Вольт амперная характеристика сварочного выпрямителя
Обновлено: 20.09.2024
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
Важно помнить, что необходимо предусмотреть индикацию режимов работы и воздушное охлаждение сварочного аппарата потому, что выпрямительные диоды при сварке сильно нагреваются.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Очень важно, для обеспечения качества, подобрать вольтамперные характеристики модели для выполнения тех работ, которыми вы будете заниматься.

Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Важно, что ремонт выпрямителя обойдётся значительно дешевле починки современных инверторных аппаратов.
Что имеем в итоге?
Подводя итоги, нужно сказать, что выбор каждого человека определяется решаемыми задачами и денежными ресурсами, но выбор выпрямителя, особенно для производства, будет верным решением. Мы рассказали о свойствах трансформаторных выпрямителей, основных характеристиках и принципе действия и надеемся, что эта информация будет вам полезна.
Вольт-амперная характеристика дуги (ВАХ)
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.

Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке - постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении - пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой - при полуавтоматической сварке, с жесткой и возрастающей - при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока - напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток - допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги - характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Источники питания для дуговой сварки
Краткая историческая справка о развитии источников питания для дуговой сварки.
| Тип сварочного источника питания | С какого года используется (ориентировочно) |
 |
Сварочный преобразователь
(электродвигатель + генератор)
Сварочный тиристорный выпрямитель
Источники питания для дуговой сварки обеспечивают процесс сварки электрической энергией. В тоже время, они оказывают существенное влияние на характер протекания процесса сварки (в первую очередь, на качество и производительность). Поэтому более глубокое понимание свойств источников питания и принципов их работы является обязательным для тех, кто собирается работать в области сварки (хотя, конечно, нижеприведенная краткая классификация источников питания и несколько упрощенное рассмотрение их свойств не предполагают предоставления полной информации по этому вопросу).
Краткая классификация источников питания для дуговой сварки
Как это показано на схеме ниже, источники питания для дуговой сварки могут быть классифицированы по различным признакам.

По первому признаку источники питания классифицируются в соответствии со способом производства энергии: преобразуется ли она из силовой сети питания (что имеет место в трансформаторах, выпрямителях и электронных источниках питания) или вырабатывается самими источниками питания (как это имеет место в случае использования генераторов).
По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
- путем использования трансформаторов, которые преобразуют относительно высокое напряжение силовой сети в более низкое напряжение для сварки переменным током;
- путем использования сварочных выпрямителей, состоящих из трансформатора (для понижения напряжения силовой сети) и блока выпрямления для преобразования переменного тока в постоянный;
- путем использования электронных источников питания (например, сварочных инверторов);
- путем использования сварочных преобразователей, состоящих из сварочного генератора, вращение ротора которого обеспечивается электрическим двигателем;
- путем использования сварочных агрегатов, состоящих из сварочного генератора, вращение ротора которого обеспечивается двигателем внутреннего сгорания (строго говоря, в агрегате происходит преобразование не электрической энергии, а механической в электрическую).
Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все кроме агрегатов, т.к. получают энергию от стационарной электрической сети) и автономными (агрегаты, т.к. их генератор подсоединен к двигателю внутреннего сгорания).
По четвертому признаку источники питания классифицируются в соответствии со способом регулирования параметров сварки. В трансформаторах, выпрямителях это может быть выполнено с помощью подвижных катушек, подвижных магнитных шунтов, секционированием витков вторичной обмотки и другими способами.
Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC), постоянный (DC) или оба, как AC, так и DC (комбинированные источники питания).
По шестому классификационному признаку источники питания классифицируются в соответствии с формой внешней (статической) вольт-амперной характеристики (ВВАХ). Внешней вольтамперной характеристикой источника питания является зависимость среднего значения напряжения на клеммах источника от силы тока в сварочной цепи. Она может быть либо падающей (CC - constant current), либо жесткой (CV - constant voltage). И в том и другом случаях эти определения не совсем точны и являются условными, принятыми в сварочной практике. Более подробно о вольт-амперной характеристике см. Вольт-амперная характеристика дуги

Uхх – напряжение холостого хода
Источники питания с падающей ВВАХ характеризуется следующими основными свойствами:
- имеют высокое напряжение холостого хода (≈ 2 … 2,5 раза выше рабочего напряжения дуги);
- напряжение на клеммах источника питания падает существенно при повышении тока сварки;
- имеют ограниченный ток короткого замыкания (не выше, чем 1.1 … 1.3 от номинального тока сварки).
Для источников питания с жесткой ВВАХ характерны следующими основными свойствами:
- напряжение холостого хода лишь незначительно превышает рабочее напряжения дуги;
- напряжение на клеммах источника питания падает незначительно при повышении тока сварки;
- ток короткого замыкания может достигать очень высоких значений (в 2 … 3 раза превышающих номинальный ток сварки).

Форма внешней вольтамперной характеристики источника питания определяется экспериментально путем измерения напряжения на внешних зажимах источника питания (Uн) и тока в цепи (I) при плавном или ступенчатом изменении сопротивления нагрузки (Rн) и при неизменных значениях напряжения холостого хода, активной и индуктивной составляющих внутреннего сопротивления источника питания. По мере снижения сопротивления нагрузки повышается ток в цепи, увеличивается падение напряжения внутри источника питания и, соответственно, снижается напряжение на внешних зажимах источника питания (Uн). Темп снижения напряжения Uн (другими словами, наклон внешней вольтамперной характеристики) определяется значением внутреннего сопротивления источника питания. Чем выше внутреннее сопротивление источника питания, тем более крутой становится внешняя вольтамперная характеристика источника питания.

Статическую ВВАХ не следует путать с динамической характеристикой источника питания, которая характеризует скорость изменения мгновенных значений силы тока в сварочной цепи.
Ниже в таблице представлены данные для выбора рода тока и формы ВВАХ источника питания в зависимости от способа дуговой сварки.
| Способ сварки | Постоянный ток | Переменный ток | |
| Падающая | Жесткая | Падающая | |
| Ручная дуговая сварка покрытым электродом (MMA) | да | нет | да |
| Дуговая сварка вольфрамовым электродом в инертном газе (ТИГ) | да | нет | да |
| Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ) | нет | да | нет |
Сварочные источники питания также рассчитываются на разный режим работы, который оценивается относительной продолжительностью работы (ПР; иногда обозначается ПН – Период Нагрузки):
ПР = (время работы (сварки) / время всего цикла (сварки и паузы) = 10 мин) * 100%
Длительность всего цикла работы (сварки и паузы) для источников принята равной 10 минутам. Например, если ПР = 20%, то это означает, что после 2-х минут сварки на номинальном токе необходимо, чтобы источник остывал не менее чем 8 минут. В противном случае он может перегреться и выйти из строя.
Конструктивные особенности сварочных трансформаторов
Регулирование тока сварочного трансформатора осуществляется различными способами. В настоящее время наиболее используемыми из них являются:

При введении магнитного шунта в магнитопровод трансформатора, часть магнитного потока создаваемого первичной обмоткой отводится магнитным шунтом и поэтому эта часть магнитного потока минует вторичную обмотку. При этом эффективность передачи энергии от первичной обмотки на вторичную снижается и, в результате, ток сварки уменьшается. При втором способе, когда обмотки разводятся, ухудшается их магнитная связь и снижается эффективность передачи энергии от первичной обмотки на вторичную. В результате чего ток сварки снижается. Оба эти способа обеспечивают плавное регулирование тока сварки. Причем, благодаря постоянству количества витков обмоток, напряжение холостого хода трансформатора остается неизменным. Сварочные трансформаторы этого типа обеспечивают ВВАХ падающего типа, и, таким образом, подходят для ручной дуговой сварки покрытыми электродами.
Конструктивные особенности сварочных выпрямителей
Выпрямителем называется электротехническое устройство, преобразующее переменный ток промышленной частоты в постоянный ток. Ниже представлены наиболее распространенные типы сварочных выпрямителей.
Однофазный сварочный выпрямитель с регулировкой тока сварки с помощью магнитного шунта трансформатора

Выпрямители этого типа обычно небольших размеров, недорогие и предназначаются для дуговой сварки покрытыми электродами.
Трехфазный сварочный выпрямитель с регулировкой тока сварки с помощью подвижных обмоток трансформатора
Обычно промышленные сварочные выпрямители выполняются по трехфазной схеме. Главными достоинствами такой схемы являются:
- равномерное распределение нагрузки по трем фазам силовой сети;
- более высокое качество выпрямления (кривая выпрямленного напряжения имеет меньшие пульсации и по форме близка к прямой).
Ниже представлена упрощенная схема и форма ВВАХ трехфазного сварочного выпрямителя с подвижными обмотками (первичными) для регулирования силы тока. Такой источник питания обеспечивает падающую ВВАХ, подходящую для сварки покрытыми электродами.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора
Секционированием витков первичной обмотки трансформатора можно изменять его коэффициент трансформации и, соответственно, выходные параметры. Это простой, надежный и дешевый способ регулирования, но изменять параметры с его помощью можно только ступенчато. Причем, если не предусмотрено двухдиапазонного регулирования или если число ступеней регулирования мало, настройка напряжения будет довольно грубой. При этом способе регулирования также невозможно использовать дистанционное управление. Однако он часто используется в дешевых источниках питания для сварки МИГ/МАГ.

Тиристорный сварочный выпрямитель
Упрощенная схема универсального тиристорного сварочного выпрямителя приведена ниже.

Тиристор представляют собой управляемый диод. Внешне тиристор выглядит также как и диод, но имеет дополнительный управляющий электрод, по которому он получает сигналы управления, и которые его отпирают (открывают) в заданный момент полупериода напряжения. Этот момент называется углом отпирания тиристора. Запирается тиристор автоматически (самостоятельно) при окончании полупериода напряжения, т.е. когда напряжение на нем снизится до нуля. Регулирование напряжения и тока на выходе источника питания осуществляется изменением угла отпирания тиристора. Чем меньше угол отпирания тиристора, т.е. чем большую часть полупериода напряжения он оказывается открытым, тем выше сила тока на выходе выпрямителя. При использовании больших углов отпирания тиристора значение выходных параметров снижается при одновременном повышении их пульсаций. Для снижения пульсации напряжения и тока на выходе тиристорных источников питания устанавливают большие катушки индуктивности. Индуктивность является эффективным средством по сглаживанию электрических сигналов, но, в то же время, она ухудшает динамические свойства источника питания.
Тиристорные выпрямители являются, как правило, универсальными, т.е. такими которые обеспечивают как падающие, так и пологопадающие внешние вольтамперные характеристики и таким образом, могут быть использованы как для ручной дуговой сварки покрытыми электродами, так и для полуавтоматической и автоматической сварки в защитных газах и под флюсом.
Основные свойства сварочных инверторов
В последнее время (начиная примерно с начала 80-х годов двадцатого века) все большее распространение получают сварочные инверторные источники питания. Основным блоком такого выпрямителя является инвертор – устройство, преобразующее постоянное напряжение в высокочастотное переменное.

Сварочный инвертор работает следующим образом. Сетевой выпрямительный блок преобразует переменное напряжение сети в постоянное. Затем это выпрямленное напряжение преобразуется с помощью инвертора в однофазное переменное высокой частоты (до 50 кГц и выше). Далее напряжение понижается трансформатором, вновь выпрямляется, сглаживается и подается на дугу. Благодаря тому, что на выходе инвертора напряжение имеет высокую частоту, размеры и вес трансформатора может быть резко снижен, так как эффективность трансформации повышается с частотой переменного тока. При этом также снижается длина провода первичной и вторичной обмоток. На рисунке ниже это показано на примере трансформатора мощностью 20 кВт: в одном случае трансформатор рассчитан на работу при частоте 50 Гц, а в другом - 50 кГц
Благодаря малому весу и размерам понижающего трансформатора инверторные источники питания также оказываются небольшими по габаритам и легкими, что, собственно говоря, и являются основным достоинством этих источников. Их рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты – при сварке на монтаже, в быту, на ремонтных работах.
Другим достоинством является их универсальность, так как их внешние вольт-амперные характеристики могут быть любой формы, поскольку формируются искусственно с помощью системы управления с использованием обратных связей по току и напряжению (т.е. в реальном масштабе времени).
Благодаря своим высоким динамическим свойствам (т.е. высокому быстродействию) и возможности управления параметрами сварки в реальном масштабе времени эти источники питания обладают лучшими сварочными свойствами по сравнению с другими типами источников питания, а также часто наделяются дополнительными функциями, которые способствуют улучшению процесса сварки, такими как дистанционное управление, мягкий старт и др.

Табличка с техническими данными для сварочных аппаратов
В соответствии со стандартом ДСТУ IEC 60974-1 "Оборудование для дуговой сварки" Часть 1 "Источники питания для сварки" (“Arc welding equipment” Part 1: “Welding power sources”) вводятся следующие условные обозначения типов сварочных источников питания.
| Однофазный трансформатор | |
| Однофазный или трехфазный выпрямитель | |
| Однофазный или трехфазный инверторный выпрямитель |
В соответствии с этим стандартом также вводятся следующие условные обозначения основных способов сварки и рода тока сварки.
| Ручная дуговая сварка покрытыми электродами | |
| Ручная дуговая сварка неплавящимся электродом в инертном газе | |
| Дуговая сварка в среде инертного и активного газа плавящимся электродом, включая порошковую проволоку (МИГ/МАГ) | |
| Дуговая сварка самозащитной порошковой проволокой | |
| Дуговая сварка под флюсом | |
| Плазменная резка | |
| Плазменная строжка | |
| Постоянный ток | |
| Переменный ток |
В соответствии со стандартом ДСТУ IEC 60974-1 на табличке с техническими данными должны указываться: номинальный ток сварки напряжение дуги, ПР (ПН), а также напряжение холостого хода, требования к сети питания, форма ВВАХ, класс изоляции и другие технические сведения об источнике питания.
Вольт амперная характеристика сварочного выпрямителя
Как правило, электродуговая сварка производится с помощью выпрямителя. Это устройство, преобразующее переменный ток в постоянный с целью создания и подпитки сварочной дуги. Подробнее о сфере использования, достоинствах, недостатках и других особенностях, коими обладает выпрямитель сварочный, вы узнаете из данного материала.

Область применения
Сфера использования устройств определяется конкретными их компонентами, а также требованиями к электрическим сетям. В большинстве случаев сварочные выпрямители применяются при работе с цветными металлами и сплавами, низкоуглеродистыми и высоколегированными сталями. Также именно эти устройства (известны, как трансформаторы) используются при сварке обратной полярности (когда к изделию подводится отрицательный заряд).
Если при сварочных работах требуется выполнить глубокий провар детали, а также минимизировать разбрызгивание металла, аппараты вновь станут незаменимы. Однако где бы не применялись устройства, необходимо обеспечить их хранение в сухом месте. Тогда они прослужат дольше.
Конструктивные особенности
Выпрямитель сварочный имеет три основных элемента:
1. силовой трансформатор (для первичного приема нагрузки и передачи ее к выпрямляющему элементу; здесь происходит преобразование переменного тока в импульсный, обеспечивающий появление сварочной дуги); выпрямляющий трансформатор (преобразует импульсный ток в постоянный с напряжением 220 В;
2. в элементе ток проходит через несколько резисторов, при этом сила тока растет, а напряжение падает);
3. регулировочные элементы и кабели.
Каждый из трансформаторов состоит еще из нескольких элементов, без которых преобразования тока не случится. Подробнее о том, как сварочный выпрямитель делает это возможным — ниже.
Принцип действия
Если описать процесс работы сварочного трансформатора, он будет выглядеть так:
1. На входную обмотку силового элемента подается переменный ток (сетевой).
2. Здесь стандартная величина тока уменьшается до значения, соответствующего холостому ходу сварки.
3. На выпрямляющем элементе происходит стабилизация тока до постоянной величины, а полупроводниковый диод преобразует импульсный ток в постоянный.
4. За счет устройства регулирования полученные значения силы тока стабилизируются и поддерживаются на стабильном уровне.
По подобной схеме эксплуатируется любой сварочный аппарат постоянного тока, однако кажущаяся простота работы не должна вводить пользователя в заблуждение. Есть несколько недостатков, осложняющих сварочный процесс.
Плюсы и минусы оборудования
К достоинствам сварочных выпрямителей относятся: экономичность работы (особенно актуально для трехфазных однопостовых устройств); высокий КПД; простота управления; надежность; долговечность; малый вес; компактность; равномерная нагрузка фаз; высокое качество сварного шва; устойчивое горение дуги; возможность сварки нержавеющей стали; минимум брызг при работе.
Характерные недостатки оборудования: чувствительность к перепадам сетевого напряжения; частичная потеря мощности при работе; восприимчивость к длительным коротким замыканиям; стоимость, приемлемая не для каждого. Несмотря на наличие ряда недостатков, сварочные выпрямители пользуются спросом как среди любителей, так и среди профессиональных сварщиков.
Разновидности аппаратов
Главный критерий классификации устройств — конструктивная схема силового трансформатора. В общем случае выделяют пять групп выпрямителей: с насыщающим дросселем; с тиристорами (многопостовые выпрямители); с транзисторами (полупроводниковые); инверторные; выпрямители, сила тока в которых регулируется только трансформатором.

Еще один критерий классификации — вольт-амперные характеристики устройства. Так различают: выпрямители для полуавтоматической или автоматической сварки (у них регулировка напряжения производится при помощи виткового реостата, магнита, осциллографа или силового кабеля); устройства для ручной дуговой сварки (имеют в конструкции дополнительный магнитный шунт или утяжеленную конструкцию для повышения сопротивления).
Условно, третьим подвидом выпрямителей по вольт-амперным характеристикам можно считать дроссельные устройства. Дроссель — это стальной электрод, обмотанный токопроводящим элементом.
Отличия выпрямителей от устройств с переменным током
При работе стандартного трансформатора возможна избыточная пульсация выпрямленного тока, чего не происходит при использовании выпрямителя. Это обусловлено тем, что последние, как правило, выполняются трехфазными. Кроме этого преимущества, у сварочного оборудования происходит равномерная нагрузка фаз питающей сети.
Выходные характеристики сварочной дуги также получаются более стабильными. Улучшается качество сварного шва (даже при глубоком проваре). Вопреки заблуждению, стоимость выпрямителей мало отличается от цены на устройства для переменного тока, при этом не страдает надежность, долговечность и простота обслуживания.
Правила ухода и обслуживания
Большинство сварщиков сходятся во мнении, что сварочный трансформатор постоянного тока неприхотлив в обслуживании, и ломаться у изделия попросту нечему. Это верно, однако ряд мер стоит соблюсти. К ним относятся: визуальный осмотр на предмет мелких неполадок (сюда входит проверка целостности контактов, оценка функционирования вентилятора — он работает на двух фазах, поэтому иногда выходит из строя); препятствование попаданию влаги на устройство или внутрь него; продувка аппарата чистым сухим воздухом (для удаления мелкой грязи и пыли; рекомендуется выполнять ежемесячно).
Стоимость оборудования
Цена на сварочные выпрямители формируется с учетом нескольких факторов, среди которых мощность, максимальный ток, количество постов и габариты. Примером простого оборудования для любителей можно назвать выпрямитель Telwin Quality 220 AC/DC. Аппарат мощностью 6 кВт с максимальным током 160 А и весом 30 кг обойдется покупателю в 11-13 тысяч рублей.

Профессиональные устройства отличаются внушительными габаритами, повышенными характеристиками, количеством постов до 3-х штук. Например, выпрямитель Blue Weld Omegatronic 400 CE 813140, имеющий мощность 16,5 кВт и максимальный ток 350 А, будет стоить порядка 100 тысяч рублей. Использование рассмотренных аппаратов постоянного тока дает пользователю массу преимуществ при проведении сварочных работ. Срок бесперебойной работы оборудования можно увеличить, если следовать элементарным рекомендациям, указанным выше. Для разовых или редких работ с минимальной силой тока (характерно для тонких заготовок) можно подобрать изделия от 10 тысяч рублей. Более полный набор характеристик с увеличенным ресурсом и техническими возможностями отличает профессиональное оборудование, стоящее десятки и сотни тысяч рублей.

Сварочный выпрямитель

Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
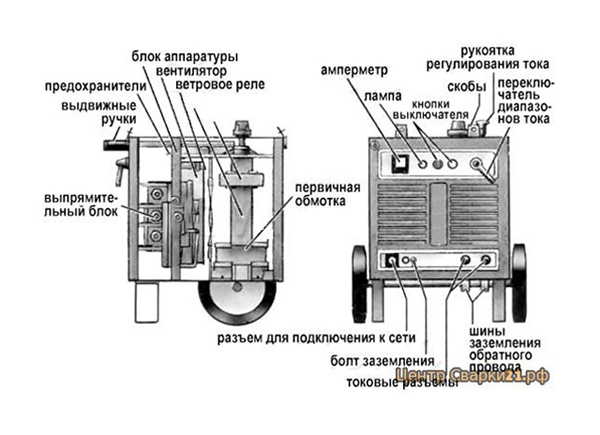
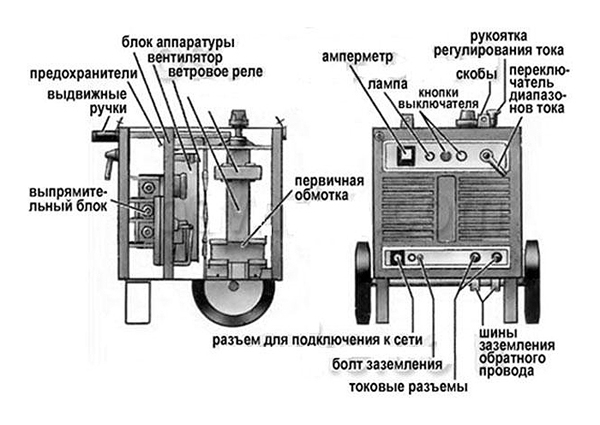
На рисунке: Устройство сварочного выпрямителя (с трансформатором с подвижными обмотками)
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.
Типовая функциональная блок-схема выпрямителя для сварки плавящимся электродом:
сеть - трансформатор - дроссель насыщения - регулятор тока (напряжения) - выпрямительный блок - дроссель - дуга
Силовой трансформатор преобразует энергию силовой сети в энергию, необходимую для сварки, а также согласует значения напряжений сети с выходным напряжением. В однопостовых выпрямителях используют преимущественно трехфазные трансформаторы, поскольку однофазные одно- и двухполупериодные схемы выпрямления приводят к существенным пульсациям выходного напряжения, которые ухудшают качество сварных соединений.
Регуляторы тока (или регуляторы напряжения) используются для формирования жесткой или падающей внешней характеристики. Они позволяют установить режим сварки и соответствующее значение сварочного тока.
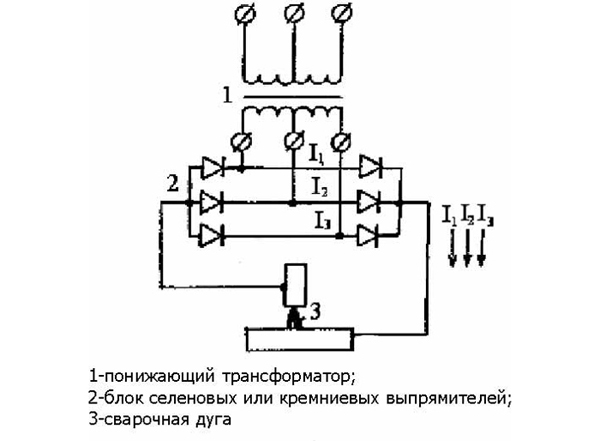
Выпрямительный блок в основном собирают по трехфазной мостовой схеме, реже – по однофазной мостовой двухполупериодного выпрямления. При трехфазной мостовой схеме обеспечивается более равномерная загрузка трехфазной силовой сети и достигаются высокие технико-экономические показатели. В качестве полупроводников применяются селеновые или кремниевые вентили.
Виды сварочных выпрямителей в зависимости от конструкции силовой части сварочные выпрямители подразделяют на следующие виды:
- регулируемые трансформатором;
- с дросселем насыщения;
- тиристорные;
- с транзисторным регулятором;
- инверторные.
Сварочные выпрямители также классифицируют по типу формируемых вольт-амперных характеристик.
При механизированной сварке под флюсом или в защитном газе в сварочных аппаратах с саморегулированием дуги используют однопостовые выпрямители с жесткими внешними характеристиками. Обычно в таких выпрямителях применяется трансформатор с нормальным магнитным рассеянием. Возможные способы регулирования сварочного напряжения:
- витковое регулирование – в сварочном выпрямителе с трансформатором с секционированными обмотками;
- магнитное регулирование – в выпрямителе с трансформатором с магнитной коммутацией или дросселем насыщения;
- фазовое регулирование – в тиристорном выпрямителе;
- импульсное регулирование – широтное, частотное и амплитудное регулирование в выпрямителе с транзисторным регулятором и инверторном выпрямителе.
Наиболее известные выпрямители с жесткими (естественно пологопадающими) внешними характеристиками для механизированной дуговой сварки:
- серий ВС (ВС-200, ВС-300, ВС-400, ВС-500, ВС-600, ВС-632), ВДГ (ВДГ-301, ВДГ-302, ВДГ-303, ВДГ-603) и ВСЖ (ВСЖ-303);
- а также сварочные выпрямители ВС-1000 и ВС-1000-2 для механизированной сварки в аргоне, гелии, углекислом газе, под флюсом.
При ручной дуговой сварке применяют выпрямители с падающими внешними характеристиками. В конструкциях российских аппаратов используют следующие способы формирования характеристик:
- повышение сопротивления трансформатора – в сварочном выпрямителе с трансформатором с подвижными обмотками, с магнитным шунтом либо с разнесенными обмотками;
- применение обратной связи по току – в тиристорном, транзисторном или инверторном выпрямителях.
Наиболее распространенные выпрямители для ручной дуговой сварки: серии ВД (ВД-101, ВД-102, ВД-201, ВД-301, ВД-302, ВД-303, ВД-306, ВД-401), типов ВСС-120-4, ВСС-300-3, а также аппараты ВД-502 и ВКС-500, предназначенные для автоматической сварки под флюсом.
Весьма популярны и универсальные сварочные выпрямители, формирующие как падающие, так и жесткие характеристики. Наиболее известные типы:
- серии ВСК (ВСК-150, ВСК-300, ВСК-500) для ручной дуговой сварки покрытыми электродами, полуавтоматической и автоматической сварки в защитных газах;
- серий ВСУ (ВСУ-300, ВСУ-500) и ВДУ (ВДУ-504, ВДУ-305, ВДУ-1201, ВДУ-1601) для ручной сварки покрытыми электродами, механизированной сварки плавящейся электродной проволокой под флюсом, в защитных газах, порошковой проволокой.
Сварочные выпрямители с крутопадающими характеристиками и регулируемые трансформатором
Силовая часть выпрямителя состоит из трансформатора и выпрямительного блока с силовыми диодами.
Функциональная блок-схема сварочного выпрямителя с крутопадающими характеристиками, регулируемого трансформатором:
сеть - трансформатор - выпрямительный блок - дуга
В таких выпрямителях обычно используются трехфазные трансформаторы с увеличенным магнитным рассеянием – с подвижными обмотками или магнитными шунтами.
Режимы сварки регулируются комбинированно: ступенчато за счет переключения обмоток трансформатора со «звезды» на «треугольник» и плавно, например, в результате изменения зазора между обмотками трансформатора.
Сварочные выпрямители с жесткими характеристиками и регулируемые трансформатором
Силовая часть выпрямителя состоит из трансформатора, выпрямительного блока и сглаживающего дросселя.
Функциональная блок-схема сварочного выпрямителя типа ВС:
сеть - трансформатор - выпрямительный ток - дроссель - дуга
За счет дросселя снижается скорость увеличения сварочного тока и его пиковое значение при возбуждении дуги, а также уменьшается разбрызгивание расплавленного металла при сварке плавящимся электродом (проволокой).
В сварочных выпрямителях типа ВС используется ступенчатое регулирование напряжения – переключением числа витков обмоток.
В выпрямителях типа ВСЖ (ВСЖ-303) применяется плавно-ступенчатое регулирование. Плавное регулирование режима сварки осуществляется с помощью трансформатора с магнитной коммутацией.

Рисунок. Функциональная блок-схема сварочного выпрямителя с трансформатором
с магнитной коммутацией и схема конструкции трансформатора в выпрямителе типа ВСЖ-303
Сварочные выпрямители с дросселем насыщения
Дроссель насыщения применяется в конструкциях выпрямителей, формирующих как падающие, так и жесткие характеристики.
Типичным представителем выпрямителей с дросселем насыщения и крутопадающими внешними характеристиками является сварочный выпрямитель ВД-502.
Функциональная блок-схема сварочного выпрямителя ВД-502:
сеть - трансформатор - дроссель насыщения - выпрямительный блок - дуга
В нем используются силовой трехфазный трансформатор с нормальным магнитным рассеянием, несимметричный дроссель насыщения, выполненный на трех отдельных сердечниках с одной обмоткой управления, и выпрямительный блок с трехфазной мостовой схемой. Режим работы выпрямителя настраивается за счет изменения индуктивности дросселя насыщения.
Типичный представитель выпрямителей с дросселем насыщения и жесткими внешними характеристиками – сварочный выпрямитель ВДГ-302.
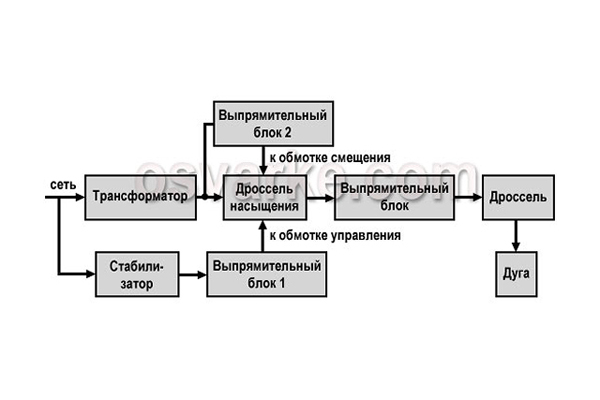
Функциональная блок-схема сварочного выпрямителя ВДГ-302
В нем используется плавно-ступенчатое регулирование вольт-амперных характеристик. Ступенчатое регулирование осуществляется за счет изменения коэффициента трансформации силового трехфазного трансформатора с нормальным магнитным рассеянием. С помощью пакетно-кулачкового переключателя первичные обмотки трансформатора устанавливаются на три рабочих положения.
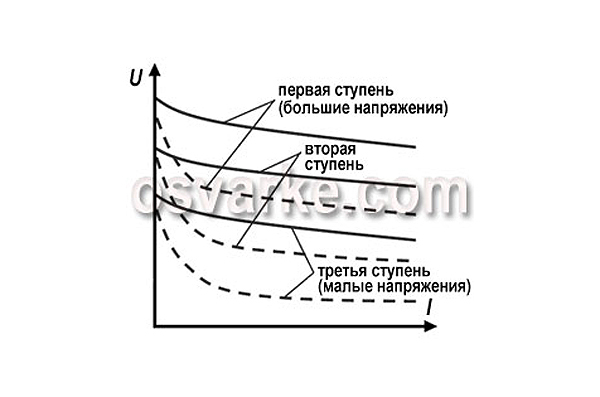
Регулирование вольт-амперных характеристик в сварочном выпрямителе ВДГ-302
Плавное регулирование в пределах каждой ступени выполняется трехфазным симметричным дросселем насыщения, выполненным на шести попарно объединенных ленточных сердечниках. Первая ступень регулирования напряжения соответствует соединению фаз первичной обмотки «треугольником» с применением отводов, вторая ступень регулирования – соединению фаз обмоток «треугольником» без отводов, третья ступень регулирования – соединению фаз обмоток с применением отводов «звездой».
Выпрямительный блок имеет трехфазную мостовую схему с неуправляемыми вентилями.
Обмотка управления дросселя насыщения питается через стабилизатор и выпрямительный блок 1. Обмотка смещения дросселя насыщения питается от вторичных обмоток трансформатора через выпрямительный блок 2.
Читайте также: