Внешняя характеристика сварочного трансформатора
Обновлено: 14.05.2024
Рис. 5. Принципиальная электрическая схема ТД-500
Сварочный трансформатор - однофазный. Обмотки трансформатора имеют по две катушки. Катушки вторичной обмотки подвижные. ТД-500 имеет два диапазона: больших токов и малых токов. Попарное параллельное соединение катушек обмоток (рис. 5) дает диапазон больших токов. Диапазоны тока устанавливаются переключателем барабанного типа, рукоятка которого выведена на крышку. При этом контакты 1-3, 2-4 размыкаются и замыкаются контакты 1-0, 2-0 (диапазон малых токов).
При последовательном соединении катушек в обмотках (сравнить с параллельным) ступенчато возрастает сопротивление обмоток, сварочный ток ступенчато уменьшается. При : последовательном соединении небольшая часть витков первичной обмотки отключается, и напряжение холостого хода повышается. Это благоприятно отражается на зажигании и горении дуги при сварке на малых токах.
Плавное регулирование силы сварочного тока в каждом диапазоне осуществляется с помощью рукоятки, находящейся сверху трансформатора. Вращением рукоятки перемещаются вторичные катушки, и тем самым плавно изменяется расстояние между обмотками и Iсв. При сближении обмоток Iсв увеличивается.
Для ручной дуговой сварки от источника питания требуется падающая внешняя характеристика. На рис. 6 показана падающая внешняя характеристика источника тока (1) и статическая дуги (2).
| I , А |
| Iкз |
| Iсв |
| А |
| В |
| 3 |
| 4 |
| ВАХ |
| U , В |
| Uз |
| Uд |
| 1 |
| 2 |
А – точка зажигания дуги;
В – точка устойчивого горения дуги;
Uхх – напряжение холостого хода;
Uз – напряжение зажигания дуги;
Uд – напряжение дуги в процессе сварки;
Iсв – сварочный ток;
Iкз –ток короткого замыкания
Рис. 6. Внешняя характеристика источника питания (1) и ВАХ дуги (2)
Падающая внешняя характеристика источника питания при ручной дуговой сварке необходима для устойчивого горения дуги, так как при этом на пересечении ВАХ источника и дуги имеется точка В, в которой происходят саморегулирование процесса изменения Uд и Iсв. Например, при увеличении Iсв. в дуге (точка 3) напряжение источника питания (кривая 1) оказывается меньше Uд , что приводит к уменьшению Iсв. При уменьшении Iсв (точка 4) напряжение источника питания становится больше Uд, что автоматически приводит к увеличению тока (возврату в точку В).
Для ручной дуговой сварки более желательны источники питания с крутопадающей внешней характеристикой, так как в этом случае при одной и той же величине колебания напряжения на дуге (длины дуги) обеспечивается меньшее изменение сварочного тока.
| 200 |
| 400 |
| 600 |
| 800 |
| Iсв, А |
| 20 |
| 40 |
| 60 |
| 80 |
| U , В |
| 1 |
| 2 |
| 3 |
| 4 |
______ диапазон больших токов,
_ _ _ _ диапазон малых токов
1 и 3 при раздвинутых обмотках;
2 и 4 при сдвинутых обмотках
Рис. 7. Внешняя характеристика трансформатора ТД-500
Основные технические данные ТД-500
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, МАТЕРИАЛЫ
Сварочный трансформатор ТД-500 с электроизмерительными приборами, балластный реостат.
ОХРАНА. ТРУДА
Перед началом работы лаборанту необходимо проверить:
1. Наличие в лаборатории противопожарного инструмента: (ящик с песком, ведро, огнетушитель, совок и др.).
2. Заземление корпуса источника питания и балластного реостата.
3. Схему электрической цепи и плотность присоединения наконечников и клемм источника питания и балластного реостата.
4. Исправность источника питания и реостата. Категорически запрещается применять провода с поврежденной изоляцией. Студенты не должны открывать панели и крышки источника питания
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Внешняя характеристика трансформатора ТД-500 снимается по показаниям вольтметра и амперметра, включенных во вторичную цепь сварочного трансформатора (рис.8, а). Эта схема неудобна в работе, так как непрерывно колеблются напряжение и ток дуги, связанные с колебаниями длины дуги. Гораздо удобнее для работы схема, изображенная на рис. 8, б, где электрическая дуга заменена сопротивлением балластного реостата. Изменяя сопротивление балластного реостата, изменяем силу тока нагрузки, а следовательно, и напряжение на вторичной обмотке. Замеряя для разных сопротивлений U и I, получаем зависимость U от I.
В работе необходимо снять четыре внешних характеристики:
1, 2 В диапазоне малых и больших токов при максимально сдвинутых обмотках h =30 мм.
3, 4 В диапазоне малых и больших токов при максимально раздвинутых обмотках h = 230 мм.
Для выполнения работы
Начертить в тетрадь табл. 1.
Поставить ручку переключения диапазонов в положение "М".
Сблизить обмотки трансформатора до предела с помощью ручки плавного регулирования силы сварочного тока (h =30 мм),
Включить схему в работу кнопкой ТД при всех выключенных рубильниках балластного реостата и записать по показаниям вольтметра значения напряжения холостого хода Uхх.
Замыкая рубильники балластных реостатов, записать значения тока I и напряжения U по показаниям амперметра и вольтметра. Последний опыт соответствует всем включенным рубильникам балластных реостатов.
Раздвинуть обмотки сварочного трансформатора на расстояние 230 мм повторить п.п. 5.4, 5.5.
Переключить обмотки трансформатора с последовательного на параллельное включение передвижением ручки переключения диапазонов тока из положения "М" в положение "Б" и повторить п.п. 5.3 – 5.6.
Источники питания сварочной дуги переменного тока (сварочные трансформаторы)
Внешняя характеристика источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
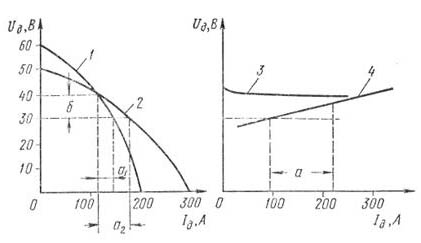
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая
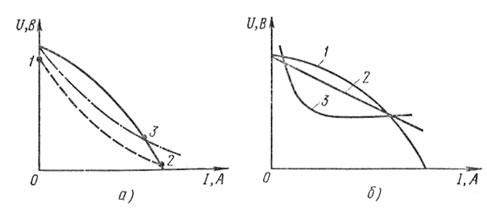
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги.
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов.
Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции.
Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
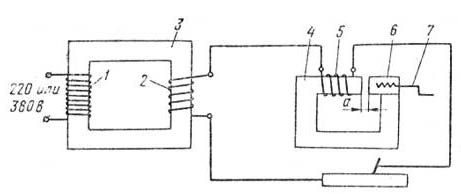
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
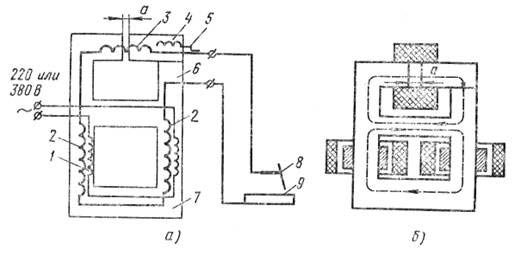
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
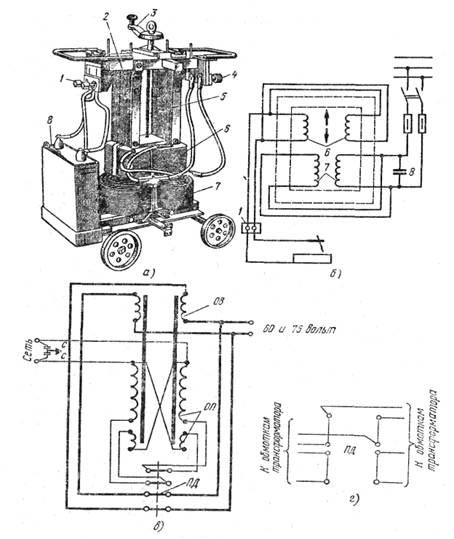 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Снятие внешней характеристики сварочного трансформатора
Снятие нагрузочной характеристики сварочного трансформатора
Внешней вольтамперной характеристикой называется зависимость напряжения источника питания от величины сварочного тока (рис.20).
Для ручной электродуговой сварки используются источники питания с крутопадающей характеристикой, т.к. при изменении длины дуги, неизбежном при ручной сварке, значительно меняется напряжение, а сила тока остается практически постоянной. Напряжение холостого хода должно быть достаточно высоким для зажигания дуги в начале работы.
Если же сварка ведется в защитных газах с применением относительно тонких электродных проволок, то в этом случае требуются источники тока с жесткими характеристиками (кривая 3), т.к. происходит процесс саморегулирования за счет изменения скорости плавления электрода.
Следовательно, применение той или иной характеристики определяется необходимостью обеспечения устойчивого горения дуги.
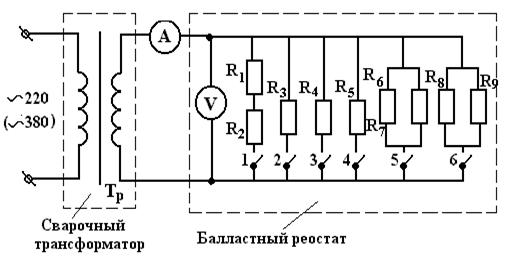
Для снятия нагрузочной (также называют ее внешней, или вольтамперной) характеристики трансформатора собирается электросхема (рис.21), включающая в себя испытываемый трансформатор, балластное сопротивление Rб, вольтметр и амперметр.
Сначала замеряем напряжение холостого хода Uхх при отключенном балластном реостате. Потом устанавливаем максимальное значение омического сопротивления на балластном реостате (включен рубильник 1), отмечаем показания амперметра и вольтметра. Далее ступенчато увеличением количества включенных рубильников снижаем сопротивление реостата (6…8) точек и фиксируем соответствующие значения I и U.
Из табл. 5 видно, что включением различных номеров включаемых рубильников можно обеспечить промежуточные значения силы тока при испытании сварочного трансформатора. Рубильники могут включаться как раздельно, так и комбинированно – совместное включение 2, 3. …6 рубильников. При этом в испытательную схему включаются параллельно сопротивления R1+R2,R3 ,R4…R8+R9 (рис.21), что приводит к изменению сопротивления всей цепи.
Регулирование сварочного тока включением рубильников
| № | J, А | № | J, А | № | J, А | № | J, А | № | J, А |
| 1+2 2+3 1+2+3 1+4 | 2+4 1+2+4 2+3+4 1+2+3+4 1+5 2+5 | 1+2+5 2+3+5 1+2+3+5 4+5 1+4+5 2+4+5 1+2+4+5 | 2+3+4+5 1+2+3+4+5 5+6 1+5+6 2+5+6 1+2+5+6 1+2+4+5 | 1+2+3+5+6 4+5+6 1+4+5+6 2+4+5+6 1+2+4+5+6 2+3+4+5+6 1+2+3+4+5+6 |
.
Рис.21. Схема снятия нагрузочной характеристики сварочного трансформатора
СНЯТИЕ ВНЕШНИХ ХАРАКТЕРИСТИК СВАРОЧНОГО ТРАНСФОРМАТОРА ТД-300
Цель работы: ознакомиться с требованиями к источникам питания для электродуговой сварки; изучить принцип работы сварочного трансформатора и метод регулирования сварочного тока. Ознакомиться с вольт-амперной статической характеристикой дуги; снять внешние характеристики сварочного трансформатора, определить режим наибольшей устойчивости сварочной дуги и оптимальные параметры сварки.
Оснащение рабочего места
1. Плакаты со схемами сварочных трансформаторов.
5. Измерительные приборы: вольтметр, амперметр.
6. Штанга для короткого замыкания.
7. Резиновые коврики, перчатки.
Основные положения
Техническая характеристика сварного трансформатора ТД-300 (Т — трансформатор; Д – дуговой) «300» — максимальный из номинальных сварочный ток Iсв.mах = 300 А (из номинальных, т.е. рекомендованных величин тока при продолжительности сварки ПР=60%). Таким образом, рекомендуются номинальные (рабочие) сварочные токи Iсв ≤ 300 А.
ПР – повторно-кратковременный режим (отношение продолжительности рабочего периода (собственно сварки) к продолжительности цикла сварки. Продолжительность цикла сварки равна сумме времени сварки рабочего периода и холостого хода, когда оборудование подключено к сети, но сварка не ведётся.
ТД-300 служит для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током промышленной частоты (50 Гц).
Толщина свариваемых кромок — от 3 до 14 мм и более. Сварка производится электродами диаметром от 3 до 8 мм.
| Максимальный рабочий сварочный ток | 300 А |
| Пределы регулирования сварочного тока: | |
| при диапазоне малых токов | 60-160 А |
| при диапазоне больших токов | 160-385 А |
| Номинальное первичное напряжение | 380 В |
| Первичный ток | 53,5 А |
| Вторичное напряжение (холостого хода): | |
| при диапазоне малых токов | 78 В |
| при диапазоне больших токов | 60 В |
| Условное номинальное рабочее напряжение под нагрузкой | |
| (при длине дуги 5 мм) | 32 В |
| Потребляемая мощность | 20,5 кВт |
Сварочные трансформаторы просты по устройству и в эксплуатации, имеют более высокий КПД, чем генераторы постоянного тока, способны работать непосредственно от силовой сети переменного тока.
Основные требования к сварочным трансформаторам:
1) наличие падающей внешней характеристики;
2) обеспечение постоянных по величине тока и напряжения.
Внешней характеристикой любой электрической машины называется зависимость напряжения от силы тока на ее зажимах. Различают жесткие, падающие и возрастающие внешние характеристики (рис. 1).
При работе на жестких характеристиках по мере увеличения нагрузки во внешней цепи напряжение не изменяется (осветительная, силовая цепь). Во время коротких замыканий в такой сети сила тока достигает больших величин, что ведет к перегоранию предохранителей или загоранию проводов.
Возрастающие характеристикиприменяются при автоматической сварке. При ручной дуговой сварке используются аппараты только с падающими характеристиками, так как только они способны ограничить токи короткого замыкания, весьма часто возникающие в процессе сварки. Режим короткого замыкания имеет место в момент возбуждения дуги сварщиком путем касания электродом изделия, через каплю металла, накоротко замыкающую дуговой промежуток и т.д., то есть является равноправным с рабочим режимом.
Если бы у сварочных аппаратов не было падающих характеристик, то обмотки трансформаторов воспламенялись бы в случае отказа предохранителей.
Сварочные трансформаторы являются понижающими и так же, как обычные основаны на принципе магнитной индукции. Однако они отличаются от обычных трансформаторов тем, что для получения падающих характеристик в их вторичную, то есть сварочную цепь, включена катушка индуктивности — так называемый дроссель. Дроссель вырабатывает ЭДС самоиндукции, направленную противоположно наводимой ЭДС индукции со стороны первичной обмотки и взаимодействует с нею алгебраически. Чем больше ток в сварочной цепи, тем больше противо-ЭДС и тем меньше суммарное напряжение. При максимально возможном токе — токе короткого замыкания — суммарное напряжение равно нулю, а на оси «I» отсекается отрезок величины тока короткого замыкания Iкз.
При обрыве сварочной дуги противо — ЭДС становится равной нулю, и таким образом, в отсутствие тока в цепи напряжением снова станет равным ЭДС индукции, то есть напряжение холостого хода Uxx (отрезок на оси «U» — рис. 1).
Рисунок 1 — Внешние характеристики: 1 – жесткая; 2 – возрастающая; 3 – падающая
Для регулирования потока самоиндукции магнитопровод в дросселях делают разъемным с регулируемым воздушным зазором. Изменяя величину воздушного зазора, можно получить бесчисленное множество внешних характеристик трансформатора и столько же величин сварочного тока Iсв, т.е. можно регулировать (менять или задавать) величину Iсв.
Однако ТД-300 относится к группе трансформаторов с повышенным рассеянием магнитного потока, роль дросселя в которых выполняют подвижные катушки вторичной обмотки. При сближении первичной и вторичной обмоток достигается уменьшение индуктивности рассеяния, что приводит к уменьшению суммарного напряжения (противо-ЭДС рассеялось немного, и ее вычитание из основной ЭДС дает малое суммарное напряжение) и увеличению сварочного тока. Увеличением же расстояния между обмотками достигается увеличение рассеяния и уменьшение сварочного или настроечного тока. Поэтому такие трансформаторы называют трансформаторами с повышенным магнитным рассеянием. Таким образом, эти трансформаторы способны выработать бесчисленное множество внешних характеристик (рис. 2) и столько же величин сварочных токов.
Рисунок 2 — Внешние характеристики сварочного трансформатора для ручной дуговой сварки (а – крутопадающая; б – пологопадающая)
Упрощенная схема трансформатора с повышенным рассеянием магнитного потока представлена на рис. 3.
Рисунок 3 — Упрощенная схема сварочного трансформатора с повышенным рассеянием магнитного потока
Сварочный трансформатор состоит из следующих основных узлов: магнитопровода (1); первичной обмотки (2); вторичной обмотки (3).
Сварочная цепь 5 включает в себя вторичную обмотку, электрододержатель 4 и сварочный столик 6.
Через верхнее ярмо трансформатора пропущен ходовой винт 7, опирающийся на подпятник 8. Ходовой винт ввинчивается в ходовую гайку 9, вмонтированную в траверсу подвижной вторичной обмотки. При вращении ходового винта, осуществляемом с помощью рукоятки 10, находящейся сверху трансформатора, перемещается вторичная обмотка, и тем самым изменяется расстояние между обмотками (регулируется величина сварочного тока).
На рис. 3 показано параллельное соединение парных катушек в первичной и вторичной обмотках. При такой схеме подключения получают диапазон больших настроечных токов (160-365 А).
Если катушки соединить между собой (попарно) последовательно, то получится диапазон малых настроечных токов (60…160 А), который с успехом можно использовать при сварке тонких листов и т. п.
Диапазоны тока (на последовательное или параллельное соединение катушек) обеспечиваются переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора (на рис. 3 не указана).
Источник питания и сварочная дуга представляют собой единую энергетическую систему. Это означает равенство токов и напряжения на дуге и зажимах трансформатора. Однако характер проводимости в этих участках единой цепи различен, поскольку дуга является проводником второго рода (с ионной проводимостью), а трансформатор — первого рода (с электронной проводимостью).
Важным различием их является то, что при повышении температуры проводника второго рода его проводимость увеличивается, а первого рода — снижается.
В электрических цепях наиболее сильное влияние на повышение температуры в в проводниках оказывает сила тока. Согласно закону Джоуля – Ленца, (калорий)
Квадратичная зависимость между током и тепловыделением показывает, что даже небольшие изменения силы сварочного тока могут вызвать резкие колебания скорости оплавления электрода, привести к неровностям наплавки и нарушению расчетного сечения сварного шва, т.е. к браку.
Сварочная дуга также имеет свою внешнюю характеристику, которую называют статической вольт-амперной характеристикой. Статической она называется потому, что справедлива только для одной ее длины. Если изменить длину дуги, то получится новая вольтамперная характеристика. Таким образом, и дуга может иметь бесчисленное множество характеристик (рис. 4).
где aка — сумма напряжений в катодной и анодной областях (aка=10 В);
b — падение напряжения в столбе дуги (b = 2 В/1 мм дуги);
lg — длина дуги, мм, lg = 2. 5. 8.
На рис. 4 видно, что при ручной дуговой сварке, характеризующейся применением токов в диапазоне 80. 1000 А, напряжение не зависит от силы тока. Однако оно сильно зависит от длины дуги (по вертикали, т. е. от ее сопротивления).
Рабочие режимы сварки при данной длине дуги и данном настроечном токе определяют путем наложения вольт-амперной характеристики дуги на внешнюю характеристику источника питания и нахождения точек их пересечения (рис. 5, точки 1 и 2).
Предположим, что при одном и том же настроечном токе трансформатора, которому соответствует внешняя характеристика на рис. 5, длина дуги изменяется на 5 мм, что соответствует изменению напряжения дуги на 10 В. Поскольку сварка на режимах точек 1 и 1` никогда не ведется из-за слишком малых токов и неустойчивого состояния дуг, необходимо определить какое изменение тока в сварочной цепи получится при уменьшении длины дуги на 5 мм при переходе от режима точки 2 (I2; U2) к режиму точки 2` (I2`; U2 ` ). Разность DI и составит искомую величину разбаланса тока в сварочной цепи.
Рисунок 4 — Статическая вольт-амперная характеристика сварочной дуги (l – длина дуги; l1> l2> l3)
Задание студенту
В задачу настоящего исследования входит определение разбалансов тока (DI1, DI2, DI3) при трех настроечных режимах: I1=110 А; I2=200 А; I3=300 А и при изменении длины дуги на одну и ту же величину 5 мм (эквивалентных изменению напряжения в ней на 10 В). Необходимо изучить влияние настроечных режимов трансформатора ТД – 300 и электрических свойств дуги на устойчивость ее горения, разбаланс токовой нагрузки и тепловыделение в дуге, а также качество шва и производительность сварки.
1. при каждом настроечном режиме замерить с помощью вольтметра напряжение холостого хода Uхх и записать в журнал для лабораторных работ;
2. с помощью жидкостного реостата задать в сварочную цепь токи в 50 А, 100 А и т.д. и записать соответствующие им рабочие напряжения;
3. извлечь пластины из электролита и с помощью хорошо изолированной медной проволоки произвести короткое замыкание в сварочной цепи. Зафиксировать величины токов короткого замыкания;
4. по полученным данным построить три внешние характеристики трансформатора;
5. произвести графический анализ полученных кривых.
Рисунок 5 — Наложение вольтамперной характеристики дуги на внешнюю характеристику источника питания (рабочие режимы: 1 — 2; 1` — 2`)
1. Нанести на плоскость графика условную вольт-амперную характеристику, соответствующую длине дуги 3 мм, на уровне 16 В (U1=aк.а+bl = 10+2×3 = 16 В).
Отметить точки ее пересечения с внешними характеристиками (точки 2).
2. Нанести вторую вольт-амперную характеристику на уровне 26 В:
(U2=aк.а+bl = 10+2×8 = 26 В) в предположении, что длина дуги будет колебаться от 3 до 8 мм, и так же четко отметить точки пересечения с внешними характеристиками (точки 2).
3. Спроецировать точки пересечения первой внешней характеристики с двумя вольт-амперными характеристиками дуг на ось и четко выделить на ней полученный отрезок DI1 (можно попытаться определить его в амперах).
4. Проделать то же со второй и третьей внешними характеристиками и определить отрезки DI2 и DI3.
Внешняя характеристика сварочного трансформатора
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) - это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
Внешние характеристики источников питания сварочной дуги показаны на рис. 90. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1 при пологопадающей - а2.
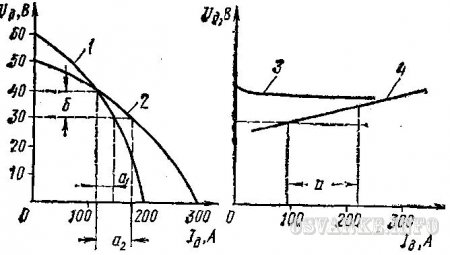
Рис. 90. Внешние характеристики источников питания:
1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 - пологовозрастающая
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 91). В момент зажигания дуги (рис. 91, а) напряжение падает по кривой от точки 1 до точки 2 - до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3-5 мм напряжение возрастает по кривой 2-3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с.
На рис. 91, б показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
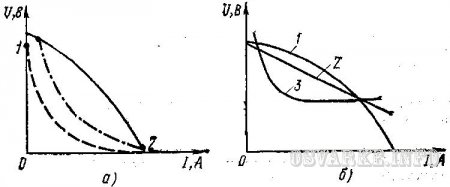
Рис. 91. Внешние характеристики источников питания (а) и сварочной дуги (б)
(сплошная линия - генератора, штриховая - дуги в момент возбуждения, штрихпунктирная - дуги при горении)
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. Согласно ГОСТ 7012-77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питаний (см. рис. 90, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (см. рис. 90, кривая 4).
Уважаемый посетитель, Вы прочитали статью "Внешние вольт-амперные характеристики", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Читайте также: