Восстановление деталей автомобиля сваркой
Обновлено: 13.05.2024
Изношенную деталь восстанавливают под номинальный или ремонтный размер, придают детали правильную геометрическую форму и соответствующие поверхностные свойства или устраняют различные механические повреждения, а иногда и аварийные неисправности.
Для этого используют следующие методы:
-восстановление посадки с применением деталей ремонтных размеров;
-восстановление посадки с применением дополнительных ремонтных деталей;
-восстановление посадки путем - получения начальных размеров наплавкой, металлизацией, электролитическим и химическим наращиванием, покрытием полимерными материалами и т. д.;
устранение различных механических повреждений.
-Восстановление посадки с применением деталей ремонтных размеров заключается в том, что наиболее дорогую и ответственную деталь обрабатывают под ремонтный размер, а сопряженную деталь заменяют новой. Например, при ремонте шеек коленчатого вала их диаметры обрабатывают под ремонтный размер, а вкладыши подбирают новые (ремонтного размера), обеспечивая соответствующий зазор между данными деталями. Таким образом, ремонтный размер - это ближайший размер от номинального, который при обработке изношенной детали обеспечивает требуемую геометрическую форму и шероховатость поверхности.
Различают стандартные, регламентированные и свободные ремонтные размеры.
Стандартные ремонтные размеры применяются для поршней, поршневых колец и пальцев, толкателей, тонкостенных вкладышей. Указанные детали ремонтных размеров изготавливаются автопромышленностью и заводами по производству запасных частей. Ремонтные предприятия производят восстановление сопряженных деталей (блок цилиндров, коленчатые валы и т. д.) в соответствии со стандартными ремонтными размерами рассматриваемых деталей.
Регламентированные ремонтные размеры устанавливаются техническими условиями на ремонт ряда деталей, например на диаметры шеек кулачковых валов и их втулок, клапанов и их направляющих, шкворней и других деталей. Недостатком стандартных и регламентированных ремонтных размеров является то, что в процессе обработки приходится снимать не только дефектный поверхностный слой металла, образовавшийся в результате износа, но и вести дальнейшую обработку до тех пор, пока не будет достигнут ремонтный размер детали. Однако важное преимущество данных размеров заключается в том, что они позволяют заранее иметь готовые детали и осуществлять ремонт методом частичной взаимозаменяемости.
Свободные ремонтные размеры предусматривают обработку деталей до получения правильной геометрической формы и требуемой шероховатости рабочих поверхностей. При ремонте одни и те же детали могут получить различные размеры в зависимости от величины и характера износа. Сопряженная деталь подгоняется к отремонтированной до величины свободного ее размера. В этом случае заранее изготовить детали с окончательными размерами нельзя. Поэтому приходится осуществлять подгонку деталей по месту. В ремонтном производстве восстановление деталей под свободные размеры производится у различного нестандартного оборудования.
Восстановление посадки с применением дополнительных ремонтных деталей широко применяется при восстановлении деталей под ремонтный и особенно под номинальный размер.
Сущность способа состоит в том, что на изношенную поверхность предварительно обработанной детали устанавливают специально изготовленную дополнительную деталь (насадок). Дополнительные детали — насадки — изготавливают в виде различных втулок, гильз, колец, разьбовых ввертышей, зубчатых венцов шестерен и т. д. Этим способом ремонтируют блок цилиндров, гнезда клапанов, посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступицах, корпуса масляных и водяных насосов, отверстия с изношенной резьбой в корпусных деталях и др.
Крепление дополнительной детали чаще всего осуществляют за счет гарантированного натяга выбранной посадки. В отдельных случаях применяют дополнительные крепления в виде приварки в нескольких точках или по всему сечению торцовой поверхности, стопорных винтов или шпилек. Стопорные винты используют для крепления втулок и резьбовых ввертышей.
В условиях ремонтных предприятий сборку дополнительных деталей с ремонтируемой осуществляют обычно под прессом. При этом происходят изменения размеров втулки, которые необходимо учитывать при окончательной обработке ее рабочей поверхности.
Восстановление посадки путем получения номинальных размеров независимо от степени износа возможно различными методами, если прочность детали достаточна и выбранный метод экономически целесообразен. В ремонтном производстве применяются следующие способы: наплавка; металлизация; электролитическое наращивание; давление; покрытие полимерными материалами и др. Опытную проверку проходят плазменная наплавка, сварка трением, наплавка жидким металлом, электрофизические способы сварки (диффузионная, ультразвуковая, лазером и др.).
Ремонт сваркой кузовных деталей, рам и кабин
Кузова современных легковых автомобилей представляют собой сложную пространственную систему, рассчитанную на статические нагрузки, динамическую прочность и жесткость. Являясь несущим, кузов воспринимает нагрузки через тонкостенные элементы силового каркаса, а также внутренние и наружные панели. В нормальных условиях эксплуатации такие кузова надежно служат по 10…12 лет и более. Однако при дорожно-транспортных происшествиях и при езде на повышенных скоростях по выбитым дорогам в кузове возникает остаточная деформация или разрывы элементов. Такие дефекты кузовов подлежат восстановлению, в том числе методами сварки.
В зависимости от степени деформации кузова устанавливается следующая классификация перекосов.
- Перекос проема – боковой двери, ветрового окна или заднего окна – это повреждение кузова с нарушением геометрических параметров проема сверх допустимого предела.
- Несложный перекос кузова – повреждение кузова с нарушением геометрических параметров проема капота или крышки багажника (двери задка) сверх допустимого предела без нарушения геометрии основания кузова, каркаса салона, дверных и оконных проемов, за исключением зазоров дверей с передними и задними крыльями.
- Перекос кузова средней сложности – одновременное нарушение геометрических параметров проемов капота и крышки багажника (двери задка) или повреждение кузова с нарушением геометрических параметров передних или задних лонжеронов сверх допустимого предела без нарушения геометрии каркаса салона (при отсутствии в конструкции автомобиля поперечины переднего моста — только задних лонжеронов).
- Сложный перекос кузова – одновременное нарушение геометрических параметров передних и задних лонжеронов, повреждение кузова с нарушением геометрических параметров передних или задних лонжеронов и каркаса салона или только передних лонжеронов для автомобилей, в конструкции которых отсутствует поперечина переднего моста (сверх допустимого предела).
- Перекос кузова особой сложности – повреждение кузова с нарушением геометрических параметров передних и задних лонжеронов и каркаса салона сверх допустимого предела.
Кроме того, к дефектам кузовов, кабин и рам автомобилей и тракторов относятся такие повреждения:
- усталостные трещины, в том числе в сварных швах;
- ослабление резьбовых и заклепочных соединений;
- коррозионное разрушение;
- разрывы металла;
- прогибы, вмятины.
Анализируя параметры классификации дефектов кузова, можно сделать вывод: восстановить геометрию кузова и его проемов, устранить перекосы возможно только с помощью специального оборудования, при этом используя в ремонтных операциях методы гидравлической и ручной правки, а также сварочные работы с последующим контролем всех геометрических параметров кузова.
В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски;
- ремонт 1 – устранение повреждений в легкодоступных местах (поверхности детали);
- ремонт 2 – устранение повреждений со сваркой, или ремонт 1 на поверхности детали, деформированной до 50 %;
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %;
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %;
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей);
- замена – замена поврежденной детали кузова деталью из запасных частей;
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних.
Из всей гаммы ремонтных работ при восстановлении кузова автомобиля около 30 % занимают работы, связанные со сваркой, – заварка трещин, вварка заплат, приварка элементов и т. д.
При ремонте кузовов и рам автомобилей применяются в основном четыре способа сварки:
- механизированная сварка в среде углекислого газа;
- газокислородная;
- контактная точечная;
- сварка «электрозаклепками».
Наиболее подходящим способом сварки для проведения кузовного ремонта является полуавтоматическая сварка плавящимся электродом в среде углекислого газа.
Механизированная сварка при ремонте кузова
Преимущество ее состоит в том, что сварщик, работая, может лучше наблюдать за ходом процесса и горением дуги. Достоинствами этой сварки также являются хорошее использование тепла сварочной дуги, вследствие чего обеспечивается высокая производительность; возможность вести ее во всех пространственных положениях; ремонтировать малые толщины; осуществлять на весу и без подкладки.
При ремонте кузова применяют проволоку марок Св-08ГС, Св08Г2С, Св-12ГС и другие диаметром 0,8 и 1 мм. Более высокими сварочными свойствами обладает проволока Св-08Г2С, позволяющая получать плотные швы без пористости, поскольку в ее составе присутствует достаточно большое количество раскислителей – марганца и кремния.
Для сварки используется сжиженный углекислый газ (пищевая углекислота), поставляемый в баллонах черного цвета с желтой надписью под невысоким (5…6 МПа) давлением. В стандартный баллон вместимостью 40 л заливается 25 кг углекислоты, из которой образуется 12,725 м3 газа. Этого количества газа хватает на 12…15 часов непрерывной работы.
В качестве оборудования при сварке кузовов, кабин и оперения применяют полуавтоматы MIG 305C/S; ПДГ-270; ПДГ-3020;
ПДГ-525 А-547У, А-825 и другие (рис. 1), рассчитанные на подачу электродной проволоки диаметром 0,8…1,2 мм. Эти полуавтоматы комплектуются малыми и большими горелками, предназначенными для сварки токами соответственно 150 и 300 А.

Рис. 1. Сварочные полуавтоматы, применяемые для ремонта кузовов и кабин автотранспорта и тракторов сваркой в среде защитных газов: 1 – MIG 305C/S; 2 – ПДГ-270; 3 – ПДГ-3020; 4 – ПДГ-525
Из всех полуавтоматов самый малогабаритный и легкий подающий механизм имеет полуавтомат А-547У, который позволяет подвешивать его на плечо сварщика, но лучше все-таки его закреплять вместе с катушкой проволоки на тележке, удобной для перемещения. Пульт управления полуавтоматом монтируется на передней стенке источника питания, в качестве которого обычно используют выпрямитель ВС-300 (рис. 2).
Рис. 2. Полуавтомат сварочный А-547У в комплекте с выпрямителем ВС-300Б
Прежде чем приступить к сварке в среде углекислого газа, необходимо позаботиться о подготовке проволоки, деталей, а на образцах проверить правильность выбранного режима. Применяемая для сварки электродная проволока должна быть очищена от ржавчины, так как
Чтобы избежать нарушения процесса сварки, выходящий конец электродной проволоки должен иметь плотный контакт с токоподводящим наконечником, диаметр отверстия которого может быть лишь на 0,2…0,3 мм больше диаметра проволоки.
Если подлежащие ремонту кузов, кабина или оперение поступают на сварку вскоре после снятия с них краски и мойки, то практически дополнительная подготовка не требуется, кроме как рихтовка соответствующих поверхностей и хорошая подгонка мест сварки. Если же они имеют ржавчину или другие загрязнения, то их следует зачистить стальной щеткой. Основными параметрами режима сварки являются сила сварочного тока, напряжение дуги, скорость подачи и вылета электродной проволоки. Силу сварочного тока устанавливают в зависимости от диаметра применяемой проволоки и толщины свариваемого металла.
Механизированную сварку кузовных деталей толщиной 1…1,5 мм ведут на следующих режимах: сила тока – 100…120 А, напряжение – 18…20 В, расход газа – 6…9 л/мин, вылет электрода – 9…13 мм.
Уменьшение или повышение напряжения приводит к чрезмерному укорочению или удлинению дуги и нарушает процесс сварки. Величина напряжения имеет особенно важное значение при сварке тонкого металла. Скорость подачи проволоки подбирают практически так, чтобы дуга горела устойчиво при данном токе и напряжении.
Расход углекислого газа должен обеспечивать надежную защиту сварочной ванны от окружающего воздуха. В зависимости от этого условия определяется и наиболее целесообразное положение мундштука относительно поверхности сварочной ванны. Расстояние между мундштуком и поверхностью детали при напряжении 18…20 В сохранять в пределах 8…13 мм, а угол наклона электрода к вертикали – 15…20°.
Перемещение электрода должно быть равномерным на протяжении всей сварки и без поперечных колебаний. Лучше вести ее «углом вперед», это уменьшает глубину проплавления основного металла и увеличивает ширину валика. При сварке стыковых соединений из тонкого металла лучше, если между деталями зазора вообще не будет, во всяком случае, он должен быть минимальным, не более 0,5 мм. При невозможности обеспечить это условие необходимо во избежание прожогов подкладывать под свариваемые детали шину (подкладку) из меди.
С течением времени даже при хорошо отлаженном режиме сварка может разладиться: начинается разбрызгивание металла, менее устойчиво горит дуга, заедает проволока. Эти неполадки происходят из-за чрезмерной выработки отверстия мундштука, засорения спирали шланга металлическими частицами. Чтобы предупредить это, необходимо периодически, один раз в месяц, извлекать спираль из шланга и промывать ее в керосине.
Пример выполнения сварочных работ на кузове автомобиля приведен на рис. 3.

Рис. 3. Заваренный участок переднего лонжерона кузова автомобиля механизированной сваркой в среде углекислого газа
При газовой сварке кислородно-ацетиленовым пламенем панелей кузовов и крыльев автомобилей применяются инжекторные горелки типа ГС-53 с наконечниками № 1 и 2. Диаметр присадочной проволоки (d) при толщине свариваемого металла (S) менее 10 мм принимают по эмпирической формуле
Угол наклона горелки к свариваемой поверхности также зависит от толщины металла. При увеличении толщины металла нужна большая концентрация тепла и, соответственно, больший угол наклона горелки относительно ремонтируемой поверхности.
Технология заварки трещин зависит от их длины. Участок, где обнаружена трещина, при необходимости предварительно выправляют ударным и опорным инструментом, зачищают до металлического блеска и с помощью мело-керосиновой пробы устанавливают границы протяженности трещины. Окончания трещины следует засверлить сверлом диаметром 3…5 мм.
При коротких трещинах, выходящих на кромку детали, сварку ведут в направлении к кромке и усиливают приваркой к кромке шва (с обратной стороны детали) полоски стали толщиной 3…4 мм и шириной 10…12 мм.
Если трещина расположена между двумя заклепочными отверстиями или от заклепочного отверстия выходит на кромку, заклепки следует удалить, заварить трещину, после чего разделать отверстия и снова заклепать.
Дуговая сварка электрозаклепками
При сварке электрозаклепками в большинстве случаев применяетсядуговойпроцессбезперемещениядугиибезподачиэлектродной проволоки в зону дуги. Сварка электрозаклепками осуществляется с помощью переносных или стационарных электрозаклепочников. Как правило, электрозаклепками соединяют свариваемые детали внахлестку. Сущность процесса состоит в следующем.
Электродная проволока или стержень из электродной проволоки диаметром 3…6 мм укрепляется в специальном держателе-электрозаклепочнике с контактным наконечником и закорачивается на изделии в месте постановки заклепки. Затем вся зона вокруг электрода засыпается сварочным флюсом или защищается подаваемым в зону контакта углекислым газом. Напряжение от источника питания постоянного или переменного тока подводится к свариваемой детали и к электроду через токоподводящий наконечник заклепочника. Возбуждается дуга, которая оплавляет конец электрода и проплавляет поверхность изделия. Дуга горит, оплавляя электрод, и таким образом удлиняется до тех пор, пока не наступит ее естественный обрыв. Полученный расплавленный электродный металл вместе с металлом изделия образуют при кристаллизации заклепку. Соединение электрозаклепками получается достаточно прочное, выглядит внешне аккуратнее, чем крепление саморезами или болтами.
Рама автомобиля
Рама предназначена для крепления кузова и всех механизмов автомобиля. Рама воспринимает вертикальные нагрузки от веса автомобиля, толкающие и скручивающие усилия, возникающие при движении, а также находится под воздействием динамических нагрузок (толчков и ударов) при переезде дорожных неровностей. Раму имеют все грузовые автомобили, легковые автомобили высшего класса и некоторые автобусы. На современных автомобилях применяются рамы двух типов – лонжеронные и хребтовые (рис. 4). Первые имеют наибольшее распространение.
Рама автомобиля штампованная, клепаная, состоит из двух лонжеронов швеллерного сечения, переменных по длине, соединенных поперечинами. В передней части рама снабжена передним буфером с двумя буксирными вилками. На задней поперечине рамы грузовых автомобилей установлено тягово-сцепное устройство с резиновыми упругими элементами, обеспечивающими двухстороннюю амортизацию. Автомобили различных моделей и комплектаций имеют рамы, различающиеся длиной в зависимости от базы; количеством и конструкцией поперечин; усилительными накладками и их конструкцией; кронштейнами и их положением.
Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины, проходящие через заклепочные отверстия и в сплошном металле.
Плотность заклепочных соединений проверяется обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они свободно перемещаются в отверстиях.
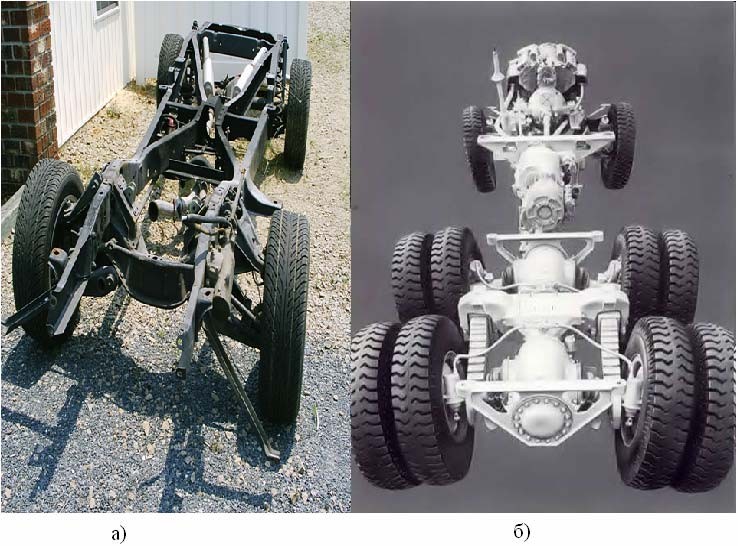
Рис. 4. Типы рам автомобилей: а – лонжеронная; б – хребтовая
Погнутость продольных балок определяется по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 м и 5 мм на всей длине балки. Погнутость балок и поперечин устраняется правкой без нагрева на прессе с помощью специального приспособления.
Трещины в продольных балках и поперечинах по концам засверливаются сверлом диаметром 5 мм, разделываются и завариваются. Заварка трещин может производиться ручной дуговой сваркой электродами МР-3 или УОНИ 13/55 диаметром до 4 мм на постоянном токе силой до 200 А. Сварной шов и поверхность на расстоянии 3…4 мм по обе стороны от него для увеличения предела выносливости соединения упрочняются наклепом (рис. 5). Заварка трещин может осуществляться и с помощью газокислородной сварки с подачей присадочной проволоки.
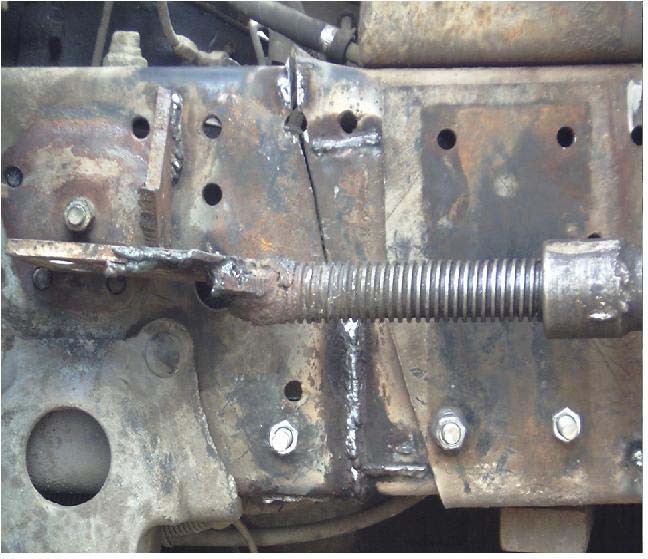
Рис. 5. Внешний вид трещины рамы и заваренного ее участка
Заклепки, потерявшие прессовую посадку, срубаются или высверливаются и вместо них устанавливаются новые. Новые заклепки расклепываются с предварительным подогревом или без него. Машинная клепка производится без подогрева гидравлическими клепальными установками МАЗ 62/350. Производительность такой клепки достаточно высокая.
Этапы восстановления деталей кузова автомобиля сваркой и наплавкой
Износ элементов механизмов происходит неравномерно. При этом из-за небольшого по сравнению с размерами детали повреждения, теряется ее работоспособность. Соответственно ухудшается или прекращается функционирование узла или даже всего механизма.
Из методов реставрации металла восстановление деталей сваркой и наплавкой стоит на первом месте по распространенности. Главных причин две:
- Восстановление исходных свойств элемента.
- Относительная дешевизна.
В статье мы остановимся на практическом применении методик восстановления, применительно к кузовным сварочным работам легковых и грузовых автомобилей.
В чем заключается ремонт?
Процессы сварки и наплавки принципиально отличаются мало. В первом случае расплав используется для соединения частей. Во втором выступает рабочим слоем, который наносят на поверхность детали, с целью восстановления ее первоначальных размеров.
Бывают ситуации, когда эти функции совпадают. Пример — восстановления днища кузова автомобиля, поврежденного коррозией. При этом, сильно разрушенные места заменяются листами металла, трещины и отверстия восстанавливаются наплавкой.
В других случаях, выработка на оси, либо обойме детали кузова полностью реставрируется методом наплавки. Одновременно сваркой может быть устранена (к примеру) трещина на этом же элементе.

Еще один пример: сварка рамы грузового автомобиля. Здесь свариваются элементы несущего каркаса, где возникли трещины, а наплавляются места выработок в проушинах и пазах крепления узлов, тяг, осей и пр.
Что касается износа железа, выбрать ремонт наплавкой не всегда целесообразно. Если автомобильный завод выпускает необходимые узлы, ремонт может свестись к вырезанию изношенной детали с последующей приваркой новой.
Как правило сварка кузова автомобиля применяется чаще чем наплавка на его деталях. Причина — характер износа, вызванный схожестью причин повреждений при эксплуатации.
[stextbox важно какая это марка: ВАЗ 2109, грузовик «Хюндаи портер», «Лексус» или старенькая «Нива» — основное количество повреждений кузова приходится на коррозию и деформацию листового металла при авариях.[/stextbox]
Применяемое оборудование
При всем разнообразии методики работ и инструментального обеспечения, классификация сварки при ремонтах автомобилей сводится всего к двум типам:
- Электрическая, преимущественно дуговая с использованием защитных газов либо флюсов.
- Газовая, с применением ацетилена или пропана.
Электрическая подразделяется на ручную, полуавтоматическую в среде инертных газов, под флюсом и пр.
Существуют и другие способы, например сварка лазерная, трением, диффузионная. Однако для ремонтов автомобилей они практически не используются.
В некоторых случаях используется такая разновидность сварки, как пайка. Применяют ее для ремонта повреждений патрубков из цветных металлов, блоков радиаторов, деталей оборудования рефрижераторов, выполненных из тонкой меди.
Какой сваркой лучше варить кузов автомобиля зависит от характера повреждений, а также особенностей места или детали, которую необходимо восстановить.
На сегодня выполнение основного объема работ осуществляют с помощью электричества. Газосварка, некогда бывшая чуть ли не единственным способом ремонта, на сегодня используется для соединения деталей из тонкого металла.
Кроме того, кислородно-ацетиленовая сварка по-прежнему популярна там, где к кузову крепятся различные тяги, создающие динамические нагрузки.

Из электрических приборов для небольших, ремонтов применяется сварка автомобиля инвертором, обычным ручным сварочным аппаратом. Для тонких работ, требующих высокого качества, а также наплавки используют полуавтоматы с углекислым или инертным газом.
С распространением алюминиевых и титановых сплавов арсенал механиков по ремонту пополнился аппаратами дуговой сварки неплавким электродом в среде инертных газов. С подачей плавящегося присадочного прутка рукой либо автоматически.
Требования к подготовке детали
Качество восстановления во многом зависит от того, насколько правильно мы будем готовить деталь. Это касается сварки, а особенно наплавки.
Металл тщательно зачищают от ржавчины с помощью угловой шлифовальной машины (УШМ), более известной как «болгарка». Либо ручной щеткой. При необходимости снимают фаску или выравнивают.
В ответственных случаях, при наплавке, пайке поверхность обезжиривают.
Хороший эффект дает обработка пескоструйными либо гидроабразивными аппаратами.
Трещины разделывают заточными дисками УШМ на всю глубину, чтобы получить на их месте V-образные канавки. Толстый металл обрабатывают с двух сторон. На их концах для устранения напряжений, предотвращения дальнейшего развития сверлят сквозные отверстия диаметром 4-6 мм.

Перед тем как наплавлять отверстия, их края зенкуют с одной либо двух сторон, при наличии резьбы ее высверливают.
Учитывая, что сварка авто электродом либо газовым пламенем, создает высокую температуру следует позаботится о сохранности примыкающих элементов отделки, эл. оборудования, пластиковых деталей.
Для этого снимают ремонтируемый элемент либо детали, могущие быть поврежденными. Если это по каким-либо причинам невозможно, применяют меры к их защите (закрывают, обкладывают мокрой ветошью).
Используемые электроды
Подбор электродов либо сварочной проволоки осуществляется исходя из трех параметров:
- Вида металла.
- Необходимой толщины детали либо слоя наплавки.
- Уровня ответственности восстанавливаемой детали.
Выполняя кузовной ремонт полуавтоматом с углекислотой используют порошковую сварочную проволоку, омедненную либо простую.
Наплавку слоя с высокими характеристиками по твердости выполняют электродами типа Т-620, с толстой обмазкой включающей графит, карбид бора и пр.
Необходимый диаметр электрода подбирают исходя из толщины свариваемого металла, по специальным таблицам.
Алюминиевые детали соединяют газовой (кислородно-ацетиленовой) либо дуговой сваркой. В последнем случае применяются электроды типа ОЗА-2. При технологии с неплавящимся вольфрамовым электродом, используют в качестве присадки пруток соответствующего алюминиевого сплава.

При наплавке изношенных деталей двигателя для получение легированных покрытий применяют проволоку типа Нп-65, с высоким содержанием углерода. Работы ведут под флюсом, в среде инертных газов.
Способы сварного ремонта кузовов легковых и грузовых автомобилей
Для сварки кузова как легковых авто, так и грузовозов используют самые различные технологии. Принципиально все они сводятся к электрической дуге либо раскаленной струе газа, но при этом нередко имеют существенные технологические отличия.
Ручной дуговой

Для работы применяют аппараты как переменного, так и постоянного тока. К первым относятся сварочные трансформаторы различны типов. Вторые представлены сварочными машинами и генераторами.
Трансформатор дает неустойчивую дугу, требует значительной силы тока на диаметре электрода (эта характеристика называется плотностью тока). При этом растет температура дуги, что чревато прожогом и перекаливанием.
Эта опасность для старых сварочных трансформаторов была актуальной, да и сейчас на вопрос: можно ли варить машину электросваркой, не всегда дают положительный ответ. Как минимум, если речь идет о самодельных устройствах либо обычных сварочных трансформаторах.
Ситуация изменилась с появлением инверторных аппаратов, но для соединения элементов из тонкого металла этот тип соединения применяют ограничено.
Как правило таким способом делают ремонт массивных деталей, наподобие станин или узлов из толстого металла, например — глушителей.
[stextbox Тархомов сварщик со стажем 20 лет: «Современным инвертором кузов заварить можно в большинстве поломок. Разумеется, аппаратом профессионального уровня. Все от сварщика зависит. Не спецу заниматься подобными вещами не стоит категорически».[/stextbox]
Автоматическая наплавка под флюсом
Используется достаточно широко для ремонта промышленного оборудования, особенно уникального. Для автомобильных ремонтов распространение невелико обычно, для восстановления путем наплавки деталей вращения (к примеру — распредвала).
Смысл метода заключается в том, что сварочная дуга горит не открыто, а под слоем специального порошка — флюса. Он защищает металл от окисления и соединения с азотом воздуха. Шов или слой наплавки по качеству не уступает исходному металлу, а при использовании специальных электродов может превосходить его по твердости и износостойкости.
Вибродуговой метод
Как и наплавка под флюсом применяется исключительно в заводских условиях, поскольку требует громоздких установок, обеспечивающих точное позиционирование детали.
Смысл заключается в колебательных движениях плавящегося электрода с частотой 100-120Гц, при напряжении 12-18 Вольт. При этом наплавка выполняется крохотными частичками металла с одновременным охлаждением.
В газовых защитных средах
Метод дающий наиболее качественный результат в условиях станций технического обслуживания и ремонтных мастерских.
Сварка либо наплавка ведется в среде инертного газа с помощью неплавящегося электрода (TIG), либо плавким электродом в окружении инертного, либо активного газа (MIG/MAG сварка соответственно).
Позволяет получать соединение, не уступающее выполненному в заводских условиях. Но главное с помощью этого метода автомобилистам впервые стал доступен текущий ремонт деталей, изготовленных из титановых и алюминиевых сплавов, высокопрочных легированных сталей.
Полуавтоматические способы
Один из наиболее популярных на сегодня методов, используемых небольшими мастерскими и частными мастерами.
Процесс ведется на воздухе либо под углекислым газом. В качестве плавящегося электрода используется сварочная проволока нужного состава. Подается она, сматываясь с катушки, по мере необходимости.
При этом даже устройства бытового уровня способны автоматически подстраивать скорость подачи проволоки в зависимости от силы дуги.
Альтернативная технология восстановления под давлением
Для восстановления деталей под давлением наплавка либо сварка не требуется. Деталь лишь предварительно нагревают до пластичности.
Смысл метода в изменении геометрических размеров деталей при их деформации. Различают три основных способа:
В первом случае при сжатии цилиндрических деталей типа втулок, с уменьшением высоты уменьшается внутренний диаметр. Обжатием деталь уменьшаю боковыми деформациями, а при обсадке наоборот — увеличивают (см. рисунок фото 8)
В некоторых случаях такие операции дополняют либо предваряют наплавкой.
Особенности сварки рамы грузовых автомобилей
Сварка деталей грузовика и легковой машины принципиально одинакова. Несущественные различия вызваны разной толщиной металла кузова.
Другое дело, когда речь идет о том, как правильно сварить сломанную раму на грузовике воспринимающую нагрузку перевозимого груза, порой весящего не меньше, чем сама машина.
При значительных повреждениях, вызванных авариями либо неправильно эксплуатацией целесообразно вырезать деформированный участок, заменив его целым.
При этом следует использовать исключительно методы, не перекаливающие металл.
[stextbox сварочные работы на каркасах старайтесь спланировать работу так, чтобы швы не располагались поперек сечения. Особенно в местах, где предполагается повышенная нагрузка.[/stextbox]
При наплавке трещин их предварительно обрабатывают как рассказывалось в разделе о подготовке. Затем шов зачищают, а участок дополнительно усиливают металлической накладкой.
Техническое Обслуживание и Ремонт Автомобилей
Сварка в ремонтном производстве находит очень широкое применение. Многие дефекты и повреждения устраняются сваркой, в том числе различные трещины, отколы, пробоины, срыв или износ резьбы и т. п. Сваркой называется процесс соединения металлических частей в одно неразъемное целое при помощи нагрева металла в местах соединения. При ремонте автомобильных деталей нагрев металла осуществляют газовым пламенем или электрической дугой. Так как детали изготавливаются из различных металлов (сталь, серый и ковкий чугун, цветные металлы и сплавы), то применяют соответствующий способ сварки.
Заваривают трещины на платформах и рамах, так же делают заплаты и разнообразные накладки и т.д.
Производят восстановление резьб путем наплавки с последующей обработкой и нарезанием резьбы плашкой или метчиком. Соответственно, ремонтируют наружные и внутренние резьбы.
Выбор технологии восстановления деталей:
Детали машин ремонтируют автоматической и полуавтоматической сваркой в углекислоте.
Автоматическая представляет собой полностью автономный процесс, нужно только лишь зафиксировать деталь и нажать кнопку, то же касается сварочных роботов.
При проведении ремонтно-восстановительных работ в автосервисе наиболее простой способ – полуавтоматической сварки, когда проволока подается с заданной скоростью, а горелка перемещается вручную вдоль шва. КПД полуавтомата существенно проще по сравнению с ручным инвертором и лучше качество шва. Газ, используемый для защиты: углекислота – активный , существенно окисляет расплавленную углеродистую сталь, а связывает и выводит кислород на поверхность марганец, в большом количестве присутствующий в проволоке 08Г2С. Сварка полуавтоматом в углекислоте идеальна для ремонта пальцев, фланцев карданных валов и т.д.
Популярна в деле ремонта и восстановления так же сварка под флюсом благодаря тому, что она обеспечивает высокую производительность и прочность, обеспечивая надежную защиту ванной. Она и названа так потому, что во время процесса дуга, зажженная между металлом и электродом скрыта под слоем флюса. Таким образом ремонтируют, например, распредвалы.
При небольшом износе на деталях с малым диаметром практикуют восстановление электроимпульсной наплавкой.
Сварка стальных деталей. Автомобильные детали изготавливают из углеродистых и легированных сталей. Малоуглеродистые и среднеуглеродистые стали хорошо свариваются газовой сваркой. Труднее сваривать газовым пламенем стали с содержанием углерода более 0,4%, термически обработанные и легированные стали. Это связано с тем, что с повышением содержания углерода температура плавления углеродистой стали понижается и пламенем газовой горелки легко ее пережечь.
При сварке легированных сталей образуются тугоплавкие окислы, которые остаются в сварных швах и придают им хрупкость. Поэтому для деталей, изготовленных из высокоуглеродистых, термически обработанных и легированных сталей, рекомендуется применять сварки электрической дугой, так как температура сварочной зоны у нее ниже, чем у газовой сварки.
Сварка чугунных деталей имеет определенные трудности, так как серый чугун из твердого состояния сразу переходит в жидкое. При местном нагреве возникают большие внутренние напряжения, которые могут привести к появлению трещин в основном металле. Быстрое охлаждение деталей, особенно тонкостенных, ведет к отбеливанию чугуна в зоне сварки. Это придает чугуну высокую твердость и хрупкость, и деталь становится непригодной для механической обработки.
Сварку чугуна можно выполнять двумя способами: холодным, т. е. без предварительного нагрева детали, и горячим, при котором деталь предварительно подогревают в печи.
При горячей сварке деталь медленно нагревают до температуры 600—650°С в специальных печах или горнах. Чем больше содержание углерода в чугуне, тем медленнее должна быть скорость нагрева. Предварительный нагрев осуществляют при сварке и заварке трещин в ответственных деталях и деталях сложной конфигурации. После подогрева деталь помещают в термоизоляционный кожух со специальными задвижками или закрывают листовым асбестом, оставляя открытым только место сварки.
В процессе сварки допускается охлаждение детали до температуры 350—400°С. Если за это время сварка не закончена, то необходимо деталь вновь нагреть и продолжать сварку. После сварки деталь следует медленно охлаждать. Рекомендуется предусмотреть отпуск для деталей сложной конфигурации и разной толщины стенок. Для этого их нагревают до температуры 600—650°С и медленно охлаждают.
Сварку можно вести электрической дугой или газовым пламенем. При газовой сварке применяют нейтральное пламя или пламя с небольшим избытком ацетилена. В качестве присадочного материала используют чугунные прутки диаметром 6—8 мм или малоуглеродистую сварочную проволоку. При сварке чугунными прутками применяют флюсы следующего состава; бура; смесь, состоящая из 50% буры, 47% двууглеродистого натрия и 3% окиси кремния; смесь, состоящая из 56% буры, 22% углекислого натрия и 22% углекислого калия. Флюс вносят в сварочную ванну путем погружения в него нагретого конца присадочного прутка.
Сварка деталей, изготовленных из сплавов цветных металлов. Латунные детали сваривают газовой сваркой. Применяют окислительное пламя с небольшим избытком кислорода. В качестве присадочного материала используют латунные прутки, содержащие кремний и алюминий, снижающие выгорание цинка из сварочной ванны.
Бронзовые детали также сваривают газовой сваркой. Сварочное пламя должно быть нейтральным. В качестве присадочного материала применяют бронзовые прутки с содержанием фосфора до 0,4%. Последний хорошо раскисляет металл шва и затрудняет выгорание олова и других примесей. После сварки деталь нагревают до 450—500°С, а затем быстро охлаждают.
Детали из алюминия и его сплавов лучше сваривать ацетилено - кислородным пламенем. При плавлении на поверхности сварочной ванны образуется тугоплавкая пленка окиси алюминия, которая препятствует процессу сварки. Температура плавления пленки окиси алюминия составляет 2050°С, ч.то значительно превышает температуру плавления сплава или алюминия, равную 660°С. Для растворения окислов и удаления их из сварочного шва применяют специальные флюсы. Наиболее распространенными являются два вида флюсов, имеющие в составе (%): первый— хлористого натрия—17, хлористого калия— 83; второй — хлористого калия — 45, хлористого натрия — 30, хлористого лития — 15, фтористого калия — 7, сернокислого натрия — 3.
В качестве присадочного материала используют прутки или кусочки такого же материала, из которого изготовлена деталь. Перед сваркой рекомендуется подготовленную деталь медленно нагреть до 250—300°С. Сварку следует вести быстро нормальным пламенем и держать мундштук сварочной горелки под углом наклона не более 30° к поверхности свариваемой детали. Для удаления остатков флюса и предотвращения коррозии шва осуществляют промывку его слабым раствором азотной кислоты с добавлением в раствор 2% хромпика. Для улучшения механических свойств сварного шва ответственные детали отжигают с нагревом до 300—350°С и последующим медленным охлаждением.
Читайте также: