера: она должна быть обустроена согласно правилам. Главная задача вентиляции в данном случае – отвод из рабочего пространства вредных газов и паров, которые опасны для бронхолегочной и сердечно-сосудистой системы рабочих.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.

Вентиляционная система в сварочном цеху
Система должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчеты
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
Несколько общих правил и требований к обустройству системы:
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.

Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Обустройство вентиляции сварочного цеха (видео)
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Как оборудовать вытяжку над сварочным столом

ОБОРУДОВАНИЕ
При создании неразъемных соединений электрической дугой в воздух выбрасываются пары металла и дым от сгоревшего флюса. Эти вещества негативно влияют на органы дыхания сварщика. Принудительная вытяжка для сварочного поста обеспечивает отвод посторонних примесей из рабочей зоны. Для обеспечения корректной вентиляции необходим предварительный расчет производительности. Мастер может собрать конструкцию своими руками с использованием подручных материалов.

Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении. В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Требования к оборудованию вытяжки
Вентиляция в сварочном цехе обустраивается в соответствии с требованиями санитарных правил 1009-73 и СНиП II-33-75. В документации указаны допустимые концентрации вредных веществ, габариты и производительность оборудования (зависят от количества работников, площади помещения, типа аппаратуры для сварки и объемов производства). Отдельные разделы правил регламентируют сечение и положение каналов отвода газов (расстояние от зоны воздействия дуги на поверхности до вентиляционного патрубка не должно превышать 50 мм).
- Установка локальных отсосов на каждом посту (вне зависимости от категории). В случае соединения малогабаритных деталей необходима организация рабочего стола в вытяжном шкафу.
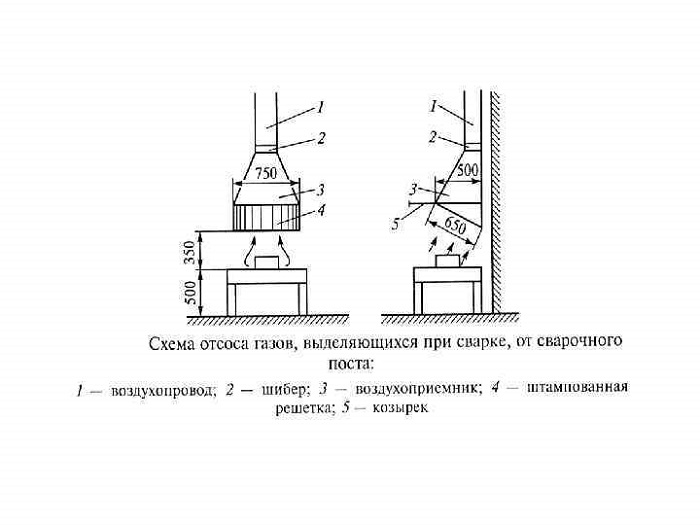
- В случае использования ручной технологии необходимо предусмотреть поворотные или подъемные вентиляционные панели. Расстояние от рабочей зоны до воздушного канала не должно быть меньше 350 мм.
- Скорость циркуляции воздушного потока при выполнении работ электродами с защитным покрытием не ниже 0,5 м/сек. При подаче среды защитных газов параметр снижается до 0,3 м/сек (для предотвращения разрыва атмосферы вокруг дуги и ванны с расплавом).
- При выполнении работ в вытяжном шкафу из воздуха должно отделяться не менее 90% примесей. Прочие локальные вентиляционные установки убирают до 75% посторонних частиц. Оставшиеся газы и пары выводятся из помещения общей системой вентиляции.
- Оборудование должно поддерживать концентрацию вредных примесей в соответствии с требованиями ГОСТ 12.1.005-88. Содержание посторонних элементов в атмосфере на расстоянии 4 м от места проведения работ не должно превышать предельные допустимые концентрации.

Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.

При соединении деталей сложной геометрической конфигурации используют установки с поворотными или подъемными воздухозаборниками. На потолке крепят консоль с барабаном, на который намотан гибкий рукав диаметром до 200 мм.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Если оборудование используется зимой, то вентиляционная система должна поддерживать температуру воздуха в цехах не ниже +18°С. Для подогрева используют тепловые пушки или радиаторы, установленные в каналах вентиляции.
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Оборудование подачи воздуха
Для вентиляции цехов используют системы с различным направлением движения потоков:
- Горизонтального типа с одинаковой производительностью оборудования на подачу и откачку, имеющая ограничения по расстоянию между стенами;
- Вертикального образца, позволяющая улучшить циркуляцию и снизить в 2 раза мощность приточных вентиляторов. Оборудование для откачки воздуха располагают на высоте до 6000 мм от уровня пола. С увеличением высоты циркуляция масс ухудшается.
Горизонтальная система
При горизонтальном направлении потоков необходимо использовать оборудование, не допускающее зон застоя и равномерно распределяющее свежий воздух по объему помещения. Скорость движения потоков не менее 0,1 м/сек обеспечивается электрическим вентилятором и системой дефлекторов. Концепция подходит для помещений с небольшой площадью или объемом.
Например, для типового цеха размером 30х20 м достаточно вентиляторов, обеспечивающих суммарную производительность не ниже 7 тыс. м³/час. Нагнетатели монтируют на поверхности стен на высоте до 4000 мм, что обеспечивает равномерное распределение потоков.
На противоположных перегородках устанавливают вентиляторы с аналогичной производительностью, обеспечивающие отвод загрязненного воздуха. Подобная схема эффективна при расстоянии между стенами до 100 м. В противном случае необходимо предусмотреть дополнительные вентиляционные установки.
Вертикальный воздухообмен
Такая система предусматривает установку вентиляторов в подвале, которые нагнетают поток через шахты. Каналы располагают на поверхности пола и закрывают защитными металлическими решетками с ячейками размером не более 50х50 мм. Скорость потоков на входе в помещение не должна падать ниже 0,1 м/сек (на выходе из раструба вентилятора воздух разгоняется до 4,5 м/сек). Производительность откачивающих вентиляторов на крыше здания в 2 раза превышает возможности приточных, что обеспечивает ускоренную очистку атмосферы в цеху от посторонних веществ.

Примеры самостоятельного расчета
Важно учитывать следующее:
- Для обеспечения защиты органов дыхания необходимо откачивание загрязненной атмосферы из рабочей зоны со скоростью потока не менее 1,5 м/сек. Требование описано в стандарте ГОСТ 12.3.003-86, который допускает применение подвижных насадок, соединенных с насосной станцией эластичным рукавом.
- Если предполагается сварка полуавтоматом, то необходимо предусмотреть щелевую насадку с длиной прорези 350 мм, расположенную на расстоянии 50 мм от рабочей зоны. Если конструкция оснастки или оборудование не рассчитано на установку щелевого раструба, то необходимо предусмотреть несколько стандартных отводов.
Для определения необходимого объема воздуха используют уравнение вида L=K*a, где:
- K – коэффициент, равный кубическому корню 12 или 16 (для одиночного щелевого элемента и нескольких патрубков соответственно);
- a – сила тока в цепи (в А).
При уточненном расчете необходимо ориентироваться на технологию ведения работ.
Например, при использовании электродов с защитным покрытием необходимо обеспечить подачу 4500 м³/час на каждый килограмм сгоревших стержней. Коэффициенты и методики подсчета производительности вентиляционной системы приведены в нормативной документации ГОСТ и СНиП. Следует помнить, что использовать для очистки воздуха в помещениях методику свободной рециркуляции потоков категорически запрещено.
Вентиляционные устройства
В промышленных условиях используется несколько типов устройств:
- Для местной вентиляции применяют оборудование бренда “Совплим”, оснащенное эластичным рукавом и электростатическим фильтрующим блоком. Дальность действия составляет 6 м, что позволяет удалять загрязнения из зоны сварки.
- Распределители воздуха типа БВВ, предназначенные для настенного монтажа на высоте до 2000 мм от пола.
- Компоненты FilterBox, рассчитанные на местное удаление дыма и паров металла. В магистрали предусмотрен фильтр, снижающий количество вредных выбросов в атмосферу.
- Электрические вентиляторы марки ВРП, оборудованные защитными манжетами для предотвращения попадания пыли в подшипниковые опоры.
Обустройство вытяжки для сварочного поста своими руками
Самодельное оборудование для вентиляции применяют для сварочных постов, организованных в гаражах. Из-за уменьшенного объема выбросов газов конструкция вытяжки отличается от промышленной системы. Над верстаком предусматривают перфорированную панель вентиляционного колпака. Электрический насос выбрасывает продукты сгорания в атмосферу через отверстие на крыше или в боковой стене. Канал отвода газов выполняют из гофрированной трубы, соединенной винтовыми хомутами.
Поскольку при закрытии ворот нарушается приток свежего воздуха, то необходимо предусмотреть дополнительный канал. Для привода вентилятора применяют электрический двигатель от старого станка, рассчитанный на подключение к сети переменного тока напряжением 220 В. Фильтр не предусматривают, но некоторые мастера устанавливают в зонт металлический наполнитель для гашения искр. После сборки конструкции проводят испытания и корректируют найденные недоработки (например, повышают мощность привода вентилятора или увеличивают диаметр труб).
Требования к вентиляции сварочного поста, варианты обустройства
При проведении сварочных работ в атмосферу помещения выбрасывается большое количество аэрозолей и газов, образующихся при горении электрода. Находясь в непосредственной близости со свариваемыми деталями, рабочие вдыхают не только загазованный воздух, но и постоянно подвергаются термическому воздействию раскалённого металла. Для создания нормального микроклимата на рабочем месте оборудуется эффективная вентиляция сварочного цеха, главной задачей которой является снижение концентрации вредных примесей до допустимых норм и поддержание температурного режима.

Требования, предъявляемые к вентиляции в помещениях для сварки
Вредные вещества, образующиеся при сварке, имеют температуру выше окружающего воздуха и поднимаются, постепенно загазовывая помещение. Нахождение в такой среде пагубно сказывается на здоровье человека. Для уменьшения влияния вредных факторов обустраивают систему вентиляции с механическим побуждением. На сварочном производстве она должна соответствовать требованиям:
- Создание и поддержание микроклимата в помещении согласно требованиям СП 1009-73 «Санитарных правил при сварке, наплавке и резке металлов».
- Устранение химических компонентов и выбросов, вышедших за границу рабочей зоны.
- Организация постоянного воздухообмена в сварочном цехе путём подачи свежего воздуха для снижения предельно допустимого содержания сварочных аэрозолей и газов.
Вентиляция сварочного помещения должна быть автономной и работать по разомкнутому циклу. Свежий воздух обязан подаваться в зону сварки, при этом скорость его может быть не более 0,9 м/сек.
При ручной дуговой сварке крупногабаритных деталей сварочный пост должен оборудоваться поворотно-подъемными вытяжными устройствами, располагающимися не выше 35 см от места сварки. Скорость движения воздуха в этом случае должна находиться в пределах 0,5 м/сек.
Цеховая система вентиляции должна работать таким образом, чтобы в помещении не оставалось застойных зон.
Местная вытяжка сварочного поста может обеспечить удаление 75% сварочных аэрозолей. Остальные 25% отводятся общеобменной вентсистемой.

Расчёт ПДК (предельно допустимая концентрация) вредных примесей и замер параметров микроклимата проводятся в соответствии с ГОСТ 12.1.005–88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Виды систем вентиляции
Правильно обустроенная вентиляция в сварочном цехе уменьшает концентрацию вредных веществ в атмосфере помещения и минимизирует нанесение вреда окружающей среде. В зависимости от количества рабочих мест и их расположения, выбирается тип и мощность вентиляторов и трассировка воздуховодов. Вытяжные вентагрегаты могут располагаться как на крыше цеха, так и возле него. Забор воздуха приточными агрегатами не должен находиться в зоне выброса загазованной среды.
Вентиляция сварочных постов выбирается в зависимости от величины свариваемых деталей и интенсивности работ. От этого будет зависеть количество и состав образующихся газов.
Устанавливать вытяжные зонты над местом сварщика не рекомендуется, т. к. вредные вещества будут проходить через зону его дыхания.
В этом случае лучше применять рабочие столы с отсосом воздуха через колосниковую решётку, обустроенную на его поверхности. При таком виде местной вентиляции вытяжное устройство должно быть снабжено искрогасящим фильтром.

Производительность вытяжной системы рабочего места может достигать 5,5 тыс. м³/час. При сварке или наплавке больших изделий на столах, не оборудованных вытяжными устройствами, удаление сварочных аэрозолей проводится с помощью местных отсосов мобильных фильтровентиляционных агрегатов.
При выполнении некоторых работ применяют подъемно-поворотные вытяжки. Гибкий приёмный шланг диаметром 200 мм шарнирно закреплён на консоли и направляется в необходимую зону. Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
При использовании местных вытяжных устройств приточный воздух должен подаваться в нижнюю часть помещения, а при невозможности — в верхнюю, с последующей доводкой к сварочному посту.
Общеобменная система
Такая система состоит из нагнетающего и вытяжного вентилятора и системы воздуховодов с фильтрами и регулируемыми приточными устройствами. Общеобменная вентиляция должна обеспечивать свежим воздухом цех для уменьшения содержания вредных примесей. Обустройство её обязательно если во время работ используется более 200 г/час электродов на 1 м³ объёма помещения. В противном случае приток свежих воздушных масс обеспечивается естественным путём. В зимнее время наружный воздух должен подаваться в цех с температурой не менее +18 °C.

Устройство общеобменной системы вентилирования предполагает наличие фильтров для очистки загазованной среды перед выбросом наружу. Производительность вентагрегатов подбирается таким образом, чтобы обеспечивался 10-кратный воздухообмен.
Количество удаляемого воздуха должно быть несколько большим, чем приточного, для недопущения загазованности смежных помещений.
Вертикальная скорость передвижения воздушных масс должна составлять более 0,1 м/с. Это является достаточным для перемешивания среды и удаления сварочных аэрозолей из зон вне сварочных постов.
Обустройство вытяжки своими руками
В быту чаще всего сварочные работы проводят в гараже. Поэтому гаражная система немного отличается от вентиляции в сварочном цехе. В её состав входит зонт с вытяжным вентилятором, который устанавливается над сварочным столом. Вытяжное отверстие оборудуют в противоположной от ворот стене, а при невозможности — выводят на крышу. Воздуховод изготавливают из гофротрубы.

При обустройстве самодельной вытяжки следует предусматривать приточный канал, для того чтобы проводить сварку при закрытых гаражных воротах. Эффективность работы системы проверяется опытным путём. В качестве побудителя используют маломощные двигатели на 220 Вольт. Как показала практика, вытяжка, изготовленная своими руками, позволяет вентилировать помещение до уровня, приемлемого для ведения работ.
Вытяжка для вентиляции сварочного поста своими руками
Во время работы со сваркой в воздух попадают пары металлов и другие ядовитые соединения. Поэтому в помещениях, где предполагается сварка, делают вытяжку для сварочного поста. Здесь мы расскажем, как она работает, что входит в ее состав и можно ли сделать такую вентиляцию самостоятельно.

Назначение вентиляции на сварочном посту
При плазменной и дуговой сварке в воздух попадают ядовитые соединения:
- выгорающее на электродах покрытие;
- испарения металла;
- газ, использующийся при сварке.
Из-за всех этих выбросов сварщик всегда экипируется, защищая органы дыхания. Но ведь нужно, чтобы эти газы не накапливались в помещении, поэтому нужна вытяжка, позволяющая:
- удалять из воздуха оксиды, соединения и другие вещества с помощью специальных отсосов, вытяжных зонтов;
- отводить газы и мелкодисперсные частицы в вентиляцию;
- подавать чистый воздух.
Все это можно сделать, правильно организовав вентиляцию сварочного поста.

Требования, предъявляемые к вытяжкам
Безопасную сварку в замкнутых пространствах может обеспечить только качественная вытяжка, поэтому перед ее созданием необходимо узнать технические требования.
Сварочная вытяжка должна быть автономной и не использовать одни и те же воздушные массы. Если автономной вытяжку сделать не получается, то потребуются подъемные и вентиляционные панели.
Так как чистый воздух для обмена будет браться с улицы, перед подачей его нужно нагревать или охлаждать.
Значительного выделения тепла, достаточного для циркуляции, при сварке не происходит, поэтому нужно, чтобы вентиляция сварочного поста сама прогоняла потоки с нужной скоростью.
Вытяжные зонты устанавливаются около каждого рабочего места, но сбоку от сварщика, а не прямо над его головой, чтобы тяга воздуха не заставляла его вдыхать вредные частицы и те не создавали нагрузку на защиту. Зонты будут удалять до 75% вредных частиц. Для малогабаритных задач устанавливают вытяжной шкаф, который должен удалять 90% вредных примесей. Остальные пары выводятся общей вентиляцией сварочного цеха.
Важно, что эту сварочную вытяжку нельзя совмещать с вентиляцией других помещений, чтобы отравленный воздух не попадал никуда, кроме улицы.
Чтобы соблюсти все санитарные правила для сварочной вытяжки, опираются на СНиП II-33–75 и СП 1009-73. Здесь указаны:
- Допустимые концентрации ядовитых веществ. В радиусе 4 метров от места проведения работ она не должна превышать максимальную.
- Габариты оборудования, в зависимости от площади помещения, количества человек, занятых в сварке, а также инструментов, которыми они пользуются.
- Сечения и положения каналов для вывода вредных веществ и т. д.
Чтобы поддерживать допустимую концентрацию примесей, сварочное оборудование также должно соответствовать ГОСТ 12.1.005–88.
Виды системы вентиляции
Зная требования к сварочным вытяжкам и особенности рабочего пространства, где она будет установлена, можно перейти к изучению видов вентиляций и выбору подходящей.
Для начала, они могут быть местными и общеобменными. Местная предполагает, что сварщик будет работать в небольшом пространстве, например, вытяжном шкафу, и поэтому вентиляция будет только в этой зоне. Общеобменная сварочная вытяжка охватывает все пространство мастерской. Эти виды вентиляции можно использовать и вместе.
Общеобменная вентиляция может быть вертикальной и горизонтальной. Это указывает на разное направление потоков:
- Горизонтальная вентиляция имеет оборудование одинаковой мощности на подаче воздуха и его откачке. Здесь важно расстояние между стенами.
- Вертикальная вентиляция позволяет снизить мощность приточных вентиляторов, так как устройства откачки воздуха помещаются на высоте до 6 м. Если установить выше, то циркуляция ухудшится.
Говоря подробнее, организуя горизонтальную сварочную вытяжку, нужно использовать оборудование, которое равномерно распределяет чистый воздушный поток по помещению, без застоев. Желательно иметь электрические вентиляторы и систему дефлекторов. Для типового цеха 30х20 м, горизонтальной вентиляции будет вполне достаточно.
Вертикальная система сварочной вытяжки предполагает нагнетание потока воздуха через шахты, поэтому вентиляторы иногда устанавливаются в подвалах или, наоборот, на крышах. Каналы располагаются по полам и закрываются металлическими решетками, с ячейками хотя бы 5х5 см.
Скорость вентиляции на входе здесь должна быть не ниже 0,1 м/сек. Производительность вентиляторов вытяжки на крыше в 2 раза выше, чем у приточных, поэтому так можно организовать ускоренную вентиляцию в сварочном цеху.
Расчет вентиляционной системы сварочного поста
Выбрав вытяжку, потребуется сделать расчеты для ее грамотной установки и использования.
Так, в расчет производительности вентиляционной системы входит определение:
- Скорости воздушного потока для вытяжки. Обычно она оказывается не менее 1,5 м/сек., но рассчитать, используя ГОСТ 12.3.003–86, все равно нужно. В этом же документе говорится, как вентиляцию настроить на идеальную скорость потока.
- Необходимости установки щелевой насадки на вытяжку, если предполагается варка полуавтоматом. Ее длина прорези составляет 3,5 см, а находиться она должна на расстоянии не менее 5 см от рабочей зоны. Если такую насадку установить не получится, ее можно заменить на несколько обычных отводов.
Далее нужно определить правильный объем воздуха, что делается по формуле L=K * X, где:
- K — это коэффициент, составляющий корень кубический из 12 или 16, в зависимости от того, есть ли щелевой элемент или просто несколько отводов соответственно.
- X — это сила тока (в А).
Также здесь нужно учитывать технологию сварки, так как для каждой есть свои средние значения.
Вентиляционные каналы должны формироваться металлическими трубами, с мощными вентиляторами, фильтрами и защитными решетками.
Устройство вытяжки для сварочного поста своими руками
В больших пространствах сварочную вытяжку лучше собирать профессионалам, особенно если оборудования много, но если сварочный цех небольшой, то можно организовать качественную вытяжку сварочного поста и своими руками. Тем более, все ее составляющие уже закуплены, вид определен, а расчеты сделаны. Нужно только правильно все собрать.
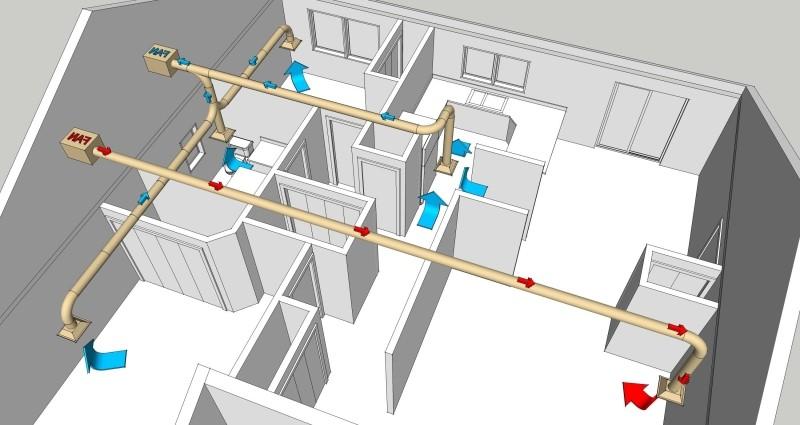
Вся работа делится на два этапа. Первый будет заключаться в установке общей вентиляции:
- Рядом со стеной, ведущей на улицу, делается вентиляционная камера. Далее ставят уличный вентилятор со специальной системой фильтрации, а также дополнениями для охлаждения и подогрева потока. Через полость в стене вентилятор будет всасывать чистый уличный воздух.
- Канал для движения воздушного потока устанавливают от камеры вентиляции к потолку.
- Еще один вентилятор с фильтрами должен появиться на чердаке, к нему подводится труба, по которой будет уходить отработанный воздух.
- В потолке делаются отверстия, которые соединяют с чердачным вентилятором с помощью вентиляционных каналов.
Так получается вентиляционная система смешанного типа, и вертикальная, и горизонтальная одновременно. Приточное оборудование будет подавать воздух по-разному, из-за чего он не будет застаиваться и будет возможность избежать «слепых зон» в углах мастерской.
Далее начинается второй этап, где собирается локальная вентиляционная линия, с вытяжкой для сварки у рабочих мест. Такая вытяжка не позволит большей части вредных веществ распространятся по всему цеху. Тут все проще, сбоку над верстаком рабочего места устанавливается колпак с вентилятором. К нему подсоединяется труба для вывода вредных газов, которая выводится на улицу через крышу или боковую стену.
Вентиляция в сварочных помещениях
Сварочные работы сопровождаются выбросом большого количества вредных веществ. Для их удаления требуется обустройство системы воздухообмена. Вентиляция сварочного цеха – сложная система, регламентированная многочисленными правилами, которые изложены в специальных стандартах и нормативах.

Сварочный цех — помещение, в котором наличие вентиляционной системы критически важно
Несмотря на сложность, наличие общей информации по работе и обустройству воздухообмена позволяет обустроить такую систему своими руками.
Требования к вентиляции в помещениях для сварки
Сварочные работы относятся к вредным процессам, т. к. происходит выделение большого количества веществ: аэрозоли окислов железа, оксиды хрома, марганца, фтористые соединения, двуокись кремния.
Они несут существенную опасность для здоровья человека, наносят вред окружающей среде, поэтому все помещения, предназначенные для проведения постоянных работ по сварке (цехи, посты, участки), оборудуются вентиляцией.
Задачи, которые решает вентиляция сварочного поста:
- Выведение вредных веществ.
- Поддержание микроклимата в помещении по температуре, влажности, концентрации веществ в полном соответствии с установленными требованиями ГОСТ и СНиП.
- Постоянная подача свежего кислорода.
Воздухообмен сварочного помещения должен быть автономным. Если цех находится в здании с другими помещениями, вентиляция не должна быть совместной. Запрещено проектирование систем с повторным и циклическим использованием воздушных масс. Перед подачей в рабочее пространство воздух доводится до нужной температуры в зависимости от показателей на улице и в помещении.
Во время проведения работ не происходит существенного выделения тепла, поэтому естественная система не применяется. Низкие тепловые выделения не позволяют обеспечить необходимую разницу температур для естественной циркуляции воздушных потоков с нужной интенсивностью и скоростью.
Устройство и виды вентиляции в цехах для сварки
В сварочном цеху обустраивается два вида воздухообмена:

В сварочном цеху устанавливаются два вида воздухообмена: общеобменный или локальный
Локальная система удаляет 75% всех вредных элементов, выбрасываемых в воздух во время работ. Остальные 25% удаляет общеобменная вентиляция. Если потоки подаются горизонтально, они обязательно охватывают всё помещение.
В цехе не должно образовываться «мёртвых» участков, особенно это касается углов, где застаивается отработанный воздух с большой концентрацией вредных элементов. Схема с горизонтальной подачей воздуха отлично подходит для сварочных помещений небольшой площади.
Приточные каналы с вентиляторами устанавливаются на высоте до 4 метров. Вытяжные каналы оснащаются вентиляторами аналогичной мощности и обустраиваются на противоположной стене. Высота расположения каналов должна быть одинаковой.
Расстояние между стеной с притоком и стеной с вытяжкой не должно превышать 100 метров. Если расстояние больше, отработанный воздух будет скапливаться в центральной зоне помещения. Мощность вытяжного вентилятора не должна быть меньше мощности прибора на входе, в противном случае загрязнённый воздух будет застаиваться.
Вертикальная система предусматривает использование подвального помещения. Там монтируются приточные каналы. Под полом цеха монтируются вентиляторы. Отверстия в полу закрываются специальными металлическими решётками.
Диаметр ячеек не должен превышать 50 мм. Скорость потоков при выходе из вентиляторов – 4,5 м/с, скорость при проходе через решётку – 0,1–0,2 м/с. Вытяжные вентиляторы монтируются на крыше с выведением каналов в потолке.

Вытяжной вентилятор необходимо монтировать на крыше с выведением каналов в потолке
При автоматической системе сварки оборудуется система отсосов, располагающаяся на расстоянии не более 50 см от места линии сварки. Если таких отсосов у оборудования нет, монтируются дополнительные элементы местного вентилирования. Щели отсосов должны быть не более 35 см.
Преимущества применения местной вентиляции, состоящей из отсосов:
- удаление опасных веществ непосредственно в зоне их выделения;
- предотвращение распространения опасных элементов по всему помещению;
- близкое расположение позволяет производить удаление с использованием меньших объёмов воздуха и расходования меньших мощностей.
В помещениях, где невозможно оборудовать стационарные сварочные посты, и сварщики постоянно перемещаются во время проведения работ, местная вентиляция в виде отсосов будет неэффективна. В таких случаях используется общеобменная система высокой мощности с кратностью воздухообмена более 10.
В ряде ситуаций использование местной вентиляции с отсосами невозможно по следующим причинам:
- Изменение наименований свариваемых изделий (различные размерные характеристики и т. д.).
- Работа с объектами больших размеров.
- Невозможность использования фиксированных постов.
- Необходимость выполнения процедур по погрузке и выгрузке.
Если локальную систему использовать нельзя, то существенно увеличивается мощность общеобменного воздухообмена.
Оптимальная схема горизонтальной вентиляции в помещении длиной 30 м и шириной 20 м должна включать по 7 вентиляторов для притока и вытяжки с мощностью 7000 куб. м/ч. Необходима мощность оборудования для вертикальной системы в помещении с аналогичными размерами: на входе не менее 3400 куб. м/ч и на выходе 6800 куб. м/ч.
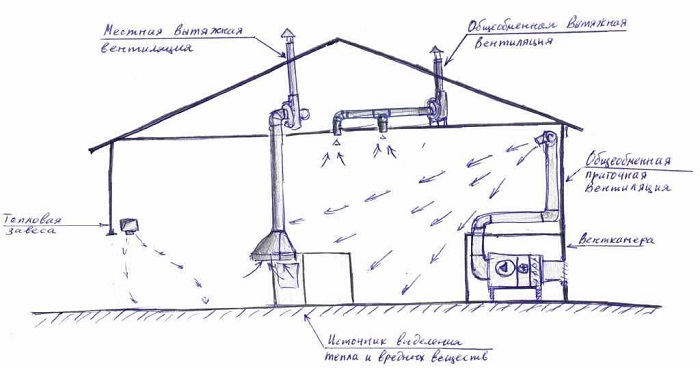
При выборе вентиляционной схемы нужно учитывать особенности производственных процессов. При сварке образуются конвективные потоки, когда подогретый воздух, насыщенный опасными веществами, от мест сварки поднимается наверх. В таких условиях поток к потолку можно усилить системой приточной вентиляции, а вверху установить вытяжное оборудование, но потоки отличаются крайней неустойчивостью.
При реальной эксплуатации такого воздухообмена возникает опасность нарушения движения потоков вверх горизонтальными струями холодного воздуха. Вместе с ними опасные вещества возвращаются вниз и распространяются по помещению.
Для повышения эффективности вентиляции рабочие места в помещении отгораживаются друг от друга. Эта мера при наличии локальной вытяжки позволяет локализовать опасные выделения и выводить их с помощью отсосов. При наличии перегородок подойдёт только вертикальная система общей вентиляции.
Вентиляция в сварочном цеху своими руками
Для крупных сварочных производственных помещений с несколькими сварочными постами вентиляция должна оборудоваться с участием квалифицированных специалистов, которые произведут точные расчёты и подберут оптимальное оборудование. В небольших сварочных цехах воздухообмен можно сделать своими руками, но и здесь важно произвести расчет по всем правилам.

В небольшом сварочном цехе обустроить вентиляцию можно самостоятельно
Работы можно условно разделить на два этапа. Сначала производится установка общеобменной приточно-вытяжной вентиляции принудительного типа. Будет использоваться смешанный тип подачи и вывода воздуха. Приточное оборудование будет подавать воздух горизонтально и вертикально.
Вытяжка производится вертикально:
- Рядом со стеной на улицу оборудуется вентиляционная камера. В ней устанавливается вентилятор с возможностью фильтрации, подогрева и охлаждения воздуха.
- Через отверстие в стене вентилятор забирает свежий воздух.
- От вентиляционной камеры в цехе к потолку прокладывается вентиляционный канал, который подаёт свежий воздух.
- На чердаке устанавливается ещё один вентилятор с фильтрами для очистки воздуха. От вентилятора на крышу выводится труба, с помощью которой выводится из здания отработанный воздух.
- В потолке проделываются 2–3 отверстия, которые с помощью вентиляционных каналов подводятся к чердачному вентилятору.
После оборудования общей системы воздухообмена производится установка местной линии. Вентиляция для сварочного поста местного типа представляет собой специальную отсосную систему.
Такое оборудование выпускается специально для производственных предприятий, и его можно подобрать в соответствующей комплектации для конкретного цеха. От отсоса прокладывается вентиляционный канал на кровлю.
Местная вытяжка позволит выводить большую часть вредных загрязнений автономно, не допуская их распространения по всему помещению. В случае необходимости монтируется мобильный отсос, позволяющий перемещать местную вытяжку вместе со сварочным аппаратом.
Читайте также: