Восстановление деталей способом сварки
Обновлено: 31.05.2024
Качество сварного соединения определяется свариваемостью металлов.
Свариваемость - способность металлов образовывать сварное соединение, свойства которого близки к свойствам основного металла. Условно стали подразделяют на хорошо свариваемые, удовлетворительно, ограниченно и плохо свариваемые.
Свариваемость конструкционных сталей определяется содержанием в них углерода и легирующих элементов. Стали с содержанием углерода до 0,3% свариваются хорошо, от 0,3 до 0,4% - удовлетворительно, больше 0,4% - плохо.
В авторемонтном производстве для сварки конструкционных сталей получила распространение электродуговая сварка. Газовая сварка находит применение только при ремонте деталей из тонколистового материала.
Подготовка деталей к сварке и наплавке
В большинстве случаев детали, поступающие в ремонт, бывают сильно загрязнены, замаслены, покрыты ржавчиной или краской.
Наплавка по плохо подготовленной поверхности приводит к непроварам в сварном соединении, образованию пор, раковин и загрязнению его различными неметаллическими включениями. Для предотвращения образования дефектов в сварном соединении и получения качественного сварного шва детали должны быть тщательно очищены и вымыты.
К основным дефектам деталей из конструкционных сталей относится износ цилиндрических и плоских поверхностей и износ резьбовых соединений. Подготовка цилиндрических и плоских поверхностей сводится к зачистке их до металлического блеска, а резьбовых поверхностей к полному удалению резьбы.
Имеющиеся на восстанавливаемых поверхностях пазы, канавки и отверстия, которые необходимо сохранить, заделывают графитовыми или медными вставками.
Технология наплавки
Наплавка малоуглеродистых и низколегированных (суммарное содержание легирующих элементов не превышает 4-5%) сталей.
Эти стали относятся к группе хорошо сваривающихся сталей. Во время наплавки электрод наклоняют под углом 15-20 град. к вертикали. Характер перемещения электрода поперек наплавляемого валика определяется шириной этого валика. Лучшее качество наплавки получается при ширине валика, равной 2,5 диаметра электрода. Для этого амплитуда поперечного колебательного перемещения электрода должна быть равна 1,5-2 диаметрам электрода. Валики следует накладывать так, чтобы каждый последующий перекрывал предыдущий на 1/2- 1/3 своей ширины.
По высоте наплавленного металла устанавливается из расчета, чтобы припуск на механическую обработку составлял 2-3 мм. Между толщиной слоя наплавленного металла, диаметра электрода, числом слоев наплавки и силой тока рекомендуется выдерживать следующие соотношения:
Толщина наплавляемого слоя, мм.
Диаметр электрода, мм
Сила сварочного тока, А
Непровары и кратеры в наплавленном металле не допускаются, их следует выводить за пределы рабочей наплавляемой поверхности, используя для этой цели приставные планки, втулки и др., или заделывать на наплавленном металле. После окончания сварки с наплавленного металла зачисткой удаляют шлак, брызги металла. Переход от наплавленного металла к основному после механической обработки должен быть плавным и ровным, что увеличивает прочность восстанавливаемой детали.
Способы наплавки и порядок наложения валиков
Валы и оси, имеющие цилиндрическую или коническую форму, наплавляются двумя способами:
первый способ - валики накладываются вдоль оси (продольная наплавка);
второй способ - валики накладываются по окружности (круговая наплавка).
Шейки валов малых диаметров и значительной длины рекомендуется наплавлять по первому способу. На очищенную поверхность шейки наплавляется валик. После этого деталь поворачивают на 180° и на противоположной стороне наплавляется второй валик. Далее, повернув деталь на 90°, наплавляется третий валик, а через 180° четвертый валик.
Затем наплавляется пятый валик, перекрывающий первый, причем перед наложением последующих валиков предыдущие должны быть тщательно очищены от шлака.
При наплавке по окружности деталь должна поворачиваться вокруг своей оси в течение всего процесса наплавки. Для наплавки по этому способу обычно требуется применение приспособлений.
Сварка и наплавка деталей из чугуна
Чугун - широко применяемый конструкционный материал, отличающийся дешевизной, хорошими литейными свойствами и обрабатываемостью. Но пониженная прочность и высокая хрупкость чугуна приводят к выходу из строя изготовленных из него деталей в процессе их эксплуатации. Для устранения дефектов применяют газовую и электродуговую сварку. При правильном выборе способов сварки и их тщательном выполнении, качество восстановленных деталей, как правило, отвечает требованиям эксплуатации.
По физическим свойствам, химическому составу и структуре чугун относится к ограниченно свариваемым сплавам, что обусловлено его низкой пластичностью и склонностью к отбеливанию.
Наиболее радикальным средством предупреждения появления трещин и отбеливания служит подогрев детали перед сваркой и медленное охлаждение ее после сварки. Однако в связи с большой трудоемкостью этого процесса (особенно для крупногабаритных деталей) рекомендуется пользоваться им лишь при невозможности применения холодной сварки.
К технологическим мерам, направленным против появления трещин и отбеливания при холодной сварке, относятся:
- предупреждение чрезмерного перегрева металла при сварке, достигаемого применением электродов малого диаметра, сваркой на пониженных режимах (малым током) и сваркой вразброс;
- правильный выбор электрода и метода сварки.
Особенности сварки чугунных деталей
Для получения хорошего качества сварки и наплавки должны быть учтены особенности чугуна:
- при сварке необходимо предохранять деталь от быстрого охлаждения шва;
- сварку можно вести только в нижнем положении (т.к. при напеве чугун быстро переходит из твердого состояния в жидкое);
- окислы чугуна плавятся при 1350-1400°С, а чугун - при 1200-1250°С;
- в качестве присадочного материала при газовой сварке применяют прутки марки «А» или части деталей изготовленных из серого нелегированного чугуна;
- сварочное пламя должно быть нормальным или с небольшим избытком ацетилена;
Заварку трещин и приварку заплат ведут по особой методике – “холодный способ”. Сущность которого в том, что деталь подвергается минимальному необходимому нагреву. Для этого сварка ведется током обратной полярности, предельно короткой дугой, электродами 3мм и короткими участками (10-12мм), электродами марки ОЗЧ-1 или МН-4-2.
Подготовка трещин под заварку
Замасленные детали должны быть предварительно промыты или выварены в моечном растворе, затем промыты теплой водой и высушены.
При толщине стенки до 4 мм трещину не разделывают, в этом случае на концах трещины сверлят отверстия 3-4 мм и зачищают поверхность под сварку шириной 15-20мм на сторону.
У разветвленных трещин зачищают все ответвления, трещины не разделывают. В местах крутых изгибов трещин сверлят отверстия диаметром 3-4мм во избежание растрескивания детали.
При толщине стенок более 5мм на концах трещины сверлят отверстия диаметром 4-6мм и трещину разделывают шлифовальным кругом с углом раскрытия, близким к 90°, притупление 2-3 мм.
При толщине стенки более 12мм на концах трещины надо сверлить отверстия диаметром 6мм и по возможности сделать Х-образный скос кромок и двустороннюю разделку.
Разделка сквозной трещины может быть одно- и двусторонней в зависимости от толщины стенок свариваемого участка; несквозную трещину следует разделывать до “здорового” металла Разделывать трещину можно концевой фрезой или шлифовальным кругом.
Порядок наложения сварных швов
Сварку тонкостенных деталей выполнять предельно короткой дугой участками 30-40 мм от середины трещины к концам с проваром корня шва обратноступенчатым методом.
При сварке не допускать местных перегревов. В случае перегрева детали необходимо прервать сварку и дать остыть детали без принудительного охлаждения (рука не должна ощущать ожога). При окончании сварки кратер вывести на шов и проковать шов.
Электроды для сварки и наплавки и режимы
Электроды ОЗЧ-2 представляют собой медную проволоку со специальным покрытием, содержащим железный порошок, и предназначаются для холодной заварки трещин, мест течи, приварки обломанных частей, вставок и других сварочных работ преимущественно на необработанных поверхностях. Электроды ОЗЧ-2 пригодны для сварки в нижнем, вертикальном и полупотолочном положениях на постоянном токе обратной полярности.
Электроды МНЧ-2 представляют собой проволоку из сплава НМЖМЦ (монель) с покрытием специального состава. Они предназначены для сварки и наплавки чугуна без подогрева. Электроды МНЧ-2 пригодны для сварки в нижнем, вертикальном и полупотолочном положениях на постоянном токе обратной полярности.
Газовая сварка металлов
При газовой сварке металл нагревается и расплавляется за счет сгорания газов (водорода, ацетилена) в струе кислорода.
Наибольшее распространение получила ацетилено-кислородная сварка.
Основные фаторы, определяющие режим газовой сварки, это:
- выбор флюса;
- выбор материала присадочного прутка;
- вид пламени;
- угол наклона горелки.
Флюсы служат для защиты свариваемой детали от насыщения газами и перевода окислов в легко плавкие соединения. Для черных металлов флюсом служат бура или борная кислота.
Б) Выбор материала присадочного прутка.
Материал присадочного прутка при газовой сварке по своим химическим и физико-механическим свойствам должен быть таким же, что и металл детали. Для стальных деталей применяют проволоку СВ-08 или СВ-08 СГ.
В) Выбор способа сварки .
Различают правый и левый способы ведения газовой сварки. При правом способе горелка помещается впереди присадочного прутка. Сварочное пламя направлено на шов, чем обеспечивается защита расплавленного металла от действия окружающего воздуха. Этот способ применяется при сварке деталей толщиной более 5мм.
При левом способе горелка помещается между деталью и присадочным прутком, который помещается впереди горелки. Этот способ не вызывает подогрева шва и применяется для сварки деталей толщиной менее 3мм.
Различают три вида пламени: нормальное, науглероживающее и окислительное.
- Нормальное пламя - применяется при сварке углеродистой и легированной сталей.
- Науглероживающее - при сварке чугуна.
- Окислительное - только при сварке латуни.
Д) угол наклона горелки.
Рассчитывается по зависимости: на каждый миллиметр толщины свариваемой детали -10°.
Оборудование для газовой сварки
При войсковом ремонте армейской автомобильной техники применяется оборудование:
- ацетиленовый генератор (АСМ-1,58 или АСМ-1,25);
- кислородный баллон с редуктором;
- газовая горелка с наконечниками от 0 до 7;
- кислородный резак;
- кислородные и ацетиленовые шланги;
- защитные очки
Электронно Цифровая Подпись
- Контакты:
- пн-пт: с 9-00 до 20-00
- сб: с 11-00 до 17-00
- Москва
Восстановление деталей способом сварки

Это подтверждается и практикой использования данных методов при выполнении ремонтных операций в самых разных областях – от починки автомобилей до производства металлопроката. В общем объеме работ по ремонту металлических конструкций восстановление деталей сваркой и наплавкой занимает порядка 60-70%. Наиболее распространена починка стальных блоков цилиндров, моторных валов, картеров, цепных звеньев, лопаток и т. д.

Сварка и наплавка в ремонтно-восстановительных работах
Оба способа основываются на методах термического воздействия с разными параметрами работы подключаемого оборудования. Под сваркой понимается процесс формирования межатомных связей, которые могут использоваться для соединения разных элементов детали, заделки технологических зазоров и устранения мелких дефектов на поверхности. Энергетический потенциал для сварочного процесса обеспечивается за счет общего или местного нагрева заготовки.
К типовым операциям данного рода можно отнести закрепление добавочных или отломанных частей пластин, венцов и втулок. Кроме ремонта изделий с простыми геометрическими формами, возможны и более сложные восстановительные задачи, но в составе с другими технологическими операциями. Например, восстановление резьбы сваркой будет дополняться процедурами механической правки и проточки. К тому же в подобных работах следует соблюдать требования к перегревам вспомогательного инструмента наподобие плашек, которые непосредственно участвуют в коррекции резьбы.
Что касается наплавки, то этот способ подразумевает нанесение дополнительного металлического покрытия на восстанавливаемую поверхность. Новый технологический слой может быть полезен при ремонте изношенных деталей или усиления поверхности в области трения.

Применяемое оборудование
При сварочных работах обязательно используется источник тока, оснастка для удержания детали и направления дуги. Чаще применяют сварочный преобразователь, в состав которого входит двигатель с генератором постоянного тока от 70 до 800 А. Также могут задействоваться выпрямители с трансформаторами тока и пускорегулирующей установкой. Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Требования к подготовке детали
И при сварке, и в процессе наплавки качество выполнения операции в немалой степени будет определяться изначальным состоянием заготовки. Поверхности детали должны быть зачищены от ржавчины, окалины, грязи и жира. В ином случае повышается риск сохранения непроваров, трещин и шлаковых включений. Особое внимание следует уделить обезжириванию от заводских и консервационных масел. Эту процедуру выполняют в горячем растворе, после чего изделие омывается и сушится. Перед восстановлением деталей способом сварки рекомендуется выполнять и пескоструйную обработку, что повышает качество ремонта. Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Какие электроды используются при восстановлении?

После подготовки основного рабочего оборудования и заготовки можно приступать к выбору электродов. Подбор зависит от вида металла, характера дефекта и требований к слою наплавки. Как правило, в распространенных случаях обломов и трещин используют обычные сварочные электроды с сопротивлением разрыву порядка 4 МПа. Для работы с углеродистыми сталями рекомендуется применять расходники, стержни которых выполнены из проволоки марки Св-08 толщиной 1,5-12 мм. Не стоит игнорировать и характеристики покрытия. Высокий стабилизирующий эффект при восстановлении деталей сваркой и наплавкой обеспечит меловая обмазка электрода типа Э-34. Она будет способствовать устойчивому процессу горения дуги, что позволит сформировать плотный и ровный шов.
Также сегодня используются нестандартные электродные расходники наподобие ленточных и трубчатых порошковых элементов. Обычно они представляют собой свернутые металлические ленты толщиной до 0,8 мм, поверхность которых наполнена различными порошкообразными легирующими смесями на основе ферромарганца, сталинита и др. К таким электродам стоит обращаться, если планируется наделять ремонтируемый участок дополнительными эксплуатационными свойствами.
Ручной дуговой метод сварки и наплавки

При восстановлении поврежденных сварных швов, заделке трещин и запайке герметичных корпусов можно применять ручной метод с графитовыми, угольными или вольфрамовыми электродами. В ходе работы берется пучок стержней с обмазкой и скрепляется проволокой. Окончания необходимо предварительно сварить и вставить в подготовленный держатель. В ходе работы электроды сформируют так называемую блуждающую дугу с широким полем действия. Чем больше площадь поврежденного участка, тем крупнее должен быть пучок. Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
Метод автоматической наплавки под флюсом
Автоматический процесс наплавки отличается тем, что подача электрода с перемещениями самой дуги по рабочей поверхности полностью механизируются. Флюс, в свою очередь, обеспечивает изоляцию целевой зоны от вредного воздействия кислорода. Метод задействуется для восстановления поверхностей плоских и цилиндрических деталей с глубиной износа до 15 мм. По мере увеличения размера дефекта может применяться несколько слоев наплавки, но в этом случае потребуется ожидание полимеризации каждого предыдущего пласта. Данная технология восстановления деталей сваркой и наплавкой требует подключения источников тока в виде преобразователя или выпрямителя с токарно-винторезным станком. В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.

Метод вибродуговой наплавки
В данном случае применяются плавкие электроды, которые в процессе горения дуги вибрируют с короткими замыканиями. Операции подачи и перемещения расходных материалов также автоматизированы. Несмотря на внешнюю сложность процесса, метод довольно простой и не требует применения специальной оснастки. Более того, в конечном счете можно ожидать исключения деформации детали с сохранением твердости без термической обработки. Однако есть и ограничения. Так, вибрационные способы восстановления деталей сваркой и наплавкой подходят для заготовок с диаметром не менее 8 мм или толщиной от 0,5 до 3,5 мм. Теоретически вибродуговая наплавка может выполняться в разных защитных средах с газом или флюсом, но на практике чаще задействуют жидкостную изоляцию – например, кальцинированный раствор соды.
Сварка и наплавка в газовых защитных средах
Этот метод предусматривает подготовку специального баллона со сжатой газовой смесью. Могут использоваться аргоновые и углекислотные газы, направляемые в зону сварки под высоким давлением. Задача смеси также сводится к защитной функции изоляции заготовки от негативного воздействия азота и кислорода в воздухе. Наиболее качественные соединения сваркой в газовых средах получаются при использовании вольфрамовых электродов с отдельным вводом в рабочую зону присадочных материалов. Наплавка осуществляется под постоянным током с обратной полярностью. Процесс может быть механизирован, если применяется электродная проволока, но операции с газоэлектрическими горелками обычно выполняют вручную.

Полуавтоматические способы сварки и наплавки
Альтернативная технология восстановления под давлением
Кроме термических способов сварки и наплавки, также применяется широкая группа контактных или холодных методов изменения структуры металлических заготовок. В частности, восстановление деталей сваркой под давлением осуществляется с помощью механических агрегатов с пуансонами. В процессе пластической деформации в точках контакта формируется сварное соединение с определенными параметрами. Конфигурация деформирующего эффекта будет зависеть от характеристик пуансона и техники оказания сжатия.

Заключение
На сегодняшний день не существует более действенных способов коррекции дефектов металлической структуры, чем сварка и наплавка. Другое дело, что в данных сегментах наблюдается активное развитие разных методик реализации технологии на практике. Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
Техническое Обслуживание и Ремонт Автомобилей
Сварка в ремонтном производстве находит очень широкое применение. Многие дефекты и повреждения устраняются сваркой, в том числе различные трещины, отколы, пробоины, срыв или износ резьбы и т. п. Сваркой называется процесс соединения металлических частей в одно неразъемное целое при помощи нагрева металла в местах соединения. При ремонте автомобильных деталей нагрев металла осуществляют газовым пламенем или электрической дугой. Так как детали изготавливаются из различных металлов (сталь, серый и ковкий чугун, цветные металлы и сплавы), то применяют соответствующий способ сварки.
Заваривают трещины на платформах и рамах, так же делают заплаты и разнообразные накладки и т.д.
Производят восстановление резьб путем наплавки с последующей обработкой и нарезанием резьбы плашкой или метчиком. Соответственно, ремонтируют наружные и внутренние резьбы.
Выбор технологии восстановления деталей:
Детали машин ремонтируют автоматической и полуавтоматической сваркой в углекислоте.
Автоматическая представляет собой полностью автономный процесс, нужно только лишь зафиксировать деталь и нажать кнопку, то же касается сварочных роботов.
При проведении ремонтно-восстановительных работ в автосервисе наиболее простой способ – полуавтоматической сварки, когда проволока подается с заданной скоростью, а горелка перемещается вручную вдоль шва. КПД полуавтомата существенно проще по сравнению с ручным инвертором и лучше качество шва. Газ, используемый для защиты: углекислота – активный , существенно окисляет расплавленную углеродистую сталь, а связывает и выводит кислород на поверхность марганец, в большом количестве присутствующий в проволоке 08Г2С. Сварка полуавтоматом в углекислоте идеальна для ремонта пальцев, фланцев карданных валов и т.д.
Популярна в деле ремонта и восстановления так же сварка под флюсом благодаря тому, что она обеспечивает высокую производительность и прочность, обеспечивая надежную защиту ванной. Она и названа так потому, что во время процесса дуга, зажженная между металлом и электродом скрыта под слоем флюса. Таким образом ремонтируют, например, распредвалы.
При небольшом износе на деталях с малым диаметром практикуют восстановление электроимпульсной наплавкой.
Сварка стальных деталей. Автомобильные детали изготавливают из углеродистых и легированных сталей. Малоуглеродистые и среднеуглеродистые стали хорошо свариваются газовой сваркой. Труднее сваривать газовым пламенем стали с содержанием углерода более 0,4%, термически обработанные и легированные стали. Это связано с тем, что с повышением содержания углерода температура плавления углеродистой стали понижается и пламенем газовой горелки легко ее пережечь.
При сварке легированных сталей образуются тугоплавкие окислы, которые остаются в сварных швах и придают им хрупкость. Поэтому для деталей, изготовленных из высокоуглеродистых, термически обработанных и легированных сталей, рекомендуется применять сварки электрической дугой, так как температура сварочной зоны у нее ниже, чем у газовой сварки.
Сварка чугунных деталей имеет определенные трудности, так как серый чугун из твердого состояния сразу переходит в жидкое. При местном нагреве возникают большие внутренние напряжения, которые могут привести к появлению трещин в основном металле. Быстрое охлаждение деталей, особенно тонкостенных, ведет к отбеливанию чугуна в зоне сварки. Это придает чугуну высокую твердость и хрупкость, и деталь становится непригодной для механической обработки.
Сварку чугуна можно выполнять двумя способами: холодным, т. е. без предварительного нагрева детали, и горячим, при котором деталь предварительно подогревают в печи.
При горячей сварке деталь медленно нагревают до температуры 600—650°С в специальных печах или горнах. Чем больше содержание углерода в чугуне, тем медленнее должна быть скорость нагрева. Предварительный нагрев осуществляют при сварке и заварке трещин в ответственных деталях и деталях сложной конфигурации. После подогрева деталь помещают в термоизоляционный кожух со специальными задвижками или закрывают листовым асбестом, оставляя открытым только место сварки.
В процессе сварки допускается охлаждение детали до температуры 350—400°С. Если за это время сварка не закончена, то необходимо деталь вновь нагреть и продолжать сварку. После сварки деталь следует медленно охлаждать. Рекомендуется предусмотреть отпуск для деталей сложной конфигурации и разной толщины стенок. Для этого их нагревают до температуры 600—650°С и медленно охлаждают.
Сварку можно вести электрической дугой или газовым пламенем. При газовой сварке применяют нейтральное пламя или пламя с небольшим избытком ацетилена. В качестве присадочного материала используют чугунные прутки диаметром 6—8 мм или малоуглеродистую сварочную проволоку. При сварке чугунными прутками применяют флюсы следующего состава; бура; смесь, состоящая из 50% буры, 47% двууглеродистого натрия и 3% окиси кремния; смесь, состоящая из 56% буры, 22% углекислого натрия и 22% углекислого калия. Флюс вносят в сварочную ванну путем погружения в него нагретого конца присадочного прутка.
Сварка деталей, изготовленных из сплавов цветных металлов. Латунные детали сваривают газовой сваркой. Применяют окислительное пламя с небольшим избытком кислорода. В качестве присадочного материала используют латунные прутки, содержащие кремний и алюминий, снижающие выгорание цинка из сварочной ванны.
Бронзовые детали также сваривают газовой сваркой. Сварочное пламя должно быть нейтральным. В качестве присадочного материала применяют бронзовые прутки с содержанием фосфора до 0,4%. Последний хорошо раскисляет металл шва и затрудняет выгорание олова и других примесей. После сварки деталь нагревают до 450—500°С, а затем быстро охлаждают.
Детали из алюминия и его сплавов лучше сваривать ацетилено - кислородным пламенем. При плавлении на поверхности сварочной ванны образуется тугоплавкая пленка окиси алюминия, которая препятствует процессу сварки. Температура плавления пленки окиси алюминия составляет 2050°С, ч.то значительно превышает температуру плавления сплава или алюминия, равную 660°С. Для растворения окислов и удаления их из сварочного шва применяют специальные флюсы. Наиболее распространенными являются два вида флюсов, имеющие в составе (%): первый— хлористого натрия—17, хлористого калия— 83; второй — хлористого калия — 45, хлористого натрия — 30, хлористого лития — 15, фтористого калия — 7, сернокислого натрия — 3.
В качестве присадочного материала используют прутки или кусочки такого же материала, из которого изготовлена деталь. Перед сваркой рекомендуется подготовленную деталь медленно нагреть до 250—300°С. Сварку следует вести быстро нормальным пламенем и держать мундштук сварочной горелки под углом наклона не более 30° к поверхности свариваемой детали. Для удаления остатков флюса и предотвращения коррозии шва осуществляют промывку его слабым раствором азотной кислоты с добавлением в раствор 2% хромпика. Для улучшения механических свойств сварного шва ответственные детали отжигают с нагревом до 300—350°С и последующим медленным охлаждением.
Способы восстановления деталей
В ремонтной практике применяются следующие основные способы восстановления изношенных деталей: механическая и слесарная обработка, сварка, наплавка, металлизация, хромирование, никелирование, осталивание, склеивание, упрочнение поверхности деталей и восстановление их формы под давлением. Как правило, после восстановления детали одним из способов ее подвергают механической или слесарной обработке, что необходимо для восстановления посадок сопряженных деталей, устранения овальности или конусности их поверхностей, обеспечения требуемой чистоты обработки.
Механической и слесарной обработкой восстанавливают детали с плоскими сопрягаемыми поверхностями (направляющие станин, планки, клинья). При износе направляющих до 0,2 мм их восстанавливают шабрением, при износе до 0,5 мм — шлифованием, а при износе более 0,5 мм — строганием с последующим шлифованием или шабрением.
При ремонте валов, осей, винтов и т. п. в первую очередь проверяют и восстанавливают их центровые отверстия. После этого поверхности, имеющие незначительный износ (царапины, риски, овальность до 0,02 мм), шлифуют, а при более значительных износах наращивают, обтачивают и шлифуют до ремонтного размера.
При ремонте изношенных деталей нередко возникают трудности при выборе способа базирования детали для обработки в связи с изменением основной установочной базы изношенной детали. В таких случаях ориентируются не на основные установочные, а на вспомогательные базы, и от них ведут обработку рабочих поверхностей. Наряду с восстановлением деталей механической обработкой при ремонте негодную часть детали иногда заменяют новой.
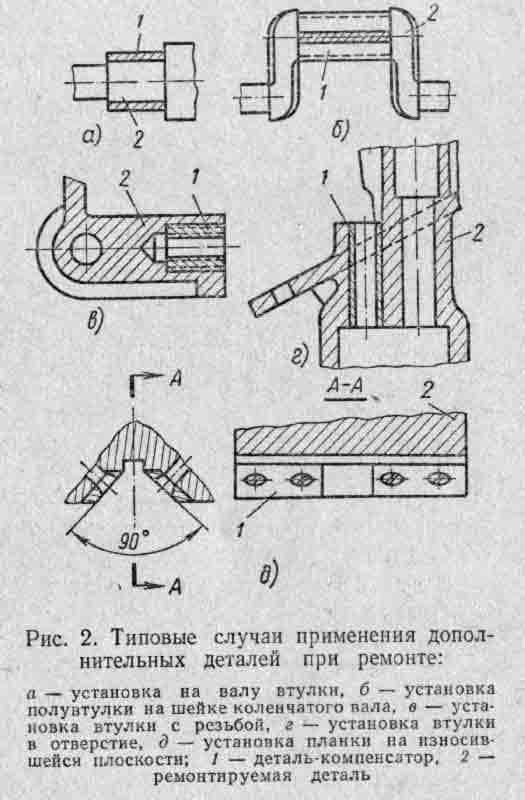
Применение компенсаторов износа. Чтобы восстановить первоначальные посадки сопряженных деталей, при их значительном износе применяют детали-компенсаторы. Одну из сопрягаемых деталей обрабатывают до ближайшего ремонтного размера и во вторую вставляют промежуточную деталь-компенсатор. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы устанавливают в сопряжении, в котором износ появился к моменту ремонта. Подвижные компенсаторы устанавливают тогда, когда можно, не производя ремонта, соответствующим перемещением компенсатора относительно основных деталей устранить зазор, образующийся вследствие износа деталей. Сменными компенсаторами для цилиндрических деталей служат втулки и кольца, а для плоских— планки. Для наиболее распространенных узлов станков сменные детали-компенсаторы целесообразно заготавливать заранее в соответствии со шкалой ремонтных размеров.
Типовые случаи применения деталей-компенсаторов, используемых для устранения износа сопряжений, показаны на рис.2. При износе наружной цилиндрической поверхности вала на него напрессовывают или сажают на клей втулку (рис. 2, а). На износившуюся шейку коленчатого вала устанавливают полувтулку (рис. 2, б). Если в отверстии «разработалась» резьба, то в него ввертывают дополнительную втулку (ввертыш) с вновь нарезанной резьбой (рис. 2,в). При износе внутренней цилиндрической или конусной поверхности в деталь также вставляют втулку (рис. 2,г). Износ плоскостей чаще всего компенсируют планкой (рис. 2, д), которую привинчивают к ремонтируемой детали. Как видно из примеров, сменные детали в большинстве случаев скрепляют с одной из деталей сопряжения при помощи прессовой посадки, винтов, сваркой или универсальным клеем.
Ремонт повреждений и заделка трещин. Дефекты, возникающие в деталях в результате действия внутренних напряжений, больших усилий или из-за механических повреждений (трещины, пробоины, значительные задиры, царапины и выкрашивания), устраняют слесарно-механической обработкой. Трещины и пробоины запаивают, заваривают, заливают, металлизируют, ставят штифты и заплаты. Заплаты применяют для заделки пробоин и больших трещин, соединяя заплату с основной деталью винтами или заклепками. Для чугунных и дюралюминиевых деталей используют винты, а для стальных — еще и заклепки.
Восстановление деталей сваркой и наплавкой
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Автоматизированные процессы сварки и наплавки являются более совершенными и экономически эффективными по сравнению с ручными способами. Наибольшее распространение в ремонтной практике получила автоматическая и полуавтоматическая дуговая сварка и наплавка под слоем флюса. Ручные способы сварки и наплавки менее совершенны, но являются незаменимыми при ремонте деталей машин в неспециализированных ремонтных предприятиях благодаря маневренности, универсальности и простоте процесса.
Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой.
Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Поверхность деталей очищают стальной щеткой, напильником, наждачным полотном, абразивным кругом, пескоструйным аппаратом, затем промывают бензином или керосином, а также подвергают щелочному травлению. Кромки листов свариваемых встык разделывают (скашивают) под углом (60—70°), а края изломов и пробоин выравнивают.
Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами.
Восстановление деталей металлизацией
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
Гальванические покрытия
Для повышения поверхностной твердости деталей и увеличения их сопротивления механическому износу, а также для восстановления размеров деталей их покрывают слоем хрома (хромируют) толщиной 0,25 и 0,3 мм.
Твердые хромовые покрытия подразделяются на два вида: гладкое и пористое. При гладком хромировании смазка на поверхности детали не удерживается из-за плохой «смачиваемости». При работе деталей возникает сухое трение, на трущихся поверхностях появляются задиры. Для устранения этого недостатка применяют пористое хромирование. В порах и каналах, образующихся на наружной поверхности детали, задерживается смазка, снижающая износ и удлиняющая срок службы деталей. Твердое гладкое хромирование применяют для восстановления размеров деталей, работающих с неподвижными посадками, а пористое — для деталей, работающих при значительных удельных давлениях, повышенных температурах и с большими скоростями скольжения. Поры и каналы в хромовых покрытиях чаще всего образуются электрохимическим способом, при помощи анодного травления.
Восстановление деталей путем гальванического наращивания слоя стали (осталивание, или железнение) — один из эффективных методов современной технологии ремонта. Осталивание в отличие от хромирования позволяет наносить слой металла значительно большей толщины (2—3 мм и более). Этим способом целесообразно восстанавливать; детали с неподвижными посадками или детали с невысокой поверхностной твердостью; детали, работающие на трение при величине износа более 0,5 мм; детали, работающие одновременно на удары и истира ние.
Твердое никелирование. Повышенная твердость никелевых покрытий достигается за счет применения электролитов специального состава, обеспечивающих получение осадков никеля с фосфором. Никелевые покрытия с содержанием фосфора обычно называют никельфосфорными покрытиями, а процесс их получения — твердым никелированием. Твердое никелирование может осуществляться электрическим и химическим способами. Химическое никелирование является более простым и осуществляется путем выделения никеля из растворов его солей с помощью химических препаратов — восстановителей.
Восстановление изношенных деталей давлением
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, т. е. их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла. Применяя обработку давлением, можно восстанавливать детали, материал которых обладает пластичностью в холодном или нагретом состоянии. Изменение формы детали и некоторых ее размеров в результате перераспределения металла не должно ухудшать их работоспособность и снижать срока службы. Механическая прочность восстановленной детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением относятся:
- осадка при восстановлении втулок, пальцев, зубчатых колес;
- раздача при восстановлении пальцев поршней, роликов автоматов и т. п.;
- обжатие при восстановлении вкладышей подшипников и втулок;
- вдавливание при восстановлении зубчатых колес и шлицевых валиков;
- правка для выправления гладких и коленчатых валов и рычагов;
- накатка для увеличения диаметра шеек и цапф валов за счет поднятия гребешков металла при образовании канавок.
Метод пластического деформирования при ремонте деталей применяется не только для восстановления размеров изношенных деталей, но и с целью повышения их прочности и долговечности. Поверхностное упрочнение деталей повышает износостойкость и прочность деталей.
Пластическое деформирование деталей производят также обработкой стальной или чугунной дробью, чеканкой, обкаткой роликами или шариками.
Восстановление и склеивание деталей с использованием пластмасс
Для восстановления изношенных деталей при ремонте металлорежущих станков применяют пластмассы. В качестве клея пластмассы широко используются для склеивания поломанных деталей, а также для получения неподвижного соединения деталей, изготовленных из металлических и неметаллических материалов. При ремонте металлорежущих станков наибольшее распространение получили такие пластмассы, как текстолит, древеснослоистые пластики и быстро твердеющая пластмасса— стиракрил. Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
Одним из эффективных способов получения неподвижных соединений является склеивание деталей. По сравнению с клепкой, сваркой и сбалчиванием клеевые соединения имеют такие преимущества, как соединение материалов в любом сочетании, уменьшение веса изделий, герметичность клеевых швов, антикоррозионную стойкость и во многих случаях снижение стоимости ремонта изделия. В практике ремонта металлорежущих станков широко используется карбинольный клей и клей типа БФ. Детали, склеенные карбинольным клеем с наполнителем из непористого материала, устойчивы против действия воды, кислот, щелочей, спирта, ацетона и подобных растворителей. Различные марки клея БФ отличаются содержанием компонентов и назначением.
Процесс восстановления деталей склеиванием состоит из трех этапов: подготовки поверхности, склеивания и обработки швов. Поверхности деталей, подлежащих склеиванию, очищаются от масла, загрязнений и хорошо пригоняются. Клей наносят кистью или стеклянной палочкой. Жидкий клей наносят на обе соединяемые поверхности.
Для склеивания деталей, работающих при температуре 60—80° С, применяют клей БФ-2. Для склеивания деталей, работающих в щелочной среде, — клей БФ-4. Клеем БФ-6 приклеивают ткани и резину к металлу.
Клей БФ наносят на склеиваемые поверхности в два слоя с перерывом примерно в 1 ч 15 мин. Соединяемые детали принимают одну к другой (1 — 15 кГ/см 2 ) и выдерживают под прессом.
Выдержка склеенных деталей под прессом
| Марка клея | БФ-2 | БФ-4 | БФ-6 |
| Температура, °С | 120—200 | 60—90 | 150—200 |
| Длительность выдержки, ч | 1—3 | 3—4 | 0,25—1 |
Чтобы разобрать склеенные детали, их необходимо нагреть до 200° С и выше.
Читайте также: