Вращатели для сварки кольцевых швов
Обновлено: 14.05.2024
В стоимость оборудования входит:
- пуско-наладка
- отработка техпроцесса (по договоренности)
Гарантия на производимое оборудование 1 год.
Применение:
Предназначены для промышленной сварки и наплавки кольцевых швов в условиях с повышенными нагрузками. Используется в совокупности с одной или двумя горелками, что позволяет полностью автоматизировать процесс сварки кольцевые швов.
Выполняемые задачи: сварка огнетушителей, емкостей, ресиверов, сварка и наплавка деталей ж/д вагонов, восстановление, наплавка шеек коленчатых валов (ремонт валов), металлизация и восстановление, наплавка гребней шнеков (ремонт шнеков) и т.п.
Данный сварочный вращатель включает в себя устройства, позволяющие полностью синхронизировать порядок включения (отключения) всех составных механизмов, используемых при сварке.
Диапазон изменения скорости вращения, об/мин.; от 0,01 до 10,0 об/мин; от 0,01 до 10,0 об/мин; от 0,01 до 10,0 об/мин Диаметр устанавливаемого изделия, max; 600 мм; 900 мм; 900 мм Длина устанавливаемого изделия, max; 2000 мм; 3500 мм; 5000 мм Вес устанавливаемого изделия, max; 150 кг; 300 кг; 500 кг Направление вращения патрона; Реверсивное; Реверсивное; Реверсивное Токоподвод; Через вал патрона; Через вал патрона; Через вал патрона Универсальный зажимной патрон шпинделя; D 200; D 250; D 315 Универсальный зажимной патрон задней бабки ; D 100; D 160; D 200 Пневматический подвод сварочной горелки; +; +; + Сенсорная операторская панель; +; +; + Потребляемая мощность; 1,4 кВт; 2,5 кВт; 3,6 кВт Масса установки, не более; 260кг; 360 кг; 520 кг Номинальное напряжение питающей сети; 220 В; 220 В; 220 В
- Каретка с штативом-держателем сварочной горелки (для возможности сварки двух или более швов одновременно)
- Пневматический поджим задней бабки
- Педаль дублирующая кнопку "Пуск"
- Быстрозажимной 3-х кулачковый патрон D200
- Быстрозажимной 3-х кулачковый патрон D300
- 3-х кулачковый зажимной патрон D250
- 3-х кулачковый зажимной патрон D315
- Задняя бабка с 3х кулачковым патроном D315
- Задняя бабка с 3х кулачковым патроном D250
- Задняя бабка с 3х кулачковым патроном D200
- Задняя бабка с 3х кулачковым патроном D160
- Поддерживающие роликовые опоры с регулируемой высотой
- Отверстие в шпиндельном узле для подачи газа или крепления изделий
- Аппарат для полуавтоматической сварки MIG/MAG
- Аппарат для аргонодуговой сварки TIG
Принцип работы на установке ТОМ-16А:
1. Изделие устанавливается на вращатель и закрепляется с одной или двух сторон при помощи 3х кулачковых патронов .
2. В ручном или автоматическом режиме выставляется горелка на нулевую отметку шва.
3. На сенсорной операторской панели задаётся: скорость вращения, перекрытие шва, пауза зажигания дуги.
4. На пульте управления, выбирается автоматический режим и нажимается кнопка "Пуск"
5. Горелки с помощью пневматического привода подводятся в зону сварки
6. Запускается процесс сварки кольцевого шва до остановки.
Работа на установке позволяет полностью исключить влияние человеческого фактора на качество продукции.
Представленные технические характеристики и дополнительные опциями формируются под техническое задание заказчика, возможны разные степени автоматизации процесса, характеристики сварочного оборудования. Стоимость оборудования варьируется в зависимости выбранного комплекта и согласованного технического задания Заказчика. Картинка может отличаться от произведенного изделия т.к все изделия уникальны.
Специальная установка для многопроходной сварки кольцевых швов
Основной сферой деятельности заказчика является производство гидроцилиндров для машиностроительной отрасли как на российский рынок, так и на европейский. Клиент осуществляет поставку своей продукции по всему миру, и к качеству его продукции предъявляются очень высокие требования.
Для уменьшения количества отбракованных изделий, в связи с образованием пор в сварном шве, клиенту необходимо было внедрить в производство сварочную установку с возможностью непрерывной многопроходной сварки кольцевых швов.
Инженеры компании «ДельтаСвар» совместно с партнерами – компанией ProArc – разработали специальную сварочную установку CW-230 для выполнения задач клиента, где в автоматическом режиме изменяется скорость вращения и режимы сварки для каждого прохода. В качестве сварочного оборудования интегрирован полуавтомат с жидкостным охлаждением EWM Phoenix 401.

Данный сварочный комплекс является наиболее экономически выгодным решением в сравнении с аналогичным оборудованием других производителей!
Специалисты «ДельтаСвар» провели производственные испытания и пуско-наладочные работы, а также обучили персонал заказчика работе с комплексом.
Заказчик остался очень доволен полученным результатом. Влияние человеческого фактора сведено к минимуму, что сказалось на значительном увеличении качества выпускаемой продукции.
В результате, клиентом принято решение о приобретении 3-х аналогичных установок!


Данное решение идеально подойдет производственным предприятиям, где существует необходимость в многопроходной сварке кольцевых швов без прерывания дуги – для предотвращения образования пор в сварном шве.

Внедрение на производство автоматизированной установки ProArc MP-1212E для сварки наружных кольцевых швов
В компанию «ДельтаСвар» обратился один из ведущих мировых производителей строительной техники (подъемных кранов, самосвалов, землеройных машин). Также компания производит авиационные комплектующие и бытовую холодильную технику. В связи с увеличением количества заказов у отдела главного инженера предприятия возникла потребность в автоматизации сварки наружных кольцевых швов диаметрами от 40 до 350 мм и толщинами до 20 мм в среде защитных газов. .

Поставка установки для автоматической сварки кольцевых поворотных швов E.Z.Arc
В компанию «ДельтаСвар» обратился партнер, с которым нас связывают продолжительные рабочие отношения. Ввиду этого, специалисты ООО «ДельтаСвар» уже знакомы с производством и знают его проблемы и задачи. .

Оснащение производства гидроцилиндров универсальной установкой для сварки кольцевых швов
В компанию «ДельтаСвар» обратилось руководство промышленного предприятия, занимающегося разработкой и изготовлением гидравлических систем. Задачей было оснащение цеха оборудованием для сварки кольцевых швов деталей гидроцилиндра. .

Внедрение на производство автоматической установки для сварки трубопроводной арматуры с применением системы ProArc EZArc
Руководством компании, выпускающей трубопроводную арматуру, была поставлена задача: автоматизировать сварку кольцевых швов с целью увеличения объема производства шаровых кранов. Совместно с увеличением производительности необходимо получить качественный и визуально эстетичный сварной шов. Данная операция является одной из самых трудоемких при изготовлении шарового крана. .

Внедрение автоматизированного комплекса сварки резервуаров для химической промышленности
Автоматизация производства является закономерным этапом развития любого производства. Повышение качества, увеличение производительности, снижение влияния человеческого фактора — все это происходит при внедрении автоматических комплексов для сварки. С задачей по сварке резервуаров «под ключ» на одном оборудовании в компанию «ДельтаСвар» обратилась производственная компания, основной сферой деятельности которой является производство резервуаров для химической промышленности (используются для .
Сварочные вращатели и манипуляторы
Полезным вспомогательным оборудованием является сварочный вращатель. На него устанавливаются круглые заготовки, плотно фиксируются. Варить фитинги, фланцы можно непрерывно, достаточно отрегулировать скорость поворачивания механизма вокруг своей оси под режим сварки. Она у каждого сварщика своя, зависит от опыта.
Поворотное оборудование облегчает труд сварщика, избавляет от излишних манипуляций. Цилиндрические заготовки не нужно постоянно переставлять, сделать это одной рукой бывает непросто.
Устройства постоянно совершенствуют:
- автоматизируют;
- оснащаются блоками управления.
Вращательное приспособление – это не просто поворачивающиеся подставки, а удобные манипуляторы, используемые на больших промышленных предприятиях и в маленьких мастерских. Наплавочные круговые швы получаются аккуратными, ровными.

Определение и назначение вращателей
Оборудование разрабатывалось для сварки кольцевых швов соосных конструкций, циклонов, газоходов, трубопроводов сложной конфигурации. Сварочный вращатель состоит из трех основных узлов:
- опорная конструкция в виде платформы или опорных стоек;
- узла крепления деталей;
- поворотного механизма, обеспечивающего необходимую скорость поворота сварных заготовок.
Грузоподъемность механизмов достигает нескольких тонн. Скорость вращения зависит от мощности электропривода. Крутящий момент до 200 ньютонов передается на ось.
Вспомогательное устройство обеспечивает рациональное расположение свариваемых заготовок. Механизм работает в ручном и автоматическом режиме. Установлен на массивной или жестко закрепленной платформе. Конструкция стабилизирует положение трубных заготовок, при фиксации зазор регулируется. Расстояние между далями зависит от коэффициента линейного расширения сплава.
При выборе устройства важно учитывать пространственное положение заготовок. Вращательные приспособления предназначены для работы в горизонтальном или вертикальном положении. Есть универсальные модели, на которых ось устанавливается под любым нужным углом, они нужны для создания сегментных элементов сложной геометрии.
Область применения
Оборудование выпускают различных размеров, грузоподъемности, типов. Сварочный вращатель удобен при формировании внутренних и наружных швов. Без этого вспомогательного механизма невозможно надежное соединение деталей различной формы:
- круглых;
- цилиндрических;
- сегментарных;
- полусферических.
Сварочный вращатель применяют при любом виде сварки:
- электродуговой обычной и с применением флюсов;
- аргоновой и в среде другого газа, защищающего расплавленный металл от окисления;
- сварки полуавтоматом с применением наплавочной проволоки;
- газовой;
- лазерной;
- плазменной;
- автоматической, подставка может вращаться со скоростью до 4 тысяч оборотов в минуту.
Оборудование часто применяется для работы с трубными заготовками. Их сложно фиксировать на рабочем столе или другой ровной поверхности. Вспомогательное устройство необходимо при реставрации дисков, литых круглых деталей в автомастерских. Наплавка истертых фрагментов упрощается, образуется ровный диффузный слой.
Классификация сварочных вращателей
Тип и конструкцию вспомогательного механизма выбирают под вид свариваемых элементов. Вращатель для сварки классифицируют:
- по способу вращения и системе опорных частей;
- количеству и числу осей поворота;
- углу наклона;
- системе привода (электрический, ручной или ножной);
- по способу применения (универсальные, специализированные);
- функциональности.
Горизонтальные
Предназначены для формирования кольцевых внутренних и наружных швов. У сварочного вращателя горизонтального есть функция остановки после полного кругового цикла. Допустимая длина заготовки – 2,5м, максимальный вес свариваемых изделий 6,3 тонны. Детали устанавливаются перпендикулярно опорной платформе, вращаются вокруг своей оси, положение сварочного оборудования стационарное.
Вертикальные
Обеспечивают вращение заготовок в вертикальной плоскости. Применяется:
- при аргоновой автоматической и полуавтоматической сварке;
- применении флюса;
- наплавки металла.
Линейная длина обрабатываемых деталей – до 2 м, предельный вес – 2 т.
Роликовые
Особенность сварочных роликовых вращателей – деталь удерживается за счет собственного веса. Она укладывается на несколько пар роликов, которые обеспечивают вращение с необходимой скоростью. Предназначены для сварки мелких и крупногабаритных деталей, допустимая длина – 4 м. Оборудование выдерживает до 20 т. Производители выпускают роликовые вращатели-толкатели в большом ассортименте.
Универсальные
Название оправдано. Вращатели сварочные универсальные способны удерживать свариваемые элементы в любой плоскости. Предназначены для стационарной сварки сложных магистральных участков трубопровода. Допустимая длина свариваемых фрагментов – 1,9 м, общий вес конструкции до 2 т.
Что такое сварочные манипуляторы
Устройство сварочных вращателей и манипуляторов идентичное. Отличаются они по функциональности, электронному оснащению. Настройка программы занимает несколько минут, фиксация и разблокировка – автоматические.
Манипуляторы сварочные намного практичнее вращательных аналогов. Достоинства:
- быстрая переналадка, легко меняется траектория движения деталей;
- прочность соединений;
- универсальность, один вид оборудования можно настроить для работы с деталями различных типоразмеров.
Модульная конструкция используется для автоматической и полуавтоматической сварки.
Разновидности манипуляторов
Модели различают по возможностям перемещения свариваемых заготовок, габаритам готовых узлов, весу. Сварочные манипуляторы бывают нескольких типов:
- консольные;
- карусельные;
- рычажно-секторные;
- одноопорные;
- с двумя опорами (предназначены для удерживания длинных элементов);
- универсальные с частичным или полным уравновешиванием относительно оси наклона;
- манипуляторы-позиционеры, обеспечивающие маршевую скорость в любом положении;
- специализированные, предназначенные для сварки элементов сложной конфигурации.
Оборудование приобретают для:
- мелкосерийного производства;
- единичного выпуска металлоизделий;
- частой смене типа свариваемых деталей.
При поточной работе, большом объеме выпуска сварных изделий покупка дорого оборудования экономически оправдана. Модели оснащают датчиками слежения. Они контролируют величину зазора, качество соединения. Система двойного контроля – залог надежного сварного шва.
Процент брака при применении вспомогательного поворотного оборудования незначительный. Дуга стабильно поддерживается, формируется ровный валик, шов получается без наплывов и прожогов. Автоматизированные вспомогательные устройства нужны для соединений, от прочности и герметичности которых зависит безопасность эксплуатации готовых сварных швов. Когда малейшее отклонение точки сварки негативно влияет на жесткость швов.
Роликовые сварочные вращатели
Роликовые сварочные вращатели - промышленное оборудование, предназначенное для перемещения резервуаров, труб и корпусов цилиндрического сечения малых, средних и крупных размеров. Они используются в качестве опоры при выполнении операций нанесения лакокрасочных покрытий, сборки, резки и сварки.


















Предназначение
Сварочные роликовые вращатели, предназначенные для механической циркуляции цилиндрических деталей, нашли свое применение в ручной, полуавтоматической и автоматической сварке. При этом выполняется операция сварки не только наружных, но и внутренних швов.
С началом применения вращателя процесс сварки значительно облегчился, стал более эффективным, автоматизированным. При помощи такого устройства свариваемое изделие легко устанавливается в удобное для оператора положение. При этом обрабатываемая деталь перемещается со скоростью, соответствующей скорости формирования сварочного шва. Это сварочное приспособление представляет собой конструкцию из шкафа управления, стойки с циркулярным приводом и подвижной задней стойки. Существуют как ручные, так и автоматические вращатели.
Технология сварки кольцевых швов
Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
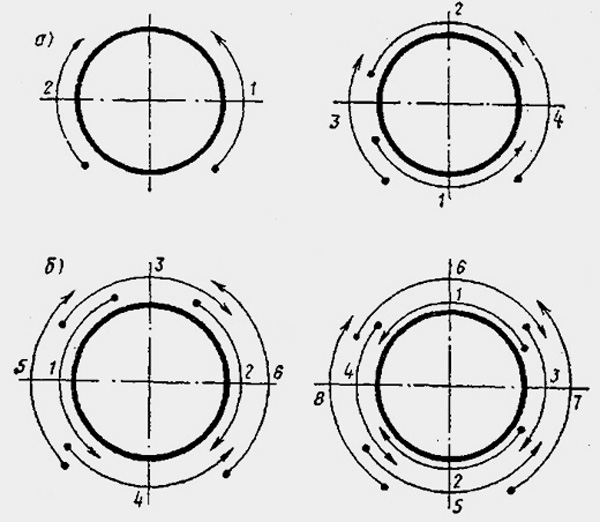
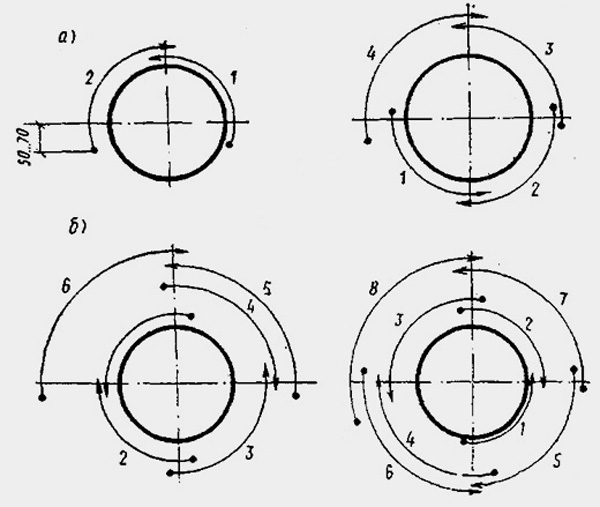
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
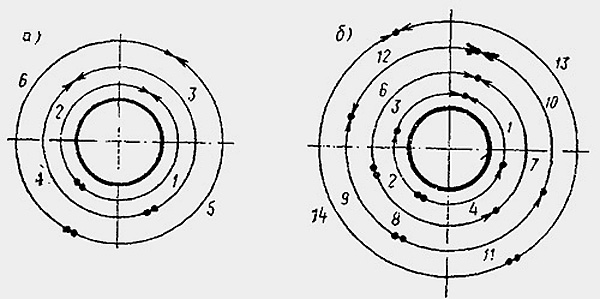
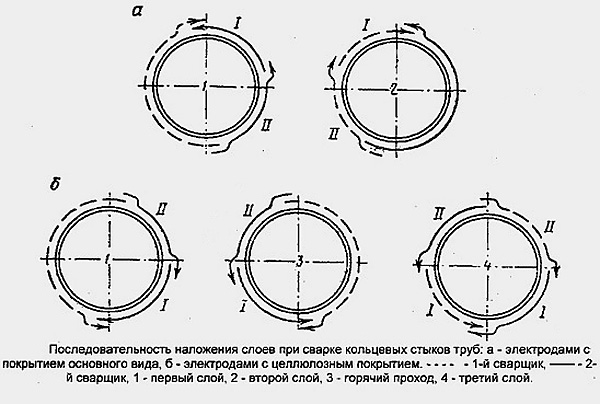
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
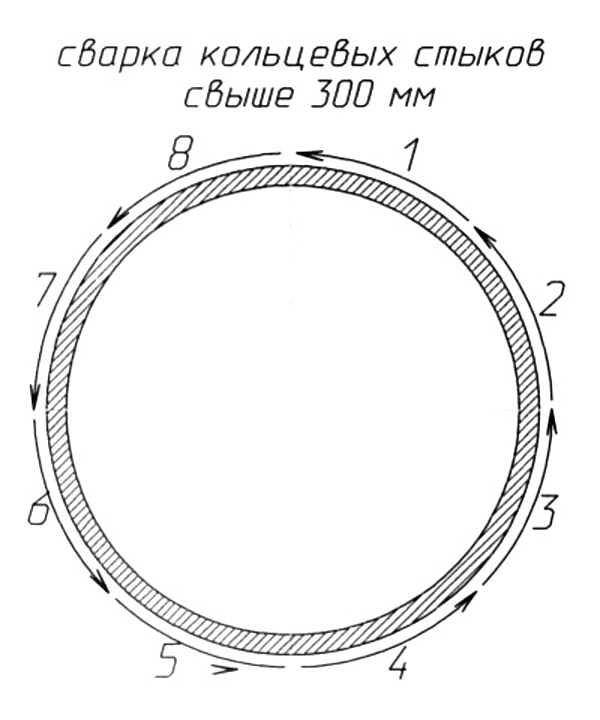
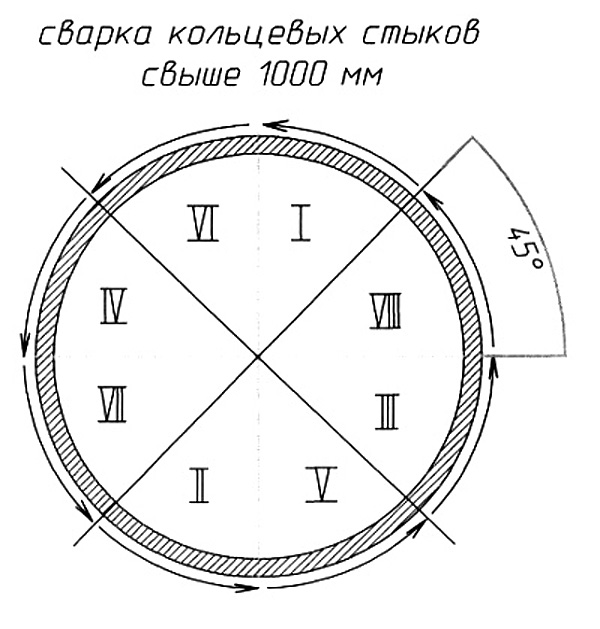
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Читайте также: