Вредные факторы при сварке алюминия
Обновлено: 18.05.2024
При газоэлектрической сварке в процессе всей работы сварщик пользуется электрическими установками и электрооборудованием.
Опасность поражения электрическим током возникает при непосредственном соприкосновении с металлическими частями установок, находящимися под напряжением или случайно оказавшимися под напряжением.
Напряжение холостого хода сварочных генераторов постоянного тока не должно превышать 80 В. Для генераторов с номинальным током более 350 А допускается увеличение напряжения холостого хода до 90 В. Напряжение холостого хода трансформаторов на 350 А и более не должно превышать 70 В, а трансформаторов на 100 А — 75 В. Трансформаторы с вторичным напряжением холостого хода более 70 В должны быть выполнены с устройством, обеспечивающим при обрыве дуги автоматическое отключение трансформатора с выдержкой не более 0,5 сек.
Все электросварочные установки и агрегаты должны быть оборудованы пускателями, регулирующими реостатами и измерительными приборами, обеспечивающими возможность непрерывного контроля за работой установки.
Сварочные провода должны быть соединены способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Применение электросварочных проводов с поврежденной изоляцией запрещается.
Все металлические части (корпусы электродвигателей и сварочных машин, кожухи трансформаторов и регуляторов, каркасы распределительных щитов, сварочные столы и т. п.), которые могут оказаться под напряжением при каких-либо неисправностях, должны быть заземлены. Состояние заземления и изоляции всех проводов подлежит ежедневной проверке до начала работ.
Все маховички, рукоятки и т. п., к которым сварщик прикасается в процессе сварки, должны быть сделаны из диэлектрического материала. Для защиты от случайного, прикосновения к токоведущим частям осциллятора последний должен быть помещен в металлический заземленный кожух. Для выводов осциллятора используется высоковольтный провод марок ПВГ, ПВЛ-2 или ПВЛЭ-2,
Для защиты от возможного воздействия электрического тока и удобства ношения спинка ранца переносных шланговых полуавтоматов должна быть покрыта мягкой изолирующей прокладкой.
Горелки для газоэлектрической сварки не должны иметь открытых токоведущих частей, а рукоятки их должны быть покрыты диэлектрическим я изолирующим материалом. В случае появления искрения между корпусом горелки и деталью или сварочным столом, сварку следует прекратить до устранения неисправностей горелки (очистка сопла, смена изолирующей шайбы и пр).
Штепсельные соединения проводов для включения в электросеть переносных пультов убавления электросварочных автоматов и полуавтоматов должны иметь заземляющие контакты. Длина питающих переносных кабелей должна быть минимальной, но такой, чтобы кабель не приходилось натягивать и перегибать.
Трубки для газа и охлаждающей воды электросварочных автоматов и полуавтоматов должны быть цельные, не допускается пропуск газа и воды в местах соединения их со штуцерами. Выход охлаждающей воды из сварочных горелок должен быть видимым. В случае прекращения подачи воды сварку следует прекратить. Электропровода и трубки для газа и воды, соединяющие переносные пульты управления со сварочными головками автоматов, должны быть заключены в общий резиновый шланг.
При газоэлектрической сварке неизбежно ультрафиолетовое и инфракрасное излучение дуги, которое оказывает вредное действие на организм сварщика. Мощность излучения при газоэлектрической сварке в несколько раз превышает мощность излучения при электродуговой сварке покрытыми электродами. Поэтому каждый сварщик, выполняющий газоэлектрическую сварку алюминиевых сплавов, для защиты лица, шеи и глаз должен быть обеспечен маской или щитком с защитными стеклами-светофильтрами ЭС различной прозрачности в соответствии с величиной сварного тока, и именно: ЭС-100 — при сварочном токе до 100 А; ЭС-300 — при с зарочном токе 100—300 А; ЭС-500 — при сварочном токе свыше 300 А. Для предохранения стекла ЭС от брызг расплавленного металла и загрязнения перед ним должно быть вставлено бесцветное стекло, которое следует регулярно менять по мере загрязнения. Между стеклом ЭС и прозрачным стеклом необходим зазор 0,5— 1 мм для защиты глаз от перегрева.
На машинах автоматической сварки против сварочной головки со стороны оператора должен быть установлен откидывающийся щиток размером не менее 200x200 мм с защитным светофильтром ЭС необходимой прозрачности.
Для защиты работающих рядом от воздействия излучения сварочной дуги рабочее место сварщика необходимо огораживать щитками, окрашенными краской, содержащей окись цинка, которая поглощает ультрафиолетовые лучи.
Баллоны со сжатыми газами и их эксплуатация должны соответствовать требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением». Разрешается использовать только те баллоны, у которых не истек срок испытания. При перевозке и эксплуатации баллоны с газом необходимо предохранять от резких толчков, ударов и от перегрева.
Единичные баллоны следует транспортировать с помощью ручных тележек или специальных носилок. Запрещается переносить баллоны на плечах и руках. При транспортировке вентиль баллона должен быть закрыт колпачком.
У рабочего места баллоны должны быть установлены вертикально или в наклонном положении и закреплены в специальных стойках. Баллоны со сжатым аргоном или гелием следует устанавливать от сварочной горелки на расстоянии не менее 5 м, а от приборов отопления не менее 1 м. При наличии экранов эти расстояния могут быть уменьшены. Ремонт баллонов и вентилей производится только на заводах-наполнителях газов.
При газоэлектрической сварке алюминия и его сплавов выделяется значительное количество аэрозолей.
Предельно допустимая концентрация пыли алюминия, окиси алюминия и сплавов алюминия составляет 2 мг/м3.
Для удаления пыли и газов непосредственно от места их образования необходима местная вентиляция. При ручной и полуавтоматической газоэлектрической сварке на стандартных постах следует применять наклонные панели равномерного всасывания или вертикальные панели, расположенные над столом. При сварке крупногабаритных изделий вне кабин необходимо применять односторонние или двусторонние панели равномерного всасывания, устанавливаемые на поворотном воздуховоде.
Сварка внутри замкнутых пространств без вентиляции не допускается. Вентиляция должна быть обязательно приточно-вытяжной. Вытяжка должна осуществляться из верхней зоны, а при сварке в аргоне — из самой нижней части. Для отсоса могут быть использованы центробежные вентиляторы высокого давления или многоступенчатые центробежные машины.
В процессе работы сварщик должен следить, чтобы газы и пыль, поднимающиеся от дуги, не попадали за щиток в зону дыхания. Для защиты от аэрозолей рекомендуется работать с респиратором или противогазом.
Кроме местных отсосов, необходима общеобменная вентиляция с вытяжкой из верхней зоны помещения. В зимнее время приточный воздух следует подогревать.
Опасные факторы при сварочных работах
Сварочные работы – сложный и сопряженный с множеством рисков и вредных факторов видов работ. Сварочные процессы встречаются на каждом промышленном предприятии и могут занимать как основополагающую функцию в создании новых продуктов, например в машиностроении, так и вспомогательную, например, при проведении ремонтных работ.
Излучения при сварочных работах бывают трех видов: ультрафиолетовое (УФ), видимое и инфракрасное (ИК) излучение. Все они могут нанести вред здоровью.
УФ-излучение делится на 3 вида волн – УФ-А (320-380 нм), УФ-В (290-320нм), УФ-С (180-290нм). Самые длинные волны УФ-излучения, также называемые УФ-А, присутствуют во всех наружных средах. Чрезмерное воздействие может вызвать зрительную усталость или снежную слепоту. Ультрафиолетовые волны вида УФ-B присутствуют как от солнечного излучения, так и в некоторых промышленных условиях. Излучение УФ-C имеет самую короткую длину волны и не распространено в природе, так как они поглощаются атмосферой, но присутствуют в некоторых промышленных средах, таких как сварка.
При кратковременном воздействии УФ-излучения от сварки на зрение, в следствии токсической реакции во внешнем слое роговицы, может появиться ощущение «песка в глазах» и ненормальная чувствительность к источникам света (светобоязнь). Эти симптомы могут не проявляться в течение нескольких часов после воздействия. При появлении обычно проходят через 24-48 часов.
При длительном воздействии на зрение УФ-излучение от сварки может вызвать катаракту и злокачественную меланому. УФ-излучение от сварки в настоящей оценке, выполненной ВОЗ, классифицировалось как «канцерогенное для человека».
Воздействие яркого видимого излучения от сварки всегда сопровождаются воспалением и расширением сосудов глаз. Иногда кровеносный сосуд может протечь, вызвать кровотечение на поверхности глаза и оставить красное пятно. В долгосрочной перспективе могут возникнуть патологии с сетчаткой глаз.
ИК-излучение может оказывать влияние на хрусталик глаза, в следствии его нагрева, и вызывать катаракту при длительном воздействии.
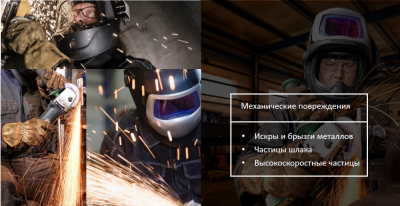
Механические повреждения глаз составляют четверть всех травм при сварке, что делает их наиболее распространенными травмами для сварщиков. Каждый год только в США более 300 миллионов долларов тратится на расходы, связанные с травмами глаз на рабочем месте. Это включает в себя медицинские расходы, компенсацию работникам и потерянное время производства.
Обычно такие травмы очень болезненны, требуют немедленной врачебной помощи и, скорее всего, приведут к больничному для работника.
Практически всех травм глаз можно избежать, используя подобранное с учетом опасных факторов, рисков и особенностей рабочего места СИЗ глаз.
В процессе сварки происходит быстрый нагрев металлов до высоких температур, а именно до состояния плавления либо кипения металла в сварочной ванне. В этот момент выделяются газы, состав и концентрация которых зависит от среды, в которой проводятся сварочные работы, типа сварочных работ и условий рабочего места сварщика. Часть свариваемого металла испаряется и, довольно быстро охладившись до температуры окружающего воздуха, конденсирует в мелкодисперсный аэрозоль, который может находится в воздухе около 2 дней. Таким образом, за год сварщик может вдыхать десятки, а иногда и сотни грамм сварочного аэрозоля, размер частиц которого разнится от сотых долей микрона до нескольких микрон.
При кратковременном воздействии сварочных дымов на организм отмечается раздражение глаз, кожи, тошнота, головная боль, головокружение и литейная лихорадка.
Сварочные дымы при длительном воздействии оказывают негативное влияние, в первую очередь, на работу органов дыхания, а также центральную нервную систему.

Защита от воздействия сварочных дымов должна быть перманентна. При подборе СИЗ органов дыхания для сварщиков, необходимо учитывать не только наличие и концентрацию аэрозолей в составе сварочных дымов, но и газов.
Опасное влияние шума и методы защиты от него уже давно описаны. Существуют решения, которые позволяют не только защищать работников от вредного шума, но и быть «на связи», т.е. слышать, слушать, говорить в условиях повышенного шума. Однако, по статистике выявленных профзаболеваний нейро-сенсорная тугоухость уже несколько лет лидирует в России (3 место среди сварщиков). Данный факт лишний раз подчеркивает необходимость более разностороннего подхода к подбору СИЗ слуха.
Использование СИЗ должно быть обязательным условием при нахождении на рабочем месте, где есть вредные факторы. СИЗ должны быть удобные и комфортные, т.е. такими, которые сварщики хотели бы использовать.
При разработке своих решений компания 3М учитывает эти факторы и предлагает сварщикам функциональные, комфортные и удобные решения, используя которые, сварщику станет проще выполнять свои задачи. Таким образом, мы стремимся к 100%-ому использованию СИЗ.
Медкомиссия и Вред здоровью от сварки
Я бы хотел услышать всю правду о вредности здоровью, все пугают что если работать сварщиком то уже через пару лет будут осложнения со зрением и дыхательными путями, а лет через 10, сварщик становится живым трупом с прогнившими лёгкими и зрением -10
Скажите, как оно на самом деле? Каков вред зрению, органам дыхания и прочим?
Как лучше защищаться, какой светофильтр использовать в маске, спасает ли от газов расператор и какой лучше использовать?
Ну и любые наставления и правду матку от вреде здоровью и сохранению его
УУУУУУ, любимая моя тема (в разговорах с коллегами португалами-они ничего не боятся и пофигисты по жизни. пока им странички из википедии не подсуну. после группового прочтения и обсуждения глаза размером "в три рубля" и обиды: "ты че советико нам раньше об этом не говорил?")
Ближе к телу(или к теме)
Мне 51(скоро 52, смотри мой профиль), сваркой (по любительски) заинтересовался лет 25(с хвостиком) назад после "несчасного" случая на службе.
результат этого "несчастного" случая частичная потеря зрения(не сильная, но списали, там это было неприемлимо), тогда и счас -4.5-для жизни хватает, но начал замечать что начинает развиватся дальнозоркость. Понимаю что возраст но неприятно. НИКАКИХ особых предострожностей не применял- и счас спокойно смотрю на сварочную дугу и коментирую без маски(через стекло очков ультрафиолет не проникает и ожога глаз не получаю)хотя зайцы в глазах потом некоторое время есть.
Сварочный дым и пары металов.
Намного серьезней как на мое ИХМО. Во всех книгах по ТБ пары ЛЮБЫХ металов это концерогены которые вызывают РАК.
Думаю коментировать излишне. Чаще всего в пар (в сварочной дуге)переходят цинк и кадмий (смотри к примеру таблицу Д.И. Менделеева http://www.1metal.com/info/tablem/ -после наведения курсора видно свойства элемента, в частности температуру кипения, а следовательно и перехода в парообразное состояние)
Про дым и его состав ни один справочный ресурс никаких детальностей не говорит. Но и "козе" понятно что для здоровья там ничего хорошего нет.
Сам я просто задерживаю дыхание при сварке оцинковки + боковая приточная вентиляция на раб. месте.
Оффтоп-жена под боком, но девками "беспризорными" интересуюсь(в глаза про обиды пока никто не говорит) , курю, при случае могу выпить (правда без особого удовольствия и одержимости).
Ясное дело, у каждого индивидума организм реагирует на вредные факторы по разному и я не показатель. Смотри сам и старайся обьективно оценивать свое состояние, и вовремя принимай решения. Удачи.
П.С. Респиратор защищает от пыли, дым и сварочные газы он не задерживает.
Спасибо за ответ, ещё пара вопросов
Есть разница какой использовать фильтр или они все одинаково защищают и отличаются лишь уровнем затемнённости?
Хамелеоновский фильтр лучше обычного?
Правда ли что даже через одежду излучение влияет на кожу? Из каких материалов одежду лучше использовать?
Как можно защитить органы дыхания если обычный распиратор не подходит? Может какие то особые распираторы как у маляров с большими фильтрами.
Однозначно, хамелеон лучше, намного. Единственное, для сварки алюминия требуется на клас выше по затемнённости. Европейские стандарты одни, совдеповские другие.
Что касается одежды, то надо полностью одеваться, а то будешь как после солярия, открытые участки кожи буду с краснотой. (случай из жизни: только учился на сварщика и был лишь только сам экран хамелеоновский. поработал пол дня. думаю итог понятен.) Желательно (хотя сейчас стандарты таковы), чтобы маска прикрывала шею! Одежда: Брезентовые ткани, сукно. Ещё есть специальные спреи и р-ры для защиты от окалины, но таковыми не пользуюсь и ты не заморачивай голову. Старое бельишко поищи дома, вот тебе и роба, а так, то на предприятии что дадут, то и будешь одевать.
Как можно защитить органы дыхания если обычный распиратор не подходит? Может какие то особые распираторы как у маляров с большими фильтрами.
Есть специальные распираторы, но цена где-то около 12 дол. и на месяц не хватает. Самый верный способ и правильно выразился tig - затаивать дыхание. Особенно, если металл - оцинковка (если немного подышать, то во рту будет своебразный сладковатый привкус). Иначе будет "ва-ва". Я, к примеру, места сварки зачищаю УШМ (вые.нулся, болгаркой), а сварочный шов кисточкой грунтую. собственно, у кого какая работа.
Здравствуйте
Я почти закончил обучение на сварщика (mig/mag)
Ближайший год точно буду работать по специальности, дальше не знаю, либо учёба либо продолжать карьеру сварщика
Я бы хотел услышать всю правду о вредности здоровью, все пугают что если работать сварщиком то уже через пару лет будут осложнения со зрением и дыхательными путями, а лет через 10, сварщик становится живым трупом с прогнившими лёгкими и зрением -10
Скажите, как оно на самом деле? Каков вред зрению, органам дыхания и прочим?
Как лучше защищаться, какой светофильтр использовать в маске, спасает ли от газов расператор и какой лучше использовать?
Ну и любые наставления и правду матку от вреде здоровью и сохранению его
>>Исследования о длительном вреде для человека от паров, образующихся при сварке, принесли поразительные результаты. Говорится о том, что у сварщиков число случаев заболевания раком легких выше среднего. В южноафриканском журнале Safety Management в статье с заглавием «Печальная сторона сварки» называются по крайней мере десять различных металлов и паров, которые могут повредить при известных обстоятельствах. В журнале сообщается, что пары кадмия высокой концентрации «раздражают дыхательные пути и жидкость легких», и «даже в низкой концентрации они могут со временем привести к эмфиземам и повредить почки». Safety Management советует в качестве лучшего предохранения от побочных эффектов сварки настоящий «респиратор» и «достаточную вентиляцию», включающую, может быть, хорошее вытяжное устройство. <<
Старые сварные в голос говорили не мотай кабель на руку,вава к старости будет. Один мой знакомый в молодости голыми руками аргонил (видимо за не имением в советской помышленности удобных перчаток) теперь остаток жизни ходит с тюбиком крема для рук в кармане-сохнут, трескаются
Вредность
Там, где из Вас пытались сделать сварщика, должны были объяснить, что сварка (вне зависимости от способа) сопряжена с выделением аэрозолей, вредных паров и газов, а также пыли. И что эти выделения делятся на четыре класса: 1.Черезвычайно опасные - хромовый ангидрид и хроматы с бихроматами, торий, озон, никель и его окислы, бериллий и его соединения; 2.Высокоопасные - соли фтористоводородной кислоты и сам фтористый водород, окислы азота, трехокись ванадия и его пятиокиси пыль, марганец; 3.Умеренно опасные - двуокись кремния, окись цинка, молибден и его соединения, вольфрам с его карбидами; 4.Малоопасные - титан с его двуокисью, окись углерода, окись железа с фтористыми или марганцевыми соединениями, алюминий с его окисью.
Если Вас не увлекает перспектива всю жизнь дышать этой прелестью - меняйте профессию.
Или, как один мой ученик (решивший профессию повара сменить) заходить в мастерскую сразу в респираторе.
Там, где из Вас пытались сделать сварщика, должны были объяснить, что сварка (вне зависимости от способа) сопряжена с выделением аэрозолей, вредных паров и газов, а также пыли. И что эти выделения делятся на четыре класса: 1.Черезвычайно опасные - хромовый ангидрид и хроматы с бихроматами, торий, озон, никель и его окислы, бериллий и его соединения; 2.Высокоопасные - соли фтористоводородной кислоты и сам фтористый водород, окислы азота, трехокись ванадия и его пятиокиси пыль, марганец; 3.Умеренно опасные - двуокись кремния, окись цинка, молибден и его соединения, вольфрам с его карбидами; 4.Малоопасные - титан с его двуокисью, окись углерода, окись железа с фтористыми или марганцевыми соединениями, алюминий с его окисью.
Если Вас не увлекает перспектива всю жизнь дышать этой прелестью - меняйте профессию.
Или, как один мой ученик (решивший профессию повара сменить) заходить в мастерскую сразу в респираторе.
Респиратор спасает частично, на 100% наверное только скафандр. Спасибо за информацию.
Респиратор спасает частично, на 100% наверное только скафандр. Спасибо за информацию.
Есть на много лучше и дешевле вариант чем респиратор.
Маска от 3М, Speedglas
Сама маска в России стоит от 17 500 руб. + аппарат принудительной подачи чистого воздуха от 11 000 руб.
А если учесть что хороший респиратор стоит от 350 руб. и он одноразовый, то эта маска просто бесподобна!
Не рекламирую, просто как вариант защиты от вредной среды и поддержание темы.
Каркасы безопасности, пространственные рамы, багги.
Меня насчет вредности аргона, уже все запугали что он безумно вреден и бьет по мужскому достоинству, в основном даже и не сварные. Я хочу научиться в ближайшем будущем данному виду сварки, для того чтоб просто колымить и работать в гараже или в проветриваемых помещениях(к примеру на отоплении трубы медные сварить и т.д.). А резервуары обваривать тут уж увольте, неполезу, сначала буду смотреть где что и как, а потом браться. Такая политика у меня лично на счет аргоновой сварки.
Безумно вредный газ аргон, ага
ну как хлорпикрин и фосген в одном флаконе, с примесью брома

Бармалея старший брат
Составил:
Главный внештатный специалист-эксперт Главного управления здравоохранения Курганской области главный профпатолог Лукина Марина Васильевна.
К основным, чаще всего развивающимся профзаболеваниям газоэлектросварщиков относятся:
1. Интоксикация марганцем (нейротоксикоз)
2. Пневмокониоз электросварщиков
3. Профессиональная экзема
4. Пылевой бронхит
5. Бронхиальная астма.
Марганец относится к числу нейротропных ядов, способных вызвать развитие наиболее тяжелой формы профессионального нейротоксикоза. Марганец – хрупкий металл, легко соединяется с кислородом, растворим в кислотах, имеет жизненно важное значение, входит в состав ферментов, является кофактором для ряда ферментов, необходим для эритропоэза, синтеза гемоглобина, аскорбиновой кислоты, гликогена, образования хрящевой ткани. Марганец ускоряет выработку антител и синтез витамина С. Влияет на деятельность гипофиза и желез внутренней секреции, на функционирование мышц и нервов. В производственных условиях марганец встречается в виде пыли, паров, аэрозолей, содержащих оксиды или соли марганца. Марганец входит в состав качественных электродов, используемых для сварки, и в процессе работы выделяется в окружающую среду в составе сварочного аэрозоля. Т.о., марганец в виде аэрозоля проникает в организм через легкие, в меньшей степени через желудочно-кишечный тракт и кожу. Депонируется марганец в костях, головном мозге и паренхиматозных органах. В крови в норме содержится 0,012 – 0,050 мг% марганца. Выделение происходит в основном
с калом, меньше с мочой, слюной, грудным молоком. Предельно допустимая концентрация (ПДК) марганца в воздухе рабочей зоны – 0,3 мг\м3 для аэрозолей дезинтеграции и 0,05 мг\м3 для аэрозолей конденсации.
Марганец обладает выраженным тропизмом к подкорковым узлам головного мозга. Он нарушает обмен биогенных аминов, ряда ферментов, угнетает адренореактивные и активирует холинореактивные системы, увеличивает содержание ацетилхолина в синапсах подкорковых узлов и гипоталамуса. Но главное в его токсическом действии – нарушение синтеза и депонирования дофамина, нарушение баланса содержания ацетилхолина и допамина, в результате чего нарушается мышечный тонус, точность, ловкость и плавность произвольных движений, развиваются вегетативные расстройства.
Марганец также вызывает гипофункцию желез внутренней секреции,
функциональную недостаточность печени, вазомоторную недостаточность, снижает кровенаполнение мозга (в бассейне вертебро-базиллярных артерий) и суммарный мозговой кровоток. Марганец обладает аллергизирующим действием, поэтому кроме поражения нервной системы способен вызывать бронхиальную астму и экзему. При вдыхании пыли марганцевых руд возможно развитие пневмокониоза (манганокониоза), при вдыхании сварочного аэрозоля – пылевого бронхита, пневмокониоза электросварщиков.
Необходимо отметить, что острых отравлений марганец не вызывает, в
производственных условиях развивается хроническая марганцевая интоксикация.
Признаки интоксикации развиваются медленно. У электросварщиков, работающих с марганецсодержащими электродами в закрытых емкостях и подвергающихся воздействию повышенных концентраций марганца в сочетании с оксидом углерода, клиническая картина поражения нервной системы характеризуется астеническими, вегетативно-сосудистыми, а иногда и негрубыми полиневритическими нарушениями. Степень
выраженности экстрапирамидных нарушений зависит от концентрации оксидов марганца в рабочей зоне.
Для стадии функциональных нарушений характерны общая слабость, повышенная утомляемость, снижение физической и умственной работоспособности, двигательной активности, повышенная сонливость. Сужается круг интересов, появляется благодушие, отсутствие адекватной оценки состояния своего здоровья, что обусловливает позднее
обращение больного за медицинской помощью. Отсутствие специфики и яркой клиники на этом этапе вызывает затруднения диагностики. Объективно у больного имеет место легкая мышечная гипотония, гипергидроз, гипомимия, лабильность пульса и АД, чувствительные нарушения. Это легкая степень хронической марганцевой интоксикации.
В большинстве случаев возможна стабилизация процесса, реже – восстановление здоровья.
При продолжении контакта с марганцем к этим проявлениям добавляются признаки интеллектуально-мнестических нарушений, экстрапирамидной недостаточности (брадикинезия, умеренное повышение мышечного тонуса, координационные нарушения), поражения периферических нервов (гипестезия по дистальному полиневритическому
типу). Изменения носят мало или необратимый, нередко прогрессирующий характер. Это средняя степень тяжести хронической марганцевой интоксикации. Тяжелая степень интоксикации развивается редко и характеризуется наличием акинетико-ригидного или амиостатического синдрома или марганцевого паркинсонизма.
Марганцевый паркинсонизм развивается чаще у малостажированных больных (от нескольких месяцев до 2-3 лет) и характеризуется диффузным поражением нервной системы двигательными и психическими нарушениями. Кроме марганцевого паркинсонизма возможно развитие токсической полиневропатии с дистальной гипальгезией, снижением силы, болезненностью мышц при пальпации, снижение потенции у мужчин, нарушение менструального цикла у женщин, гастрита со ниженной секрецией.
Следует отметить, что у многих, длительно работающих в контакте с марганцем интоксикация не развивается или под воздействием сопутствующих марганцу окиси углерода, продуктов сгорания электрода, аэрозолей металлов развивается поражении других органов и систем. Очевидно, это связано с тем, что синдром марганцевого
паркинсонизма развивается в основном у лиц с генотипически обусловленной повышенной уязвимостью (неполноценностью) стриопаллидарной системы. Вследствие этого возможно субклиническое течение марганцевой интоксикации, которое под влиянием атеросклероза, нейротравмы, нейроинфекции и др. приобретает клиническое течение в виде синдрома марганцевого паркинсонизма. Необходимо отметить, что клинические проявления марганцевой интоксикации продолжают прогрессировать в течение многих лет после прекращения контакта с ним. Дифференциальный диагноз в стадии функциональных нарушений проводится с неврозами и неврозоподобными состояниями, полиневропатиями диабетического, постинфекционного, алкогольного происхождения. В стадии органических нарушений (токсическая энцефалопатия) – с опухолями головного мозга, острыми нарушениями мозгового кровообращения, постинфекционными и посттравматическими энцефалопатиями, паразитарным поражением головного мозга.
Лечение и дальнейшее наблюдение пациента – в профцентре.
Патология легких и дыхательных путей у электросварщиков
В процессе работ, связанных с электросваркой, образуется высокодисперсный аэрозоль, включающий пыль железа и других металлов, а также газы, обладающие токсичными и раздражающими свойствами, и диоксид кремния. Состав и количество образующейся высокодисперсной пыли зависит от вида сварки, состава используемых сварочных материалов и свариваемых металлов, режима сварочного процесса и др. Кроме пыли железа, а при ряде работ и свободного диоксида кремния, сварочный аэрозоль может содержать токсичные вещества – оксиды марганца, оксиды хрома, соединения никеля, меди, цинка, ванадия и других металлов, а также оксиды азота, оксид углерода, озон, фторид водорода и др. Если в сварочном аэрозоле содержится большое количество пыли оксидов железа и диоксида кремния, то пневмокониоз электросварщиков расценивается как сидеросиликоз. При высоком содержании в аэрозоле свободного диоксида кремния могут развиваться классические формы силикоза.
Известны случаи возникновения манганокониоза (пневмокониоз от воздействия пыли марганца) у электросварщиков, применяющих качественные марганецсодержащие электроды. При использовании электродов с фтористо-кальциевым покрытием у электросварщиков нередко возникают острые респираторные заболевания и пневмонии, что в определенной мере можно связать с токсическим действием образующегося при сварке фторида водорода. У газорезчиков, имеющих контакт с газами раздражающего и токсического действия, также отмечается наклонность к повторным пневмониям и частым острым респираторным заболеваниям. Возможно развитие острых поражений верхних дыхательных путей и легких вплоть до токсического отека легких (фторид водорода, оксиды азота и др.), а также литейной лихорадки от воздействия аэрозоля конденсации цинка, меди, никеля и других металлов. Т.о., сварочный высокодисперсный аэрозоль сложного состава может оказывать не только фиброгенное, но и токсическое, раздражающее, сенсибилизирующее действие. В связи с этим у электросварщиков и газорезчиков , помимо пневмокониозов, могут развиваться хронический бронхит и бронхиальная астма (от воздействия хрома, никеля и других соединений). Воздействие производственной пыли у сварщиков нередко сочетается с воздействием неблагоприятных факторов микро- и макроклимата, с вынужденной неудобной рабочей позой, что ускоряет развитие патологического процесса и обусловливает полиморфизм клинической картины. Большую роль играет также работа в закрытых емкостях (цистерны, баки и т.п.), где в условиях замкнутого пространства и при отсутствии вентиляции сварщик вынужден дышать воздухом с большой концентрацией сварочных аэрозолей. Респиратором сварщики не пользуются в силу неудобства (одновременное использование щитка и респиратора практически невозможно), а специальными шланговыми противогазами с подачей воздуха предприятия не обеспечены. Пневмокониоз, обусловленный воздействием пыли, выделяющейся при сварочных работах и газорезке, характеризуется в большинстве случаев доброкачественным течением. Обычно кониотический процесс возникает через 15 – 20 лет после начала работы. В единичных случаях при проведении сварочных работ в замкнутых емкостях возможно более раннее развитие пневмокониоза (через 5 – 6 лет). Клинические проявления пневмокониоза электросварщиков, как и многих пневмокониозов, весьма скудны. Обычно больные жалуются на кашель сухой или с небольшим количеством мокроты, умеренную одышку при физическом напряжении, иногда – боли в грудной клетке. При этом физикальные данные обследования длительное время остаются в норме, показатели функции внешнего дыхания длительно не изменены.
Позже обнаруживаются признаки эмфиземы легких, показатели ФВД слегка снижаются преимущественно по рестриктивному типу. Рентгенологически в начальной стадии пневмокониоза выявляются диффузное усиление и деформация сосудисто-бронхиального
рисунка. На этом фоне определяются четко очерченные, округлые, одинаковой формы и величины узелковоподобные образования, которые по мере прогрессирования заболевания и при продолжении работы в условиях воздействия аэрозоля довольно равномерно усеивают оба легочных поля. Указанные изменения обусловлены главным образом скоплением рентгеноконтрастных частиц металлической пыли. В отличие от силикоза не наблюдается значительное увеличение лимфоузлов корней легких, пневмофиброз выражен слабо, фиброзные узелки, характерные для силикоза, не формируются. Пневмокониозу электросварщиков свойственно, как правило, доброкачественное течение без прогрессирования процесса в постпылевом периоде. Отличительной его особенностью является возможность регрессии или обратного развития патологического процесса после прекращения работы в контакте с пылью. Наблюдаемое уменьшение количества и размеров узелковоподобных образований в легких обусловлено тем, что при этой форме кониотического процесса клеточная реакция в легких преобладает над процессами фиброза. В связи с этим возможно обратное развитие клеточно-пылевых очажков за счет элиминации рентгеноконтрастной пыли и рассасывания клеточных скоплений и молодых коллагеновых волокон. Пневмокониоз электросварщиков сравнительно редко осложняется туберкулезом. Довольно частые осложнения – это хроническая бронхолегочная инфекция с симптомокомплексом бронхита. Предрасполагают к развитию этого осложнения перенесенные острые отравления газами раздражающего и токсического действия или частые острые респираторные заболевания, под видом которых также нередко протекают слабовыраженные, стертые формы последствий острого воздействия газов, образующихся при сварке и газорезке металлов. Дифференцировать пневмокониоз электросварщиков необходимо с другими заболеваниями органов дыхания, характеризующимися развитием пневмофиброза и\или имеющими сходную рентгенологическую картину: туберкулез, саркоидоз, карциноматоз легких, лимфогранулематоз, диффузным фиброзирующим альвеолитом и др. В лечении пневмокониозов упор делается на этиологическое (прекращение контакта с пылью) и патогенетическое. Последнее включает в себя отхаркивающие препараты, муколитики, витамины, биогенные стимуляторы, по показаниям – бронхолитики, ингаляционные ГКС. Хороший эффект показывает физиотерапевтическое лечение, ЛФК, санаторно-курортное лечение.
Профилактика профзаболеваний электросварщиков
1. Совершенствование технологических процессов.
2. Регулярное использование индивидуальных средств защиты (для электросварщиков это противогазы шланговые, которые обеспечивают подачу воздуха, пригодного для дыхания, из чистой зоны; существуют также автономные противогазы, которые обеспечивают подачу дыхательных смесей из индивидуального источника воздухоснабжения; фильтрующие СИЗ органов дыхания газопылезащитные).
3. Наличие, исправность и регулярное использование коллективных средств защиты: местная приточно-вытяжная вентиляция и увлажнение перерабатываемых материалов.
4. Качественное проведение предварительных при поступлении на работу профилактических медицинских осмотров, основная цель которых - определение профессиональной пригодности к работе в контакте со сварочными аэрозолями. Основные противопоказания к допуску перечислены в приказе МЗ РФ от 14.03.1996г № 90 «О порядке проведения предварительных и периодических едицинских осмотров работников и медицинских регламентах допуска к профессии».
5. Качественное и регулярное проведение периодических профилактических медицинских осмотров, основная цель которых – выявление начальных признаков профзаболеваний и начальных признаков общих заболеваний, препятствующих продолжению работы в контакте с пылью и сварочными аэрозолями.
6. Оздоровление лиц, имеющих контакт с пылью, в профилактории, пансионате, труппе здоровья.
7. Защита временем (исключение чрезмерно длительного стаже работы со сварочными аэрозолями и пылью и исключение сверхурочных работ). Рекомендуемый максимальный стаж для электросварщиков – 12,5 лет.
8. Наличие и регулярное использование дополнительных к обеденному оплачиваемых перерывов для посещения ингалятория. 9. Регулярное использование дополнительного питания.
10. Отказ от курения.
А ещё есть вольфрамовые электроды с торием, очень хорошо горят на постоянке, но торий мало, мало радиоактивен
Анализ вредных и опасных факторов при проведении электрогазосварочных работ
Данная статья посвящена определению вредных химических факторов воздействующих на организм электрогазосварщика.
Ключевые слова
Текст научной работы
Вследствие своих отличительных черт сварочный процесс сопровождается насыщенными пылевыделениями, приводящими к большой запыленности производственного помещения токсичной мелкодисперсной пылью, газовыделениями, действующими негативно на весь организм работающего.
Повышенная температура сварочной дуги способствует насыщенному окислению и испарению металла, флюса, защитного газа, легирующих частей. Окисляясь кислородом воздуха, данные пары образуют мелкодисперсную пыль, а образующиеся при сварке и тепловой резке конвективные потоки уносят газы и пыль в верхние слои помещения, приводя к большой запыленности и загазованности рабочее место электрогазосварщика.
Главными составляющими пыли при сварке и резке сталей являются оксиды железа, марганца и кремния (в пределах 41, 18 и 6% соответственно).
Наиболее вредные пылевыделения:
- Оксиды железа, механическое раздражение легочной ткани, хроническое отравление, дерматоз, поражение ЦНС;
- Оксиды марганца, вызывающие заболевания нервной системы, легких, печени и крови;
- Соединения кремния, оказывают разрушающее действие на легкие, что приводит к постоянной одышке, боли в груди, сухому кашлю;
- Соединения хрома, способны накапливаться в организме человека, вызывая головные боли, воспаление ЖКТ, общую слабость;
- Соединения алюминия, механическое раздражение легочной ткани, снижение гемоглобина.
Так же на организм работника неблагоприятно воздействуют соединения вольфрама, ванадия, цинка, меди, никеля и других элементов. При попадании в организм работника через дыхательные пути и пищеварительный тракт вредные газообразные вещества вызывают поражения всего организма.
Наиболее опасные газы выделяющиеся при сварке:
- Оксиды азота (особенно двуокись азота), попадая в организм приводит к поражению легких и органов кровообращения;
- Оксид углерода (удушающий газ) — бесцветный газ, способен накапливаться в помещении вытесняя при этом кислород, при концентрации свыше 1% приводит к раздражению дыхательных путей, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
- Озон, в больших концентрациях его запах напоминает запах хлора, образуется при сварке в инертных газах, вызывает раздражение глаз, сухость во рту и боли в груди;
- Фтористый водород — бесцветный газ с резким запахом, действует на дыхательные пути и даже в небольших концентрациях вызывает раздражение слизистых оболочек.[1].
В соответствии с ГН 2.2.5.1313-03 «ПРЕДЕЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ (ПДК) ВРЕДНЫХ ВЕЩЕСТВ В ВОЗДУХЕ РАБОЧЕЙ ЗОНЫ» выделяют следующие ПДК вредных веществ на рабочем месте электрогазосварщика.
Величина ПДК, мг/м 3
Преимущественное агрегатное состояние в воздухе в условиях производства
Особенности действия на организм
Примечание: * При продолжительности работы в атмосфере, содержащей оксид углерода, до 1 ч. ПДК оксида углерода разрешается до 50 мг/м, при длительности работы до 30 мин — 100 мг/м, до 15 мин — 200 мг/м. Повторные работы при повышенном содержании оксида углерода разрешается проводить только через 2ч. после перерыва.
В графе 5 указано агрегатное состояние вещества в воздухе рабочей зоны (пар, аэрозоль)
В соответствии с классификацией ГОСТ 12.1.007-76. "ССБТ. Вредные вещества. Классификация и общие требования безопасности" вещества разделены на четыре класса опасности /графа 6/: 1 класс — чрезвычайно опасные; 2 класс — высокоопасные; 3 класс — опасные; 4 класс — умеренно опасные.
В графе 7 "Особенности действия на организм" специальными символами указаны вещества с остронаправленным механизмом действия, требующие строго контроля за их содержанием в воздухе, канцерогены, аллергены и аэрозоли, преимущественно фиброгенного действия. Были использованы следующие обозначения: О — вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе, К — канцерогены, Ф — аэрозоли преимущественно фиброгенного действия. [2]
Так же на организм работающих в сварочных цехах помимо аэрозолей и газов негативное воздействие оказывают ряд других факторов, которые не возможно устранить при помощи вентиляции, но так же ухудшающих условия труда. Сюда относится: лучистая энергия сварочной дуги, ультрафиолетовая и инфракрасная радиация, их действие приводит в ожогам открытых частей тела и перегреву организма (в особенности в летний период года); шум в сочетании с ультразвуковыми колебаниями вызывает стойкое снижение слуха у работающих. Не считая шумов, создаваемых сваркой, огромным шумом будут сопровождаться заготовительные операции (рихтовка, правка, сборка) и особенно плазменно-дуговая резка. Создают шум и плохо установленные вентиляционные установки (либо смонтированные без виброоснований) [1,8].
Для дальнейшего рассмотрения средств защиты газоэлектросварщика от вредного и опасного воздействия фактором, была рассмотрена защита от воздействия химических веществ. Так как наиболее опасное влияние на весь организм оказывают химические факторы.
Средства защиты
В настоящее время на рынке были предложены следующие средства индивидуальной защиты:
Турбоблок «Муссон» очищает воздух от пыли, сварочных дымов, аэрозолей и подаёт его к лицевой части. Из-за конструкции лицевой части, которая оборудована воздуховодом и лицевым уплотнением, «Муссон» способен обеспечивать комплексную защиту глаз, лица и органов дыхания.
Воздух под маской в 50 раз чище, чем воздух рабочей зоны.
Турбоблок выполнен из ударопрочного, устойчивого к внешним воздействиям корпуса, аккумулятор выдерживает более 1000 перезарядок, все это должно обеспечить долгий срок службы. Турбоблок крепится сзади или сбоку на поясе и не мешает работе. Легкий вес и компактная форма блока обеспечивают его применение даже в стесненных условиях. Две скорости работы микро-вентилятора позволяют выбрать наиболее оптимальный режим подачи воздуха от 140 до 200 л/мин.
Для фильтрации воздуха используется сменный аэрозольный фильтр повышенной емкости типа Р3. Замена фильтра осуществляется не чаще 1-го раза в месяц. [3]

Рисунок 1. Полумаска 3М 9925 с противоаэрозольным фильтром с угольным слоем, обеспечивающим защиту от газов с небольшой концентрацией
Отличительной чертой респиратора 3м 9925 является то, что он имеет внутри слой активированного угля для более эффективной защиты при сварочных работах. Удобная система респиратора гарантирует повышенный комфорт и невысокое сопротивление дыханию при высоких защитных показателях; Низкопрофильная форма респиратора дает возможность использовать его под щитком сварщика. Наружная оболочка благодаря особой пропитке хорошо устойчива к возгоранию. Имеет продолжительный срок службы. Использование респиратора 3м понижает риск возникновения профзаболеваний на 90-95%. Работу в данном респираторе возможно производить при температуре от -30°C до 70°C. Вторая степень защиты (FFP2), позволяет использовать респиратор до 12 ПДК вещества в воздухе рабочей зоны.
Нормативно-техническая документация: ГОСТ 12.4.191-99; EN149-2001 [4].
Так же для удаления вредных веществ из рабочего места сварщика применяется система вентиляции.
Производится установка местной и общеобменной вытяжной вентиляции. Местные отсосы должны устанавливаться к каждому оборудованию и рабочему месту, где есть выделения вредных веществ. Так же необходимо оборудовать вытяжную систему вентиляции фильтрами для очистки воздуха от сварочных аэрозолей. Выброс воздуха производится либо в цех либо в атмосферу, подачу же приточного воздуха осуществлять следующим образом: рассредоточено — при сварке в среде защитных газов; сосредоточено — в верхнюю зону помещения во всех остальных случаях. Если производится работа с газоплазменной обработкой металлов сжиженными газами, то 2/3 объема воздуха удаляется с нижней зоны помещения, 1/3 — с верхней. Воздух из сварочных цехов разрешается выбрасывать в атмосферу при условии, что концентрация загрязнений в атмосфере населенных пунктов не превысит предельно допустимых концентраций, регламентируемых СНиП 2.04-05.91. [5,7]

Рисунок 2. Местная вентиляция

Рисунок 3. Общеобменная вентиляция
Так же возможна установка передвижного механического фильтровентиляционного агрегата.

Рисунок 4. ПМФС-1
Передвижной механический самоочищающийся фильтр является одним из уникальных высокоэффективный фильтров, созданный для использования на мобильных рабочих местах. Разработан для удаления и очистки воздуха, загрязненного разного рода сухой пылью, сварочным аэрозолем.
Благодаря своей конструкции кассеты фильтра очищается автоматически, без остановки процесса фильтрации. Это позволяет повысить срок службы кассеты и снизить сложность технического обслуживания до минимума.
ПМФС-1 рассчитан на работу в следующих условиях:
- температура воздуха от 10 С до 45 С;
- относительная влажность 80% при 25 С;
- окружающая среда и очищаемый воздух не должны быть взрывоопасными [6].
Причин профессиональных заболеваний электрогазосварщиков много. Знание гигиенических особенностей сварочных работ поспособствует успешному созданию благоприятных условий труда, требуемой частоты воздуха на рабочем месте электрогазосварщика путем эффективной разработке систем местной и общеобменной вентиляции и применения СИЗ. Правильно подобранные средства индивидуальной защиты органов дыхания и система вентиляции позволят не только сохранить здоровье работников, создать для них более комфортные условия, но и увеличить производительность труда.
Читайте также: