Водородная установка для сварки
Обновлено: 08.07.2024
В современном мире поиск технологий, не несущих вред экологии окружающей среды, стал модной особенностью этого времени. Не обошла эта тенденция и сварочные работы. Несмотря на то, что сварка применяется уже более ста лет, основным рабочим газом остается ацетилен, но в последнее время все более популярной становится водородная сварка. Что это за метод? Есть ли отличия от обычной дуговой? Об этом, а также об особенностях этого типа сварки и об используемом оборудовании расскажем подробнее.

Особенности
Водородное пламя — прекрасная альтернатива сварке ацетиленом. При этом данная технология практически безвредна, так как во время горения дуги задействован только водород, а именно водяной пар. Но при всей безопасности, шов в результате может получиться тонким и пористым, а в сварочной зоне образоваться много шлака. Во избежание тонких и слабых швов в процессе сварочных работ к водороду добавляют другие газы. Основные 5 наименований:

Эти кислородные соединения облегчают процесс сварки. Их добавляют по чуть-чуть, поэтому стоимость работ весьма низкая, по сравнению с другими видами сварки.
Водородное пламя при горении абсолютно не видно, особенно при дневном освещении. Для его контроля применяются специальные датчики.
Использование баллонов с газом, в данном случае водородом, невозможно, так как высок риск утечки. Высокая концентрация водорода в помещении может вызвать приступ удушья и головокружение, а также спровоцировать взрыв.
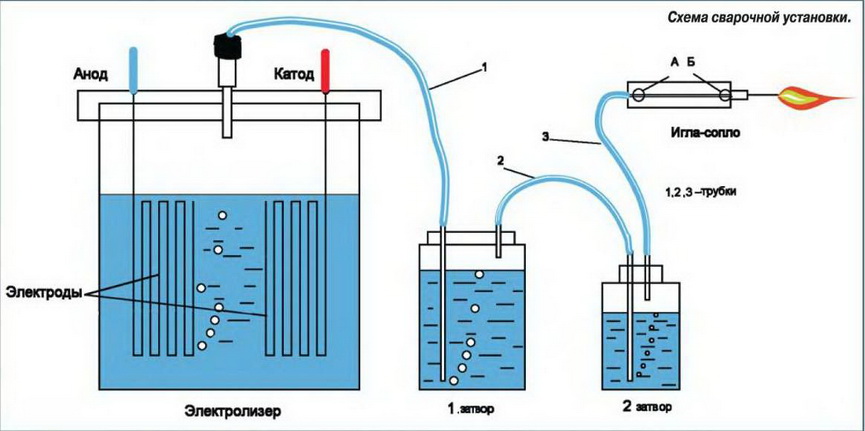
По причине невозможного использования сжиженного газа в баллонах, его стали извлекать из воды. Для этого потребовались специальные аппараты, заполненные водой. При прохождении электрического тока через воду, она распадается на кислород и водород, количество последнего вполне хватает для сварочных работ.
Для выработки водорода посредством электролиза стали производить специальные сварочные аппараты — электролизеры, в которых дистиллят вырабатывает оптимальное количество как кислорода, так и водорода. Изначально электролизеры были довольно громоздкими, но впоследствии стали более компактными и мобильными, что совсем не повлияло на качество сварных соединений.

Преимущества и недостатки
Сварка в водородной среде пока не так известная как аргонодуговая, или же ручная. Однако, у этого метода имеется ряд положительных моментов, о которых необходимо знать:
- максимальное время входа в рабочий режим всего 5 минут;
- сварочный аппарат не требует частой перезарядки, а это экономия времени;
- компактность оборудования не влияет на мощность;
- обеспечение высоких рабочих температур позволяет работать с тугоплавкими металлами, стеклом и даже керамикой;
- готовые соединения не подвергаются окислению;
- работа аппарата от обычной бытовой сети;
- оборудование на основе воды абсолютно пожаробезопасно;
- для работы без сбоев достаточно наличие воды (по возможности, дистиллированной) и источника электрического тока;
- возможность сварки мелких довольно мелких деталей.

К достоинствам водородной сварки можно отнести то, что высокая рабочая температура горелки позволяет не только сваривать металл аккуратными и прочными швами, но и осуществлять его резку.
Перечисленные положительные свойства сварки водородом позволяют осуществлять работы при плохой вентиляции, в закрытых помещениях, туннелях, шахтах, подвалах, а также в замкнутых пространствах.
При многообразии положительных моментов, недостатком данного метода можно считать только зависимость сварочного аппарата от электрической сети.
О процессе
Для осуществления сварочных работ в водородной среде необходимо использовать качественное оборудование. Сварочный аппарат — электролизер играет далеко не последнюю роль в получении аккуратного соединения. Его основными составляющими являются:
- горелка для подачи газа к заготовкам;
- шланг для соединения элементов;
- охладитель — обогатитель, в котором скапливается лишняя влага;
- регулятор мощности тока;
- регулятор уровня пламени (гаситель).

Процесс сварки водородом проходит намного быстрее, чем у других типов. Началом служит распад дистиллята на составляющие. После этого водород из одноатомного становится двухатомным, высвобождая энергию, ускоряющую процесс соединения. Благодаря такому водороду сварные швы получаются не только аккуратными, но и герметичными.
Водородная сварка подходит практически для соединения любых металлов, даже для вольфрама. При работе с изделиями из нержавеющей стали водород растворяется в расплавленном никеле, а при взаимодействии с медью швы получаются рыхлыми и слабыми, но не окисляются.
При работе со сваркой водородом обязательным условием является направление струи пламени в противоположную от электролизера сторону, так как рабочая температура в водородной среде варьируется от 250°С до 3000°С. По этой же причине не стоит пренебрегать защитной амуницией и использовать при работе специальную одежду, обувь и очки для сварочных работ.
Аппарат своими руками
Приобрести сварочный электролизер можно в любой точке мира без особых усилий, но такая покупка нанесет сильный удар по бюджету.
Так как цена на водородные резаки довольно высока, намного экономичнее сделать своими руками. Для самостоятельного создания электролизера потребуется:
- Основная емкость. В домашних условиях для этого подойдет обычная стеклянная банка с полиэтиленовой крышкой. Минимальный объем банки пол литра. В крышке необходимо прорезать отверстия для выводов проводов, электродных контактов и газоотводной трубки. Отверстия герметизируют хорошим клеем или герметиком. Банка заполняется электролитом.
- Электроды. В качестве электродов могут выступать полоски из нержавейки.
- Гидродозатор. Это второй сосуд в схеме, в котором газы насыщаются парами горючих веществ.
- Емкость с водой. Это третий сосуд, в который отправляются насыщенные газы, он осуществляет функцию блокировки выхода газов.
- Игла от шприца. Она будет обеспечивать выход газов.
- Трансформатор. Для него подойдет аналогичный прибор из телевизора старого образца. Надо только снять вторичную обмотку и самостоятельно намотать новую медную.
- Горелка. Для этой функции прекрасно подходит игла от капельницы, так как она толще, чем игла от обычного шприца.

После закрепления всех элементов и соединения их между собой необходимо проверить герметичность всех выходов. От качества сборки зависит длительность службы аппарата.
Сварочные работы с применением водорода набирают популярность. Этот способ сваривания металлов (и не только) является самым экологически безопасным по сравнению с другими. Наиболее востребован такой метод среди непрофессионалов и в домашних условиях.
Соблюдение техники безопасности и правил индивидуальной защиты предотвратит возникновение пожароопасных и чрезвычайных ситуаций. Не стоит работать водородом вблизи от легковоспламеняющихся веществ.
Доступность схем и материалов для создания сварочного электролизера своими руками позволит изготовить его достаточно быстро и без особых затрат. Кроме того собственноручно сделанный резак лучше подходит для сварки мелких деталей.
Как получают и применяют водород для сварки
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.

Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.

В химическом выражении реакция выглядит следующим образом:
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.

В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.

Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.

Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги

Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.

Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.

Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Что такое водородная сварка
Альтернативой газовым горелкам, работающим на ацетилене, стала водородная сварка. Она применяется для соединения различных материалов, не только металлов. Компактные установки используются в стоматологии, ювелирном деле, мастерских по ремонту автотехники. При желании можно сделать установку, генерирующую газовую смесь, своими руками. Водородная сварка используется в быту и на производстве.
Сущность водородной сварки
Сварка водородом основана на способности Н2 сгорать с большим выделением тепла. Для пламени необходима газовая смесь с большим содержанием водорода. Кислород связывается воспламеняющимися органическими жидкостями, их требуется немного. Водородное пламя не видно в дневное время суток, в аппаратах используют специальные датчики, контролирующие подачу газа.
Для генерации водородной смеси используют электролизеры. Вода распадается на составные молекулы под действием электрического тока. Получается горючая газовая смесь с необходимым соотношением водорода и кислорода.
Среди промышленного оборудования внимания заслуживают отечественные сварочные аппараты серии «Лига». Они работают от стандартной сети 220 В, заправляются дистиллированной водой, она используется в качестве среды для электролиза. Под воздействием тока молекулы распадаются на кислород и водород. Смесь газов поступает в охладитель-обогатитель, где конденсируется избыточная влага. С газовой смеси добавляют горючие жидкости:
- бензол;
- спирт;
- бензин;
- толуол;
- другие углеводородные композиции.
Как и при других огневых работах, при сварке электролизером нужно соблюдать технику безопасности.
Водородная технология в сравнении с другими видами термического соединения металлов выигрывает по многим позициям:
- эффективности;
- безопасности;
- экологичности.
Компактные аппараты удобны для соединения многих материалов:
- углеродистых, низколегированных и сталей;
- стекла;
- литейного чугуна;
- некоторых цветных сплавов;
- стекла;
- керамики;
- композитных материалов.
Сварочный процесс не связан с частой зарядкой оборудования, экономится много времени. На генерацию газа уходит не более 5 минут. При небольших габаритах у аппаратов большая рабочая мощность. В отличие от ацетиленовой сварки водородная не загрязняет атмосферу продуктами горения, парами азота. Оборудование отличается пожаробезопасностью, у конструкции риски возгорания, взрывов минимальные. В процессе работы швы не окисляются.
Несколько слов о недостатках водородных аппаратов:
- область применения ограничена размерами сопла, маленькой горелкой сваривают только тонкостенные детали;
- при работе с некоторыми цветными металлами не избежать пористости, прочность соединения снижается;
- пламя сложно регулировать «на глазок», факел невидим невооруженным глазом.
Применение водородного сварочного аппарата
Используя аппараты атомно-водородной сварки, производят:
- пайку металла;
- сварку стальных заготовок любого размера;
- порошковое защитное напыление;
- кислородную резку проката;
- наплавку деталей.
Водородная сварка применяется не только при строительных работах, благодаря компактности, аппараты используют:
- мастера по ремонту холодильного оборудования, радиаторов;
- стоматологи;
- ювелиры;
- радиолюбители;
- мастерские, занимающиеся кузовным ремонтом автотехники.
Диапазон использования аппаратов обширен. Используя возможности атомно-водородной сварки, ремонтируют чугунные изделия (металл характеризуется высокой текучестью). Единственное ограничение использования электролизеров – высокая экзотермия. Это фактор повышено риска, при сварке водородом используют охлаждающие системы.
Как сделать водородную сварку своими руками
Небольшой аппарат для водородной сварки своими руками сделать несложно. Чертеж можно найти на сайтах, все необходимое – в хозяйственном магазине.
- Емкость для раствора щелочи, водород высвобождается при диссоциации. Используют стеклянную тару – банку объемом 0,5 л. В капроновой крышке делают два отверстия для проводов, идущих к электродам. Для герметизации конструкции используют клей «Момент», необходимо ограничить доступ кислорода к жидкости.
- Электроды делают из полосок нержавеющего проката, рекомендуемая высота – 4 см. Пластинки скрепляют диэлектрическими шпильками на большом удалении друг от друга, чтобы использовать весь объем жидкости. Клеммы фиксируют болтами так, чтобы по краям были минусы, в центре – плюс. К ним будет подводиться ток.
- Отводной штуцер для выхода газа делается из гибкой трубки, через нее с помощью шприца закачивается 10% раствор NaOH. Щелочь разводят в дистиллированной воде. В рабочем состоянии самодельный электролизер нагревается до +80°С.
- Гидрозатвором служит другая емкость, заполненная водой на 1/3 объема. В нее помещают конец отводного штуцера.
- Рабочее сопло, из которого выходит горючая смесь газов, должно быть металлическим. Умельцы используют медицинские иглы.
- Источник постоянного тока – аккумулятор напряжением до 12 В или выпрямитель. Выработка газов зависит от силы тока. Меняя показатели, регулируют мощность пламени. Для сварки тонкостенных заготовок достаточно напряжения 3 вольта.
Электролиз начинается при замыкании электроцепи, через 2–3 минуты струя, выходящая из сопла, загорается. Можно приступать к работе.
Техника безопасности при сварке водородом
Промышленные аппараты для водородной и атомно-водородной сварки оснащают системой автоматического отключения. При повышенном давлении газовой смеси подача тока прекращается автоматически, без участия сварщика. Как и при других огневых работах, при сварке электролизером нужно соблюдать технику безопасности.
- Газовая горелка располагается на удалении от воспламеняющихся и огнеопасных веществ. Во время работы сопло держат в противоположной стороне от источника питания. Пользуются ограждающими экранами.
- Закрытое помещение необходимо периодически проветривать.
- Пламя негативно влияет на сетчатку и глазное яблоко. При водородной сварке рекомендуется пользоваться затемненными очками.
- На газовые баллоны при перевозке надевают защитный колпак, устанавливают металлические резервуары в решетчатые подставки, чтобы во время движения транспорта баллоны не соприкасались друг с другом и не падали.
- На сварочном участке не хранят кислород, в минуты отдыха выключают сварочное оборудование.
При соблюдении правил эксплуатации работать безопасно. Качественные соединения получают без вреда для себя и окружающей природы.
Атомно-водородная сварка
Атомно-водородная сварка. Плавление металла происходит за счет тепла, выделяемого при превращении атомарного водорода в молекулярный водород, и за счет тепла независимой дуги, горящей между двумя вольфрамовыми электродами.

1 - электроды; 2 - мундштуки горелки; 3 - зона превращения атомарного водорода в молекулярный; 4 - молекулярный водород, поступающий из мундштуков; 5 - зона диссоциации водорода на атомарный
Схема процесса атомно-водородной сварки
Атомно-водородная сварка была изобретена в 1925 г. американцем Лангмюром.
Во время нагревания водорода при соприкосновении его с раскаленной вольфрамовой нитью лампочки, как это имело место в первых исследованиях Лангмюра, происходит диссоциация молекул водорода на атомы.
Особенно интенсивную диссоциацию (61-62% всего нагретого водорода) Лангмюру удалось получить в вольтовой дуге, образованной в атмосфере водорода между двумя вольфрамовыми электродами. Атомное состояние водорода неустойчивое, оно длится доли секунды. Воссоединение атомов в молекулы сопровождается выделением тепла, которое было поглощено при диссоциации.>
Тепловой эффект от излучения дуги и от сгорания молекулярного водорода в наружной зоне пламени незначителен по сравнению с эффектом рекомбинации атомов водорода.
Температура атомно-водородного пламени составляет ~ 3700° С, что по концентрации тепла приближает этот способ сварки к сварке в среде защитных газов. Водород при этом способе сварки передает тепло от дуги к изделию вначале за счет поглощения его при реакции диссоциации, а затем путем выделения при рекомбинации атомов водорода. Высокая активность водорода обеспечивает хорошую защиту металла шва от вредного воздействия кислорода и азота воздуха.
При атомно-водородной сварке дуга горит между двумя вольфрамовыми электродами, расположенными под углом. В зону дуги можно подавать чистый водород или азотно-водородные смеси, получаемые при диссоциации аммиака. Питание дуги осуществляется от источников переменного тока. Из-за высокого охлаждающего действия реакции диссоциации водорода и высокого потенциала ионизации водорода напряжение источника питания дуги, требуемое для ее зажигания, должно быть 250-300 В. Напряжение горения дуги 60-120 В. Сила тока дуги 10-80 А.
Широкий диапазон изменения напряжения горения дуги мало сказывается на величине изменения силы тока. Напряжение горения дуги зависит от расхода водорода и расстояния между вольфрамовыми электродами.
Зажигание дуги осуществляется коротким замыканием вольфрамовых электродов, обдуваемых водородом, или, лучше, замыканием электродов на угольную (или графитовую) пластинку при обдувании струей газа, так как в этом случае обеспечивается легкое зажигание дуги и не требуется повышенного напряжения холостого хода источника питания. После зажигания дуги расстояние от концов электродов до поверхности изделия устанавливают в пределах 4-10 мм. Это зависит от мощности атомно-водородного пламени и толщины свариваемого металла.

а - спокойной; б - звенящей
Формы дуги
Дуга может быть спокойной (рис. а), когда нет в дуге характерного веера, и звенящей (рис. б), когда веер пламени касается поверхности свариваемого изделия и дуга издает резкий звук. Для спокойной дуги напряжение не превышает 20-50 В и расход водорода 500-800 л/ч, для звенящей дуги - 60-120 В и 900-1800 л/ч соответственно.
При атомно-водородной сварке выполняют следующие виды сварных соединений: стыковые с отбортовкой и без отбортовки кромок, угловые, тавровые и нахлесточные.
Высоту отбортовки принимают равной двойной толщине свариваемого листа. Угловые соединения выполняют с применением присадочной проволоки или без нее. При сварке толщин более 3 мм на стыковых и тавровых соединениях рекомендуется выполнять скос кромок под углом ≥45°.
Обычно атомно-водородную сварку рекомендуется применять для сварки металлов и сплавов толщиной 0,5-5-10 мм. Этим способом хорошо свариваются малоуглеродистая и легированная сталь, чугун, алюминиевые, магниевые сплавы. Хуже свариваются медь, латунь из-за склонности к насыщению водородом и испарению цинка. При сварке алюминия и сплавов на его основе необходимо применить флюсы, состоящие из солей щелочных металлов. Металлы с высокой химической активностью к водороду, например Ti, Zr, Та и др., нецелесообразно сваривать атомно-водородной сваркой.
Атомно-водородная сварка обеспечивает получение сварных соединений со свойствами, близкими к свойствам основного металла.
Техника выполнения швов при атомно-водородной сварке подобна технике газовой сварки, т. е. может быть осуществлена как правым, так и левым методами.
Атомно-водородную сварку можно осуществлять в нижнем и вертикальном положениях, по режимам приведенным в таблице
Режимы (ориентировочные) атомно-водородной сварки
Установка для атомно-водородной сварки состоит из атомно-водородного аппарата, баллона с водородом, водородного редуктора, горелки и пускорегулирующей аппаратуры.

1 - атомно-водородный аппарат; 2 - баллон с водородом; 3 - горелка; 4 - токоподвод; 5 - шланг для подачи водорода
Схема установки для атомно-водородной сварки
При горении дуги в смеси водорода и азота в состав установки входит еще баллон с аммиаком, крекер для получения азотно-водородной смеси из аммиака, аммиачный вентиль, водоотделитель и осушитель для газа. Водород с воздухом образует взрывные смеси, поэтому все соединения трубопроводов, вентилей, шлангов должны быть надежными, а помещения, где производится работа, хорошо вентилируемые.

1 - корпус; 2 - сосуд, питающий пост азотно-водородной смесью; 3 - нагреватель; 4 - труба с катализатором; 5 - катализатор; 6 - электродвигатель; I - баллон с аммиаком; II - крекер; III - водоотделитель; IV - азотно-водородный аппарат
Схемы крекера (а) и установки (б) для сварки азотно-водородной смесью
При соединении водорода с углеродом в условиях сварочной дуги происходит обезуглероживание металла. Поэтому в производственных условиях вместо чистого водорода применяют смеси водорода с азотом. Для расщепления аммиака на водород и азот используют аппараты-крекеры (см. рис. а), в которых расщепление происходит при 600 °С в присутствии катализатора - железной стружки. Из крекера смесь газов поступает в очиститель (см. рис. б) и далее в осушитель, где азотно-водородная смесь, пройдя слой хлористого кальция, поступает по резиновому шлангу в сварочную горелку.
Технические характеристики аппаратов для атомно-водородной сварки
| Тип аппарата | Тип горелки | Номинальное напряжение, В | Пределы регулирования силы тока, А | Номинальная мощность, кВт |
| ГЭ-1-2 | ГЭГ-2-2 | 220 | 30-83 | 18,3 |
| ГЭ-2-2 | ГЭГ-1-1 | 260 | 20-75 | 15,6 |
| АВ-40 | Г12-1 | 220 | 15-49 | 10,7 |
| АГЭС-75 | ГЭГ-1-1 | 300 | 20-100 | 22,6 |
Известны аппараты для атомно-водородной сварки типа ГЭ-1-2, ГЭ-2-2, АВ-40, АГЭС-75, техническая характеристика которых приведена в таблице.
Атомно-водородная сварка широко применялась в самолетостроении, химическом машиностроении и других отраслях промышленности. В настоящее время из-за значительного прогресса других способов сварки атомно-водородная сварка применяется редко.
Читайте также: