Влияние сварочных аэрозолей на организм человека
Обновлено: 04.10.2024
Что такое наночастицы сварочного аэрозоля. И почему даже соблюдение ПДК в воздухе не исключает негативного воздействия на нервную систему человека?
Сварочный аэрозоль — не просто пыль, а химические вещества
Профессиональным заболеванием сварщика в России признан «Пневмокониоз при электросварке и газосварке» (Код заболевания по МКБ-10* J68.0), который вызывается воздействием пыли на лёгкие.
ГОСТ Р 54597-2011 относит сварочное производство к потенциальным источникам наноаэрозолей. Но не будем забегать вперёд. Давайте уменьшим масштаб и посмотрим на то, что собой представляет сварочный аэрозоль, и на его состав.
Сварочный аэрозоль — это смешанные с воздушной средой твёрдые и газообразные токсические вещества, выделяющиеся при сварке. Аэрозоль поступает в зону дыхания сварщиков и резчиков.
В состав сварочного аэрозоля входят различные химические вещества, такие как марганец, хром, медь, никель, фтор и др. Хроническая интоксикация сварщика ими крайне негативно влияет на организм.
Марганец, к примеру, — один из наиболее опасных элементов. Отравление им может привести к расстройствам вегетативной (автономной) нервной системы, токсической энцефалопатии (марганцевый паркинсонизм) и деменции (слабоумие).
ПДК сварочного аэрозоля считают по массе отдельных составляющих
Так сложилось, что воздействие сварочных аэрозолей на человека и животных изучалось при воздействии массовой концентрации. То есть предельно допустимая концентрация (ПДК) сварочного аэрозоля в воздухе определяется по массе отдельных химических составляющих (марганцу, хрому, никелю, кремнию, титану и др.) и рассчитывается исходя из химического состава сварочной проволоки и обмазки электродов.
Простыми словами: ПДК будет считаться соблюдённой, если не превышены массы отдельных химических элементов. Но при таком подсчёте размер частиц аэрозоля и их количество в объёме вдыхаемого воздуха не учитываются.
Размер частиц и их количество имеют значение
Исследования последних лет доказывают, что знание одной только массовой концентрации не обеспечивает выявления соответствующих рисков для здоровья, связанных с вдыханием аэрозолей. Важнейшее значение имеет размер частиц токсичных веществ, которые в настоящий момент не принимаются в расчёт и не учитываются в ПДК.
Экспериментально подтверждено, что свыше 50% наночастиц в диапазоне от 10 до 50 нанометров осаждается в альвеолах лёгких.
Есть основание полагать, что воздействие на организм человека, связанное с вдыханием наночастиц, будет больше, чем могла бы показать его оценка на основе массы.
Благодаря своим размерам конденсированные частицы металлов могут приближаться к клеткам дыхательных путей, взаимодействовать и связываться с ними. Наночастицы легче проникают через барьерный слой эпителиальной клетки и входят в кровоток. Попав в кровь, наночастицы могут перемещаться и осаждаться в других органах.
Более того, экспериментально установлено, что при дыхании частицы оксидов титана, кремния, железа и марганца размером до 280 нм через обонятельные луковицы носа поступают в разные отделы головного мозга.
Наноаэрозоли при сварке: как образуются и что собой представляют
Нано аэрозоли при сварке образуются в результате конденсации паров металла с образования первичных групп (от 27 атомов металла), которые сливаются в агломераты и образуют первичные частицы нанометрового размера (5 – 50 нм).
В зоне дыхания рабочего 60–75% сварочного дыма составляют наночастицы размером 225 и менее нанометров.
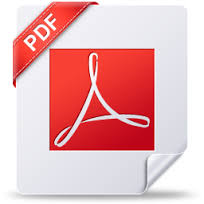
Размеры наночастиц сварочного аэрозоля сравнимы с размерами патогенных вирусов.
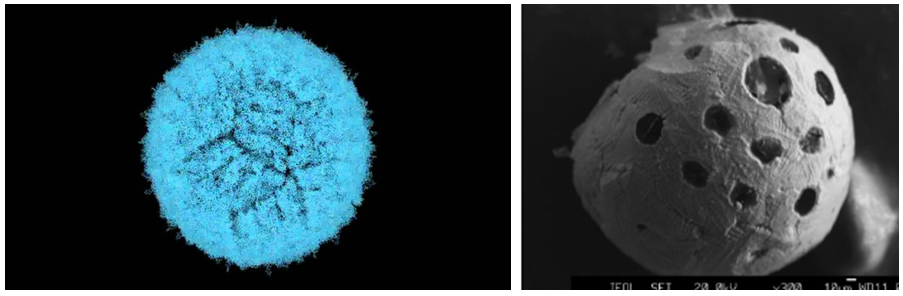
Перед вами два объекта размером до 100 нанометров. Слева вирус клещевого энцефалита[14] , справа: наночастица сварочного аэрозоля.
Состав наночастиц сварочного дыма определяется составом сварочных материалов и температурой кипения составных элементов. Распределение температур кипения: Марганец< Флюорит
При прохождении через инертные газы в составе частиц дыма могут преобладать неокисленные элементы. В остальных случаях это окислы металлов и металлоидов, часто химически структурно связанные друг с другом.
Количество наночастиц в атмосфере цехов еще предстоит определить. Судя по всему, их очень много
Распределение частиц сварочного аэрозоля в нано- и микродиапазоне в основном изучено на рабочих местах сварщиков и на расстоянии не более 2–5 метров от них. Распределение наночастиц в целом по атмосфере цехов не определялось.
Есть основание полагать, что количество этих частиц чрезвычайно велико. И вот почему:
Массовое содержание сварочного аэрозоля в цехах обычно достигает 1-2 мг/м 3 . По некоторым данным около 10% этой массы (0,1 мг) составляют частицы размером менее 200 нм. Простой расчет показывает, что 0,1 миллиграмма железа или марганца (объем массы 0,01мм 3 ) может состоять из 5∙10 13 наночастиц размером 200 нм в одном кубометре воздуха.
Именно частицы сварочного дыма размером 200 и менее наномикрон создают характерный голубоватый оттенок сварочного дыма и воздуха сварочных цехов за счет дифракции волн света.

Сварочный дым
Около сварщика в полусфере радиусом 500мм (сварка в углекислом газе на токах 350 – 500 ампер) концентрация сварочного дыма достигает 200,0 мг/м 3 . Концентрация марганца – 11,5 мг/м 3 .
Представить такое количество дыма в наночастицах как-то не реально. Это уже 1∙10 17 наночастиц размером 200 нм в одном кубометре воздуха.
Вот и получается, что формального соблюдения ПДК недостаточно. На производстве необходимо использовать все доступные методы удаления опасного сварочного дыма. Ведь сотрудник должен быть здоров не для «галочки», а для того, чтобы эффективно работать на протяжении многих лет, совершенствуя свои навыки.
Подведём итог
- Вредные для организма вещества, содержащиеся в сварочных аэрозолях, проникают через эпителий и дыхательные пути человека в виде наночастиц. Они способны оказывать разрушающее воздействие на нервную систему человека (расстройства вегетативной нервной системы, деменция и др.). Подробнее про интоксикацию марганцем и болезнь Паркинсона читайте тут.
- Сегодня при расчётах ПДК учитывается только массовая концентрация вещества и не учитывается размер частиц сварочного аэрозоля и их количество в объёме вдыхаемого воздуха (расчёты же говорят, что это количество может быть очень велико).
- Современные методы исследований выявляют поражение нервной системы марганцем даже при соблюдении ПДК.
- Пока токсикологи не определили, какое количество наночастиц сварочного аэрозоля безопасно для здоровья, следует принять как аксиому: Сварочный дым никогда не должен попадать в дыхательные пути человека и распространяться в окружающей среде.
Источники:
Данная запись создана на основе статьи заслуженного эколога Российской Федерации, Юрия Степановича Корюкаева, написанной специально для АО «СовПлим».
П.С. Минакова, А.С. Войщева, В.Р. Игнатова Анализ вредных и опасных производственных факторов при ручной дуговой сварке на рабочем месте сварщика (№4,2020)
В данной статье описаны вредные и опасные факторы, с которыми ежедневно могут сталкиваться работники при выполнении сварочных работ. Проведенное исследование позволяет утверждать, что сварочное производство содержит в себе опасность для работников. Вредные факторы, с которыми сталкиваются электрогазосварщики, в свою очередь, вызывают у них профессиональные заболевания, а также могут привести к летальному исходу. Поэтому необходима оценка воздействия вредных факторов у данных работников, а также и оценка применения средств защиты сварщиков.
Ключевые слова
Вредные и опасные производственные факторы, условия труда, защитные мероприятия, безопасность, специальная оценка условий труда, сварочное производство.
ANALYSIS OF MANUAL ARC WELDING HARMFUL AND DANGEROUS PRODUCTION FACTORS AT THE WELDER’S WORKPLACE
PhD in Education, Associate Professor, Far Eastern Federal University, Vladivostok
Far Eastern Federal University, student
Abstract
In this article, harmful and dangerous factors that workers may encounter daily when performing welding operations were described. The conducted research allows to assert that the welding operation involves the risk for workers. Harmful factors which electric and gas welders face with, in turn, cause occupational diseases in employees, and can also lead to death. Therefore, a set of measures is needed to identify and assess harmful factors in the production environment and the labor process, moreover, assessment of personal protective equipment usage is necessary.
Keyword
Harmful and dangerous production factors, working conditions, protective measures, safety, special assessment of working conditions, welding production.
В настоящее время любой технологический процесс включает в себя множество различных операций. Одной из основных операций является сварка. Работа со сваркой не всегда безопасна и имеет ряд вредных факторов, оказывающих на рабочего неблагоприятное воздействие. Изучение данной проблемы является актуальной в связи с необходимостью дополнительных мер по защите работников и обеспечению безопасности при эксплуатации сварочного оборудования.
Условия труда на каждом рабочем месте имеют свою специфику, и работник подвергается различным физическим, химическим и психофизиологическим факторам.
В первую очередь речь идет о вредных и опасных факторах. При выполнении электросварочных работ на сварщика оказывают влияние следующие потенциально вредные и опасные факторы [1]:
1) замыкание электрической цепи через тело человека;
2) повышенная загазованность воздуха рабочей зоны, содержание в воздухе вредных аэрозолей;
3) повышенная или пониженная температура воздуха рабочей зоны;
4) повышенная температура обрабатываемого материала, изделий, поверхности оборудования, расплавленный металл;
5) ультрафиолетовое и инфракрасное излучение;
6) повышенная яркость света при осуществлении процесса сварки;
7) шум и вибрация на рабочих местах;
8) выполнение сварки на значительной высоте;
9) физические и нервно-психические перегрузки;
10) выполнение работ в труднодоступных и замкнутых пространствах;
11) движущиеся транспортные средства, грузоподъемные машины, перемещаемые материалы и инструмент.
Следует выделить, что наиболее вредным фактором практически для всех способов дуговой сварки является образование и дальнейшее поступление в воздух рабочей зоны сварочных аэрозолей.
Наиболее вредные пылевыделения:
- Оксиды железа - приводят к механическому раздражению легочной ткани, хроническому отравлению, дерматозу, поражению ЦНС;
- Оксиды марганца - вызывают заболевания нервной системы, легких, печени и крови;
- Соединения кремния - разрушают легкие (появляются такие симптомы как одышка, боль в груди, сухой кашель);
- Соединения хрома - обладают накопительным эффектом в организме человека, вызывая головные боли, воспаление ЖКТ, общую слабость;
- Соединения алюминия - оказывают механическое раздражение легочной ткани, снижение гемоглобина [2].
Наиболее опасные газы, выделяющиеся при сварке:
- Оксиды азота (особенно двуокись азота) приводит к поражению дыхательной системы и органов кровообращения;
- Оксид углерода (удушающий газ) - бесцветный газ, способен накапливаться в помещении, вытесняя при этом кислород, при концентрации свыше 1 % раздражает дыхательные пути, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
- Озон - имеет запах хлора, образуется при сварке в инертных газах, вызывает раздражение глаз, сухость во рту и боли в груди;
- Фтористый водород - бесцветный газ с резким запахом, воздействует на дыхательные пути и даже в мелких концентрациях вызывает раздражение слизистых оболочек [3].
Для идентификации вредных и (или) опасных производственных факторов на производстве проводится специальная оценка условий труда (СОУТ).
На одном из ж/д предприятий в Приморском крае по ремонту, текущему содержанию и техническому обслуживанию сооружений, устройств, установок, машин, механизмов, оборудования, технических и транспортных средств проведена специальная оценка условий труда в период с 29 января по 20 июня 2020 года на 55 рабочих местах, включая рабочее место электрогазосварщика.
При проведении специальной оценки условий труда на рабочем месте исследовалось воздействие:
- химических факторов;
- виброакустических факторов (шум, вибрация, инфразвук);
- параметров микроклимата;
- уровня освещенности;
- неионизирующих излучений;
- аэрозолей преимущественно фиброгенного действия (пылей) и химических веществ.
При оценке химического фактора выявлены вещества, превышающие ПДК, указанные в таблице 1.
Таблица 1
Вещества, превышающие ПДК при оценке химического фактора
Фактическое значение, мг/м3
Класс условий труда
Вещество раздражающего типа, остронаправленного действия
Марганец в сварочных аэрозолях при его содержании: до 20%
Вещество опасное для репродуктивного здоровья человека
Значение показателя 1 не соответствует норме в 1,5 раза.
Значение показателя 2 не соответствует норме в 1,2 раза.
Таким образом, класс условий труда по химическому фактору - 3.2.
При оценке условий труда по показателям тяжести трудового процесса, выявлен показатель, превышающий допустимое значение указанного в таблице 2.
Таблица 2
Показатели тяжести трудового процесса превышающие допустимое значение
Показатели тяжести трудового процесса
Периодическое, до 25% времени смены, нахождение в неудобном и (или) фиксированном положении. Нахождение в положении «стоя» до 60% времени рабочего дня (смены).
Периодическое, до 25% времени рабочего дня
(смены), пребывание в вынужденном положении
Таким образом, класс условий труда по показателям тяжести трудового процесса - 3.1.
По результатам проведения СОУТ на рабочем месте электрогазосварщика был установлен итоговый класс условий труда - 3.2. Следовательно, уровни воздействия вредных факторов способны вызвать серьезные функциональные изменения в организме электрогазосварщика, которые приводят к развитию профессиональных заболеваний.
В группу риска возникновения профессиональных заболеваний попадает каждый сварщик со стажем работы более 10 лет, даже если сварщик работает в пределах допустимой концентрации [4].
Окислы марганца оказывают негативное влияние на организм и трудоспособность работника. Если сварочный аэрозоль содержит значительное количество марганца, то, распространяясь вместе с кровью по организму, этот токсичный элемент вызывает тяжелое заболевание – марганцевую интоксикацию. Главным образом, страдает центральная нервная система. Нарушается мышечный тонус, точность, ловкость и плавность произвольных движений, развиваются вегетативные расстройства, а также повышается утомляемость, сонливость, снижается быстрота реакции, работоспособность, появляются головокружение, депрессивные, подавленные состояния.
Марганец почти невозможно вывести из организма; очень тяжело диагностировать отравление марганцем, т.к. симптомы очень общие и присущи многим заболеваниям, чаще же всего человек просто не обращает на них внимания [5]. Более длительное влияние марганца приводит к развитию паркинсонизма, при этом иногда ставится ошибочный диагноз «болезнь Паркинсона». Изменения в организме при марганцевой интоксикации необратимы.
Озон — газ, оказывающий сильное раздражающее действие на органы дыхания. Он раздражает слизистую оболочку глаз и дыхательных путей. Патологоанатомические исследования показали характерную картину отравления озоном: снижение свертываемости крови, нарушение кроветворения, обострение аллергических реакций.
Следовательно, производство должно быть заинтересовано в защите работника от вредных и опасных производственных факторов, тем самым обеспечить благоприятными условиями труда.
Для улучшения условий труда на рабочем месте сварщика необходимы следующие мероприятия:
- обеспечить работников средствами индивидуальной защиты органов дыхания, а также их регулярное использование при выполнении работ с вредными веществами;
- увеличить время регламентных перерывов для уменьшения вредного воздействия марганца в сварочной аэрозоли, назначить дополнительный отпуск;
- предусмотреть возможность механизации и автоматизации трудоемких процессов для поддержания высокого уровня работоспособности и повышения производительности труда, соблюдать рациональную организацию рабочего места и требования эргономики.
Таким образом, следование правилам гигиены труда при работе со сваркой будет способствовать эффективному созданию благоприятных условий труда, требуемой чистоты воздуха на рабочем месте электрогазосварщика. Применение систем местной и общеобменной вентиляции и применения СИЗ обеспечат более комфортные условия труда для сварщика. Правильно подобранные средства индивидуальной защиты органов дыхания и система вентиляции позволят не только сохранить здоровье работника, создать для них более подходящие условия, но и увеличить производительность труда работников.
Огненная дуга. Воздействие сварочного аэрозоля на организм электросварщика (ручная дуговая сварка). Рекомендации по измерению. И. А. Борскивер (№2, 2011)
Известно, что повышенная запыленность и загазованность воздуха рабочей зоны относятся к одним из вредных производственных факторов сварочного производства.
ВЫСОКАЯ ТЕМПЕРАТУРА СВАРОЧНОЙ ДУГИ СПОСОБСТВУЕТ интенсивному окислению и испарению металла, флюса, защитного газа, легирующих элементов. Окисляясь кислородом воздуха, эти пары образуют мелкодисперсную пыль, а возникающие при сварке и тепловой резке конвективные потоки уносят газы и пыль вверх, приводя к большой запыленности и загазованности производственных помещений.
Мелкодисперсная пыль, или же твердая составляющая сварочного аэрозоля (далее - ТССА) состоит из мельчайших частиц перенасыщенных паров металлов и других веществ, входящих в состав сварочных, присадочных, напыляемых материалов и основного металла, которые конденсируются за пределами зоны высокотемпературного нагрева.
Скорость витания частиц ГССА — не более 0,08 м/с, оседает она незначительно, поэтому распределение ее по высоте помещения в большинстве случаев равномерно, что чрезвычайно затрудняет борьбу с ней.
Основными компонентами пыли при сварке и резке сталей являются окислы железа, марганца и кремния (около 41, 18 и 6% соответственно). В пыли могут содержаться другие соединения легирующих элементов. Токсичные включения, входящие в состав сварочного аэрозоля, и вредные газы при их попадании в организм человека через дыхательные пути могут оказывать на него неблагоприятное воздействие и вызывать ряд профзаболеваний. Мелкие частицы пыли от 0,4 до 5 мкм (микрометр 1/1000 часть миллиметра), проникающие глубоко в дыхательные пути, представляют наибольшую опасность для здоровья, пылинки размером до 10 мкм и более задерживаются в бронхах, также вызывая их заболевания.
К наиболее вредным пылевым выделениям относятся окислы марганца.
Марганец забивает канальцы нервных клеток. Снижается проводимость нервного импульса, как следствие повышается утомляемость, сонливость, снижается быстрота реакции, работоспособность, появляются головокружение, депрессивные, подавленные состояния.
Марганец почти невозможно вывести из организма; очень тяжело диагностировать отравление марганцем, т.к. симптомы очень общие и присущи многим заболеваниям, чаще же всего человек просто не обращает на них внимания.
Двуокись кремния при длительном вдыхании может вызвать профессиональное заболевание легких - Силикоз (silicosis, от лат. silex кремень)— это болезнь, при которой в легких образуется инородная ткань, которая снижает способность легких перерабатывать кислород, наиболее распространенный и тяжело протекающий вид пневмокониоза. Характеризуется диффузным разрастанием в легких соединительной ткани и образованием характерных узелков. Силикоз вызывает риск заболеваний туберкулезом, бронхитом и эмфиземой легких.
Соединения хрома способны накапливаться в организме, вызывая головные боли, заболевания пищеварительных органов, малокровие.
Окись титана вызывает заболевания легких.
Кроме того, на организм неблагоприятно воздействуют соединения алюминия, вольфрама, железа, ванадия, цинка, меди, никеля и других элементов.
Биологические свойства электросварочной пыли анализируются в три основных гигиенических показателя вредности пыли: растворимость, задержка при дыхании легочной тканью и фагоцитоз.
Газовая составляющая сварочного аэрозоля (ГССА) представляет собой смесь газов, образующихся при термической диссоциации (распад молекул на несколько более простых частиц) газошлакообразующих компонентов этих материалов (СО, СО2, HF и др.) или же за счет фотохимического действия ультрафиолетового излучения дугового разряда (плазмы) на молекулы газов воздуха (NO, NO2, О3).
Газы ГССА способны адсорбироваться на поверхности твердых частиц, захватываться внутрь их скоплений. При этом локальные концентрации газов, адсорбированных на частицах ТССА, могут существенно превышать их концентрации непосредственно в ГССА
Вредные газообразные вещества, попадая в организм через дыхательные пути и пищеварительный тракт, вызывают иногда тяжелые поражения всего организма.
К наиболее вредным газам, выделяющимся при сварке и резке, относятся окислы азота (особенно азота диоксид).
Азота диоксид воздействует в основном на дыхательные пути и легкие, он раздражает дыхательные пути, в больших концентрациях вызывает отёк лёгких, а также вызывает изменения состава крови, в частности, уменьшает содержание в крови гемоглобина.
Углерод оксид (угарный газ) — бесцветный газ, имеет кисловатый вкус и запах; будучи тяжелее воздуха в 1,5 раза, уходит вниз из зоны дыхания, однако, накапливаясь в помещении, вытесняет кислород и при концентрации свыше 1 % приводит к раздражению дыхательных путей, вызывает сильную головную боль, слабость, головокружение, туман перед глазами, тошноту и рвоту, мышечную слабость, потерю сознания.
Озон — газ, токсичный при вдыхании. Он раздражает слизистую оболочку глаз и дыхательных путей. Патологоанатомические исследования показали характерную картину отравления озоном: кровь не свертывается, легкие пронизаны множеством сливных кровоизлияний.
Фтористый водород (гидрофторид) обладает резким запахом, дымит на воздухе (вследствие образования с парами воды мелких капелек раствора) и сильно разъедает стенки дыхательных путей.
Вещество оказывает разъедающее действие на глаза, кожу и дыхательные пути. Вдыхание этого газа вызвает отек легких. Вещество может оказывать действие на повышенный уровень кальция в крови, вызывая гипокальцемию, приводя к сердечной и почечной недостаточности.
Содержание вредных веществ сварочного аэрозоля в воздухе рабочей зоны на рабочих местах не должно превышать ПДК, указанной в ГН 2.2.5.1313-03 "Предельно допустимые концентрации(ПДК) вредных веществ в воздухе рабочей зоны", а наиболее вероятные вредные вещества, которые входят в состав сварочного аэрозоля в виде твердой (ТССА) и газовой (ГССА) составляющей сварочного аэрозоля приведены в МУ 4945-88 «Методические указания по определению вредных веществ в сварочном аэрозоле (твердая фаза и газы)»
Количество и состав сварочных аэрозолей зависят от вида сварки, химического состава сварочных материалов и свариваемых металлов, защитных покрытий, режимов сварки, состава защитных газов и газовых смесей.
В таблице использованы следующие обозначения: п - пары и/или газы; а - аэрозоль;
*в числителе – максимально разовая, в знаменателе – среднесменная ПДК, прочерк в числителе означает, что Норматив установлен в виде средней сменной ПДК. Если приведен один Норматив, то это означает, что он установлен как максимальная разовая ПДК.
** При длительности работы в атмосфере, содержащей оксид углерода, не более 1 ч предельно допустимая концентрация оксида углерода может быть повышена до 50 мг/м3, при длительности работы не более 30 мин - до 100 мг/м3, при длительности работы не более 15 мин - 200 мг/м3. Повторные работы при условиях повышенного содержания оксида углерода в воздухе рабочей зоны могут проводиться с перерывом не менее, чем в 2 ч.
***1 класс - чрезвычайно опасные, 2 класс – высокоопасные, 3 класс – опасные, 4 класс - умеренно опасные
**** О - вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе,
А - вещества, способные вызывать аллергические заболевания в производственных условиях,
К - канцерогены,
Ф - аэрозоли преимущественно фиброгенного действия
В практике наиболее часто встречается сварка углеродистых и низколегированных конструкционных сталей общего назначения, для этого применяют электроды с различными видами покрытий:
- рутиловыми, основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана), к ним можно отнести такие марки электродов, как АНО-1, АНО-4, АНО-18, ОЗС-4, ОЗС-6, ОЗС-12, МР-3, РБК-5 и др.;
- ильменитовыми, название это покрытие получило от минерала ильменита (FeO-Ti02), к ним можно отнести такие марки электродов как АНО-6, АНО-17, ОЗС-21, ОЗС 23 и др.;
- кислыми, основу этого вида покрытия составляют оксиды железа, марганца и кремния, к ним можно отнести такие марки электродов как ОММ-5, СМ-5, ЦМ-7, МЭЗ-4 и др.;
- целлюлозными, создаются на основе органических соединений (до 50%) – целлюлозы, муки, крахмала, обеспечивающих газовую защиту. Для шлаковой защиты в небольшом количестве применяются рутиловый концентрат, мрамор, карбонаты, алюмосиликаты и другие. К ним можно отнести такие марки электродов, как ОЗС-3, ОЗС-4, ОЗС-12, ОЗС-21, ВЦС-4 и др.;
- основными (фтористо-кальцевыми), шлаковую основу составляют минералы — в основном карбонаты кальция и магния (мрамор, магнезит, доломит), а также плавиковый шпат (CaF2). Поэтому они получили название фтористо-кальциевых покрытий. К ним можно отнести такие марки электродов как УОНИ-13, УОНИ-13/45, УОНИ-13/55, УОНИ-65 АНО-9, АНО-10.
При выполнении сварочных работ с применением электродов с перечисленными видами покрытий, в сварочном аэрозоле выделяются такие вредные вещества, как: марганец, диЖелезо триоксид, двуокись кремния, титана диоксид, углерод оксид, азота диоксид, озон, фтористый водород.
Для сварки легированных, высоколегированных, перлитных, атмосферокоррозионностойких и др. сталей, чугуна, бронзы, меди, латуни, никеля, применяются другие марки электродов, при этом выделяются элементы и соединения перечисленные в таблице 1. Подробней об этом приведено в приложении 6 МУ 4945-88.
Измерение вредных веществ сварочного аэрозоля производят в целях проведения аттестации рабочих мест по условиям труда, производственного или санитарного контроля. Измерения производят испытательные (измерительные) лаборатории, аккредитованные в установленном порядке, причем, измеряемые вредные вещества должны быть внесены в область аккредитации лаборатории.
Для ПДК некоторых веществ установлены две нормативные величины: максимально разовая и среднесменная предельно допустимые концентрации. Величина последней более точно отражает состояние воздушной среды на рабочем месте.
Максимально разовая концентрация - это содержание вещества в зоне дыхания работника, усредненное периодом кратковременного отбора проб.
Длительность отбора одной пробы воздуха определяется методом анализа, зависит от концентрации вещества в воздухе рабочей зоны, но не должна превышать 15 мин, а для АПФД - 30 мин. Фактически - это характеристика безопасности вещества для данного момента с учетом установленного метода отбора проб и его длительности.
Определение среднесменной концентрации вредного вещества предполагает, что в условиях воздействия данного вещества с установленной концентрацией его содержания в воздухе рабочей зоны работник находится 100% времени рабочей смены, при этом учитывается и время воздействия на организм сварочного аэрозоля (время пребывания).
При определении среднесменной концентрации вредных веществ сварочного аэрозоля расчетным методом часто вызывает затруднение в определение времени выполнения сварочных работ (длительность этапа производственного процесса). Это обусловлено тем, что сварочные работы на многих предприятиях не носят стабильный характер, а операции не повторяются в течение рабочей смены ежедневно. В качестве примера к таким работам можно отнести электросварщиков в ремонтных подразделениях предприятии, бригадах трудоемких процессов сельхозпредприятий, в строительстве и т. п.
Время пребывания устанавливается приблизительно, приходится беседовать с сварщиком, бригадиром, мастером. При этом многие считают
(в том числе и некоторые специалисты ПФ РФ), что это время можно применять при оформлении на льготную пенсию, поэтому просят, а иногда и требуют ставить время пребывания – не менее 80% .
Это ошибочное мнение, поскольку в данном случае не учитывается время на выполнение подготовительных, вспомогательных, текущих ремонтных работ, а также работ вне своего рабочего места в целях обеспечения выполнения своих трудовых функций.
Подготовительно-заключительные операции – это подбор металла, правка и резка его, заготовки шаблонов, разметка; операции по обработке деталей - наметки, резки, образования отверстий, операции по сборке и прихватке конструкций из заготовленных деталей, обработки кромок шва. Подготовительно-заключительные операции могут составлять до 30% от общего времени изготовления изделия (времени пребывания).
Вспомогательные и работы по обслуживанию рабочего места – это текущий ремонт и обслуживание оборудования и приспособлений, поддержание рабочего места в санитарно гигиеническом, противопожарном и травмобезопасном состоянии, уход за инструментом и др. Такие работы могут составлять до 10% от рабочего времени.
Как определить время пребывания (время воздействия сварочного аэрозоля на организм сварщика)?
Есть мнение, что опытный сварщик расходует в час один килограмм электродов. В этом случае можно разделить общее количество электродов в килограммах на количество рабочих дней. Но данное мнение, на мой взгляд не подходит для проведения измерений и оформления протоколов, поскольку расход электродов может зависеть от видов и способов сварки, диаметра и марки электродов, толщины свариваемых материалов, видов сварных соединений и швов и т.д.
Можно рассчитать расход электродов и время горения сварочной дуги расчетным способом. Для этого необходимо взять для расчетов наиболее часто применяемые электроды, свариваемые материалы, способы и режимы сварки:
- углеродистые и низколегированные конструкционные стали общего назначения толщиной S, 4-6 мм.
- электроды: АОН-4, АНО-6, УОНИ-13, диаметр электродов зависит от толщины свариваемого металла = S/2+1= 3-4 мм.
- Сварочный ток I=(20+6d)dk где d – диаметр электрода, а k – коэфициент учитывающий положение сварного шва в пространстве: 1-нижний шов, 0,9-вертикальный, 0,8 потолочный (чаще всего применяется нижний). I= (20+6х4)4х1= 176А
- допускаемая плотность тока(А/мм) = 11,5-16,0
- коэффициента наплавки: коэффициент, выраженный массой металла, наплавленной за единицу времени горения дуги, отнесённой к единице сварочного тока
где αн — коэффициент наплавки; Gн — масса наплавленного за время t металла, г (с учетом потерь).
Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку.
Коэффициент наплавки является одним из показателей характеристик электродов. Для электродов марки АОН-4, АНО-6, УОНИ-13 αн = 9-11 г/Ач Возьмем среднее значение 10
Основное время, to – время горения дуги можно вычислить по формуле:
где F – площадь поперечного сечения наплавленного метала в см 2 ;
l – длина шва в см.;
γ – удельный вес наплавленного металла в г/см 3 , его принимают равным удельному весу основного металла = 7,85 г/см 3 ;
I – сварочный ток в а;
αн – коэффициент наплавки в г/а . ч
Площадь поперечного сечения, F, которая существенно зависит от сварного соединения, определяется геометрическим расчетом по ГОСТу 2564-80, как сумма площадей треугольников.
В большинстве случаев, площадь поперечного сечения валика можно принять равной 0,3÷ 0,7 см 2 .
Так, при одностороннем сварном соединении металла S = 4мм без скоса кромок, площадь поперечного сечения наплавленного метала будет равна 0,32 см 2 , а при одностороннем сварном соединении металла S = 6мм со скосом кромок, площадь поперечного сечения наплавленного метала будет равна 0,78 см 2. Среднее значение возьмем 0,55 см 2 .
Длину шва, l для приведения к единице веса электродов необходимо вычислить из расчета расхода одного килограмма электродов.
Вес электродов на 1 погонный метр шва зависит в основном от двух параметров:
веса наплавленного металла и потерь. Первый параметр определить довольно просто, определить площадь сечения шва ,умножить на длину и на удельный вес стали. Второй параметр зависит кроме прочего от марки электрода. Информация о том и другом есть в справочной литературе.
Нас устроят приближенные данные, (а они в любом случае такие, только степень точности разная) можно поступить так :
0,55*100 = 55.0 куб.см - это объем одного метра наплавленного металла
55*0.00785 =0.4318 кг - вес наплавленного металла
0.4318*1.5 = 0.65 кг электродов /м шва
1.5 -коэф.потерь , обмазка , огарки , разбрызгивание, разгильдяйство и пр.
На 1 кг. электродов: 1: 0,65 = 1.54 м. = 154 см. шва
Произведем расчет: to = 0,55*154*7,85: (176*10) = 0,378 час
Так как, длину шва приняли из расчета на 1 килограмм электродов, получается, что за 0,378 часа, в среднем, электросварщик расходует 1 кг электродов,
или за 1 час – 2,6 килограмм.
Время воздействия сварочного аэрозоля на организм сварщика в течении рабочего дня теперь можно вычислить по формуле:
Где: Pэл – количество электродов израсходованных электросварщиком в месяц
ФМБА РОССИИ
В процессе своей трудовой деятельности электросварщик подвергается воздействию целого комплекса опасных и вредных производственных факторов физической и химической природы: ультрафиолетовое и тепловое излучения, сварочный аэрозоль, искры и брызги металла и шлака и другие. Именно эти факторы вызывают профессиональные заболевания и травматические повреждения. К основным, чаще всего развивающимся профзаболеваниям сварщиков, относятся:
В группу риска возникновения этих заболеваний попадает каждый сварщик со стажем работы более 10 лет, даже если сварщик работает в условиях допустимой концентрации вредных веществ.
Спектр излучения сварочной дуги включает в себя участок инфракрасных волн, видимый участок и ультрафиолетовый участок. При этом доля инфракрасных лучей составляет от 30-70 % всей энергии излучения дуги. Именно инфракрасные лучи способны вызвать профессиональную катаракту. Наибольшее значение имеет ультрафиолетовая часть спектра, увеличивающая риск возникновения онкологических заболеваний. Даже кратковременное воздействие ультрафиолетовых лучей на незащищенный глаз способно вызвать ожог роговой оболочки – электроофтальмию, а воздействуя на открытые участки кожи, вызывает ожоги. Ожоги от сварочной дуги могут быть гораздо сильнее и опаснее, чем от солнца. Чем выше сила тока при сварке, тем сильнее излучение сварочной дуги. Опасность возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхности, а также при использовании загрязненного флюса.
Сварочный аэрозоль представляет собой совокупность мельчайших частиц, образовавшихся в результате конденсации паров расплавленного металла, шлака и покрытия электродов. К наиболее вредным выделениям относятся окислы марганца, вызывающие органические заболевания нервной системы, легких, печени и крови; соединения кремния, вызывающие в результате вдыхания их силикоз; соединения хрома, способные накапливаться в организме, вызывая головные боли, заболевания пищеварительных органов, малокровие; окись титана, вызывающая заболевания легких. Кроме того, на организм неблагоприятно воздействуют соединения алюминия, вольфрама, железа, ванадия, цинка, меди, никеля и других элементов. Вредные газообразные вещества, попадая в организм через дыхательные пути и пищеварительный тракт, вызывают иногда тяжелые поражения всего организма. К наиболее вредным газам, выделяющимся при сварке и резке, относятся:
· окись углерода, накапливаясь в помещении, приводит к раздражению дыхательных путей, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
· озон образуется при сварке в инертных газах, быстро вызывает раздражение глаз, сухость во рту и боли в груди;
· фтористый водород действует на дыхательные пути и даже в небольших концентрациях вызывает раздражение слизистых оболочек.
При сварке в среде защитных газов торированными вольфрамовыми электродами в воздух выделяются окислы тория и продукты его распада, которые представляют радиационную опасность.
Другие элементы сварочного аэрозоля, а также так называемые сварочные газы, обладая сильным раздражающим действием, способны вызвать хронический бронхит. Установлено, что многие компоненты сварочного аэрозоля при длительном воздействии увеличивают риск возникновения сердечно-сосудистых и онкологических заболеваний и уменьшают продолжительность жизни.
Чтобы избежать описанного неблагоприятного воздействия производственных факторов, характерных для электросварки, необходимо не допускать облучения сварочной дугой глаз и открытых участков кожи, защищать их от попадания искр и брызг металла и шлака и, наконец, препятствовать попаданию в органы дыхания сварочного аэрозоля. При всех способах дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологиях это легче всего сделать с помощью средств индивидуальной защиты – сварочных щитков с блоком фильтрации и подачи воздуха в совокупности с правильно подобранной специальной защитной одеждой, устойчивой к излучению дуги, огнестойкой и прочной, а также с перчатками или рукавицами, обладающими необходимыми защитными свойствами, что позволяет гарантировать полную защиту электросварщика от описанных выше опасных и вредных производственных факторов.
Практика показывает, что вентиляция в совокупности с комплексом мероприятий технологического и организационного характера позволяет снизить концентрации вредных веществ до предельно допустимых и способствует значительному оздоровлению условий труда работающих в сварочных цехах.
Грамотный подбор и применение комплексных средств индивидуальной защиты позволит свести к минимуму риск профессиональных заболеваний и сохранить здоровье сварщика.
· Защита временем (исключение чрезмерно длительного стажа работы со сварочными аэрозолями и пылью и исключение сверхурочных работ),
· Наличие и регулярное использование дополнительных к обеденному, оплачиваемых перерывов для посещения ингалятория,
При применении различных видов сварки (электродуговая, плазменная, газовая) основным вредным производственным фактором является наличие сварочных аэрозолей, в составе которых присутствуют окислы металлов (железа, марганца, хрома, ванадия, вольфрама, алюминия, титана, цинка, меди, никеля и др.), газообразные фтористые соединения, а также окиси углерода, окислы азота и озон.
Вдыхание сварочного аэрозоля с перечисленными выше веществами может привести к возникновению у сварщиков профессиональных интоксикаций и пневмокониоза, характер развития и тяжесть течения которых зависят от химического состава, концентрации и длительности воздействия сварочных аэрозолей.
Концентрации химических веществ в воздухе рабочей зоны (в зоне дыхания сварщика) должны соответствовать гигиеническим нормативам, установленным в главе II СанПиН 1.2.3685-21 «Гигиенические нормативы и требования к обеспечению безопасности и (или) безвредности для человека факторов среды обитания».
Отрицательное воздействие на здоровье сварщиков основного вредного фактора (химических веществ), свойственного тому или иному виду сварки, может сочетаться с влиянием других, сопутствующих технологическому процессу факторов производственной среды - шумом, вибрацией, ультрафиолетовым излучением, неблагоприятными условиями микроклимата, пребыванием в вынужденной рабочей позе и т.д.
Использование торированных вольфрамовых электродов при сварке в среде защитных газов потенциально может быть связано с выделением в воздух производственных помещений тория и продуктов его распада.
Лица, обслуживающие установки плазменной сварки, могут подвергаться воздействию тяжелых аэроионов различной полярности, интенсивного высокочастотного шума в комбинации с ультразвуком, повышенным ультрафиолетовым и инфракрасным излучением.
При воздействии на органы зрения ультрафиолетового и инфракрасного излучения и плазмы возможно возникновение электроофтальмии и катаракты.
При электрической контактной сварке давлением, помимо загрязнения воздушной среды сварочным аэрозолем, наблюдается образование переменных магнитных полей рассеивания, интенсивного шума, искр и брызг расплавленного металла.
В действующих санитарных правилах и нормах изложены требования к производственным помещениям, оборудованию, технологическим процессам и приспособлениям, требования к отоплению и вентиляции, к освещению, к защите от излучения, к организации и выполнению сварочных работ, к обеспечению спецодеждой и индивидуальными средствами защиты, по медико-профилактическому и санитарно-бытовому обеспечению работников.
Основные гигиенические требования к сварочным работам изложены в главе XXIV Приложения №1 СП 2.2.3670-20 «Санитарно-эпидемиологические требования к условиям труда».
Для улавливания сварочного аэрозоля у места его образования на стационарных постах, следует предусматривать местные отсосы. При сварке на нестационарных рабочих местах (за исключением работ на открытом воздухе) следует предусматривать местную вытяжную вентиляцию. При сварке и наплавке крупногабаритных изделий местные отсосы следует встраивать в приспособления для этих работ, в т.ч. и в секционные раскроечные столы. При ручной электросварке и наплавке крупногабаритных изделий следует применять поворотно-подъемные наклонные панели одно- или двухстороннего равномерного всасывания.
В случае проведения разовых, эпизодических сварочных работ в помещениях, где вентиляция отсутствует, необходимо использование СИЗ с принудительной подачей чистого воздуха в подмасочное пространство сварщика. Запрещено проведение сварочных работ в замкнутых пространствах без использования СИЗ с принудительной подачей чистого воздуха в подмасочное пространство сварщика.
При определении перечня факторов производственной среды и трудового процесса должен учитываться химический состав используемых сварочных материалов.
Общие гигиенические требования при проведении сварочных работ, касающиеся производственного контроля, санитарно-бытового обеспечения и пр. изложены в главах I–VIII СП 2.2.3670-20 и в других нормативно-методических документах.
Содержание производственных и санитарно-бытовых помещений должно осуществляться в соответствии с вышеуказанными санитарными правилами.
Номенклатура, объём и периодичность мероприятий производственного контроля за условиями труда определяются в программе производственного контроля с учетом особенностей производственных процессов и специфики технологического оборудования, наличия и степени влияния на здоровье работника и среду его обитания вредных производственных факторов. Производственный контроль осуществляется посредством проведения лабораторных исследований (испытаний) и измерений факторов производственной среды. Определяется перечень должностных лиц, на которых возложены функции по осуществлению производственного контроля, перечень химических веществ и физических факторов, а также объектов производственного контроля, представляющих потенциальную опасность для работника. На основании результатов производственного контроля разрабатываются мероприятия по улучшению условий труда сварщиков и оптимизации производственного процесса. Обеспечение спецодеждой и спецобувью, а также другими средствами индивидуальной защиты должно осуществляться в рамках профилактических мероприятий, направленных на предупреждение вредного воздействия факторов производственной среды и трудового процесса на здоровье работника.
Уровни шума, освещения, УФ-излучения и других физических факторов на рабочих местах сварщиков должны соответствовать гигиеническим нормативам, установленным в главе V СанПиН 1.2.3685-21.
Лица, поступающие на работу и работающие со сваркой должны проходить предварительные и периодические медицинские осмотры в соответствии с Приказом Минздрава России от 28.01.2021 №29н «Об утверждении Порядка проведения обязательных предварительных и периодических медицинских осмотров работников, предусмотренных частью четвертой статьи 213 Трудового кодекса Российской Федерации, перечня медицинских противопоказаний к осуществлению работ с вредными и (или) опасными производственными факторами, а также работам, при выполнении которых проводятся обязательные предварительные и периодические медицинские осмотры».
При соблюдении технологических процессов и гигиенических нормативов при проведении сварочных работ условия труда сварщиков будут относится к безопасным, а возможные изменения функционального состояния организма восстанавливаются во время регламентированного отдыха или к началу следующей смены и не оказывают неблагоприятного действия в ближайшем и отдаленном периодах на состояние здоровья сварщиков.
При проверках на промышленных предприятиях ЗАТО Северск сотрудниками Межрегионального управления №81 ФМБА России, проводятся обследования рабочих мест сварщиков и лабораторный контроль за вредными производственными факторами. В ходе лабораторного контроля исследуется химический состав воздуха в зоне дыхания сварщика. Эпизодически выявляются превышения содержания максимально-разовах и среднесменных концентраций марганца и оксида железа в воздухе рабочей зоны, а также рабочие места сварщиков с нарушениями в обустройстве систем вентиляции. После проведения технических и гигиенических мероприятий по улучшению условий труда, а также подбора необходимых средств защиты концентрация вредных химических веществ во вдыхаемом воздухе не превышает допустимых уровней.
Дата размещения: 29 августа 2022 в 13:17
--> --> --> -->


Правительство Российской Федерации

Министерство здравоохранения Российской Федерации

Портал государственных услуг

Федеральный портал управленческих кадров


Институт повышения квалификации ФМБА России
Читайте также: