Внимание перед сваркой требуется зачистка
Обновлено: 12.05.2024
Необходимо правильно выполнить торцевание и пайку полипропиленовых труи ProAqua c "центральным" армированием алюминиевой фольгой (для примера, "PP-R Трубы DUO SDR6").
Требуется информация, предоставляемая производителем, с описанием технологии торцевания и пайки:
В частности, важно найти ответы на следующие вопросы:
1) годятся ли "обычные" насадки для пайки данных труб, или требуются какие-то особенные;
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
Буду признателен за ссылки на официальную документацию, иллюстрацию, видео.
А те кто ее продает не в курсе?
Андрей Сновидов , нашли у кого спрашивать, у тупых менеджеров.
К полизводителю надо поросто обратиться напрямую.
Но лучше избегать этой трубы всеми силами.
Трубу поставила Москва при "капремонте" дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
Глубоко сомневаюсь, что до вас кто то задавался такими вопросами. Труба не фонтан, и скорее всего её монтировали "на отвяжись", зная, что в будущем есть на кого свалить. ИМХО.
Я бы на вашем месте скорее озаботился подгонкой температуры вашего паяльника под конкретно вашу трубу, обычно так поступаю, при встрече с "незнакомкой"
KAPSLOK написал:
1) годятся ли "обычные" насадки для пайки данных труб, или требуются какие-то особенные;
Для пайки таких труб используется обычный паяльник для РР
KAPSLOK написал:
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
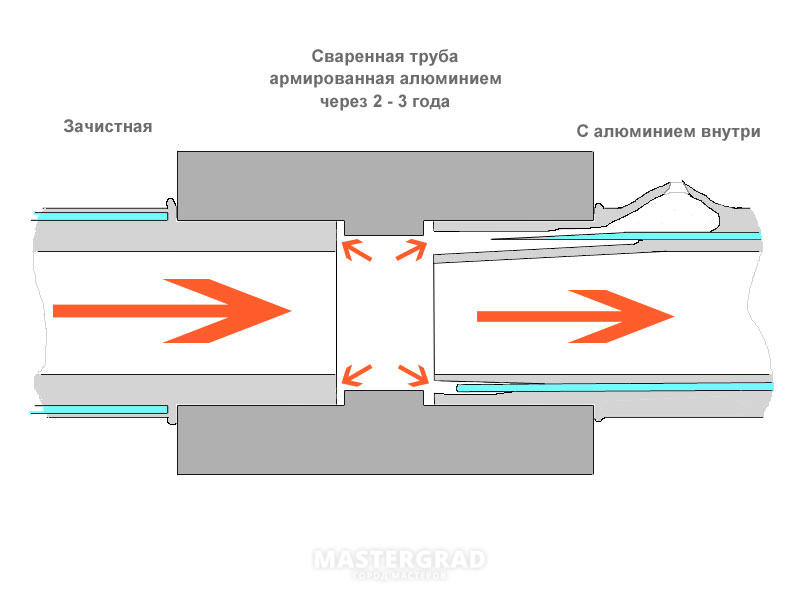
Перед сваркой РР труб c "центральным" армированием алюминиевой фольгой требуется использовать зачистку-торцеватель.
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
KAPSLOK написал:
Нужно запаяться к тому, что уже установлено.
Тогда нужно купить специальную торцевую зачистку и производить сварку, вставляя трубу и фитинги в насадки и друг в друга по нанесённым меткам глубины.
KAPSLOK написал:
Трубу поставила Москва при "капремонте" дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
KAPSLOK , Как думаете, те кто уже все закапремонтил, заморачивались такими вопросами? Хорошо если температурный режим выдерживали.
Technik-san написал:
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
- нужно торец отрезать строго перпендикулярно + контролировать насколько труба в фитинг входит + Т нагрева, + Т. слишком много условий для того чтобы их соблюсти тому контингенту что там работает. ИМХО труба с внутренним армированием- продукт маркетинга. Продать сейчас, а отвечает пусть монтажник. Расхлебывает- потребитель.
Что интересно, так это то что когда эта труба появилась, к ее достоинствам причислялось отсутствие необходимости зачистки от фольги при сохранении преимуществ армированной фольгой трубы. В результате обернулось геморроем для монтажника.
И как проконтролировать качество запайки пусть даже заторцованного алюминия ? НИКАК. Время покажет, ага..
АлекСАН_dr , + проконтролировать строгую соосность прогрева (проплавления) и последующей стыквки, что в некоторых неудобных положениях почти невозможно.
KAPSLOK , я бы рекомендовал заменить трубу на обычную армированную, которая под зачистку алюминия, работает она уже десятилетиями на отоплении и без потери эластичности. Это, чтобы к вам потом претензий небыло, если что случись. Скажете дороговато? отвечу, как бы потом дороже не вышло.
по 15 лет стоят на общественных объектах без торцевания - ничего не течет. Valtec
Если не ошибаюсь, Эгопласт был владельцем марки Проаква или дистрибьютором. Сейчас он называется Егоинг. Вот с его сайта нашёл:
Если будет негерметичность в торцовке, то давление полезет под наружную шкуру, для отопления от котельной страшновато.
Воздержусь от применения.
Коллеги, я получил следующий ответ на свой вопрос из Компании "Эго Инжиниринг":
_Для торцевания труб полипропиленовых армированных алюминием посередине PRO AQUA PPR DUO SDR 6 используются специальные торцеватели (PP-R Зачистка (для среднего слоя) торцеватель). Торцеватель устанавливается на трубу и вращается. При торцевании удаляется на глубину 2-3 мм средний алюминиевый слой стенки трубы, что обеспечивает сплавление наружного и внутреннего слоев стенки трубы и закрытию среднего алюминиевого слоя. А это предотвращает его коррозию и, как следствие, расслаивание слоёв в процессе эксплуатации.
Для сварки таких труб после торцевания не требуются специальные насадки, используются обычные насадки для сварки полипропиленовых труб.
Основная информация о сварке и торцевании представлена в Паспорте на полипропиленовые трубы PRO AQUA PP-R армированные алюминием посередине DUO SDR 6.
Также информация о сварке и торцевании представлена в техническом каталоге ProAqua_PP-R_2018_mail.pdf.
Благодарю cineman-а за ответ по существу.
Вы так и не написали, куда вы собираетесь её применять.
Думаю, следующим шагом по борьбе с косяками этой трубы компания "Эго Инжиниринг" будет рекомендовать (уже по проторенной дорожке таких же горемык - конкурентов) известные спецнасадки.
Но компании, нежелающие иметь бледный вид, обходят стороной производство таких труб.
Я не собираюсь её применять в новых решениях. Труба стоит в существующей разводке. Моя задача - правильно припаять муфту к этой трубе.
KAPSLOK , тут такое дело, конечно я бы не стал её в дальнейшем использовать, но я задумался, как бы поступил, если положение безвыходное и надо подпаяться без вариантов. Всёж пришёл к тому, что использование спецнасадки многократно увеличит вероятность герметичности торца. Внутренний конус такой насадки уже в процессе прогрева делает проплавление внутренней трубы и наваливает расплавленый ПП на штробу, в конце всё это дело поджимается и формуется торец по форме насадки. Когда мы сдёргиваем паяльник, торец уже запаян. В дальнейшем это прощает нам некоторую несоосность или недожим по глубине стыковки с фитингом, торец то уже на этот момент герметичен.
И наконец, я бы тоже начал переход с муфты, она доступна изнутри, можно поглядеть, отрезать переделать,
оставить фото, видео на память
Уважаемый ALPIC, приложите, пожалуйста, ссылку на описание спецнасадки - я не знаю о них ничего.
Я извиняюсь, не смог вставить ссылку под фото, толи браузеры не дают, толи форум.
Посмотрите в яндексе картинки по словам "пайка труб с центральным армированием" она гдето на втором ряду, чертёжик, сразу поймёте смысл моей писанины.
Вот, получилось, только с компа и только новым постом.
Отторцованная труба прекрасно запаивается обычной насадкой и даже прощает некоторую неровность среза трубы. Самая сложность - найти торцеватель. Например у меня торцеватель фирмы РВК никак не хочет торцевать валтековскую 20-ю трубу, рвет торец и не выбирает фольгу.


Федя222 , по фото вынутой из насадки трубы, похоже у нее появился конус внутри т.е. у вас не совсем обычная насадка и вопрос - какие аппараты из дорогих имеют насадки

для сварки таких армированных труб?
Нужна ли зачистка для полипропиленовых труб и как её сделать при необходимости
Зачистка и армирование полипропиленовых труб — не самые сложные задачи, но в них присутствует множество нюансов. Об этом и пойдет речь в статье.
Одним из преимуществ полипропиленовых труб является большой срок службы. Их можно использовать в разы дольше изделий из металла. Но срок эксплуатации в значительной степени зависит от качества проведенных монтажных работ. Максимально его повысить можно в том случае, если была правильно произведена зачистка армированных полипропиленовых труб.

Она играет столь высокую роль из-за того, что присутствие различных неровностей и заусенцев будет препятствовать надежному соединению. Еще во время планирования монтажа полипропиленового трубопровода стоит вникнуть в то, зачем требуется данная процедура. Стоит также разобраться, какие существуют инструменты для зачистки полипропиленовых труб (прочитайте: "Какой нужен инструмент для полипропиленовых труб и как его использовать при монтаже"). Отдельное внимание стоит обратить на изделия с армирующим слоем.
Особенности армирования полипропиленовых труб
Высокие эксплуатационные свойства полипропиленовых труб достигаются благодаря их покрытию защитным слоем. Если речь идет об изделиях, предназначенных для бытового применения, то обычно его толщина не больше 0.1 мм.
Преимущества армированных труб:
- Уменьшение воздействия высоких температур на изделие. Обычная полипропиленовая труба предназначена для эксплуатирования в условиях, когда температура не превышает 95 градусов. Обычно этого достаточно для монтажа систем отопления или водопроводов бытового назначения. Однако в определенных ситуациях, например, аварийных, температура транспортируемой жидкости может превышать максимально допустимое значение. Такой режим эксплуатации ведет к тому, что участки трубопровода деформируются или полностью выходят из строя. Армирование позволяет уменьшить воздействие высоких температур на изделие, препятствуя разрывам системы.
- Повышенная устойчивость к температурным перепадам. Одним из основных минусов обычных полипропиленовых труб является подверженность температурным перепадам. Результатом становится их резкое расширение и сужение. Изделие плохо переносит такие деформации, постепенно теряя свои первоначальные свойства. Со временем трубы просто выйдут из строя. Чтобы избежать такой ситуации, их дополнительно армируют.

Однако армирование обладает одним существенным недостатком. Оно в некоторой степени усложняет сварку полипропиленовых соединений. По этой причине предварительно требуется зачистка для труб. Процедура предельно проста: удаление верхнего тонкого слоя алюминия с изделия. Если этого не сделать, то снизится качество сварки, что приведет к снижению срока службы всего трубопровода.
Важно выполнять работу аккуратно, понимая общий принцип. Чтобы лучше во всем разобраться, изучите технологический процесс, а также заготовьте необходимые инструменты. Подробная информация по этим вопросам будет изложена далее в статье.
Зачистка полипропиленовых труб
Имеется несколько способов зачистки, каждый из них предназначен для конкретного армирующего слоя.
Внешний слой. Если армирование наносится в качестве верхнего слоя полипропиленовой трубы, то оно станет помехой при соединении конструкции с фитингом. Тогда входящий в него участок трубы плавится во время монтажа. Если же преминуть зачисткой, то расплавленный алюминий не сможет скрепиться с расплавленным полимером. В таком случае ничего не будет обеспечивать герметичность соединения. Она нарушится сразу после пуска системы.
Внутренний слой. Несмотря на то что расположенный между полипропиленовыми слоями алюминий не используется при сварке, ему все равно нужна качественная зачистка. Она необходима для того, чтобы препятствовать взаимодействию алюминия и воды. Если в трубопроводе произойдет скачок потенциалов, то есть риск возникновения электрохимических процессов. Они могут целиком разрушить алюминиевый слой.

Подсказка! Наложить армирующий слой алюминия можно цельно либо с отверстиями. Если имеется выбор, то гораздо более предпочтителен второй вариант. Перфорированный алюминиевый слой отличается хорошим сцеплением, также для него не нужно клея. Кроме того, зачистка трубы с перфорированным алюминием производится намного быстрее.
Армирование стекловолокном. В таком варианте не требуется зачистка для полипропиленовых труб своими руками. Между слоями полипропилена размещается тонкая стенка стекловолокна. Она не контактирует с фитингом, также не испытывает воздействие жидкости. Одним из преимуществ такого метода является то, что надежное крепление труб достигается без дополнительных работ. Но отсюда вытекает один недостаток — на такие изделия резкие температурные перепады оказывают большее воздействие, чем на варианты с алюминиевым армированием.
Инструменты для зачистки
Существуют ручные и механические зачистные инструменты для полипропиленовых труб. Ручные приспособления отлично подходят для выполнения работ в домашних условиях. Если предстоит более объемная задача, то уже потребуются механические инструменты.
Виды инструментов для зачистки:
- Зачистки для наружного слоя. Чтобы удалить внешний слой алюминия, применяются специальные муфты, посередине которых размещены лезвия. В таких приспособлениях имеются ручки (съемные и несъемные), значительно упрощающие рабочий процесс.
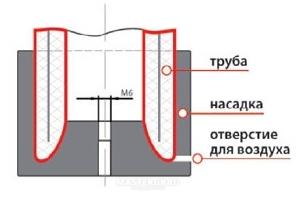
- Торцеватели. В таком инструменте лезвия находится на внутреннем торце муфты, а не снаружи. Торцеватель продевается в трубу, затем необходимо проделать несколько полных оборотов. Это позволяет получить идеальный срез. Затем можно переходить к сварке изделий. Такие инструменты для зачистки труб используют также и для других видов, а не только полипропиленовых. Подходят даже те, что без армирующего слоя.
- Шейвер. Это особая насадка для дрели, использующаяся для зачистки как внутреннего, так и наружного слоя трубы. Существуют шейверы, предназначенные для разных типов армировки. Они различаются по диаметру.

Важный нюанс! Стоит понимать различие между зачисткой труб перед сваркой с очисткой металлических изделий. Это два разных вида работы. Для каждого из них применяется различное оборудование. Кроме того, у них разные технологические процессы, что тоже следует брать во внимание.
Также для зачистки полимерных труб потребуется: рулетка, нужный зачистной инструмент, строительный карандаш для нанесения отметок, паяльник, а также ножницы, труборез или ножовка. Это востребованные инструменты, их можно найти почти в каждом доме.
Чтобы получить идеальный срез трубы, следует использовать инструменты из высоколегированной стали. Предпочтительно выбирать двусторонние решения. Такой инструмент эффективен при работе с изделиями разных диаметров.
Нужна ли зачистка для полипропиленовых труб и как её сделать при необходимости
Не торцевал армированный полипропилен - все переделывать?
Собрал водопровод с использованием армированного полипропилена РВК (из леруа) - внутренняя армировка, не требует зачистки.
Однако только сейчас прочиал что вместо зачистки требуется проводить торцевание. ( )
Чем грозит отсутствие торцевания? Протечет со временем (сейчас держит нормально, нигде не течет)? Или еще чем-то?
И еще вопрос - вообще какие-либо отзывы об полипропилене РВК?
со временем появятся большие пузыри-отслоится наружный слой- т.к. вода по клеевой прослойке подет вдоль трубы
рвк-бяка.
Ставил себе РВК (не армированные). Проблем нет.
Ба-а-льшой минус - малый ассортимент (по крайней мере в Москве).
Акватермовские на ощупь приятнее.
не сталкивался с этим рвк. но, судя по картинкам из сцылки-амно то ещё. имхо
РВК паял много проблем нет а к американкам продаются запасные вставочки то есть если ошибся можно отрезать взять новую она стоит 5 рублей.
san-1-tehnik
А армированный паяли? Который с красной полосой?
Вчера специально зашел в Леруа спросил насчет торцевой зачистки - у них в наличии нет и вообще перый раз о таком слышат. Конечно продавец из Леруа не авторитет - но ведь они торгуют РВК уже 4 года - все-таки срок.
Посмотрел еще раз на саму трубу - ну не верится мне что вода может по клеевой слой размыть и пузырь образвать.
Хотя наверное придется переделывать все.
Веселые картинки (правда причина другая):
Результат сильно горячей воды > 100 град
Насколько я понимаю на сегодня есть 2 вида армированного полипропилена.
Первый вид - армирующий слой находиться почти у поверхности в 1 мм, у такого полипропилена зачистка торцов от фольги ОБЯЗАТЕЛЬНА. (Пример такой трубы )
Второй вид армированного полипропилена - армирующий слой фольги находиться в толще трубы на одинаковом растоянии от внешней и внутренней стенок трубы. У такого полипропилена зачищать просто нечего, или я ошибаюсь? (пример трубы )
BV
Видимо речь о вздутии PPR труб с внешней армировкой? Что вообще говоря не приводит к протечкам и не является браком - описание например тут:
Nikolasd Да, слой алюминия может быть близко к поверхности трубы (1 мм) и перед пайкой его нужно зачищать.
Второй вариант, к которому собственно относится мой вопрос, - слой алюминия примерно посредине трубы. Такие трубы не требую зачистки - снятия слоя алюминия. Однако при пайке все - таки необходимо использовать торцевую зачистку.
Вот цитата отсюда, там же есть рисунки:
"
Армированная труба с расположением алюминиевой фольги в середине стенки трубы.
В данной конструкции слой алюминиевой фольги перемещен в центр стенки трубы. Перед сваркой необходимо проводить «торцевание» таких труб специальной зачисткой, как показано на рисунке. Это делается для того, чтобы предотвратить контакт алюминиевого слоя с транспортируемой средой после сварки, когда зачищенная поверхность закроется расплавленным полипропиленом.
Но наиболее существенным, на наш взгляд, минусом можно назвать «человеческий фактор» . Ведь если обычную армированную трубу невозможно сварить без зачистки наружного слоя алюминия, то данный вид трубы легко соединяется без «торцевания» и проверить соблюдение технологии возможно только разрезав соединение.
"
Вот этот человеческий фактор меня и подвел.
Все-таки - неужели никто не накалывался так как я? Какие последствия - на практике? В теории пузырь и протечка.
Монтаж полипропиленовых труб с алюминиевым слоем.
Здравствуйте, мастера. Хочу получить очередную порцию знаний. Предстоит монтаж трубопроводов. Вода горячая и холодная, отопление. С холодной водой мне все понятно. Обыкновенный полипропилен. Горячая вода и отопление - полипропилен с алюминиевым слоем. Ездил по магазинам собирал информацию. Цена, качество, полезные советы и т.д. Так вот, суть вопроса. По поводу пайки полипропилена с алюминием поступила противоречивая информация: одни говорят, что нужно трубу перед пайкой зачищать, другие говорят, что не надо. Кто прав? Господа профессионалы, просветите. С подрядчиками еще не общался. Совсем не удивлюсь если подрядчик тоже не будет знать правильного ответа. Заранее спасибо.

Олег, здравствуй. Отвечаю с небольшим отступлением. Полипропиленовые трубы армированные алюминием бывают двух типов. 1. Слой алюминия конструктивно расположен близко к наружной поверхности трубы (слой алюминия может быть как перфорированным. так и без перфорации). С такой трубой все просто – перед сваркой ее зачищают. 2. Армированная труба с расположением алюминиевой фольги в середине стенки трубы. Вот тут – то и возникают проблемы при сваривании труб. Если быть точным, то как раз при сваривании проблем нет, но они рано или поздно возникнут если трубы просто сварить не зачищая алюминиевый слой. Перед сваркой такой трубы слой алюминия ОБЯЗАТЕЛЬНО зачищается специальной зачисткой (их еще называют торцовками). Зачистка действительно торцует срез трубы (получаем перпендикулярный срез) и кроме этого зачистка «выгрызает» слой алюминия примерно на 1.5 – 2 мм. В результате этих манипуляций в процессе сварки алюминиевый слой закрывается расплавленным полипропиленом, что исключает контакт алюминия с транспортируемой жидкостью. Чем чреват вышеупомянутый контакт? Происходит окисление-разрушение алюминиевого слоя и попадание жидкости в пространство между фольгой и тонким наружным слоем полипропилена. Труба покрывается «волдырями» и если в частном доме (невысокое давление и подконтрольная температура теплоносителя и ГВС) она может послужить еще некоторое время, то в квартире (давление гораздо выше, температура неконтролируемая) – это беда с перспективой затопления своего жилища и соседей ( как правило – горячей водой). А вот теперь поговорим о грустном. Олег, Вы принимали участие в обсуждении вопроса о том, всегда ли нужно соблюдать требования инструкций, и так ли уж необходимо неукоснительное соблюдение технологий. Так вот монтируется трубопровод из полипропилена армированного алюминием. Трубу с поверхностным алюминиевым слоем баз зачистки не сваришь, тут все предельно ясно. А вот с трубой второго типа сложнее. Если ты свариваешь сам, соблюдаешь технологию – все в порядке. А если ты заказчик, а твой подрядчик горе «мастер», который не любит «РАБОТАТЬ ПО ПРАВИЛАМ» (это цитата из одного поста, помните), то в полный рост встает пресловутый человеческий фактор. Ведь труба второго типа легко сваривается без торцевания, узнать соблюдалась ли технология в процессе монтажа можно будет только если разрезать соединение. Кроме этого еще один нюанс – аккуратность при сварке: воткнул трубу в фитинг мало или перекосил – голый алюминий, воткнул много – получил заужение. В завершение хочу дать совет. Причины по которым мы переплачиваем и покупаем полиропиленовые трубы с алюминиевым слоем – это способность трубы выдержать повышенное давление (до 25 атм.) и небольшой коэффициент температурного расширения (при перепаде температуры в 80 градусов – примерно 2.5%). Этим требованиям почти удовлетворяет полипропиленовая труба армированная стекловолокном. Держит давление 25 атм., линейное удлинение при перепаде температуры в 80 градусов – примерно 5%. В отличие от трубы с алюминием труба со стекловолокном не требует никакой зачистки, сваривается как обыкновенная полипропиленовая труба. .И цена ее ниже чем у трубы с алюминием. Решать Вам.. Удачи.
Мастеров онлайн: 300 Заказов в неделю: 970 Предложений в сутки: 689

Сергей, большое спасибо за оперативный исчерпывающий ответ. Все предельно ясно. +10.
Пожалуйста, вот еще ссылка: Ссылку искал специально для Александра Удовиченко.

есть несколько видов полипропилена: без армировки, наружная армировка, и с армировкой внутри. зачищают трубы PPR как правило с наружной армировкой, т.е. снимают слой пластика и армировку для возможности пайки. с наружной армировкой как правило используют для отопления и для стояков. небольшой совет если будете делать разводку ГВС и ХВС используйте один тип труб это экономнее и еще все фитинги лучше брать одного цвета с трубами, а трубы с армировкой внутри эти трубы как правило паяют без дополнительной обработки что упрощает и убыстряет процесс монтажа.
Александр, не поленитесь, Комментировать Ваш ответ не буду.

А заодно "убыстряет" переделку. Для PRO не совсем корректный ответ.
Александр, ПОТРЯСНО. Почитал ответы, походил по ссылкам. Ваш ответ вне конкуренции. Только ему нужна пометка "вредный совет". - 10.
почему люди ограничены в мышлении? простой ответ образно описывающий общее положение вызывает бурю негативных эмоций! если хотите развернутый и полный ответ можно воспользоваться поисковыми системами и все узнать досконально вплоть до мелочей. я всегда стараюсь не загрузить человека информацией а дать простой ответ. не все хотят получать лишнюю инфу. если хотите узнать все интернет и гугл вам в помощь. когда вы спрашиваете на улице время что конкретно вас интересует само время или часы на которых это время смотрят и голос каким вам ответят?
-100. Образно, но не убедительно. Лаконизм вашего ответа не сделал его правильным. У поляков есть хорошая пословица: "Усрамся, не дамся" Надеюсь перевод и объяснения не нужны. Самые страшные люди - это те, кто не умеет признавать свои ошибки. Сочуствую заказчикам, которые воспользовались вашими услугами.
Подготовка металла под сварку
Подготовка деталей к сварке - первый необходимый этап сварочного процесса. Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов. Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая - квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.

Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Разметка
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Резка
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
- ножницы по металлу;
- гильотина;
- болгарка.
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Зачистка
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей - это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты - шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.

Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы "V". Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной - 50.
- Двухсторонний скос обеих кромок напоминает букву "X". Применяется для изделий, имеющих толщину 10-60 мм. Угол - 60 градусов.
- Скос в виде буквы "U" выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы "К" применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй - односторонний.
Обозначение на чертежах скоса "β", а угла раскрытия "α". Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант - подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб - 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Гибка
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение - оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.
Интересное видео
Читайте также: