Все о сварочных автоматах
Обновлено: 16.05.2024

Виды и способы сварки
При автоматической сварке оборудование самостоятельно обеспечивает устойчивое горение дуги, непрерывную подачу проволоки. Сварщик не подвергается влиянию опасных факторов. Приборы способны функционировать без длительного перерыва. Процесс контролируется программным обеспечением, что позволяет получать однородные сварные соединения.
.jpg)
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
Технология, при которой проволока подается оборудованием, а электрод ведется мастером, называется полуавтоматической.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Двигатель подающего механизма вращается быстрее, скорость выведения расходного материала повышается.
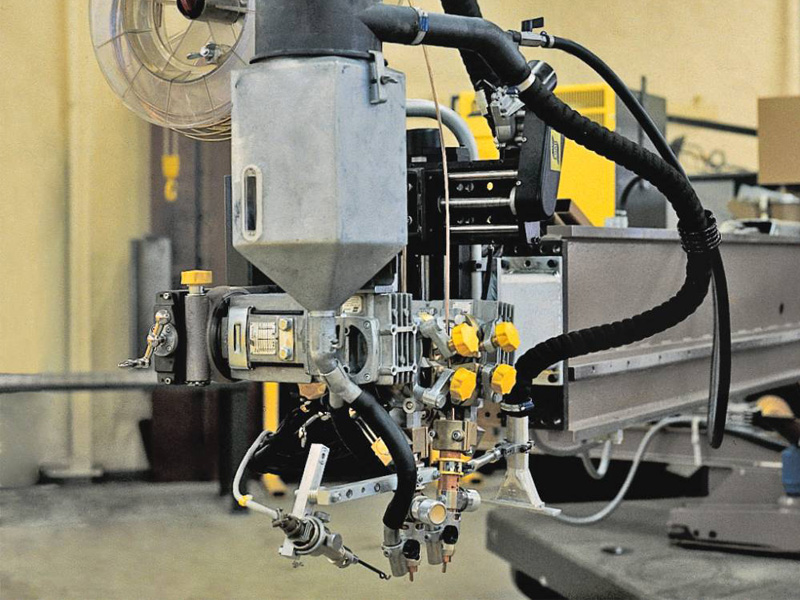
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Разновидности автоматических аппаратов
С учетом конструктивных особенностей агрегаты делятся на:
- тракторные аппараты, работающие в среде защитного газа или под флюсом;
- подвесные устройства;
- многодуговые агрегаты.
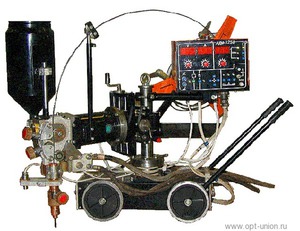
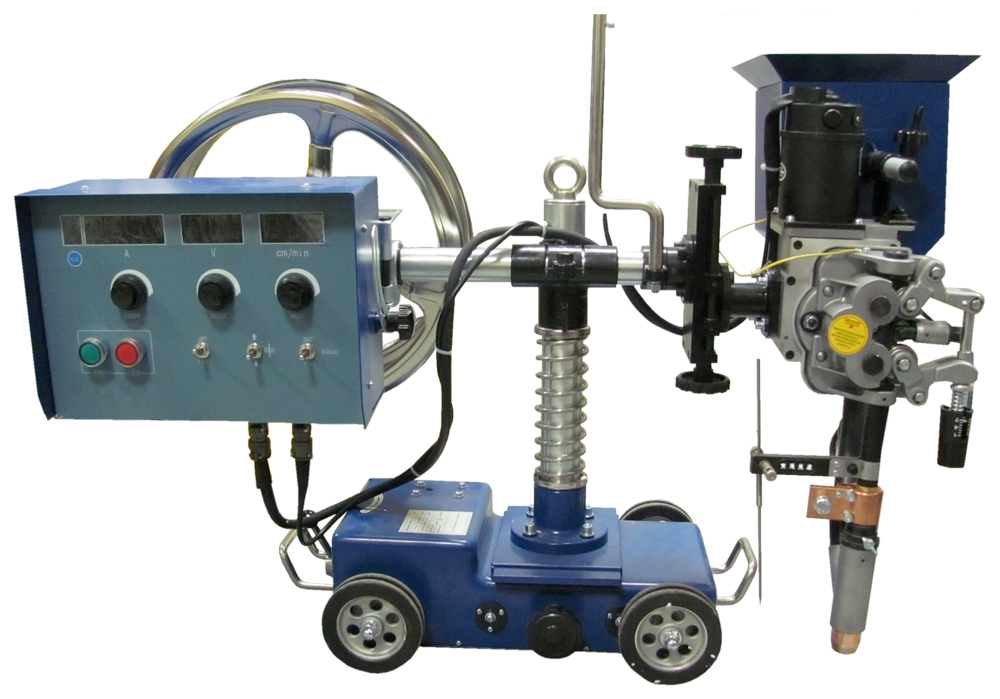
Тракторный тип
Прибор создан для формирования длинных сварных соединений. Электрический двигатель приводит в движение ходовой и подающий механизмы. Все элементы заключены в единый корпус, являющийся основанием трактора. Электрод установлен возле вертикальной оси, пролегающей через центр тяжести.

Эта особенность помогает вести сварку в емкостях и трубах большого диаметра. Низкое расположение центра тяжести делает аппарат более устойчивым.
Подвесная конструкция
Оборудование состоит из таких компонентов:
- подающего блока;
- приводного суппорта;
- вертикального передвижного механизма;
- флюсового контейнера;
- проволочного барабана;
- управляющего блока.
Подвесные приборы бывают самоходными или стационарными. Последние отличаются невозможностью перемещения. Они применяются для сварки труб. Самоходные агрегаты снабжаются тележкой для передвижения по рабочей зоне. Их используют для формирования протяженных сварных швов.
Сфера применения
Универсальный метод используется для:
- установки сложных металлоконструкций;
- соединении деталей с большими площадями сцепления;
- сварки любых металлов и сплавов, в том числе разнородных заготовок;
- формирования сложных вертикальных соединений;
- сварки труб разного диаметра;
- формирования кольцевых соединений со сложным технологическим процессом.
.jpg)
Особенности автоматической технологии
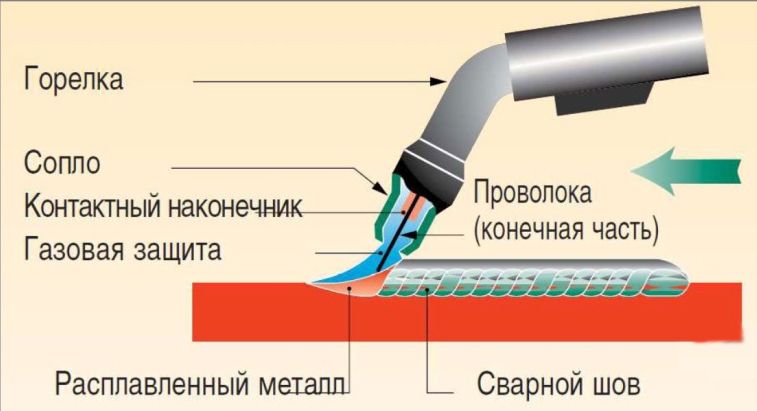
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Выполнить подобные действия вручную практически невозможно.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
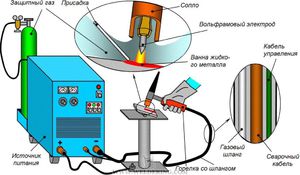
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
.jpg)
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
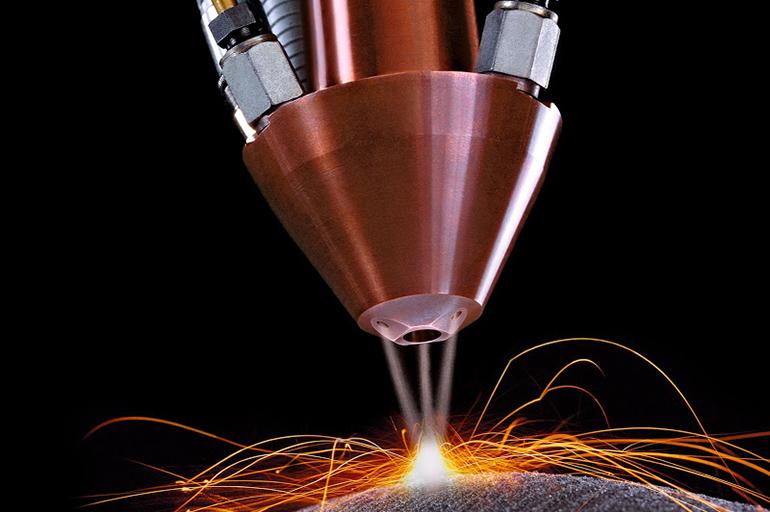
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
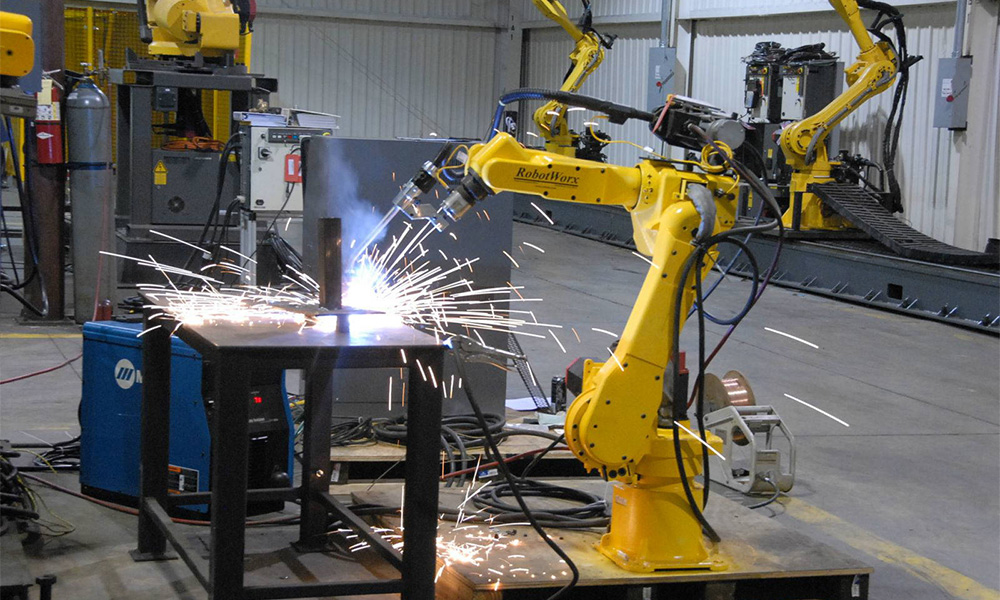
Сварочный автомат: виды и преимущества аппаратов

С появлением сварочных аппаратов стало возможным выполнять надежное соединение металлических изделий при минимальных затратах времени и труда. Но со временем пришло понимание того, что и они не являются идеальными. Для более эффективного выполнения специфических задач требовалось более совершенное оборудование. Это привело к созданию нового типа устройств — сварочных автоматов. Они позволили полностью автоматизировать рабочий процесс.
Виды устройств

Благодаря этим устройствам, участие сварщика сводится к контролю качества сварного соединения, при этом такие процессы, как: подача электродов, поддержание горения сварочной дуги, начало и завершение рабочего процесса, выполняются сварочным оборудованием.
Фактически человек превратился в такого оператора, от которого требуется только установить автомат и соединяемые детали в необходимом положении, а затем управлять сварочным процессом при помощи пульта управления. Сварочные автоматы кардинально изменили взгляд на то, как может проходить рабочий процесс и помогли добиться существенного снижения трудозатрат работников.
Сварочным автоматом принято называть устройство, осуществляющее контроль над качественным выполнением соединения и позволяющее за счёт этого существенно снижать трудовые затраты.
Современные автоматы для сварки подразделяются на три основных типа:
- подвесной стационарный автомат;
- передвижной автомат;
- сварочный трактор.
Подвесной стационарный
Особенностью подвесного стационарного автомата является то, что он устанавливается на заранее выбранном месте и на протяжении всего процесса находится в неподвижном состоянии. Чаще всего сварочное оборудование подобного типа применяют для сварки труб.
Во время проведения этих работ дополнительно задействуются специальные механические устройства, которые обеспечивают бесперебойное вращение, при этом голова подвесного стационарного аппарата в течение всего процесса остается неподвижной. Роль оператора здесь сводится к контролю работы оборудования, осуществляемого при помощи специального пульта.
Передвижной самоходный
Передвижной автомат комплектуется самоходной тележкой, которая позволяет его транспортировать в любое необходимое место. Оборудование подобного типа наиболее активно используется при проведении работ по созданию прямых швов значительной длины.
Сварочный трактор
Отличается от двух выше рассмотренных типов тем, что способен самостоятельно перемещаться не только по намеченному для него пути, но и по поверхности конструкции, которую требуется сварить. Процедура его установки занимает очень мало времени, поэтому используется такое оборудование главным образом в ситуациях, когда необходимо выполнить достаточно большой объем работ по соединению деталей.
Классификация оборудования по признакам
По своему назначению автоматы для сварки можно разделить на два основных типа — специализированные и универсальные. Они отличаются между собой определенным набором признаков, которые характеризуют их полезные эксплуатационные качества:

- По возможности перемещения оборудование для сварки можно подразделить: на самоходные и несамоходные. Последние также известны как подвесные.
- Сварочные автоматические устройства можно разделить также по типу используемых электродов. Универсальные аппараты поддерживают работу с любыми типами, включая и неплавящиеся, изготавливаемые из вольфрама. Специализированные аппараты могут работать только с определенным типом расходного материала.
- По типу плавки электрода: проводной, штучный и ленточный.
- По способу защиты участка, на котором выполняется сварка: флюс, защитная газовая среда и комбинированный способ, предполагающий одновременное использование флюса и газовой среды.
- По типу поддерживаемого рабочего тока. Сварочные автоматические установки могут работать с постоянным или переменным током. Встречаются и специальные конструкции, эксплуатация которых возможна при обоих типах напряжения.
- По способу подачи присадочной проволоки: регулируемые вручную и настраиваемые с учётом величины напряжения, с которым подается электрическая дуга.
- По способу выполнения сварного соединения: свободная и принудительная технология.
- По типу настройки сварочного тока: плавный, ступенчатый и комбинированный.
Технология выполнения работ
В тех случаях, когда для эффективного соединения металлоизделий требуется сварочный аппарат-автомат, чаще всего сварку выполняют не с использованием электродов, а при помощи специальной присадочной проволоки, которая наматывается на специальную катушку. Этот материал находится в подающем механизме и подаётся при необходимости в область создаваемого шва за счет роликовой системы. Возможен и автоматический способ подачи, если есть электрический двигатель.
Механизм, в котором располагается присадочная проволока, обеспечивает ее перемещение и выпрямление, после этого она поступает в мундштук, а оттуда — к сварочной дуге.

А также в мундштуке располагается специальный контакт, проводящий электроток. Он находится в постоянном взаимодействии с присадочной проволокой, обеспечивая тем самым создание сварочной дуги. Сам контакт и дуга располагаются на небольшом расстоянии друг от друга. Из-за этого перемещение присадочной проволоки напоминает собой технологию работы с коротким электродом, когда последний сохраняет на протяжении всего процесса одинаковую длину.
Сварочная зона имеет довольно большую площадь, особенно если используются автоматы марки Ляйстер. Вследствие этого, даже при работе с электротоком высокой плотности, последний можно направлять на расплавление металла, не беспокоясь насчёт перегрева проволоки или оборудования. Автоматические аппараты для сварки Ляйстер в состоянии обеспечить равномерное поступление проволоки, благодаря надежному подающему устройству. Это избавляет оператора от необходимости делать поправку на дугу, склонную менять свою длину.
Из предлагаемых сегодня решений на рынке довольно интересными являются автоматы от компании Твинни Т, которые отличаются от конкурентов способностью зажигать дугу самостоятельно, не вступая во взаимодействие с соединяемыми заготовками.
Если будут выполняться технологические требования к проведению работ при помощи автомата, то возможно решение следующих задач:

- Осуществлять точную настройку скорости подачи присадочной проволоки с учетом рабочего напряжения дуги и ее размера. Присадочный материал будет подаваться в зону сварки с той же скоростью, с которой осуществляется ее плавление при условии, что сварочная дуга имеет нормальные рабочие параметры. Аналогичным образом, в случае уменьшения размеров дуги, проволока также будет уменьшаться, поддерживая стабильность дугового напряжения.
- Если, ввиду возникших обстоятельств, длина дуги станет больше, то проволока автоматически начнет подаваться с увеличенной скоростью, что позволит скорректировать размер дуги и ее напряжение до нормативных показателей. Иными словами, автомат будет в течение всего сварочного процесса поддерживать оптимальные рабочие параметры дуги и корректировать их до нормальных значений без дополнительного расхода присадочной проволоки.
- При использовании автомата для сварки можно нормализовать работу после короткого замыкания. Если описанное явление приведет к неожиданному исчезновению напряжения, то проволока сразу же перемещается назад, удаляясь от свариваемой конструкции. Иными словами, благодаря автомату, моментально происходит изменение направления ее движения.
- Но как только подача энергии возобновляется, проволока вновь начинает движение к соединяемым элементам и с целью уменьшения напряжения холостой дуги накоротко замыкает в момент касания свариваемых конструкций. Одновременно с этим загорается и сварочная дуга. Если этого не происходит, то проволока повторно движется в зону сварки. Затем она принимает исходное положение, после чего дуга восстанавливает свои нормальные рабочие параметры.
Таким образом, благодаря сварочному автомату можно в течение всего рабочего процесса обеспечивать стабильность рабочих параметров дуги, что является практически невыполнимой задачей при проведении работ вручную.
Преимущества и недостатки
Если сравнивать рабочий процесс, проходящий с использованием автомата, и сварку, осуществляемую ручным методом, то у первого можно выделить ряд следующих преимуществ:

- Высокая производительность труда. С помощью сварочного автомата можно не только соединять металлические конструкции значительной толщины, но и создавать небольшие швы, когда приходится выполнять однотипные работы большого объема. В обоих случаях это оборудование обеспечивает значительное повышение производительности труда, чего невозможно добиться при сварке ручным способом, поскольку здесь не приходится тратить время на замену сгоревших электродов.
- Исключение возможности влияния человеческого фактора. Поскольку человек практически не принимает участия в сварочном процессе, это позволяет создавать ровный по всей длине и однородный по толщине шов. При ручной же сварке всегда остается риск того, что рука дрогнет. С автоматом же этого никогда не произойдёт, поскольку он поддерживает стабильные параметры сварочного процесса в течение всего времени его проведения. На качество работы не может повлиять состояние оператора (не только психологическое, но и физическое).
- Возможность проведения работ в труднодоступных местах. Каждому человеку присущи определенные габариты, поэтому для комфортного проведения сварочных работ он нуждается в определённой площади. В случае со сварочным автоматом появляется возможность выполнения сварки в условиях, где человек не только не испытывает неудобства, но и при всём желании не смог бы испортить качество соединения.
- Автоматическая регулировка. Отличительной чертой современных сварочных автоматов является способность настраивать подачу проволоки в случае увеличения или уменьшения длины дуги, а также восстанавливать работу после технических сбоев без последствий для качества шва. Сварка, проводимая с помощью автоматического устройства, гарантирует высокое качество выполняемого шва, которое не подвержено воздействию никаких внешних изменений окружающей среды.
- Экономичность. При проведении работ с помощью автомата обеспечивается снижение расхода используемых материалов, поскольку автомат изначально настроен на их поступление в таком количестве, чтобы качественно выполнять соединение деталей, не допуская их расхода на бесполезный угар или разбрызгивание.
Что же касается недостатков, которые имеет технология соединения деталей с использованием автоматических устройств, то главным является возникновение дополнительных временных затрат на подготовку к рабочему процессу. Прежде чем приступить к работе, необходимо настроить оборудование для сварки: установить стационарно с настройкой подачи свариваемых элементов либо проложить рельсовый путь. А также эта технология не позволяет изменять качество шва во время рабочего процесса, поскольку все характеристики контролируются автоматическим устройством без возможности их корректировки.
Сварочный автомат стал новой ступенью развития оборудования, используемого для проведения сварочных работ. Основное их достоинство заключается в том, что они позволили практически полностью автоматизировать рабочий процесс, сведя к минимуму участие в нём человека.
Эти устройства позволяют поддерживать на протяжении всего времени стабильные показатели сварки, что является залогом получения качественного соединения деталей. Оборудование не подвержено воздействию факторов внешней среды, что может в любой момент произойти с человеком, который способен совершить грубую ошибку. А это в итоге может крайне негативно повлиять на качество создаваемого сварочного шва.
Преимущества автоматической сварки
На поточном производстве сварочный автомат полностью заменяет опытного сварщика. С большой производительностью, без участия человека обеспечивает точное соединение деталей. Автоматическая сварка – полностью механизированная технология.
Аппарат самостоятельно поддерживает стабильное горение дуги, подает присадочную проволоку. Процесс происходит в закрытом корпусе. Оператор не подвергается воздействию вредных факторов. Автоматы-сварщики способны работать без перерывов и выходных. После программирования процедура сварки полностью контролируется в автоматическом режиме. При ускоренном процессе получаются качественные швы.
Сущность автоматической сварки
Процедуру автоматизации сварки по электродуговой технологии условно делят на несколько операций:
- обновление расплавляемого стержня в постоянном режиме;
- поддержание необходимых условий (подача флюса или защитного газа в рабочую камеру);
- равномерное движение дуги по заданной траектории с постоянной скоростью;
- формирование шовного валика.
При этом автомат контролирует:
- расстояние между кончиком электрода и свариваемым металлом до микрон;
- силу сварочного тока;
- скорость образования шва;
- глубину прогрева заготовки.
Автоматы различаются по:
- способу защиты рабочей зоны;
- движению сварочной дуги;
- количеству устанавливаемых электродов, их типу;
- роду рабочего тока.
При таком разнообразии аппаратов сущность процесса одинаковая.
Благодаря автоматическим установкам производителям удалось увеличить производительность и качество сварных соединений.
Виды сварочных автоматов
Исходя из функционала, в любом оборудовании с автоматической сваркой должны быть базовые элементы:
- источника тока инверторного типа, чтобы обеспечить стабильное горение дуги, поддерживающего нужные вольт-амперные характеристики;
- головки, заменяющей электрод;
- устройства, обеспечивающего движение головки или ванны расплава;
- механизированной подачи присадки;
- блок управления.
Все эти части собраны в едином корпусе. Необходимо предусмотреть стол для укладки заготовок. Устройство формирует шов за счет взаимного движения ванны расплава и головки. Одни из элементов закреплен жестко, другой подвижен. Разработано два типа автоматов:
- с равномерной (устанавливаемой) скоростью подачи присадки в рабочую зону;
- регулированием вращения подающих валиков в зависимости от напряжения дуги.
Саморегулирование происходит за счет удлинения дуги для снижения ампеража рабочего тока. Соответственно, при короткой дуге сила тока возрастает. Если преобразованный сигнал об изменении электродуги передавать на механизм вращения роликов, корректируется скорость подачи проволоки. В автоматах в постоянном режиме регулируется ампераж и вольтаж. Величина напряжения устанавливается на пульте управления, ток регулируется по внешним характеристикам источника питания.
Первые установки для автоматической сварки создавались в годы СССР для тяжелого машиностроения. Электропривод одновременно подает крутящий момент на механизм подачи проволоки и ходовую часть аппарата. Дополнительно монтируется бункер для подачи флюса, бобина для проволоки. Головка с тугоплавким электродом закреплена стационарно в нижней части трактора, вблизи оси, проходящей по центру тяжести сварочного устройства.

Автомат устойчиво движется по свариваемой поверхности или рельсовым направляющим. Устройство применяется для изготовления и ремонта габаритных емкостей, демонстрирует высокую производительность.
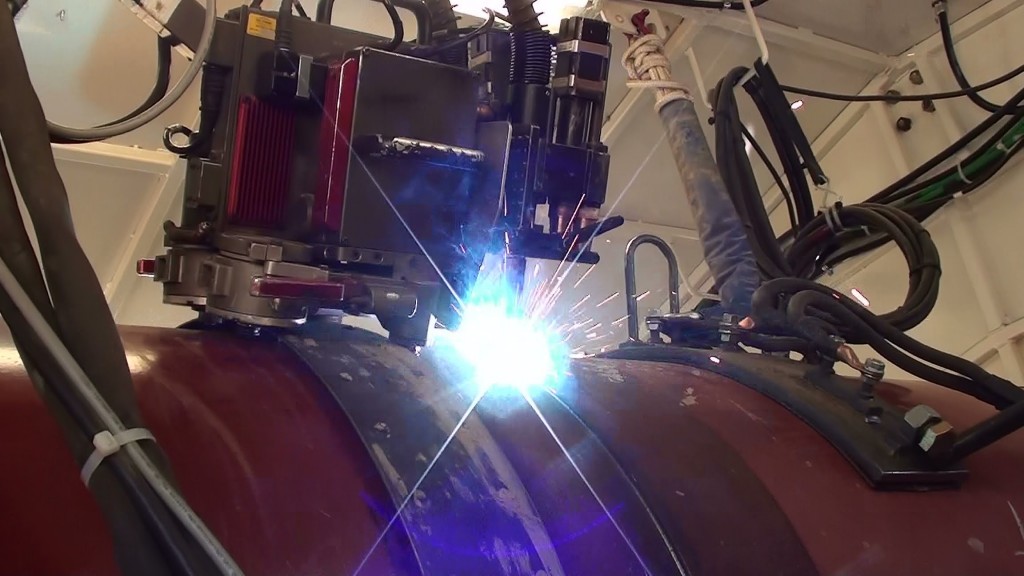
Подвесное оборудование
Сварочные автоматы выпускают двух типов:
- стационарные с неподвижно закрепленным электродом, генерирующим дугу;
- передвижные, оборудованные тележками.
Первые применяются для соединения труб или других вращающихся вокруг оси заготовок. Самоходные нужны для формирования длинных швов. Область применения подобных автоматов обширна, например изготовление сварного проката или наплавка крупногабаритных деталей. Подвесное оборудование используется в робототехнике, оснащается манипуляторами.
Продвигаясь по заданной траектории на недоступных человеку скоростях, автоматическая сварка обеспечивает достойный уровень качества сварных соединений.
Используются для однослойной или многослойной сварки деталей различной толщины с разделкой кромок или без, внахлест или встык. Автоматы выполняют угловые, кольцевые прямые швы.
Технология автоматической сварки
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Визуально швы по автоматической технологии намного ровнее, чем ручной. Сварка автомат обладает другими достоинствами:
- Перед ручной дуговой, сварочное оборудование необходимо долго настраивать, регулировать параметры тока, напряжения. Использование электронных систем ускоряет настроечный процесс.
- Производительность автоматов в разы выше, чем у бригады сварщиков. Не нужны перерывы на отдых, качество не зависит от профессионализма.
- Снижается объем отходов. Количество испорченных деталей зависит от правильности настройки аппаратов, а не от человеческого фактора.
- Стабильный сварочный шов. Сварка автоматами ценится за аккуратные ровные шовные валики одинаковой высоты без разрывов и наплывов.
- Экономичность: расход проволоки ограниченный, меньше энергопотерь из-за разбрызгивания, угара.
- Возможность варить металл:
- в труднодоступных для человека местах;
- замкнутых пространствах;
- вредных условиях: повышенной загазованности, некомфортной для человека температуре.
Теперь о недостатках сварки автоматом:
- низкая маневренность;
- необходимость перестройки при смене операций;
- высокая стоимость оборудования.
По этим причинам сварочные автоустройства не могут полноценно заменить сварщиков.
Отличие сварочного автомата от полуавтомата
Для сварочных работ производители выпускают бытовое и промышленное оборудование. Автомат и полуавтомат чаще эксплуатируются на производстве, реже – в автомастерских. Чем же отличаются такие аппараты? В чем разница, станет ясно, если узнать устройство каждого. Различия у оборудования существенные. Классифицируются сварочники по различным признакам.
Особенности сварочных полуавтоматов
Полуавтоматическая сварка удобна при использовании сварочной проволоки. Возможно использование флюса, углекислого или инертного газа, защищающего металл от окисления, насыщения расплава водородом.
Сам процесс полуавтоматической и автоматической сварки одинаковый:
- электрод образует дугу;
- присадочная проволока, подаваемая в рабочую зону, расплавляется;
- формируется шовный валик требуемой толщины.
Аппараты в зависимости от конструктивного исполнения оснащаются дополнительными функциями. В моделях различаются:
- источники тока, аппараты подключают к генераторам и инверторам;
- виды газа (выпускают углекислотные сварочники и работающие с инертной средой);
- размещением бобины проволоки: внутри корпуса или снаружи.
Основные достоинства полуавтоматической сварки:
- возможность применять стандартные расходные материалы массового производства;
- сварщик всегда может вмешаться в процесс;
- не требуется перенастройка между разными видами сварных соединений или заготовок;
- проволока подается в рабочую зону с одинаковой скоростью;
- аппарат избавляет сварщика от процедуры замены плавящихся электродов;
- универсальность.
Аппараты массово используются в промышленности, быту.

Как работает сварочный автомат
Преимущества автоматизированного процесса ощущаются при повторении однотипных операций: конвейерной сборке узлов, выпуске сварных деталей. Автоматическая сварка исключает человеческий фактор. После настройки техники оператор только включает и выключает автомат.
В сложном устройстве сварка полностью автоматизирована. Аппарат поддерживает стабильную дугу, расстояние между электродом и деталью постоянное. Качество швов зависит от профессионализма настройщиков. Автомат можно настраивать:
- на точечную сварку, например, при производстве сварных сеток;
- сварку сложных швов по заданному контуру;
- бесконечное формирование шва при производстве сварного проката.
Автомат никогда не устает, не требует отпуска. Выходные только на техобслуживание. Воздействие на оператора минимальное, операция производится в закрытом корпусе.
В чем отличие автомата от полуавтомата?
Сначала о схожести. В аппаратах возможно применение защитного газа, флюса, используется порошковая проволока. Отличие автоматов от полуавтоматов – в доле участия человека.
Решая, что выбрать: автомат или полуавтомат, учитывают возможности оборудования. Автоматы выпускают нескольких типов:
- одно- и многоэлектродные, которыми одномоментно делают несколько соединений;
- у подвесных смещается только положение сварочной головки, все остальные узлы закреплены стационарно (применяется для фигурных швов);
- самоходные комплектуются тележкой, при сварочном процессе перемещается не только головка, но и сам механизм (используются в конвейерном производстве);
- сварочные тракторы – самоходные, способны перемещаться по направляющим или самой детали, делают непрерывный длинный шов, например, при изготовлении сварочных труб.
Аппараты также классифицируют по виду сварочного процесса:
- в нижнем положении;
- сварки вертикальных поверхностей горизонтально;
- соединений с принудительным формированием.
Оператор производит настройку оборудования, проверяет, как работает техника. В формировании шва не участвует, положение горелки или электрода не контролирует.
Понятно, что автоматы – оборудование сложное, оснащается электроникой, блоком управления. Срок окупаемости автоматических механизмов большой. Небольшой мастерской покупку такого сварочного автоматического оборудования не осилить.
Полуавтоматы быстро окупаются. Нередко приобретаются для выездных работ повышенной сложности. В полуавтомате механизирован только процесс подачи присадки. Проволока двигается направляющими роликами, скорость которых регулируется сварщиком. Полуавтоматы классифицируют:
- по количеству электродов;
- предназначению (различают п/а для стали, чугуна, цветных металлов);
- функциональности: универсальные для всех видов сварки и без газового оборудования.
Полуавтоматами работают сварщики с опытом, необходимо удерживать расстояние между аппаратом и металлом, поддерживать дугу, регулировать подачу защитного газа.
Коротко о различиях!
Полуавтоматом работает сварщик с опытом работы и контролирует все параметры сварочного процесса — сварка производится вручную.
На автоматах работает оператор, который производит настройки — сварка происходит в автоматическом режиме по заданным координатам.
Смысл использования полуавтоматической сварки при наличии автоматов?
Функционал сварочных автоматов и полуавтоматов различается. Автоматическая сварка необходима для ответственных сложных соединений, массового производства. Могут работать непрерывно долгое время. Полуавтоматическая сварка необходима для получения качественных равномерных швов при небольшом объеме работы. Для настройки полуавтоматов не нужна многомесячная подготовка, обслуживание полуавтоматов недорогое. Для сварки не нужно создавать особенных условий. Сварочники работают в помещениях и на открытом воздухе, для установки не нужна ровная площадка с покрытием установленной плотности. Еще один довод в пользу полуавтоматического сварочного оборудования – мобильность. Автоматические сварочные машины применяют только:
- в технологической цепочке;
- на линии с единым управлением;
- для выполнения однотипных операций.
Ремонт сварщик выполнит квалифицированно и быстро, в критических ситуациях найдет правильный выход. Автоматические устройства перед сменой операций настраивают, регулируют. Стоимость выполнения разовых работ будет неоправданно высокой.
При ограниченном бюджете между автоматами и полуавтоматами выбирают последние. Производители выпускают большой модельный ряд полуавтоматического сварочного оборудования. Модификации автоматических аппаратов чаще делают под производственный цикл.
Читайте также: