Вик сварка полиэтиленовых труб
Обновлено: 20.09.2024
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
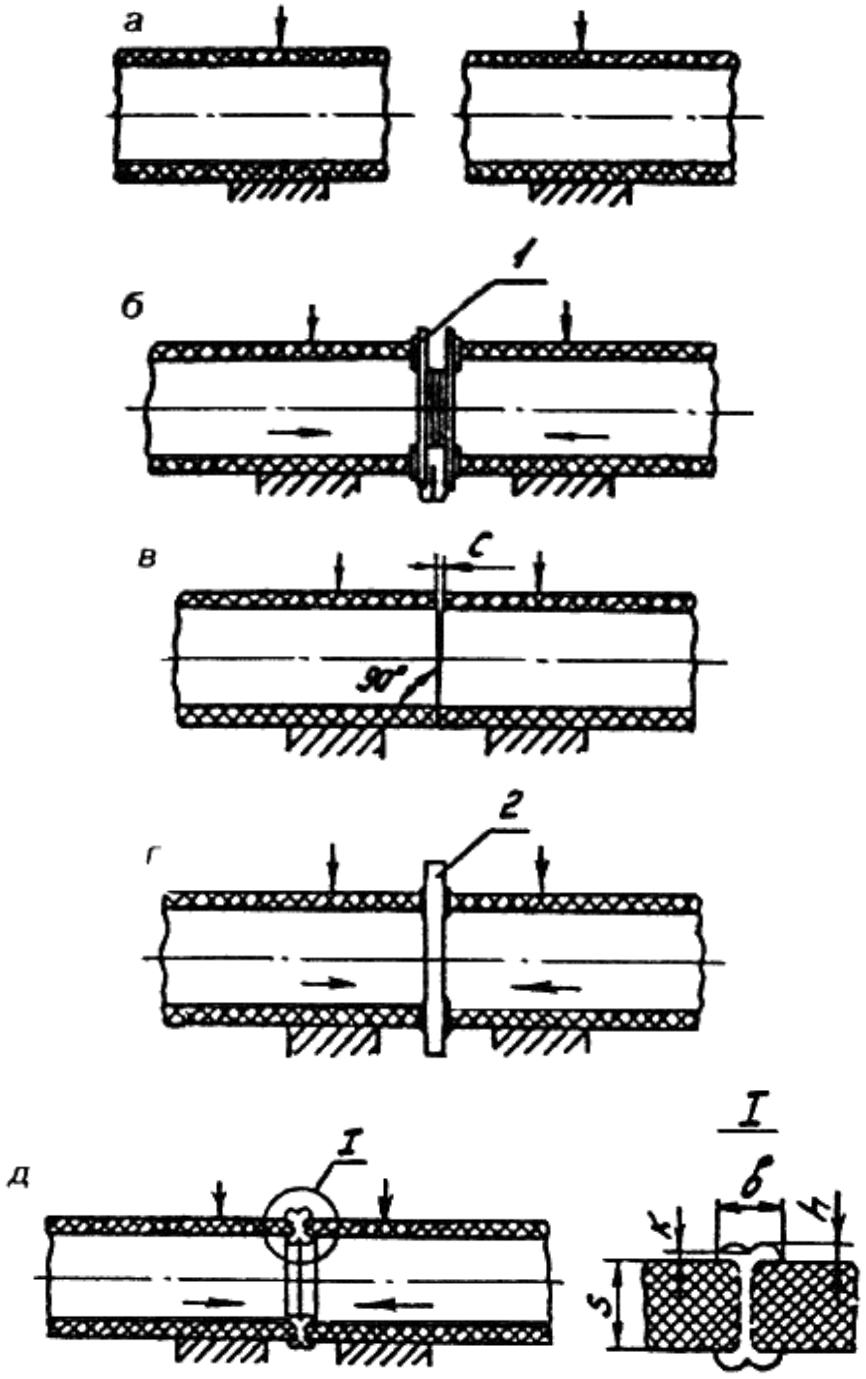
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Вик сварка полиэтиленовых труб
ГОСТ Р 55276-2012
(ИСО 21307:2011)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ И ФИТИНГИ ПЛАСТМАССОВЫЕ
Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем
Plastics pipes and fittings. Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС) и ООО "ТЭП" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт является модифицированным и включает в себя идентичные основные нормативные положения международного стандарта ИСО 21307:2011* "Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем" [ISO 21307:2011 "Plastics pipes and fittings - Butt fusion jointing procedures for polyethylene (PE) pipes and fittings used in the construction of gas and water distribution systems", MOD]. При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации и современный российский опыт, приведены в приложении ДА.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Ноябрь 2019 г.
Введение
Многие композиции бимодальных полиэтиленов (ПЭ), таких как ПЭ-80 и ПЭ-100, сопровождаются специальными указаниями производителей по сварке труб из них.
Указания по сварке часто различаются для материалов одних и тех же градаций. Целью стандартизации является стимулирование использования одинаковых процедур для одинаковых материалов. Существует необходимость рассмотреть общемировую практику и создать наилучшие процедуры стыковой сварки ПЭ, обеспечивающие самое высокое качество сооружения надежных и эффективных трубопроводов.
1 Область применения
Настоящий стандарт устанавливает общие принципы, касающиеся процедур сварки, используемых в строительстве, а также подходы к оценке качества сварки соединений нагретым инструментом встык, включая сварку фитингов (ИСО 8085-2) и труб, используемых в строительстве газопроводных (ИСО 4437) и водопроводных (ИСО 4427) распределительных систем, сваренных на оборудовании, которое соответствует ИСО 12176-1. Процедуры сварки должны соответствовать ИСО/ТС 10839, национальным правилам или отраслевым руководящим документам. В частности, этот стандарт устанавливает ряд проверенных процедур сварки для труб и фитингов с толщиной стенки до 70 мм включительно. Стандарт принимает во внимание используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами.
Примечание - При проведении сварки нагретым инструментом встык труб и фитингов с толщиной стенки более 70 мм необходимо проконсультироваться с производителями труб, фитингов и сварочного оборудования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты. Последующие поправки или изменения действительны для датированных ссылок настоящего стандарта только после введения поправок и изменений к нему. Для недатированных ссылок применяется последнее издание ссылочного документа (включая изменения к нему).
ИСО 1167-1 Термопластичные трубы, фитинги и узлы для транспортировки жидкостей. Определение стойкости к внутреннему давлению. Часть 1. Общий метод (ISO 1167-1, Thermoplastics pipes, fittings and assemblies for the conveyance of fluids - Determination of the resistance to internal pressure - Part 1: General method)
ИСО 1167-3 Термопластичные трубы, фитинги и узлы для транспортировки жидкостей. Определение стойкости к внутреннему давлению. Часть 3. Подготовка образцов (ISO 1167-3, Thermoplastics pipes, fittings and assemblies for the conveyance of fluids - Determination of the resistance to internal pressure - Part 3: Preparation of components)
ИСО 1167-4 Термопластичные трубы, фитинги и узлы для транспортировки жидкостей. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов (ISO 1167-4, Thermoplastics pipes, fittings and assemblies for the conveyance of fluids - Determination of the resistance to internal pressure - Part 4: Preparation of assemblies)
ИСО 4065 Трубы из термопластов. Таблица универсальных толщин стенок (ISO 4065, Thermoplastics pipes - Universal wall thickness table)
ИСO 4427 (все части) Системы пластмассовых трубопроводов. Полиэтиленовые (РЕ) трубы и фитинги для водоснабжения [ISO 4427 (all parts), Plastics piping systems - Polyethylene (PE) pipes and fittings for water supply]
ИСО 4437 Полиэтиленовые (ПЭ) трубы для подземной подачи газообразного топлива. Метрическая серия. Технические характеристики [ISO 4437, Buried polyethylene (РЕ) pipes for the supply of gaseous fuels - Metric series - Specifications]
ИСО 8085-2 Полиэтиленовые фитинги для сварки с полиэтиленовыми трубами используемых для подачи газообразного топлива. Метрическая Серия. Технические характеристики. Часть 2: Удлиненные фитинги для сварки встык, для муфтовой сварки с использованием нагретого инструмента и для использования с электросварными фитингами (ISO 8085-2, Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels - Metric series - Specifications - Part 2: Spigot fittings for butt fusion, for socket fusion using heated tools and for use with electrofusion fittings)
ИСО/ТС 10839 Полиэтиленовые трубы и фитинги для транспортировки газообразного топлива - Свод практических правил по проектированию, применению и монтажу (ISO/TS 10839, Polyethylene pipes and fittings for the supply of gaseous fuels - Code of practice for design, handling and installation)
ИСО 12176-1 Пластмассовые трубы и фитинги - Оборудование для сварки полиэтиленовых систем - Часть 1: Сварка нагретым инструментом встык (ISO 12176-1, Plastics pipes and fittings - Equipment for fusion jointing polyethylene systems - Part 1: Butt fusion)
ИСО 13953 Полиэтиленовые (РЕ) трубы и фитинги - Определение прочности на разрыв и характера разрушения образца из сварного соединения встык (ISO 13953 Polyethylene (РЕ) pipes and fittings - Determination of the tensile strength and failure mode of test pieces from a butt-fused joint)
АСТМ Ф 2634 Стандартные методы лабораторных испытаний полиэтиленовых (ПЭ) сварных соединений встык с использованием метода ударного растяжения (ASTM F 2634, Standard test method for laboratory testing of polyethylene (PE) butt fusion joints using tensileimpact method)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 пониженное давление при охлаждении: Пониженное давление, которое используется после соединения оплавленных торцов заготовок при охлаждении в процедуре двойного низкого давления.
3.2 время охлаждения в машине под давлением: Период времени, в течение которого закрепленное в машине соединение остается под давлением.
3.3 время охлаждения в машине без давления или вне машины: Дополнительный период охлаждения, который может потребоваться после охлаждения под давлением до перемещения или монтажа. Используется для обеспечения оптимальной прочности соединения, особенно когда сварка проводится при высоких температурах окружающей среды.
3.4 давление перемещения: Давление в системе привода сварочной машины, необходимое для перемещения подвижного зажима с зафиксированной в нем заготовкой. Давление перемещения определяется экспериментально, зависит от силы трения в машине и трения заготовки о поверхность земли или трения в опорах, на которые уложена заготовка.
3.5 сварочное давление: Фактическое давление в плоскости сварки трубы или фитинга во время соединения.
3.6 измеряемое давление: Фактическое давление, считанное с измерительного прибора сварочной машины.
3.7 технологическая пауза: Время, затраченное на отделение трубы от нагретого инструмента (нагревателя), извлечение нагревателя и сведение оплавленных концов труб или фитинга до образования физического контакта.
3.8 температура нагревателя: Температура поверхности нагревателя, измеренная в области контакта со свариваемой трубой или фитингом.
3.9 давление прогрева: Давление, необходимое для обеспечения полного постоянного физического контакта свариваемых поверхностей трубы или фитинга с нагревателем на всем протяжении времени прогрева.
3.10 время прогрева: Время, на протяжении которого нагреватель контактирует с трубой под давлением прогрева на второй стадии оплавления.
3.11 минимальный размер первичного валика: Минимальная величина размера первичного валика, которая должна быть достигнута после стадии выравнивания.
3.12 давление на стадии выравнивания: Давление, которое оказывают концы трубы или фитинга на нагреватель в период образования первичного валика на первой стадии оплавления. Включает давление перемещения.
3.13 время образования первичного валика (время выравнивания): Время первой стадии оплавления, затраченное на образование непрерывного валика определенного размера, по окружности концов труб и фитингов.
3.14 размер первичного валика: Размер валика формируемого на концах труб или фитингов на стадии выравнивания.
Примечание - Размер первичного валика измеряется в миллиметрах.
3.15 время сварки соединения: Период, выделенный для образования вторичного валика от смыкания оплавленных торцов до охлаждения при пониженном давлении (процедура двойного низкого давления).
3.16 номинальная толщина стенки , мм: Толщина стенки, установленная в ГОСТ ИСО 4065 и соответствующая минимальной допустимой толщине стенки в любой точке .
3.17 оператор: Лицо, наделенное полномочиями сооружать полиэтиленовые (ПЭ) трубопроводы из труб и фитингов на основе письменного соглашения с оператором трубопровода.
3.18 оператор трубопровода: Частная или общественная организация, уполномоченная проектировать, конструировать, эксплуатировать, а также обслуживать трубопроводные системы.
4 Процесс сварки нагретым инструментом встык
4.1 Основные положения
Полиэтиленовые (ПЭ) трубы для сварки в соответствии с этим стандартом должны отвечать требованиям ИСО 4437 (либо ИСО 4427) и Российским нормам. Фитинги должны соответствовать ИСО 8085-2 и Российским нормам.
Сварка соединений в соответствии с этим стандартом должна производиться на оборудовании, отвечающем требованиям ИСО 12176-1 и Российским нормам.
Сварка должна выполняться квалифицированными операторами на машинах, обеспечивающих точную центровку заготовок. Подготовка и уровень квалификации оператора должны соответствовать требованиям сварочной процедуры. Технология сварки должна быть оформлена письменно в виде технологической инструкции (спецификации или проекта производства работ), утверждена организацией по строительству трубопроводов до начала строительства. Технологическая инструкция должна включать технические требования к методу сварки, параметрам сварки, оборудованию для сварки, условиям сварки, квалификации оператора и методам контроля качества, которые должны использоваться.
Указания по контролю качества приведены в разделе 6.
4.2 Принцип сварки
Сварка нагретым инструментом встык заключается в следующем: при помощи нагревателя разогреть концы двух труб или фитинга (заготовок) до заданной температуры, соединить их под давлением и охладить соединение под давлением в течение определенного времени.
Процесс сварки включает следующие основные элементы:
a) очистка концов труб, фитингов, поверхностей торцевателя и нагревателя;
b) крепление соединяемых заготовок;
c) торцовка концов труб или фитингов;
d) контроль качества сборки заготовок под сварку;
e) измерение давления перемещения;
f) оплавление концов трубы или фитинга;
g) соединение концов труб или фитинга;
h) выдержка концов трубы или фитинга под давлением в течение всего времени охлаждения в машине;
i) охлаждение в машине без давления или вне машины, если это предусмотрено инструкцией.
Содержание основных элементов объясняется более подробно в разделах 4.3-4.10.
4.3 Очистка концов труб, фитингов, поверхностей торцевателя и нагревателя
Прежде чем закрепить свариваемые заготовки в машине, следует очистить их внутри и снаружи, протереть совмещаемые поверхности чистой тканью без ворса. Из зоны сварки должны быть удалены все загрязнения.
ГОСТ P 55142-2012
ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВ И ТРУБ ИЗ ТЕРМОПЛАСТОВ
Testing of welded joints of thermoplastic sheets and pipes. Test methods
1 РАЗРАБОТАН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС), ООО "Группа ПОЛИПЛАСТИК"
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
6 В настоящем стандарте реализованы основные положения стандартов Немецкого союза по сварке и смежным технологиям* (ДВС 2203-1, 2, 3, 4, 5, 6 "Испытания сварных соединений листов и труб из термопластов. Методы испытаний - Требования" (DVS 2203-1,2,3,4,5,6 " an Tafeln und Rohren aus thermoplastischen Kunststoffen
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2021 год
Поправка внесена изготовителем базы данных
Разработка национального стандарта была осуществлена в целях создания современной отечественной нормативной базы в области сварки полимерных материалов. Его введение позволит повысить конкурентоспособность отечественного оборудования, совместимость и взаимозаменяемость продукции, процессов и услуг, повысить уровень гармонизации отечественной нормативной базы с международными и региональными стандартами.
Настоящий стандарт устанавливает общие принципы оценки качества сварки соединений пластмассовых листов и труб.
Указания по испытаниям сварных соединений необходимы переработчику полуфабрикатов и заготовок из термопластов и потребителю изделий. Процедуры сварки должны соответствовать международным, национальным правилам или отраслевым руководящим документам.
Стандарт учитывает используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами.
Размеры свариваемых заготовок и испытуемых образцов приведены в соответствующих частях. Если размеры свариваемых заготовок и испытуемых образцов выходят за рамки настоящего стандарта, то требования к сварным соединениям следует определять путем специальных исследований.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 4648 (ISO 178:2010) Пластмассы. Метод испытания на статистический изгиб
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18197 (ISO 899-1:2003) Пластмассы. Метод определения ползучести при растяжении
ГОСТ 18599 Трубы напорные из полиэтилена. Технические условия
ГОСТ 24157 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
Действует ГОСТ ISO 1167-1-2013 "Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод".
ГОСТ 26277 Пластмассы. Общие требования к изготовлению образцов способом механической обработки
ГОСТ Р 50838 (ИСО 4437:2007) Трубы из полиэтилена для газопроводов. Технические условия
Действует ГОСТ Р 58121.2-2018 (ИСО 4437-2:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы".
ГОСТ Р 51613 Трубы напорные из непластифицированного поливинилхлорида. Технические условия
ГОСТ Р 52134 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001) Детали соединительные из полиэтилена для газопроводов. Общие технические условия
Действует ГОСТ Р 58121.3-2018 (ИСО 4437-3:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги".
ГОСТ Р 54792 Дефекты в сварных соединениях термопластов. Описание и оценка
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Общие требования
3.1 Область применения
Выбор методов испытаний принимается в зависимости от технологии производства и условий эксплуатации. При этом необходимо обратить внимание на то, что результаты испытаний зависят от условий изготовления испытуемых образцов и от самих условий испытания. Результаты испытаний должны подтверждать соответствие расчетных свойств сварных соединений реальным нагрузкам, возникающим в процессе эксплуатации.
3.2 Материалы и свойства
Настоящим стандартом охватываются материалы, приведенные в таблице 1, применяемые при изготовлении труб, соединительных деталей и листов.
СП 42-105-99 Контроль качества сварных соединений полиэтиленовых газопроводов
1. Утвердить и ввести в действие с 1 апреля 1999 года Свод правил «Контроль качества сварных соединений полиэтиленовых газопроводов», разработанный ОАО «Гипрониигаз».
2. Сектору информации ОАО «Росгазификация» (Кузнецову С.А.) размножить указанный Свод правил и разослать по заявкам. газораспределительных организаций для практического использования.
3. Контроль за выполнением настоящего приказа возложить на отдел научно-технического развития (Горчилин В.А.) и сектор информации (Кузнецов С.А.).
Генеральный директордиректора ОАО "Росгазификация"
105318, Москва, ул.Щербаковская, 41А
17-110 НТО от 03.03.99
СП 42-105-99 "Контроль качества сварных соединений полиэтиленовых газопроводов".
Одновременно Управление технормирования обращает Ваше внимание на следующее.
При издании текст документа строится, излагается и оформляется в соответствии с требованиями, установленными СНиП 10-01-94.
В целях сокращения количества нормативных документов и их упорядочения, в также учитывая и то, что в настоящее время разрабатывается единый Свод правил "Проектирование и строительство новых, а также реконструкция изношенные газопроводов путем применения полимерных материалов" Управление считает целесоойразным в дальнейшем (при окончании разработки проекта единого СП) текст Свода правил по контролю качества сварных соединений полиэтиленовых газопроводов включить отдельным разделом в упомянутый единый СП.
Управления технормирования П / П Н.Н. Поляков
Исп. Фомичева Т.С Шишов Н.А.
тел. 930-57-83 930-41-58
1 РАЗРАБОТАН Головным научно-исследовательским и проектным институтом по использованию газа в народном хозяйстве “ ГИПРОНИИГАЗ ” при участии НПО "Пластик".
2 СОГЛАСОВАН с Госгортехнадзором РФ (письмо № 02-35/868 от 23.07.1998 г.) и АООТ НПО "Пластик" (письмо № 402/98 от 4.05.98 г.).
3 ОДОБРЕН Госстроем России (письмо № 13-500 от 10.09.1998 г.)
4 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ приказом ОАО "Росгазификация" N 14П от 03.03.199 9 г.
5 ПРИНЯТ впервые
Свод правил разработан группой специалистов: В.Ю. Каргин. А.Г. Карвецкий, В.В. Богатов, Т.В. Ставская - ОАО "Гипрониигаз"; И.В. Гвоздев - АООТ НПО "Пластик";
И.В. Сессин - ОАО "Росгазификация".
Свод правил предназначен для использования строительными организациями Российской Федерации при строительстве и ремонте газораспределительных сетей из полиэтиленовых труб, а также отраслевыми лабораториями и другими организациями, занимающимися оценкой качества сварных соединений.
СВОД ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПОЛИЭТИЛЕНОВЫХ ГАЗОПРОВОДОВ
QUALITY CONTROL OF WELDED JOINTS OF POLYETHYLENE GAS PIPELINES
Настоящий свод правил распространяется на сварные соединения напорных труб из полиэтилена для газопроводов, транспортирующих горючие газы по ГОСТ 5542, предназначенные для промышленного и коммунально-бытового использования.
Свод правил устанавливает технические требования к контролю качества, правилам приемки и методам испытания соединений полиэтиленовых труб между собой и с соединительными деталями, выполненных сваркой нагретым инструментом встык и сваркой при помощи деталей с закладными нагревателями.
В настоящем своде правил использованы ссылки на следующие стандарты:
СНиП 3.05.02-88* "Газоснабжение".
ГОСТ 166-89 "Штангенциркули. Технические условия".
ГОСТ 4045-75 "Тиски слесарные с ручным приводом. Технические условия".
ГОСТ 5542-87 "Газы природные топливные для коммунально-бытового назначения".
ГОСТ 8433-81 "Вещества вспомогательные ОП-7 и ОП-10".
ГОСТ 11262-80 "Пластмассы. Метод испытания на растяжение".
ГОСТ 12423-66 "Пластмассы. Условия кондиционирования образцов (проб)".
ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые".
ГОСТ 24157-80 "Метод определения стойкости при постоянном внутреннем давлении".
СП 42-101-96 "Проектирование и строительство газопроводов из полиэтиленовых труб диаметром до 300 мм".
3 Общие положения
3.1 Свод правил разработан в развитие строительных норм и правил СНиП 3.05.02 "Газоснабжение" в части строительства газопроводов из полиэтиленовых труб давлением до 0,6 МПа.
3.2 Свод правил .может применяться в процессе строительства новых и реконструкции действующих подземных газопроводов с использованием полиэтиленовых труб (ПЭ63, ПЭ80 и ПЭ100) отечественного и зарубежного производства, отвечающих требованиям ГОСТ Р 50838.
3.3 Технологический процесс сварки и порядок проведения пооперационного контроля должен соответствовать СП 42-101 и другой нормативно-технической документации по строительству газопроводов из полиэтиленовых труб утвержденной или согласованной с Минземстроем (Минстроем) России.
3.4 Нормы контроля сварных соединений полиэтиленовых труб (разрушающими и неразрушающими методами) должны приниматься в соответствии с требованиями СНиП 2.04.08, СНиП 3.05.02 и СП 42-101.
При этом в случае сварки труб деталями с закладными нагревателями разрушающим методам контроля подвергают только допускные соединения, а вырезка и испытание контрольных соединений из числа выполненных при помощи этих деталей не требуется.
Нормы контроля качества стыковых соединений ультразвуковым и разрушающим методами принимают в зависимости от степени автоматизации сварочных машин.
4 Технические требования к контролю качества сварных соединений
4.2 Методы контроля качества сварных соединений подразделяются на обязательные (экспресс) методы, проводимые лабораториями строительно-монтажных организаций и специальные, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости подтверждения результатов экспресс методов, проведения углубленных исследований и других целей.
4.3 Вырезку контрольных соединений из газопровода осуществляют, как правило, в период производства сварочных работ с целью исключения вварки "катушек".
4.4 Проверке подвергаются допускные и контрольные соединения, выполненные каждым сварщиком в соответствии с нормами СНиП 3.05.02 и СП 42-101.
4.5 Сварные соединения, забракованные при внешнем осмотре и измерениях, исправлению не подлежат и должны быть из газопровода удалены.
4.6 При неудовлетворительных результатах испытаний сварных соединений экспресс методами необходимо произвести проверку удвоенного числа соединений тем же методом контроля, по которому получены неудовлетворительные результаты. Если при повторной проверке хотя бы одно из проверяемых соединений окажется неудовлетворительного качества, то сварщик должен быть отстранен от работы и направлен для прохождения дополнительной практики. Порядок проведения дальнейших работ на газопроводе должен определяться требованиями СНиП 3.05.02.
4.7 Перечень методов испытаний, обязательных при проведении контроля качества сварных соединений приведен в таблице 1.
Обязательным методам оценки должны подвергаться сварные соединения, выполняемые перед началом строительства газопроводов (допускные стыки) и отбираемые из числа стыков, сваренных каждым сварщиком на объекте строительства (контрольные стыки).
Таблица 1 - Перечень обязательных методов испытаний
1 Внешний осмотр
Нагретым инструментом встык. Деталями с ЗН
2 Испытание на осевое растяжение
Нагретым инструментом встык
3 Ультразвуковой контроль
4 Пневматические испытания
5 Испытание на сплющивание
6 Испытание на отрыв
Деталями с ЗН (только для седловых отводов)
4.8 Перечень специальных методов испытаний, рекомендуемых к проведению при оценке качества сварных соединений приведен в таблице 2.
Таблица 2 - Перечень специальных методов испытаний
1 Испытание на статический изгиб
2 Испытание при постоянном внутреннем давлении
Нагретым инструментом встык Деталями с ЗН
3 Испытание на длительное растяжение
4 Испытания на стойкость к удару
Результаты испытаний на длительное растяжение являются факультативными.
5 Обязательные методы контроля сварных соединений
5.1 Внешний осмотр
5.1.1 Внешнему осмотру подвергаются соединения, выполненные любым способом сварки. Внешний вид сварных соединений должен соответствовать контрольным образцам, оформленным в соответствии с приложением А.
5.1.2 Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, должен отвечать следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3-0,7 в любой точке шва. При сварке труб с соединительными деталями это отношение допускается в пределах 0,2-0,8;
- смещение наружных кромок свариваемых заготовок не должно превышать 10 % от толщины стенки трубы (детали);
- впадина между валиками грата (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
5.1.3 Размеры валиков наружного грата швов зависят от толщины стенки свариваемых труб (деталей) и должны соответствовать данным таблицы 3.
Сварщик полимерных материалов


Зайцева Елена Игоревна
Директор Учебного центра ООО «Группы ПОЛИПЛАСТИК»
Одно из наших приоритетных подразделений — образовательный центр, где можно пройти профессиональное обучение монтажу трубопроводов из пластика, правильным подходам к сварке. В учебном центре (УЦ) со слушателями работают лучшие кадры компании. Ученики могут пользоваться современными профильными лабораториями, парком сварочного и монтажного оборудования, нашей информацией и собственными наработками.

Титов Петр Николаевич
Директор департамента информационной политики и развития
Группа ПОЛИПЛАСТИК активно развивает направление Учебного центра, вкладывая в него средства и неограниченно предоставляя собственную продукцию для отработки практических навыков.
Учебный центр ООО «Группа ПОЛИПЛАСТИК» является членом ассоциации сварщиков полимерных материалов
Профессия «сварщик полимерных материалов» входит в список наиболее востребованных профессий. Рабочие по этой специальности занимаются осуществлением монтажных и сварочных работ, чтобы соединять разнообразные пластмассовые элементы.
С момента создания этой должности по сегодняшний день многое изменилось: изделия из полимеров получили широкое распространение и нашли больше сфер применения, в настоящее время используется более современное высокотехнологичное оборудование, новые технологии сварки и полимерные композиции. К каждой новой модификации в данной сфере нужен определенный подход и знания.
Профессия «сварщик полимеров» разветвилась на несколько специальностей, различающихся отраслями, к которым они принадлежат.
На настоящий момент от сварщиков полимеров (как теперь называют пластмассы) ожидается выполнение разного рода задач. Для реализации современных проектов и исполнения всех профессиональных задач работникам нужна приличная подготовка в профессиональном учебном центре, где каждый преподаватель располагает знаниями о новейших сварочных технологиях.
Профессионалы Учебного центра проводят подготовку сварщиков и специалистов сварочного производства по различным специальностям в сфере сварочного дела, наиболее востребованным в строительных или производственных работах. Благодаря программам обучения УЦ удается провести подготовку новых профессионалов качественно и в довольно короткие сроки. Подготовка работников производится по нескольким должностям и осуществляется в качестве дополнительного профессионального образования (оно же ДПО) по современным программам, продуманным под изготовление различных деталей и устройств в конкретных сферах промышленности. Обучение направлено на приобретение базовых или углубленных теоретических знаний и навыков работы с конкретным оборудованием, технологиями и материалами.
Подготовку новых кадров проводят очно, с отрывом от производства в профессиональном учебном центре компетенций, поскольку при работе специалистам приходится оттачивать практические навыки и пользоваться сложным оборудованием. Обучиться таким навыкам в дистанционном режиме не удастся, поэтому придется проходить обучение лично, под надзором преподавателей (мастеров производственного обучения). Обучение сварке полимерных материалов проводят высококвалифицированные преподаватели с большим опытом практической работы. В обязанности каждого преподавателя входит тщательное контролирование практической работы учащихся, своевременное указание на ошибки и профессиональная помощь, при необходимости преподаватели выезжают к клиентам и помогают разобраться в сложных вопросах. (Практическая часть)
Те люди, которые работают в строительных компаниях, осуществляющих строительство трубопроводов из полимерных материалов, обладают возможностью прохождения подготовки по программам ДПО по следующим специальностям:
В обучении (в зависимости от объектов и технологий) используются такие методы сварки как:
- сварка нагретым газом полимерных материалов (НГ);
- Сварка полимерных труб встык и враструб нагретым инструментом (НИ);
- экструзионная сварка полимерных материалов (Э).
- сварка полимерных труб деталями с закладными нагревателями (электромуфтовая сварка)
Сварщик полимеров
Чтобы обучать новых сварщиков полимерных материалов, профессионалы УЦ разработали учебную программу - первичная профессиональная подготовка «Сварщик полимерных материалов»
Для овладения специальностью «сварщик полимеров» и получения возможности работать по ней требуется научиться сваривать пластмассовые элементы, пользуясь различными видами сварки, применять необходимые для этого устройства и оборудование, выявлять дефекты и исправлять их.
Сварщик пластмасс при монтаже трубопроводов
Сварка трубопроводов из полимерных материалов применяется при строительстве наружных и внутренних трубопроводов. При сборке и сварке разнообразных трубных соединений из полиэтилена (ПЭ), полипропилена (ПП, поливинилиденфторида (ПВДФ), полибутена (ПБ) и др. полимерных материалов требуются ответственные высококвалифицированные специалисты, готовые подходить к этим строительным работам с должным вниманием, постоянно учиться пользоваться новыми материалами, инструментом и технологиями по мере их развития.
Чтобы обучать новых сварщиков пластмасс монтажу наружных и внутренних пластмассовых трубопроводных систем, профессионалы УЦ разработали учебный план «Монтаж наружных трубопроводов из полимерных материалов, включая сварку» и Монтаж внутренних трубопроводов из полимерных материалов, включая сварку».
В обучении применяются следующие технологии:
- Сварочные работы при помощи нагретого инструмента встык и враструб (НИ);
- Сварочные работы с использованием закладных нагревательных деталей (ЗН).
Сварщик при создании, сборке и использовании емкостных сооружений из полимерных материалов
Специалисты представленной специальности обязаны уметь проводить сварку пластмасс – сваривать полимерные трубы и полимерные листы при сборке резервуаров, бассейнов, септиков, канализационных насосных станций КНС), локальных очистных сооружений (ЛОС) и иных подобных объектов.
Читайте также: