Вид свариваемых деталей по сварке накс
Обновлено: 04.10.2024
08, 08пс, 08ЮТ, 15, 15пс, 10, 20, 20пс, 16Д, СтЗ**, СтЗГ**, 35, 45, Ст 3 (пс, сп) ДТУ-1, Ст 3 (пс, сп) ДТУ-2, Ст 3 (пс, сп) ДТУ-3, СтЗГпс ДТУ-1, СтЗГпс ДТУ-2, С235, С255, С285, Ст ЗГпс ДТУ-3, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С, С345, 08ГБЮ, S355 S1/B, S355 J2H S1B, S355 K2G3, Е32, 09Г2СД, 18ЮТ (Ч-33), 16ГС, 22ГЮ, 15ГФ, 20Х, 15ХСНД, 30ХГСА
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 МПа до 500 МПа
Ст3пс*, Ст3сп*, Ст3Гпс*, С375, 09Г2*, 09Г2С*, 12Г2С*, 09Г2С ДТУ-4, 15ХСНД*, 09Г2СФ, 30ХГСА*, 19ЮФТ (Ч-37), 10Г2Б, 08ГБЮ, 09ГБЮ, 12Г2Б, 14Г2АФ, 14Г2АФД, 15Г2АФД, 15Г2СФ, 10ХСНД, Ч-44, 09Г2ФБ, 10Г2ФБ, 16Г2АФ, 16Г2АФД, 18Г2АФ, 18Г2АФД, 1-12, 4-12, 7-12, 13ХГСН1МД, 14ХГ2САФД, 10Г2СФБ, 10Г2ФБЮ, RAEX 640 XCF, FORM 500S1, Е40
Низколегированные конструкционные стали перлитного класса с гарантированным минимальный пределом текучести свыше 500 МПа
13ХГСН1МД*, 14ХГ2САФД*, 12ГН2МФАЮ, 10ХСНД*, 1-12*,
3-12, 14ХГ2САФД*, 12Г2СМФ, 15ХГНМРАФАЧ, 15ХГН2МАФАЧ, 12ХН2МД (АБ1), 12ХН2МД-Ш (АБ1-Ш), 15Г2МФЮТРЧА, 10ГДН1ФЮ, 10ХНЗМД (АБ2), 10ХНЗМД-Ш (АБ2-Ш), 14ХГНМД, 12Х2Г2НМФТ, 12ГНЗМФАЮДР-Ш, 12ГНЗМФАЮДР-СШ, 14ХГН2МДАФБ, 15ХГНМФТ, 17Х2МБ,
DOMEX 590 ХРE, DOMEX 640 ХРE, WELDOX 700E,
WELDOX 960E, 07X3ГНМЮА, АКН 29, 12ДН2ФЛ
Группы и марки основных материалов КО
Перечень входящих в группу котельного оборудования технических устройств:
1.Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115 °С.
2.Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой свыше 115 °С.
3.Сосуды работающие под давлением свыше 0,07 МПа.
4.Арматура и предохранительные устройства.
5.Металлические конструкции для котельного оборудования
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции котельного оборудования
Группы материала
Характеристика групп
Марки материалов
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа
Ст2, СтЗ, СтЗГ, Ст4, 08, 10, 15, 20, 20ПВ, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, З0Л, 35Л, 10Г2, 06ГФАА, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 09Г2С, 10Г2С, 10Г2С1, 14ХГС, 14ГНМА, 16ГНМ, 16ГНМА
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
12МХ, 12ХМ, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12X2M1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ
Легированные стали мартенситного класса с содержанием хрома от 4 до 10%
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
20X13, 12Х11В2МФ, 18Х12ВМБФР
Высоколегированные стали аустенитного класса
12Х18Г9Т, 08Х16Н9М2, 08Х18Н10Т, 12X18H10T, 12Х18Н12Т, 12Х18Н9ТЛ, 12Х18Н12МЗТЛ, 10Х13Г12БС2Н2Д2, 20Х23Н13
Группы и марки основных материалов ГО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции газового оборудования
Группа материала
Cт1, Ст2, Ст3 (КЗ8), Ст4, 08, 10 (К34), 15 (КЗ8), 20 (К42), 10Г2, 09Г2С, 17ГС (К52), 17Г1С (К52), 17Г1С-У
Группы и марки основных материалов МО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции металлургического оборудования
Часть 1. Железоуглеродистые сплавы
Ст2, СтЗ, СтЗГ, Ст4, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У,15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У,20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ и т.п.
13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 09Г2НАБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ,12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А,10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 18Х2МФА, 25Х2МФА, 12Х2Н4А
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа
18Х3МВ,20Х3МВФ,25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20ХН3Л, 30ХГСА, 38ХН3МФА
12МХ, 12ХМ, 15ХМ, 20ХМ.20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10X2M1A-Ш, 12Х1МФ, 20Х2МА, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 15Х2НМФА, 15Х2НМФА-А.
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ.
Высоколегированные стали аустенитно-ферритного класса
12X21Н5Т, 08Х22Н6Т, 08Х18Г8Н2Т, 10X21Н6М2Л
07Х16Н6, 08Х21Н6М2Т, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10XI7H13M2T,08X17H15M3T, 12X18H9T и т.п.
СЧ10, СЧ15.СЧ17, СЧ20, СЧ25, СЧ30, СЧ35, СЧ15М4, СЧ17М3, ЧНХТ, ЧН1МШ, ЧН2Х, КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5, ВЧ-35, ВЧ-40, ВЧ-45, ВЧ-50, ВЧ-60, ВЧ-70, ВЧ-80, ВЧ-100
Арматурные стали железобетонных конструкций
18Г2С, 10ГТ, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС, 20ГС, 28С, Ст 5пс, Ст 5сп, 35ГС
Виды свариваемых материалов в соответствии с требованиями Национального агентства контроля сварки
Аттестационные мероприятия, проводимые в отношении сварщиков и специалистов сварочного производства, должны быть тщательно регламентированы, с точки зрения оформления специальных нормативных документов.
Регламентирующие документы для проведения аттестации сварщиков НАКС
Ключевым регламентирующим документом, который ложится в основу проведения аттестации сварщиков, является Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства, принятый к действию в 2002 году (опубликован в «Российской газете» 10 августа 2002 года в номере 148). Общеупотребительное наименование данного регламента – РД 03-495-02.
Данный регламент состоит из двух частей:
- Технологический регламент проведения аттестации сварщиков.
- Технологический регламент проведения аттестации специалистов сварочного производства.
Кроме того, в состав данного документа входят также 22 приложения, которые регламентируют все стороны проведения аттестационных мероприятий от заполнения заявок на проведение аттестации до итоговых протоколов проведения таких мероприятий, а также контрольные таблицы, позволяющие оценить качество выполненных работ.
Технологический регламент проведения аттестации сварщиков
Технологический регламент проведения аттестации сварщиков освещает следующие вопросы:
- группы материалов, которые имеет право варить сварщик, прошедший процедуру аттестации в соответствии с требованиями НАКС;
- способы, доступные для осуществления сварки конкретному аттестуемому сотруднику;
- варианты контроля сварных швов по качеству выполнения и итогового функционирования;
- те области, на которые распространяет свое действие проведенная аттестация;
- доступные варианты оформления аттестации.
Технологический регламент проведения аттестации специалистов сварочного производства
Технологический регламент проведения аттестации специалистов сварочного производства гораздо уже, так как направлен на присвоение соответствующей квалификации лицам, которые будут заниматься руководством сварочных процессов, а также проводить аттестацию сварщиков в соответствии с требованиями НАКС.
Данный регламент предоставляет информацию о том, какими знаниями должен обладать специалист сварочного производства, а также какими способами производится проверка имеющихся знаний, и в каком виде оформляются результаты аттестации.
Виды и способы сварки для аттестации сварщиков
Аттестационные мероприятия, проводимые в отношении сварщиков, должны отражать следующие виды и способы сварки:
- электродная сварка, выполняемая ручным дуговым способом;
- сварка электродами с образованием сварочных ванн с использованием ручного дугового способа; , выполняемая ручными и механизированными способами с использованием плавящихся и неплавящихся электродов, а также автоматический способ с использованием неплавящихся электродов;
- сварка с использованием плавящихся электродов в средах активных газов и смесей, осуществляемая механизированным и автоматическим способами; , осуществляемая автоматическим и механизированным способами;
- ванная сварка под флюсом, выполняемая механизированным способом;
- сварка с использованием самозащитной порошковой проволоки, осуществляемая механизированным способом, ванным механизированным способом, а также механизированным способом в среде активных газов;
- сварка открытой дугой, выполняемая механизированным способом, с использованием легированной проволоки;
- сварка плазменным методом;
- сварка, осуществляемая электрошлаковым способом;
- сварка электронно-лучевым способом;
- сварка газовым способом;
- сварка капельно-точечным способом;
- сварка стыкового типа, осуществляемая контактным способом методом сопротивления или оплавления;
- сварка высокочастотного типа;
- аргонодуговая наплавка, выполняемая ручным или автоматическим способами;
- автоматическая наплавка под флюсом с использованием ленточного или проволочного электродов;
- пайка;
- сварка полимерных материалов с использованием нагретого инструмента;
- сварка, выполняемая в отношении полимерных материалов, при осуществлении которой используются закладные нагреватели;
- сварка полимерных материалов, которая происходит нагретым газом;
- экструзионная сварка.
Виды деталей
При проведении аттестации играет роль также и то, на сварку каких деталей сдает экзамен сварщик, так как это имеет значение на распространение сферы деятельности его аттестационного удостоверения. В соответствии с РД 03-495-02 выделяют следующие виды деталей, в отношении которых происходит выполнение сварочных процессов, в том числе на практических экзаменах во время аттестации НАКС:
Сварке подлежат соединения всех указанных видов деталей, что проверяется на практических экзаменах.
Если речь идет о сварке деталей из полимерных материалов, то выделяются следующие виды деталей:
Как и в случае со стальными изделиями, при выполнении сварочных процессов на экзамене проверка качества выполнения сварных соединений может проводиться в отношении всех указанных видов деталей.
Типы соединений
Согласно Технологическому регламенту проведения аттестации сварщиков, перечень типов соединений, которые должны быть выполнены аттестуемым сотрудником, выглядит следующим образом:
- стыковые (выполняемые без осуществления разделки кромок (СБ или BW), с односторонней разделкой кромок (CV), с двусторонней разделкой, выполняемой по кромкам (CX));
- нахлесточные (для листов – «внахлестку» (Н или LW) и «в угол» (У или FW), для труб – враструб (Р), муфтовое (М) и с отводом (О));
- тавровые (без разделки кромочных соединений (ТБ), с односторонней (TV) или двусторонней разделкой (TX)).
Понятие групп основных свариваемых материалов
Как уже говорилось выше, Технический регламент имеет ряд приложений, одно из которых – Приложение №17 – посвящено основным группам и видам свариваемых материалов.
Так как квалификация сварщика, присвоенная ему по итогам проведенной аттестации, и допуск к определенным видам работ напрямую зависят от того, какие материалы он варил на практическом экзамене, указанное Приложение регламентирует данный вопрос, предоставив подробную расшифровку в Таблице №1 основных групп материалов, в отношении которых выполняются сварочные процессы.
Так как разделение на группы происходит на основании составов таких материалов, а также на основании марок, то потребовалось дать расшифровку этому показателю, для чего используется Таблица №2 в этом же Приложении.
Группы свариваемых материалов Группы типичных марок основных материалов
Область распространения аттестации сварщика
Технологический регламент проведения аттестации сварщика – документ широкого действия, который предусматривает также варианты для того, чтобы определить, как будет распространяться область действия полученной сварщиком аттестации. Данный вопрос освещается подробно в Разделе 1.15 указанного Регламента путем возможности следующего распространения полученной аттестации:
Аттестация сварочного оборудования от Национального агентства контроля сварки (НАКС): зачем нужна, виды, порядок проведения
На большинстве предприятий сварочные работы связаны с опасными объектами по классификации ОПО (статья 2 ФЗ №116). В этом случае такие работы должны находиться под государственным контролем в соответствии с требованиями текущего законодательства (РД 03-614-03).
Для чего нужна аттестация сварочного оборудования от НАКС
Национальное агентство контроля сварки — это учреждение, обеспечивающее государственный контроль посредством разработки методических документов по аттестации сварщиков, сварочного оборудования и технологических процессов и проведения аттестации.
В процессе аттестационной проверки комиссия производит сверку реальных технологических характеристик сварочного оборудования с теми, которые были указаны в документации, а также оценивает оборудование с точки зрения возможности обеспечить заданное качество сварки при ремонтных, монтажных и других работах. Это обеспечивает стандартизацию производства в соответствии с требованиями безопасности.
Подача заявки на аттестацию сварочного оборудования
Чтобы получить свидетельство об аттестации, организация, которая изготавливает, ремонтирует или монтирует устройства для опасных производственных объектов, подаёт заявление с прилагаемым к нему комплектом необходимых документов в аттестационный центр.
По завершении прохождения необходимых этапов аттестации предприятию-заказчику выдается подтверждающий документ.
Для прохождения аттестации компания-заказчик должна предоставить следующие документы:
- карточку предприятия и банковские реквизиты;
- паспорт организации, изготовившей оборудование, которое планируется использовать;
- оригинал сертификата соответствия РФ и две копии, заверенные по ГОСТ Р-7.0.97-2016;
- данные по условиям эксплуатации;
- технологические карты на сварные соединения, которые будут выполняться;
- журнал учёта сварочного оборудования, в который внесены все данные о ремонтах, проверках и перемещениях;
- копии документов аттестованных сварщиков штата компании;
- сертификаты на использующиеся сварочные материалы;
- ксерокопии документов специалиста, осуществляющего контроль техпроцесса сварки на предприятии;
- свидетельство об аттестации лабораторного неразрушающего контроля;
- если есть аттестат на тип сварочного оборудования отрасли, то его также необходимо предоставить.
Типы аттестаций
Предмет аттестации оборудования НАКС — это способность проверяемого оборудования осуществлять виды работ, указанные в технологическом процессе конкретной компании по заданным стандартам качества. Со временем приспособления для сварки могут выходить из строя, менять свои характеристики и подвергаться действию среды и износу. Поэтому существует необходимость проводить сертификацию регулярно в заданные промежутки времени. В зависимости от цели и времени прохождения аттестация бывает следующих типов:
- Первичная. Проводится при введении сварочной аппаратуры в эксплуатацию на конкретном производстве. Её необходимо проводить до начала использования сварки в производственных процессах.
- Периодическая. Проводится в целях контроля работоспособности и обеспечения качества проводимой работы инструмента сварки в процессе его использования, а также для продления срока действия текущего аттестата. Проходить её нужно раз в три года.
- Дополнительная. Обязательна в случае изменений технологического процесса в том случае, когда требуется подтвердить возможность и обеспечение качества нового вида сварочных работ.
- Внеочередная. Проводится при изменениях государственных стандартов оборудования, простоя год или более, при модернизации, а также по решению Госгортехнадзора в случаях повторяющихся эпизодов создания продукции неудовлетворительного качества.
Порядок аттестации
Во время аттестации сварочные машины проходят специальные и практические испытания, необходимые для сертификации. Практические испытания проводятся двумя сварщиками не ниже пятого разряда в присутствии не менее трёх членов аттестационной комиссии.
Оснащение, используемое в производстве и ремонте, подразделяется на оборудование общего и специального назначения. Инструменты общего назначения используется в различных видах сварки, а сварочное оборудование специального назначения изготовлено для определённой цели, например, одноточечные машины с распорными пистолетами для автомобильной сварки.
Практические испытания отличаются в зависимости от цели использования инструмента в каждом конкретном случае. Соответственно, алгоритм аттестации для потребителя и изготовителя оборудования будет отличаться объемом произведенных проверок и тестирований.
Общий алгоритм проведения проверок НАКС проходит примерно следующим образом.
- Сначала проводится сверка документации сварочного оборудования на соответствие стандартам ГОСТ для определенного вида сварочной работы.
- Затем проводится сверка всех технических характеристик сварочного оборудования на соответствие свойствам заявленным в паспорте изделия параметрам. Проверяют комплектацию и состояние поданного на проверку снаряжения.
- Проводится практическая проверка соответствия аттестуемого устройства требованиям инструкции по безопасной эксплуатации и охране труда. В эту проверку входит осуществление сварных работ аналогичных тем, которые будут проводиться или уже проводятся (в случае с промежуточной аттестацией). Оценивается прочность полученных швов и другие показатели качества.
- Осуществляется практическая проверка соответствия технических характеристик устройства нормативной документации, используемой при работе с определенными группами технических устройств, применяемых на опасных производственных объектах.
- Проверяются электрические, механические и гидравлические свойства на соответствие паспортным данным оборудования.
Завершающий этап — выдача сертификационного свидетельства.
По окончании процесса оценки и сверки в случае его успешного прохождения предприятию-заказчику выдаётся аттестационное свидетельство.
Аттестация сварщиков Национальным агентством контроля сварки: понятие и особенности проведения
НАКС – центральный руководящий орган федеральной системы аттестации осуществляемого сварочного производства. Данный орган – Национальное агентство контроля сварки – принимает решение относительно структуры самой системы аттестации, направления функционирования этой системы, методов ее деятельности. Кроме того, НАКС принимает решения относительно перспективных направлений развития основных правил работы и взаимодействия всех составных частей указанной системы, а также относительно ее внешних связей.
Что предоставляет собой аттестация сварщиков НАКС
Национальное агентство контроля сварки проводит аттестационные мероприятия в отношении специалистов и сварщиков, которые задействованы в сварочном производстве на опасных производственных объектах.
По итогам проведенной аттестации лицу, которое ее проходило, выдается специальное удостоверение, в котором указываются присвоенный уровень квалификации, а также те виды работ, которые правомочен выполнять специалист или сварщик.
Выдача такого удостоверения происходит после прохождения всей процедуры аттестации в аттестационном центре или специальном аттестационном пункте, который уполномочен на осуществление таких мероприятий Национальным агентством контроля сварки.
Виды аттестации
Аттестация, проводимая Национальным агентством, имеет несколько классификаций, которые зависят от наличия пройденной ранее аттестации, а также от присваиваемого уровня по итогам такой аттестации.
По видам в зависимости о прохождения аттестации ранее все мероприятия делятся на такие:
- первичная. Данный вид осуществляется в тех случаях, если ранее сварщик или специалист сварочного производства не проходил весь комплекс мероприятий на определенный вид работ;
- периодическая. Указанный вид используется в тех случаях, когда речь идет о необходимости продления полученного ранее удостоверения по причине окончания его срока действия;
- дополнительная. Аттестация этого вида проводится в случае необходимости получения сварщиком или специалистом сварочного производства квалификации по новому комплексу технологий, оборудования или материалов. Проведение дополнительной аттестации не предусматривает оформления самостоятельного удостоверения: к уже имеющемуся документу оформляется специальный вкладыш;
- внеочередную. Этот вид аттестационных мероприятий проводится в случае, когда сварщик или специалист сварочного производства был отстранен от работы по причине допущения существенных недостатков в работе, либо требуется новое подтверждение присвоенной ранее квалификации (например, при изменении существенных условий применения определенных технологий).
Если говорить об уровнях, которые присваиваются по итогам проведенных аттестационных мероприятий, то здесь имеет место быть следующее деление:
- первый уровень. Получивший этот уровень человек может работать аттестованным сварщиком или оператором сварочного комплекса. Данные вносятся в новое удостоверение НАКС (за исключением случаев проведения дополнительной аттестации);
- второй уровень. Человек, в удостоверении которого содержится такое указание, является аттестованным мастером по сварке. На сотрудника с таким уровнем могут быть возложены обязанности по ответственному наблюдению и контролю за проведением полного комплекса сварочных работ;
- третий уровень. Сотрудник, получивший данный уровень, является аттестованным технологом сварочного производства. На лиц, имеющих данный аттестационный уровень, возлагаются обязанности по руководству и техническому контролю за выполнением всех работ сварочного типа, а также по работе с инженерной и инженерно-технической документацией, в том числе по разработке с последующим согласованием в профильных подразделениях технологических карт; по проведению допускных аттестационных мероприятий в отношении сварщиков, которые должны получить допуск к работе (сопровождается оформлением допускных листов); по проведению работы по аттестации используемого оборудования и технологий;
- четвертый уровень. Сотрудник, которому присвоен данный уровень на основании квалификационных требований НАКС, является аттестованным инженером и может быть назначен на должности руководителей отделов и их заместителей.
Необходимые документы
Пройти каждый вид аттестационных мероприятий Национального агентства контроля сварки возможно только в том случае, если претендент на аттестацию предоставит полный пакет документов, в который входят:
- заявка на прохождение аттестации. Ее формирование и направление может быть осуществлено как лично самим претендентом на аттестацию, так и той организацией, в которой работает такой человек;
- копия паспорта гражданина Российской Федерации или иного документа, удостоверяющего личность аттестовываемого;
- документ, подтверждающий уровень образования претендента на прохождение аттестационных мероприятий (если сварочное образование у заявителя отсутствует, потребуется предоставить документы о прохождении переобучения). Для иностранных граждан потребуется предоставить документы о том, что ими было осуществлено получение сварочного профильного образования на территории Российской Федерации по аккредитованным образовательным программам;
- копия трудовой книжки или выписка из приказа о приеме на работу либо иные документы, которые подтвердят факт наличия официального трудоустройства на работу для лица, которое включено в заявку на аттестацию от организации;
- согласие, в соответствии с которым будет осуществляться обработка персональных данных;
- фотография установленного образца для оформления удостоверения.
При заполнении заявки на включение в аттестовываемую группу необходимо указать группу технических устройств (с использованием специального буквенного шифра), существующих на опасных производственных объектах, на которые планируется открытие удостоверения или вкладыша у сварщика или специалиста сварочного производства (например, КО – котельное оборудование, НГДО – нефтегазодобывающее оборудование и т. д.).
Если аттестация сварщика или специалиста носит характер дополнительной или периодической, пакет документов расширяется за счет включения в него заверенной копии имеющегося удостоверения.
Все копии, вкладываемые в данный пакет документов, заверяются либо работодателем (в случае аттестации от организации), либо нотариусом.
Порядок проведения аттестации и ее стоимость
Проведение аттестации НАКС (кроме случаев присвоения четвертого уровня) осуществляется следующими этапами:
Аттестация на четвертый уровень происходит исключительно на базе аттестационных центров в связи с необходимостью присутствия на всех экзаменационных мероприятиях не менее трех преподавателей, которые также имеют четвертый уровень по системе НАКС.
Стоимость аттестации варьируется в зависимости от аттестационного центра или пункта, уровня, группы материалов, ее периодичности или первичности, а также от численности групп, проходящих одновременно обучение с аттестацией. Диапазон на одного человека в зависимости от всех перечисленных параметров варьируется от пяти до ста тысяч рублей на одного человека, однако, конкретную сумму следует узнавать в каждом случае отдельно.
Удостоверение сварщика
Проведение всех аттестационных мероприятий завершается получением удостоверения, созданного по системе квалификационных требований НАКС. В данном документе, дающем право на выполнение определенных видов работ, содержатся следующие сведения:
- данные о лице, которому выдано удостоверение (с его фотографией);
- данные о сертифицированном аттестационном центре или пункте, где проходила аттестация;
- дата выдачи документа и срок его действия;
- группы оборудования и материалов, на которые распространяется действие данного документа.
В случае его утери придется проходить аттестацию заново с изменением срока его действия.
Срок действия
В зависимости от присвоенного квалификационного уровня срок действия выданного удостоверения варьируется:
- у сварщиков и специалистов сварочного производства с присвоенными первым и вторым уровнями срок действия удостоверения не может превышать двух лет. Продление такого удостоверения возможно не более, чем на один год, в некоторых случаях для специалистов со вторым уровнем продление допустимо на полтора года дважды. Количество таких продлений не может превышать два раза;
- специалист сварочного производства с присвоенным третьим уровнем может пользоваться своим удостоверением в течение трёх лет. Продление возможно дважды на срок до двух лет;
- если специалисту сварочного производства присвоен четвёртый уровень, то срок действия удостоверения не может превышать пять лет. Продление допустимо на срок от трёх до пяти лет в зависимости от сферы работы специалиста, количество таких продлений не может быть более двух.
Если срок действия удостоверения истёк, и исчерпаны возможности продления, проводится новая аттестация с получением нового удостоверения.
Классификация сварных соединений
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
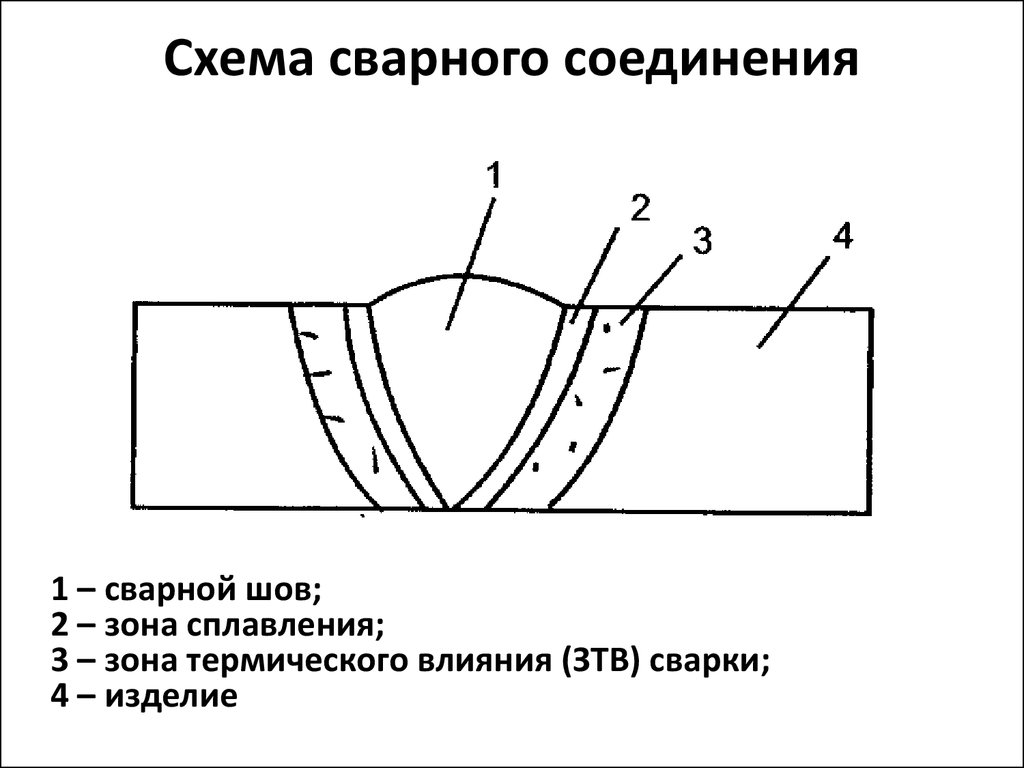
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
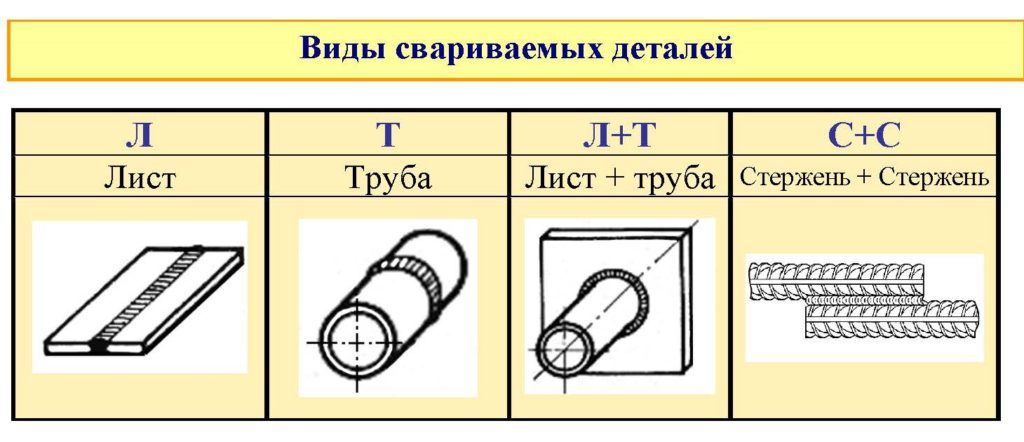
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
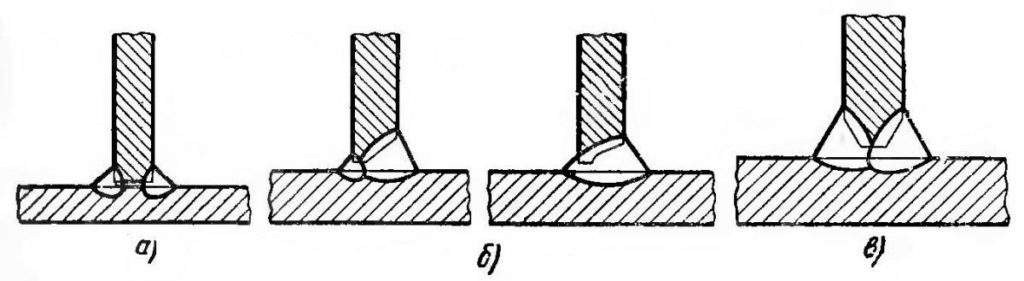
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
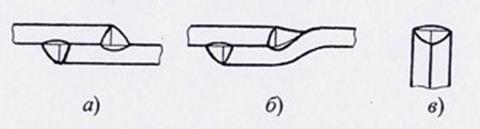
Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: