Вопросы для проверки теоретических знаний уровень профессиональной подготовки 1 способ сварки рд
Обновлено: 18.05.2024
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
- Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
- Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
- По решению аттестационной комиссии
- Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
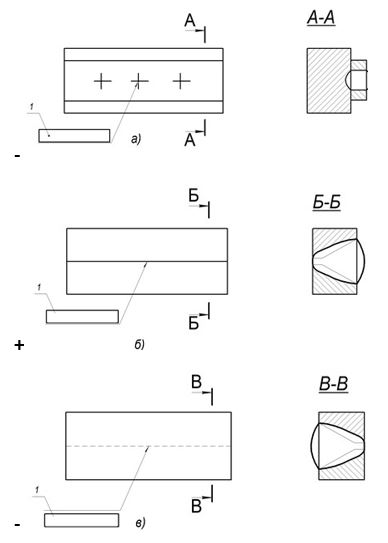
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
- Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
- Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

- Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
- V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
- Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
- Внешнему виду катета сварного шва
- Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
- Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
- Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
- Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
- Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
- Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
- По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
- Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
- Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
- Предпочтительную толщину электрода для проведения работ
- Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
3. Зависит при малых и больших величинах сварочного тока.
ВОПРОС 3. К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
ВОПРОС 4. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Поперечные колебания электрода.
2. Напряжение на дуге.
3. Величина сварочного тока.
ВОПРОС 5. С какой целью один из концов электрода не имеет покрытия?
1. Для обеспечения подвода тока к электроду.
2. С целью экономии покрытия.
3. Для определения марки электрода.
ВОПРОС 6. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с основным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 8. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от выделяющихся вредных аэрозолей.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
ВОПРОС 10. Как изменяется сила сварочного тока увеличением длины дуги при ручной дуговой сварки штучными электродами?
1. Увеличение длины дуги ведет к уменьшению силы тока.
2. Увеличение длины дуги ведет к увеличению на силы сварочного тока.
3. Величина сварочного тока остается неизменной.
ВОПРОС 11. Чем регламентируется режим прокалки электродов?
1. Производственным опытом сварщика.
2. Техническим паспортом на сварочные материалы.
3. Рекомендациями надзорных органов.
ВОПРОС 12. С какой целью производят прокалку электродов?
1. Для удаления серы и фосфора.
2. Для повышения прочности электродного покрытия.
3. Для удаления влаги из покрытия электродов.
ВОПРОС 13. Какие стали относятся к углеродистым сталям?
1. Сталь Ст3сп5, Сталь 10, Сталь 15, Сталь 20Л, Сталь 20К, Сталь 22К.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 14. Что обозначает буква и следующая за ней цифр в маркировке сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Условное обозначение легирующего элемента в стали и его содержание в процентах.
ВОПРОС 15. Какие стали относятся к группе удовлетворительно сваривающихся?
1. С содержанием углерода 0,25-0,35 %.
2. С содержанием серы и фосфора до 0,05 %.
3. С содержанием кремния и марганца до 0,5 %.
ВОПРОС 16. Какие из перечисленных ниже нарушений технологии могут привести к пористости швов?
1. Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2. Большая сила тока при сварке.
3. Малый зазор в стыке.
ВОПРОС 17. От чего в большей степени зависит величина деформации свариваемого металла?
1. От склонности стали к закалке.
2. От неравномерности нагрева.
3. От марки электрода, которым производят сварку.
ВОПРОС 18. Укажите величину зазора между свариваемыми кромками листовых элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 19. В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
3. Серый (стальной) цвет с матовым оттенком.
ВОПРОС 20. Укажите условные обозначения сварных соединений?
1. С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
2. С — стыковое, У — угловое, Н — нахлесточное, Т — точечная сварка; цифры после букв указывают метод и способ сварки.
3. С — стыковое, У — угловое, Т — тавровое, П — потолочный шов; цифры после букв указывают методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
1. Нарушение размеров и формы шва, подрезы, прожоги, наплывы, свищи, не заваренный кратер.
2. Нарушение размеров и формы шва, трещины, поры, шлаковые включения.
3.Прожоги, наплывы, свищи, оксидные вольфрамовые включения, несплавления.
ВОПРОС 2. В каких пределах изменяется стандартный угол скоса кромки при V-образной разделки элементов стальных конструкций по ГОСТ 5264-80
1. 23-27 градусов.
2. 25-30 градусов.
3. 60-90 градусов.
ВОПРОС 3. Какой буквой русского алфавита обозначают алюминий и медь в маркировке стали?
1. Алюминий — А, медь — М.
2. Алюминий — В, медь — К.
3. Алюминий — Ю, медь — Д.
ВОПРОС 4. Укажите способ устранения влияния магнитного дутья
1. Увеличением параметров режима сварки, механической зачисткой свариваемых кромок.
2. Изменением места токоподвода, угла наклона электрода, заменой постоянного тока переменным.
3. Изменением угла раздела кромок, уменьшение зазора в стыке.
ВОПРОС 5. Что такое режим холостого хода сварочного трансформатора?
1. Первичная обмотка трансформатора подключена к питающей сети, а вторичная замкнута потребителем.
2. Первичная обмотка трансформатора подключена к питающей сети, а вторичная обмотка отключена от потребителя.
3. Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута потребителем.
ВОПРОС 6. Что из перечисленного ниже влияет на выбор диаметра электрода и величины сварочного тока?
1. Марка и толщина свариваемого металла.
2. Температура окружающей среды.
3. Все перечисленное в п.п.1,2.
ВОПРОС 7. Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1. Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
2. Окислительные, восстановительные и пассивирующие покрытия.
3. Кислые, основные, целлюлозные и рутиловые покрытия
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э70, Э85, Э100, Э125, Э150?
1. Для сварки теплоустойчивых сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки углеродистых и низколегированных конструкционных сталей.
ВОПРОС 9. Что из перечисленного ниже является причиной появления шлаковых включений?
1. Плохая защита места сварки от ветра на монтаже.
2. Следы влаги и масла на свариваемых кромках.
3. Низкое качество электродного покрытия при ручной дуговой сварке.
ВОПРОС 10. Когда наблюдается мелкокапельный перенос металла при сварке в защитных газах?
1. На малых значениях плотности сварочного тока.
2. На больших значениях плотности сварочного тока.
3. На средних значениях плотности сварочного тока.
ВОПРОС 11. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Величина сварочного тока.
2. Поперечные колебания электрода.
3. Напряжение на дуге.
ВОПРОС 12. Укажите требования к режиму подогрева при сварке разнородных сталей перлитного класса
1. Устанавливается режим, соответствующий более легированной из свариваемых сталей.
2. Устанавливается режим, соответствующий менее легированной из свариваемых сталей.
3. Устанавливается усредненный режим подогрева.
ВОПРОС 13. Укажите, как влияет увеличение диаметра электрода (при неизменном токе) при ручной дуговой сварке на пространственную устойчивость дуги
1. Возрастает, так как уменьшается блуждание активного пятна.
2. Снижается, так как усиливается блуждание активного пятна по сечению конца электрода.
3. Никакого влияния не оказывает.
ВОПРОС 14. Какую вольтамперную характеристику должен имеет источник питания для РДС?
ВОПРОС 15. Укажите требования, предъявляемые к качеству подготовки поверхности кромок, пред сваркой
1. Разрешается применять металл в состоянии поставки.
2. Поверхности стыка кромок детали и прилегающая к ним зона должны быть чистой, без окалины, ржавчины, масла, смазки и грязи.
3. Поверхности стыка кромок детали и прилегающая к ним зона должны быть без следов влаги.
ВОПРОС 16. Укажите как выбирают плотность защитного стекла в сварочной маске при дуговой сварки
1. В зависимости от способа сварки.
2. В зависимости от величины сварочного тока.
3. В зависимости от остроты зрения сварщика.
ВОПРОС 17. Когда появляются временные сварочные деформации?
1. Образуются во время сварки.
2. Возникают после сварки.
3. Появляются после охлаждения свариваемого металла.
ВОПРОС 18. Какие дефекты допускается устранять сварщику (не привлекая руководителя работ)?
1. Любые дефекты, включая дефекты типа непроваров и трещин.
2. Трещины и межваликовые несплавления.
3. Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы.
ВОПРОС 19. Какая минимальная величина тока может оказаться смертельной для человека при попадании под электрическое напряжение?
1. Сила тока равная 1 мА.
2. Сила тока равная 10 мА.
3. Сила тока равная 50 мА.
ВОПРОС 20. Какой линией изображают невидимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Вопросы для проверки теоретических знаний уровень профессиональной подготовки 1 способ сварки рд
5.02.1.01.ОХНВП-I-РД . Билеты с ответами для аттестации по НАКС
5.02.1.01.ОХНВП-I-РД
Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
Уровень:I
Способ сварки:РД
ГОСТ 16037-80 Какой может быть высота усиления сварного шва труб, сваренного в потолочном положении, относительно высоты усиления шва, сваренного в нижнем положении?
Большей (только при сварке труб диаметром больше 150 мм).
ГОСТ 16037-80 Какова допустимая величина выпуклости углового шва при сварке труб в нижнем положении?
ГОСТ 16037-80 Какова допустимая величина выпуклости углового шва при сварке труб в вертикальном положении?
ГОСТ 16037-80 Какова допустимая величина выпуклости углового шва при сварке труб в потолочном положении?
ГОСТ 16037-80 Укажите допускаемую вогнутость углового шва при сварке стальных труб.
До 30% величины катета, но не более 2-х мм.
До 30% величины катета, но не более 3-х мм.
До 20% величины катета, но не более 2-х мм.
ГОСТ 16037-80 Допустима ли сварка корня шва труб способом, отличным от основного способа сварки?
Да, для сварных соединений с толщиной стенки более 4-х мм.
Да, для сварных соединений с толщиной стенки более 10 мм.
ГОСТ 16037-80 Как следует подготовить кромки к сварке труб одинакового внутреннего диаметра, но с разной толщиной стенки: 4 и 6 мм?
Так же, как для деталей одинаковой толщины, конструктивные элементы кромок следует выбирать по большей толщине.
Так же, как для деталей одинаковой толщины, конструктивные элементы кромок следует выбирать по меньшей толщине.
На детали, имеющей большую толщину, необходимо сделать скос под углом 13 - 15 градусов до толщины тонкой детали.
ГОСТ 16037-80 Как следует подготовить кромки к сварке труб одинакового внутреннего диаметра, но с разной толщиной стенки: 8 и 12 мм?
ГОСТ 16037-80 Из какого материала должны изготавливать остающиеся после сварки труб из легированных сталей подкладки и муфты?
Из материала того же класса, что и свариваемые трубы.
Из материала с той же пластичностью, что и свариваемые трубы.
Из стали той же марки.
ГОСТ 16037-80 Для сварки каких труб могут быть использованы остающиеся подкладки из стали 20?
Для сварки труб из стали любых марок.
Для сварки труб из любой углеродистой стали.
Для сварки труб из стали 20.
ГОСТ 16037-80 Укажите наибольшую толщину стенки трубы, которая может быть сварена ручной дуговой электросваркой без разделки кромок и без подкладного кольца.
ГОСТ 16037-80 Какой должна быть ширина усиления стыкового шва трубы с толщиной стенки 4 мм, выполненного ручной дуговой сваркой без подкладного кольца?
ГОСТ 16037-80 Какой должна быть ширина усиления стыкового шва трубы с толщиной стенки 2 мм, выполненного ручной дуговой сваркой без подкладного кольца?
ГОСТ 16037-80 Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм без подкладного кольца.
ГОСТ 16037-80 Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 4 мм без подкладного кольца.
ГОСТ 16037-80 Укажите наибольшую толщину стенки трубы, которая может быть сварена ручной дуговой электросваркой без разделки кромок на подкладном съемном кольце.
ГОСТ 16037-80 Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм на съемном кольце.
ГОСТ 16037-80 Какой должна быть ширина усиления стыкового шва трубы с толщиной стенки 2 мм, выполненного ручной дуговой сваркой на съемном подкладном кольце?
ГОСТ 16037-80 Укажите наибольшую толщину стенки трубы, которая может быть сварена ручной дуговой сваркой без разделки кромок на остающемся подкладном кольце.
ГОСТ 16037-80 Укажите рекомендуемую величину зазора при сварке встык труб с толщиной стенки 2 мм на остающемся подкладном кольце.
ГОСТ 16037-80 Какой должна быть ширина усиления стыкового шва трубы с толщиной стенки 3мм, выполненного ручной дуговой сваркой на остающемся подкладном кольце?
ГОСТ 16037-80 До какой толщины стенки рекомендуется стыковая сварка труб без подкладных колец при односторонней V-образной разделке?
ГОСТ 9466-75 Как подразделяются и условно обозначаются покрытые электроды для ручной дуговой сварки сталей по назначению?
Для сварки углеродистых и низколегированных конструкционных сталей - У.Для сварки легированных конструкционных сталей - Л.Для сварки легированных теплоустойчивых сталей - Т.Для сварки высоколегированных сталей с особыми свойствами - В.Для наплавки -Н.
Для сварки углеродистых и низколегированных конструкционных сталей - УК.Для сварки легированных конструкционных сталей - ЛК.Для сварки легированных теплоустойчивых сталей -ЛТ.Для сварки высоколегированных сталей с особыми свойствами - ВЛ.
Для сварки углеродистых и низколегированных конструкционных сталей - УС.Для сварки легированных конструкционных сталей - ЛС.Для сварки легированных теплоустойчивых сталей - ТС.Для сварки высоколегированных сталей с особыми свойствами - ВС.
ГОСТ 9466-75 Как подразделяются покрытые металлические электроды для ручной дуговой сварки сталей по толщине покрытия?
С тонким покрытием, с толстым покрытием.
С тонким покрытием, со средним покрытием, с толстым покрытием.
С тонким покрытием, со средним покрытием, с толстым покрытием, с особо толстым покрытием.
ГОСТ 9466-75 Укажите правильную маркировку, указывающую на толщину покрытия, в обозначении электрода.
С тонким покрытием - ТП, со средним покрытием - СП, с толстым покрытием - ТТП, с особо толстым покрытием - ОТП.
С тонким покрытием - М, со средним покрытием - С, с толстым покрытием - Д, с особо толстым покрытием - Г.
С тонким покрытием - Т, со средним покрытием - С, с толстым покрытием - ТТ, с особо толстым покрытием - ОТ.
ГОСТ 9466-75 Как подразделяются покрытые металлические электроды для ручной дуговой сварки сталей по видам покрытия?
С основным, кислым, целлюлозным, рутиловым, смешанного вида и прочими видами покрытий.
С основным, рудным, целлюлозным и рутиловым покрытием.
С основным, целлюлозным и рутиловым покрытием.
ГОСТ 9466-75 Укажите правильную маркировку, указывающую на вид покрытия, в обозначении электрода.
С основным покрытием - О, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
С основным покрытием - Б, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
С основным покрытием - Б, кислым покрытием - А, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
ГОСТ 9466-75 Что обозначает буква Ж в обозначении вида покрытия электрода, например РЖ?
Наличие в составе покрытия железного порошка в количестве более 10 %.
Наличие в составе покрытия железного порошка в количестве более 20 %.
Наличие в составе покрытия железного порошка в количестве менее 20 %.
ГОСТ 9466-75 Как подразделяются и обозначаются покрытые металлические электроды для ручной дуговой сварки сталей по допустимым пространственным положениям сварки?
Для всех положений - 1;для всех положений, кроме вертикального сверху вниз - 2;для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3;для нижнего и нижнего в лодочку - 4.
Для всех положений - 0;для потолочного и вертикального сверху вниз - 1;для нижнего, горизонтального на вертикальной плоскости - 2;для нижнего и нижнего в лодочку - 3.
Для всех положений - А;для вертикального сверху вниз - В;для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - Н.
ГОСТ 9466-75 С какой маркировкой, указывающей на допустимое пространственное положение сварки, можно использовать электроды для вертикального положения сварки сверху вниз?
ГОСТ 9466-75 С какой маркировкой, указывающей на допустимое пространственное положение сварки, можно использовать электроды для сварки в нижнем положении в лодочку?
ГОСТ 9466-75 Что обозначает цифра 0 в маркировке электрода, указывающей на род и полярность применяемого при сварке тока?
Сварка рекомендуется на постоянном токе обратной полярности.
Сварка только на постоянном токе прямой полярности.
Сварка только на переменном токе обратной полярности.
ГОСТ 9466-75 Какое условное обозначение электродов должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами?
Полное обозначение по ГОСТ 9466-75.
Сокращенное обозначение, состоящее из марки, диаметра и обозначения ГОСТ 9466-75.
Любое, указанное в 1 и 2 ответах.
ГОСТ 9466-75 При свободном падении с какой высоты плашмя на стальную плиту не должно разрушаться покрытие электрода диаметром менее 4 мм?
ГОСТ 9466-75 При свободном падении с какой высоты плашмя на стальную плиту не должно разрушаться покрытие электрода диаметром 4 мм и более?
ГОСТ 9466-75 Допускаются ли частичные откалывания покрытия электрода при проверке его после падения на стальную плиту?
Допускаются общей протяженностью до 5 % длины покрытой части электрода, но не более 20 мм.
Допускаются общей протяженностью до 10 % длины покрытой части электрода, но не более 25 мм.
ГОСТ 9466-75 Укажите срок годности электродов при соблюдении установленных стандартом условий транспортирования и хранения.
1 год с момента выпуска.
2 года с момента выпуска.
ГОСТ 9466-75 Допускаются ли на поверхности покрытия электродов трещины?
Допускаются поверхностные продольные трещины, если длина их не более D + 10 мм (D - номинальный диаметр электрода).
Допускаются поверхностные продольные трещины, если длина их не более трехкратного номинального диаметра электрода.
ГОСТ 9466-75 Какой максимальной глубины допускаются местные вмятины на поверхности покрытия электродов?
50 % толщины покрытия.
30 % толщины покрытия.
20 % толщины покрытия.
ГОСТ 9466-75 Сколько вмятин максимальной глубины допускается на поверхности покрытия одного электрода?
Не более двух при суммарной протяженности до 25 мм.
Не более трех при суммарной протяженности до 30 мм.
Не более четырех при суммарной протяженности до 25 мм.
ГОСТ 9466-75 Допускаются ли местные задиры на поверхности покрытия электродов?
Допускается не более двух задиров на одном электроде.
Допускается не более трех задиров на одном электроде.
ГОСТ 9466-75 Укажите максимально допустимые размеры местных задиров на поверхности покрытия электродов.
Протяженность 15 мм, глубина 25 % номинальной толщины покрытия.
Протяженность 10 мм, глубина 30 % номинальной толщины покрытия.
Протяженность 15 мм, глубина 30 % номинальной толщины покрытия.
ГОСТ 9466-75 В каких условиях следует хранить покрытые электроды?
В сухих помещениях при температуре не ниже плюс 10 градусов Цельсия в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений.
В помещениях или укрытиях в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений.
В сухих отапливаемых помещениях при температуре не ниже плюс 15 градусов Цельсия в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений.
ОСТ 24.201.03-90 Сколько раз допускается исправлять ручной дуговой сваркой один и тот же дефектный участок сосуда или аппарата высокого давления из аустенитной стали?
Не более трех раз.
Не более двух раз.
Не более одного раза.
ОСТ 24.201.03-90 Какую величину не должно превышать смещение кромок при сборке продольных швов центральной обечайки рулонированного стального сосуда высокого давления под ручную сварку покрытыми электродами?
10% толщины стенки+1 мм.
15% толщины стенки, но не более 5 мм.
10% толщины стенки, но не более 2.5 мм.
ОСТ 24.201.03-90 Какую величину не должно превышать внутреннее смещение кромок при сборке под ручную дуговую сварку штучными электродами продольных швов центральной обечайки рулонированного стального сосуда высокого давления из двухслойной стали?
10% толщины стенки +1 мм.
ОСТ 24.201.03-90 При сборке под ручную сварку штучными электродами продольного шва центральной обечайки рулонированного стального сосуда высокого давления образовалось допустимое смещение кромок по наружной поверхности. На какую ширину требуется зачищать указанное смещение?
ОСТ 24.201.03-90 Укажите угол разделки кромок под ручную дуговую сварку замыкающих продольных швов наружного кожуха рулонированного стального сосуда.
ОСТ 24.201.03-90 При ручной дуговой сварке замыкающих продольных швов наружного кожуха рулонированного стального сосуда необходимо выполнить разделку кромок. При какой толщине кожуха допускается разделка без скоса кромки?
ОСТ 24.201.03-90 При аргонодуговой сварке замыкающих продольных швов наружного кожуха рулонированного стального сосуда необходимо выполнить разделку кромок. При какой толщине кожуха допускается разделка без скоса кромки?
ОСТ 24.201.03-90 При ручной дуговой сварке замыкающих продольных швов наружного кожуха рулонированного стального сосуда необходимо выполнить разделку кромок. Укажите величину притупления в разделке.
Притупление не делается.
ОСТ 24.201.03-90 При ручной дуговой сварке замыкающих продольных швов наружного кожуха рулонированного стального сосуда необходимо выполнить разделку кромок. Укажите величину зазора в стыке.
ОСТ 24.201.03-90 При изготовлении выпуклых штампованных днищ и крышек сосудов высокого давления заготовки могут изготавливаться ручной дуговой сваркой. Из скольких частей они могут быть изготовлены?
Не более, чем из трех.
Не более, чем из пяти.
ОСТ 24.201.03-90 На какую ширину следует зачищать прилегающие к свариваемым кромкам поверхности деталей сосуда или аппарата высокого давления при ручной дуговой сварке?
Не менее 20 мм наружную поверхность и не менее 10 мм внутреннюю.
ОСТ 26-01-1434-87 Какие дефекты сварных соединений трубопроводов высокого давления допускается исправлять зачисткой с плавными переходами к основному металлу?
Залегающие на глубине до 5% минимальной толщины стенки.
Залегающие на глубине до 5% минимальной толщины стенки, но не более 2 мм.
Залегающие на глубине до 10% минимальной толщины стенки, но не более 3 мм.
ОСТ 26-01-1434-87 Какие дефекты сварных соединений трубопроводов высокого давления допускается исправлять выборкой и подваркой дефектного участка?
Наружные, залегающие на глубине свыше 5% минимальной толщины стенки или более 2 мм.
Внутренние, в сварных соединениях трубопроводов с Ду 60 мм и более.
Внутренние, в сварных соединениях трубопроводов с Ду 60 мм и более.и наружные, залегающие на глубине свыше 5% минимальной толщины стенки или более 2 мм.
ОСТ 26-01-1434-87 Какие допускные стыки должны сварить сварщики, чтобы получить доступ к ручной сварке технологических трубопроводов высокого давления во всех пространственных положениях?
Неповоротный, в вертикальном положении.
Неповоротный, в горизонтальном положении.
Неповоротные, в вертикальном и горизонтальном положении.
ОСТ 26-01-1434-87 Каким сварщикам, из числа тех, кто получил доступ к ручной сварке технологических трубопроводов высокого давления, присваивается личное клеймо?
Всем, без исключения.
Сварщикам, имеющим стаж работы не менее 10 лет.
Сварщикам, имеющим стаж работы не менее 5 лет.
ОСТ 26-01-1434-87 На каких трубопроводах высокого давления допускаются соединения с подкладными кольцами?
С условным проходом до 250 мм.
С условным проходом свыше 250 мм.
ОСТ 26-01-1434-87 На какую высоту от поверхности деталей трубопроводов высокого давления следует оставлять части технологических креплений при их огневой резке?
ОСТ 26-01-1434-87 Каким способом следует приваривать технологические крепления при сборке под сварку трубопроводов высокого давления?
ОСТ 26-01-1434-87 Каким способом следует приваривать технологические крепления при сборке под сварку трубопроводов высокого давления из аустенитных сталей толщиной менее 8 мм?
ОСТ 26-01-1434-87 Каким способом следует приваривать технологические крепления при сборке под сварку трубопроводов высокого давления из аустенитных сталей толщиной 8 мм и более?
ОСТ 26-01-1434-87 На каком расстоянии от кромок разделки допускается располагать швы приварки технологических креплений при сборке под сварку трубопроводов высокого давления?
ОСТ 26-01-1434-87 До какой температуры следует охлаждать металл шва перед наложением следующего валика при многопроходной сварке аустенитных сталей трубопроводов высокого давления?
400 градусов Цельсия.
200 градусов Цельсия.
100 градусов Цельсия.
ОСТ 26-01-1434-87 Каким образом следует клеймить сварные стыки трубопроводов высокого давления?
Читайте также: