Вкладыши для сварочного аппарата полиэтиленовых труб
Обновлено: 20.09.2024
Этот инструмент предназначен для удаления оксидного слоя на полиэтиленовых трубах перед сваркой электромуфтами. Подходит для труб диаметром от 110 до 500 мм.
Устройство для снятия оксидного слоя d.63-250Данный скребок предназначен для удаления оксидного слоя на пластиковых трубах перед сваркой электромуфтами. Подходит для труб диаметром от 63 до 250 мм.
САЛФЕТКИ для обезжиривания трубСалфетки спиртовые, применяются для обезжиривания труб перед сваркой.

Механический передавливатель d 20 - 63 мм
Ремешковые позиционеры d 63 - 500 мм Позиционер для седлового отвода d 63 - 500 мм
Выпрямитель для труб после передавливания
Передавливатель SQUEEZER 63
Гидравлический передавливатель SQUEEZER 63-200 HYDRAULIC
Устройство для снятия оксидного слоя на ПНД трубах до 400 ммДанный скребок предназначен для удаления оксидного слоя на пластиковых трубах перед сваркой электромуфтами.Подходит для труб диаметром 400 мм.

Ротационное устройство для снятия оксидного слоя для ПЭ труб. d 32 - 63 мм
Ротационное устройство для надежного снятия оксидного слоя с труб из ПЭ-ВП и РЕ-Ха конкретного диаметра и на патрубках изделий седлообразной формы

Гидравлическая скругляющия накладка d 400 - 900 мм

Переходные вкладыши сегменты для гидравлической скругляющей накладки d 280 - 710 мм

Гидравлический передавливатель
Кран-манипулятор– Подвижный тельфер. – Дополнительный упор для предотвращения опрокидывания центратора.
Устройство для снятия оксидного слоя для ПЭ труб. d 450 - 710 ммДанное устройство используется для зачистки оксидного слоя на ПЭ трубах перед электромуфтовой сваркой. Подходит для труб диаметром от 450 до 710 мм.
Четырехзажимный центратор
Центратор оборудован механизмом отрывателя, позволяющим отводить прилипшее зеркало нагревательного элемента от торца трубы.
Устройство для снятия защитной оболочки на ПЭ трубеИспользуется для удаления защитной оболочки с трубы.

Опорный ролик
– Пара роликов позволяет варить трубы всего размерного ряда группы. – Простота конструкции залог надежной работы на протяжении долгих лет.

Электрическая маслостанция с распредплощадкой
– Металлический кожух и защитная рама. – Минимальное количество соединений, что позволяет минимизировать падение дваления в системе и упростить монтаж узлов станции. – Гидроаккумулятор обеспечивает поддержание дваления на всех этапах сварочного.

Ручной гидравлический насос
Отсутствие подключения к электрической сети. – Развивает необходимое и достаточное усилие для сварки труб диаметром до 400 мм.

Торцеватель с ручным приводом
– Отсутствие к электрической сети. – Малый вес и габариты, что позволяет работать в стеснённых условиях.
Торцеватель с электроприводом
– Высокий крутящий момент и запас мощности, обеспечивает высокую надежность торцевателя. – Мимнимальное количество сопрягаемых деталей, что обеспечивает максимальное торцевое биение и как следствие минимальный зазор можду торцов труб
Комплект вкладышей 1000-1400 Комплект вкладышей 630-900 Комплект вкладышей 315-560
Зажим для втулок под фланец
Диаметр аппарата:160 мм, 200 мм, 225 мм, 250 мм, 315 мм, 450 мм, 500 мм, 630 мм, 800 мм, 1000 мм, 1200 мм, 1600 мм
Остались вопросы? Не нашли нужную модель
товара или нет в наличии товара, который
Вы ищете? Оставьте Ваши контакты и мы
свяжемся с Вами!
Редукционные вкладыши для аппаратов PT-630 - PT-1600 ()

Редукционные кольца-вставки для гидравлических стыковых сварочных аппаратов PT-630 - PT-1600. 🔹Для зажима труб меньших диаметров. Разные размеры на выбор. Комплект поставки – 8 полуколец на один диаметр.

Характеристики: "Редукционные вкладыши для аппаратов PT-630 - PT-1600 ()"
| Диаметр вкладышей, мм | 500x315-П |
| Для аппарата | PT-630 |
| Производитель | Tecnodue |
| Страна производства | Италия |
Описание товара "Редукционные вкладыши для аппаратов PT-630 - PT-1600 ()"
Редукционные вкладыши изготовлены из алюминиевого сплава. Исключение - стальные сварные вкладыши Ø1200 и Ø1400.
В хомуты центратора или друг в друга вкладыши крепятся на винтах под внутренний шестигранник. Витны включены в ЗИП сварочного аппарата.
Вкладыши Ø315 - переходные (П). Комплект поставки включает 8 широких полуколец. Переходные полукольца рассчитаны на то, что в них вставляются вкладыши меньших диаметров, для чего на внутренней поверхности переходных вкладышей предусмотрены защелки. Для диаметра Ø315 дополнительной отдельной позицией предусмотрен комплект из двух узких вкладышей (У).
Комплект поставки вкладышей от Ø355 до Ø450 мм включает 6 широких и 2 узких полукольца на один диаметр.
Узкими условно называются вкладыши со скосом рабочей поверхности для фиксации литых отводов, не имеющих прямой шейки.
Комплект поставки вкладышей Ø500 мм и выше включает 8 широких полуколец на один диаметр.
Различные модификации сварочного аппарата одного размера по степени автоматизации (высокая, средняя, низкая) или сварочному давлению (низкое, высокое) используют одни и те же редукционные вкладыши.
Например, вкладыши 500x400 предназначены для аппаратов PT-630, PT-630-LDU, PT-630-CSE, PT-630-HP, PT-630-HP-LDU.
Редукционные вкладыши для аппаратов PT-160 - PT-500 ()
Редукционные кольца-вставки для гидравлических стыковых сварочных аппаратов PT-160 - PT-500. 🔹Для зажима труб меньших диаметров. Разные размеры на выбор. Комплект поставки – 8 полуколец на один диаметр.
Характеристики: "Редукционные вкладыши для аппаратов PT-160 - PT-500 ()"
| Для аппарата | PT-160 |
| Диаметр вкладышей, мм | 160x40 |
| Производитель | Tecnodue |
| Страна производства | Италия |
| Количество проголосовавших | 2 |
| Рейтинг | 5 |
| Сумма оценок | 10 |
Описание товара "Редукционные вкладыши для аппаратов PT-160 - PT-500 ()"
Редукционные вкладыши изготовлены из алюминиевого сплава. В хомуты центратора или друг в друга крепятся на защелках. Для демонтажа вкладыша повернуть ось защелки отверткой.
Обычный комплект вкладышей включает 6 широких и 2 узких полукольца на один диаметр.
Узкими условно называются вкладыши со скосом рабочей поверхности для фиксации литых отводов, не имеющих прямой шейки.
Комплект переходных вкладышей (П) включает 8 широких полуколец. В них вставляются вкладыши меньших диаметров, для чего на внутренней поверхности переходных вкладышей предусмотрены защелки. Для таких типоразмеров дополнительной отдельной позицией предусмотрен комплект из двух узких вкладышей (У).
Различные модификации сварочного аппарата одного размера по степени автоматизации (высокая, средняя, низкая) или сварочному давлению (низкое, высокое) обычно используют одни и те же редукционные вкладыши.
Например, вкладыши 250x225 предназначены для аппаратов PT-250, PT-250-LDU, PT-250-CSE, PT-250-HP, PT-250-HP-LDU.
Различия стыковой и электромуфтовой сварки
В настоящее время для сварки полиэтиленовых труб используются два самых распространенных метода:
стыковая сварка и электромуфтовая (электрофузионная) сварка. У каждого из них есть свои плюсы и минусы. Рассмотрим подробнее.
Электромуфтовая сварка
Сварка полиэтиленовых труб муфтами и другими электросварными фитингами производится с помощью нагрева закладных элементов (нагревательных резисторов), расположенных внутри фитинга. После того, как фитинг установили на концах труб, сварочный аппарат проводами подключается к разъемам на фитинге. Затем происходит нагрев закладных элементов, которые под действием высокой температуры плавят наружную поверхность трубы и внутреннюю поверхность фитинга, тем самым сваривая их вместе.
Как правило, аппараты для муфтовой сварки имеют в большинстве случаев полный диапазон сварки полиэтиленовых труб (от 20 мм до 1200 мм), но в некоторых случаях абсолютно не нужно иметь такой большой запас мощности, если в планах объект из труб меньшего диаметра. Для данного случая существуют муфтовые аппараты с диапазоном сварки до 160 мм и до 400 мм. Они будут значительно выгоднее.
Плюсы и минусы электромуфтовой сварки:
+ удобно использовать в стесненных условиях и в труднодоступных местах
+ малый вес и небольшая цена сварочного оборудования
+ можно сваривать трубы разного SDR и разного материала
+ более высокая проходимость труб, так как во время сварки внутри труб не образуется грат
— дороговизна муфт и других фитингов
— на внешней поверхности трубы из-за контактирования с кислородом образуется окисел. Если трубу плохо зачистить, то стык получится некачественным.
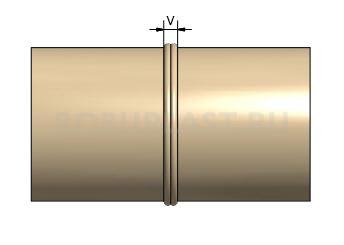
Стыковая сварка
Метод стыковой сварки является наиболее распространенным методом сварки, применяемым в настоящее время для сварки труб и фитингов из ПНД. Способ соединения труб представляет собой процесс, в котором два конца труб торцуются, нагреваются и свариваются под давлением с использованием аппарата для стыковой сварки.
Стыковое сварочное оборудование бывает с механическим сжатием, а также гидравлическое. Они различаются по весу, мобильности и цене. Наиболее распространенные модели охватывают диапазоны сварки: от 40 до 160 мм, от 90 до 315 мм, от 180 до 500 мм.
Плюсы и минусы стыковой сварки:
+ простой и незамысловатый процесс сварки
+ для сварки труб не нужно использовать дополнительных соединительных элементов, что значительно удешевляет процесс сварки встык по сравнению с электромуфтовой сваркой
+ высокое качество и долговечность стыка при соблюдении всех правил в процессе сваривания
— нежелательно сваривать трубы и фитинги из разных материалов и разных SDR
— стоимость и вес стыкового сварочного оборудования выше, чем у муфтовых сварочных аппаратов
Что выбрать ?
Как мы видим у обоих методов сварки есть преимущества и недостатки: оборудование для сварки муфтами легкое и недорогое, но стоимость муфт и других фитингов может в разы увеличить стоимость объекта. В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
Для того, чтобы определить, какой способ сварки больше подойдет именно вам, необходимо знать, в каких условиях вы будете работать: если прокладывать трубопровод в поле — стыковая сварка станет идеальным вариантом, если нужно соединить две трубы в узком колодце — муфтовая сварка просто незаменима, но как правило один объект может совмещать в себе оба эти условия, и поэтому опытные сварщики имеют в своем вооружении и то и другое.
Качественных вам стыков и успешно сданных объектов, коллеги!
В октябре 2016 года были расширены рабочие диапазоны аппаратов ROBU W 250, ROBU W 250 S и ROBU W 315. Теперь они составляют: 63-250 мм у ROBU W 250 и…
После долгой работы по проектированию, разработке и испытанию была поставлена на производственный поток новая модель в линейке стыковых сварочных аппаратов ROBU: ROBU W 160 G — гидравлический сварочный аппарат с…
Теперь сварочные аппараты ROBU получили свою уникальность и неповторимость! Мы полностью изменили дизайн: центратор приобрел приятный серый оттенок, у хомутов появились грани, видоизменился гидроблок, он стал более эргономичным и удобным…
Теперь Вы можете подробно изучить каждый из аппаратов марки ROBU, сравнить параметры, посмотреть фотографии и почитать отзывы наших партнеров.
Редукционные вкладыши

Редукционные вкладыши предназначены для сварки труб меньше максимального рабочего диаметра сварочного аппарата.
Особенности:
- редукционные вкладыши Volzhanin 160-315 для крепления труб меньшего диаметра изготовлены из эктрузионного проката высокопрочного сплава алюминия;
- редукционные вкладыши Volzhanin 400-1600 для крепления труб меньшего диаметра изготовлены из листового проката конструкционной стали
Документы
Сервисное обслуживание
ООО «Волжанин» осуществляет сервисное обслуживание, гарантийный и послегарантийный ремонт сварочного оборудования для полиэтиленовых труб. Кроме того, у нас всегда в наличии широкий ассортимент запчастей на самые современные аппараты для сварки труб.
Наши заказчики могут воспользоваться несколькими удобными предложениями на обслуживание и ремонт оборудования:
- на то время, что аппарат для сварки полиэтиленовых труб находился в ремонте, осуществляется продление гарантии;
- консультации по причинам возникновения неисправностей помогут вам оперативно определить, по какой именно причине стала невозможна сварка полиэтиленовых труб на вашем оборудовании и в какие сроки неисправность может быть устранена;
- наконец, в случае необходимости наши специалисты готовы отремонтировать машины стыковой сварки в любом регионе России и Ближнего зарубежья – соответственно, вам не придется транспортировать оборудование сварки полиэтиленовых труб к месту его ремонта
Всеми ремонтными работами занимаются исключительно высококвалифицированные и опытные специалисты.
Сертификаты





Отзывы наших клиентов








Сварочное оборудование от производителя в России

Завод «Волжанин» - крупный российский производитель современного оборудования для сварки полиэтиленовых труб.
С момента основания в 2007 году, образовалось не мало ярких традиций, направленных на открытое и честное отношение к потребителю. На плечи завода возложена задача - изменить мышление соотечественников яркими идеями российских умов, воплощенных в серийной продукции.
Открытое отношение к потребителю позволило заводу в короткий срок занять лидирующие позиции на рынке России и стран СНГ, расширить сферу влияния и получить признание именитых специалистов в области сварки полиэтиленовых труб. Современное оснащение, развитые технологии и высокая культура производства, собственные запатентованные разработки и слаженная работа команды дает энергию для новых достижений.
Читайте также: