Внешняя характеристика источника сварочной дуги
Обновлено: 17.05.2024
– независимые, т.е. источник их энергии - двигатель внутреннего сгорания.
г) по количеству обслуживаемых постов:
д) по применению:
В промышленности наиболее широко применяются источники переменного тока, к которым относятся сварочные трансформаторы и преобразователи повышенной частоты. Остальную часть источников сварочного тока составляют генераторы постоянного тока и выпрямители.
К так называемым общепромышленным относятся источники питания для ручной дуговой сварки, механизированной сварки под флюсом. Эти источники предназначены для сварки низкоуглеродистых сталей толщиной более 1 мм и, как правило, имеют достаточно простую конструкцию и электрическую схему.
К специализированным относятся источники, предназначенные для сварки лёгких металлов и их сплавов, тонкой и особо тонкой стали всех марок, а также для особо качественных соединений.
1.2. Основные требования к источникам питания
ручной дуговой сварки
Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддерживания её горения; дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание. Во время горения дуги напряжение её меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в момент зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания для ручной дуговой сварки.
1. Напряжение холостого хода должно быть в 2-3 раза выше напряжения дуги. Это необходимо для лёгкого зажигания дуги, в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50-70 В. ГОСТ 12.3.003-86 устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В– для постоянного тока.
2. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если:
где Iкз– сила тока короткого замыкания; Iсв – сила сварочного тока.
В некоторых случаях это отношение может достигать 2.
3. Изменение напряжения дуги, происходящее вследствие изменения её длины, не должно вызывать существенного изменения силы вторичного тока, а следовательно, изменения теплового режима сварки.
4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
5. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования силы сварочного тока должны быть (приблизительно) от 30 до 130 % к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров.
Требования к источникам, предназначенным для питания других видов дуговой сварки, отличаются от приведённых. Например, в источниках питания для полуавтоматической сварки в защитном газе напряжение холостого хода должно практически равняться напряжению дуги.
Характеристики сварочной дуги
Зависимость между напряжением и силой тока при постоянной длине горящей дуги принято называть статической вольт-амперной характеристикой.
Известны статические вольт-амперные характеристики (ВАХ) сварочных дуг трёх типов:
1. Падающая– с ростом сварочного тока I Ugуменьшается (рис.15, а).
2. Жёсткая– с ростом I Ugпрактически не изменяется (рис.15, б).
3. Возрастающая – рост I вызывает увеличение Ug (рис.15, в).
Рис.15. Вольт-амперные характеристики дуги:
а –падающая; б – жёсткая; в – возрастающая
Падающие ВАХ имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в среде аргона при токах от нескольких до 70-80 А. Причиной снижения напряжения на дуге является уменьшение длины столба дуги Uст. С ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, а площадь поперечного сечения столба дуги возрастает. Разности потенциалов в катодных и анодных областях практически не зависят от величины тока, а зависят только от физических условий, в которых существует дуга.
Жёсткую ВАХ имеют сварочные дуги с токами 80 А и выше при ручной дуговой и механизированной сварке под флюсом. С ростом сварочного тока увеличивается площадь столба дуги, в результате чего проводимость разрядного промежутка практически не изменяется. Увеличение тока с одновременным увеличением площади сечения столба дуги приводит к тому, что площадь плотности тока в столбе дуги и напряжённость электрического поля остаются постоянными.
При механизированной сварке под флюсом, когда диаметр электродной проволоки невелик, плотность тока в электроде несколько больше таковой при свободной малоамперной дуге, горящей в воздухе или в аргоне. Начиная примерно с 300-400 А и выше ВАХ дуги, горящей под флюсом, становится пологовозрастающей. На рис.15, б такая характеристика показана пунктиром.
И, наконец, когда требуемое для повышения силы тока количество заряженных частиц не может быть получено за счёт расширения столба (активное пятно занимает всю площадь электродной проволоки) и для увеличения их количества требуется повышенное напряжение, получается возрастающая ВАХ дуги.
Обычно падающая характеристика дуги наблюдается при сварке, если применяется плотность тока на электроде менее
10 А/мм 2 , жёсткая – 10-50 А/мм 2 , возрастающая – 50-200 А/мм 2 .
Внешней ВАХ источника питания дуги называется зависимость напряжения на зажимах источника от величины сварочного тока.
Источники питания дуги могут иметь следующие виды внешних характеристик (рис. 16):
Крутопадающая характеристика применяется для ручной дуговой сварки покрытыми электродами, пологопадающая – полуавтоматической и автоматической сварки плавящимися электродами с постоянной скоростью подачи сварочной проволоки в зону дуги.
Рис. 16. Виды внешних ВАХ источников питания дуги
Устойчивое горение дуги при сварке возможно при условии пересечения статической характеристики дуги с внешней характеристикой источника (Uдуги= Uист) в рабочей точке.
На рис. 17 показаны крутопадающая внешняя характеристика источника питания и пересекающиеся с ней три вольт-амперные характеристики дуги различных длин L1, L2, L3. Рабочая точка А соответствует месту пересечения внешней характеристики источника с характеристикой дуги.
Рис. 17. Пересечение крутопадающей внешней характеристики с характеристиками дуг длиной L1, L2, L3 (L1 L2 L3)
Во время горения дуги и переноса электродного металла на изделие длина дуги изменяется, вольт-амперная характеристика дуги меняет своё положение в интервале от В до С, вследствие чего будет изменяться значение напряжения и сварочного тока. Устойчивое горение дуги будет тогда, когда при случайном отключении от установившегося состояния (точка А) режим сварки быстро восстанавливается. Например, при случайном уменьшении длины дуги (точка С) ток возрастает до I3, электрод быстро оплавляется и восстанавливается прежняя длина дуги. Обратный процесс произойдёт при увеличении длины дуги (точка В).
Внешние характеристики источника тока называются статическими. Это означает, что они определяют конечное значение тока, измеренное при определённом напряжении, и не отражают закон изменения тока и напряжения в переходный период.
Как распознать напряжение: Говоря о мышечном напряжении, мы в первую очередь имеем в виду мускулы, прикрепленные к костям .
Личность ребенка как объект и субъект в образовательной технологии: В настоящее время в России идет становление новой системы образования, ориентированного на вхождение.
Почему двоичная система счисления так распространена?: Каждая цифра должна быть как-то представлена на физическом носителе.
Как выбрать специалиста по управлению гостиницей: Понятно, что управление гостиницей невозможно без специальных знаний. Соответственно, важна квалификация.

Источники питания сварочной дуги переменного тока (сварочные трансформаторы)
Внешняя характеристика источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
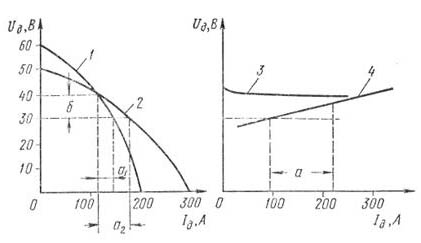
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая
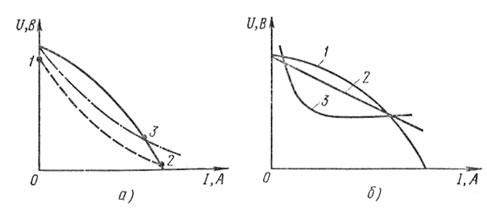
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги.
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов.
Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции.
Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
Внешняя характеристика источника питания
Источники тока для питания сварочной дуги должны иметь специальную сварочную внешнюю характеристику.
Внешней характеристикой источника питания (ВАХ) называется зависимость между напряжением на его выходных клеммах и током в сварочной цепи.
Внешние характеристики (рис.2.) могут быть следующих основных видов: крутопадающая1, пологопадающая 2, жесткая 3, возрастающая4.
Рис.2. Основные типы внешних характеристик источников питания для дуговой сварки: 1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – возрастающая
Источник тока с соответствующей внешней характеристикой выбирают в зависимости от вольтамперной характеристики дуги (рис. 1).
Участки1и 2 ВАХ (рис. 1) соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов.
Механизированная сварка под флюсом соответствует2 области (рис. 1) и частично захватывает 3область (рис. 1) при использовании тонких электродных проволоки повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует3 области ВАХ (рис.1). Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой.
Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой.
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источник постоянного тока – сварочные генераторы с приводом от электродвигателя (сварочные преобразователи), сварочные генераторы с приводом от двигателя внутренне го сгорания (сварочные агрегаты) и полупроводниковые сварочные выпрямители.
Сварочные трансформаторы благодаря своим технико-экономическим показателям имеют преимущества по сравнению с источниками постоянного тока. Они проще в эксплуатации, долговечнее, обладают более высоким к.п.д.
Источники постоянного тока предпочтительнее в технологическом отношении: при их применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях и др.
Основные технические показатели источников питания сварочной дуги: внешняя характеристика, напряжение холостого хода, относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме.
Величина ПРопределяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах:
ПР = (tр / tц) 100, где
tр– непрерывная работа под нагрузкой (сварка);
tц– длительность полного цикла (сварка + пауза).
Оптимальная величина ПРпринята 60 %.
Различие между ПР и ПВсостоит в том, что в первом случае источники питания во время паузы не отключаются от сети и при разомкнутой сварочной цепи работают на холостом ходу, а во втором случае источники полностью отключаются от сети, что имеет место при механизированной сварке.
Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т.е. когда Uдуги = Uист .
На (рис. 3) показана крутопадающая внешняя характеристика источника питания и пересекающие ее статические характеристики сварочной дуги различной длины. Точки пересечения характеризуют устойчивое горение дуги, т.к. Uдуги = Uист . так для сварочной дуги длиной lд = 5 мм устойчивое горение будет обеспечено при сварочном токе Iсв = 145 А и Uист = 25 В .В случае увеличения сварочного тока до
Iсв =160 А напряжение источника, как видно из графика, станет Uист = 18 В меньше напряжения дуги, условие Uдуги = Uист не выполняется, однако при таком токе устойчивой будет дуга длиной lд = 3 мм.
Из (рис.3) видно, что диапазон регулирования устойчивого режима сварки (тока
и напряжения) для изменения длины дуги от 7 до 1 мм составляет для Iсв = 130…170А, для напряжения U = 33…8 В.
Другим показателем работы источника сварочного тока является продолжительность работы (ПР) или продолжительность включения (ПВ). Эти величины характеризуют повторно-кратковременный режим работы, на который рассчитаны источники
Рис.3 Вольтамперные характеристики сварочной дуги
Электрическая сварочная дуга при сварке покрытыми электродами является видом нагрузки, который отличается от других потребителей электроэнергии:
Ø для зажигания дуги нужно напряжение, значительно выше, чем для поддержания ее горения;
Ø дуга горит с перерывами, во время которых электрическая цепь или разрывается, или происходит короткое замыкание;
Ø во время горения дуги с изменением ее длины lд(в пределах 0. 20 мм ) изменяется сопротивление, что приводит к изменению напряжения Uд (в пределах 20. 40 В) и силы сварочного тока Iсв;
Ø при коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают такие требования к источникам питания (для ручной дуговой сварки):
1. Напряжение холостого хода должно быть в два-три раза выше напряжения дуги. Это необходимо для легкого зажигания дуги, в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Госстандарт устанавливает максимальное напряжение холостого хода Uх.хне более 80В - для источников питания переменного тока и 90 В – для и.п. постоянного тока.
2. Необходимо, чтобы сила тока при коротком замыкании Iкз была ограничена. Нормальный процесс дуговой сварки обеспечивается, если
Iкз / Iсв = 1,1. 1,5 (в некоторых случаях - 2)
3. Изменения напряжения дуги, происходящих в результате изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки (необходимо, чтобы источник питания имел специальную форму внешней характеристики).
4. Время восстановления напряжения от 0 до 25 Впосле короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
5. Необходимо, чтобы источник питания имел устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть 30 . 130% от номинального сварочного тока. Это необходимо для того, чтобы от одного источника питания можно было сваривать электродами различных диаметров. Всем указанным требованиям отвечают источники питания с крутопадающей внешней вольтамперной характеристикой (ВВАХ).
Источники питания сварочной дуги: требования, классификация, характеристика
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Вольтамперные характеристики источников питания дуговой сварки
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) – это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется дуги.
Внешние характеристики источников питания сварочной дуги показаны на рис. 90.
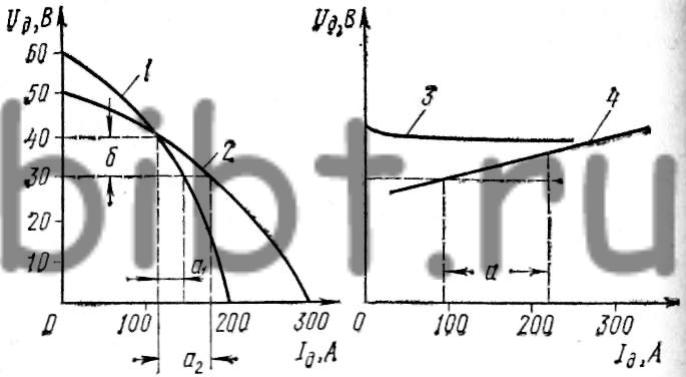
Рис. 90. Внешние характеристики источников питания:
1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – пологовозрастающая
Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а 1 , при пологопадающей – а 2 .
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 91).
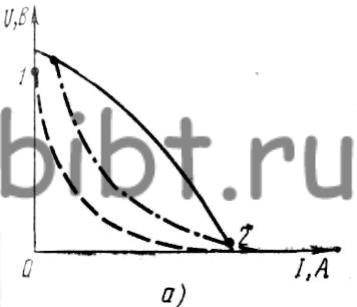
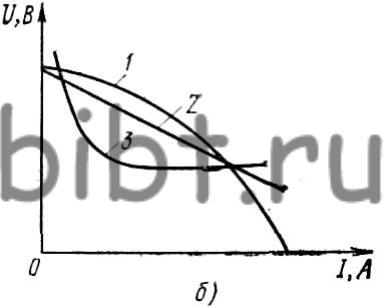
Рис. 91. Внешние характеристики источников питания (а) и сварочной дуги (б) (сплошная линия – генератора, штриховая – дуги в момент возбуждения, штрихпунктирная – дуги при горении)
В момент зажигания дуги (рис. 91, а) напряжение падает по кривой от точки 1 до точки 2 – до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3-5 мм напряжение возрастает по кривой 2-3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с.
На рис. 91, б показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. Согласно ГOCT 7012-77E для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (см. рис. 90, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с полого-возрастающими внешними характеристиками (см. рис. 90, кривая 4).
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.

Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке – постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении – пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой – при полуавтоматической сварке, с жесткой и возрастающей – при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока – напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток – допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги – характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Рис.2. Основные типы внешних характеристик источников питания для дуговой сварки: 1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – возрастающая
Источник тока с соответствующей внешней характеристикой выбирают в зависимости от вольтамперной характеристики дуги (рис. 1).
Оптимальная величина ПРпринята 60 %.
Рис.3 Вольтамперные характеристики сварочной дуги
Электрическая сварочная дуга при сварке покрытыми электродами является видом нагрузки, который отличается от других потребителей электроэнергии:
1. Напряжение холостого хода должно быть в два-три раза выше напряжения дуги. Это необходимо для легкого зажигания дуги, в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Госстандарт устанавливает максимальное напряжение холостого хода Uх.хне более 80В – для источников питания переменного тока и 90 В – для и.п. постоянного тока.
Iкз / Iсв = 1,1. 1,5 (в некоторых случаях – 2)
Читайте также: