Вспомогательные устройства для источников питания сварочной дуги
Обновлено: 14.05.2024
Назначение и основные типы источников питания. История развития, современное состояние и перспективы развития источников. Классификация и обозначение источников питания сварочной дуги в зависимости от способа сварки. Технологические, динамические и эксплуатационные требования к ИП дуги.
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров. Они не только обеспечивают процесс сварки электрической энергией, но оказывают существенное влияние на характер протекания процесса сварки (на качество и производительность).
Простейшие приемы сварки были известны ещё до нашей эры. В основном сварке в то время подвергались изделия из меди: они предварительно подогревались, а затем сдавливались. Тогда применялась так называемая литейная сварка. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом. Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Это способ известен под названием горновая или кузнечная сварка.
Способы сварки развивались очень медленно. Резкий перелом в этой области техники наступил в конце ХIХ - начале ХХ века. В 1802 г. русский ученый академик В.В. Петров впервые открыл и исследовал явление дугового разряда. В классическом труде «Известие о гальванивольтовских опытах», опубликованной им в 1803 г., описано плавление металла дуговым разрядом. Дуговой разряд, как источник тепла высокой температуры и света высокой яркости, не сразу получил практическое применение из-за отсутствия достаточных мощных и экономичных источников тока для питания дуги. Такие источники появились лишь в конце XIX века.
В 1882 г. русский инженер Н.Н. Бенардос изобрел способ электродуговой сварки неплавящимся угольным электродом. Своему изобретению Н.Н. Бенардос дал название «Электрогефест». В 1986 г. он получил русский патент «Способ соединения и разъединения металлов непосредственным действие электрического тока». Н.Н. Бенардос разработал технологию дуговой сварки и типы сварных соединений, применяемых и в настоящее время (встык, внахлестку и др.). При сварке металла значительных толщин он применял скос кромок. Подготовка кромок при сварке тонких листов заключалась в отбортовке их краев. Для улучшения качества сварки им применялись флюсы: при сварке сталей – кварцевый песок, мрамор, при сварке меди – бура и нашатырь.
Созданию газовой сварки способствовали исследования процессов горения газовых смесей французским ученым Анри Луи Ле Шателье. В 1895 г. он доложил французской академии наук о получении им высокотемпературного пламени при сжигании смеси ацетилена и кислорода. К началу ХХ века относятся первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную горелку сконструировал Эдмонд Фуше, который получил на нее патент в Германии в 1903г. В 1904 во Франции была обнаружена возможность использования ацетилено-кислородной горелки для резки. Впервые газовая сварка демонстрировалась в 1906г. в Московском техническом училище. С 1911г. пионером развития автогенного дела в России являлся завод «Перун» в Петербурге, на котором изготавливалась некоторая аппаратура для газовой сварки и резки и обучались первые газосварщики.
Уже в начале 20-х гг. ХХ столетия под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлом, а несколько позже – сварку судов и ответственных конструкций.
Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик». В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-ых годов: коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. Его внедрение в производство началось с 1940г. Сварка под флюсом сыграла огромную роль в годы войны при производстве танков, самоходных орудий и авиабомб. Позднее был разработан способ полуавтоматической сварки под флюсом.
В конце 40-ых годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патонова разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Огромным достижением сварочной техники явилась разработка коллективом ИЭС в 1949 году электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Быстрое развитие промышленности и всех отраслей техники вызвало появление новых средств нагрева, пригодных для сварки металлов, таких как, термитные смеси, электронный луч, лазер, высокотемпературная плазма, ультразвук и других новых эффективных способов сварки.
· Существующие к настоящему моменту времени источники питания сварочной дуги можно классифицировать по разным признакам (Рис. 1.1).
По первому признаку источники питания классифицируются в соответствии со способом производства энергии: преобразуется ли она из силовой сети питания (что имеет место в трансформаторах, выпрямителях и электронных источниках питания) или вырабатывается самими источниками питания (как это имеет место в случае использования генераторов).
По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
- путем использования трансформаторов, которые преобразуют относительно высокое напряжение силовой сети в более низкое напряжение для сварки переменным током;
- путем использования сварочных выпрямителей, состоящих из трансформатора (для понижения напряжения силовой сети) и блока выпрямления для преобразования переменного тока в постоянный;
- путем использования электронных источников питания (например, сварочных инверторов);
- путем использования сварочных преобразователей, состоящих из сварочного генератора, вращение ротора которого обеспечивается электрическим двигателем;
- путем использования сварочных агрегатов, состоящих из сварочного генератора, вращение ротора которого обеспечивается двигателем внутреннего сгорания (строго говоря, в агрегате происходит преобразование не электрической энергии, а механической в электрическую).
Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все кроме агрегатов, т.к. получают энергию от стационарной электрической сети) и автономными (агрегаты, т.к. их генератор подсоединен к двигателю внутреннего сгорания).
По четвертому признаку источники питания классифицируются в соответствии со способом регулирования параметров сварки. В трансформаторах, выпрямителях это может быть выполнено с помощью подвижных катушек, подвижных магнитных шунтов, секционированием витков вторичной обмотки и другими способами.
Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC), постоянный (DC) или оба, как AC, так и DC (комбинированные источники питания).
Рис. 1.1 Классификация источников питания
По шестому классификационному признаку источники питания классифицируются в соответствии с формой внешней (статической) вольт-амперной характеристики (ВВАХ). Внешней вольтамперной характеристикой источника питания является зависимость среднего значения напряжения на клеммах источника от силы тока в сварочной цепи. Она может быть либо падающей (CC - constant current), либо жесткой (CV - constant voltage). И в том и другом случаях эти определения не совсем точны и являются условными, принятыми в сварочной практике.
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ). Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
1. Внешняя характеристика источника питания должна соответствовать статической (вольтамперной) характеристике дуги.
2. Напряжение холостого хода должно быть достаточным для легкого зажигания дуги, но не превышающим нормы техники безопасности. Величина напряжения холостого хода зависит от конструкции и назначения сварочного агрегата и составляет (60 ÷ 80) В.
3. Источник должен обладать хорошими динамическими свойствами. С увеличением длины дуги рабочее напряжение должно быстро возрастать, а с уменьшением - быстро падать. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 0,05 с, а по требованиям минимального разбрызгивания металла - 0,01-0,02 с.
4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева электрода, оплавления покрытия и разбрызгивания металла, но не должен быть и слишком мал, чтобы не затруднять повторное зажигание дуги. Поэтому для источников сварочного тока принято следующее соотношение между током короткого замыкания и рабочим током:
5. Мощность источника сварочного тока должна быть достаточной для выполнения сварочных работ соответствующим способом.
6. Источник должен иметь устройство для плавного регулирования силы тока.
Тема 1.2. Характеристики сварочной дуги.
Электрические процессы в дуге. Модель сварочной дуги и распределение потенциала по ее длине. Анодная и катодная области, столб дуги. Вольт-амперные характеристики (ВАХ): статические и динамические. Способы их определения. Влияние изменения длины дуги на ВАХ.
При размыкании электрической цепи возникает электрический разряд в виде электрической дуги.Для появления электрической дуги достаточно, чтобы напряжение на контактах было выше 10 В при токе в цепи порядка 0,1 А и более. При значительных напряжениях и токах температура внутри дуги может достигать 3 - 15 тыс.°С, в результате чего плавятся контакты и токоведущие части.
При напряжениях 110 кВ и выше длина дуги может достигать нескольких метров. Поэтому электрическая дуга, особенно в мощных силовых цепях, на напряжение выше 1 кВ представляет собой большую опасность, хотя серьезные последствия могут быть и в установках на напряжение ниже 1 кВ. Вследствие этого электрическую дугу необходимо максимально ограничить и быстро погасить в цепях на напряжение как выше, так и ниже 1 кВ.
Процесс образования электрической дуги может быть упрощенно представлен следующим образом. При расхождении контактов вначале уменьшается контактное давление и соответственно контактная поверхность, увеличиваются переходное сопротивление( плотность тока и температура — начинаются местные (на отдельных участках площади контактов) перегревы, которые в дальнейшем способствуют термоэлектронной эмиссии, когда под воздействием высокой температуры увеличивается скорость движения электронов и они вырываются с поверхности электрода.
В момент расхождения контактов, то есть разрыва цепи, на контактном промежутке быстро восстанавливается напряжение. Поскольку при этом расстояние между контактами мало, возникает электрическое поле высокой напряженности, под воздействием которого с поверхности электрода вырываются электроны. Они разгоняются в электрическом поле и при ударе в нейтральный атом отдают ему свою кинетическую энергию. Если этой энергии достаточно, чтобы оторвать хотя бы один электрон с оболочки нейтрального атома, то происходит процесс ионизации.
Образовавшиеся свободные электроны и ионы составляют плазму ствола дуги, то есть ионизированного канала, в котором горит дуга и обеспечивается непрерывное движение частиц. При этом отрицательно заряженные частицы, в первую очередь электроны, движутся в одном направлении (к аноду), а атомы и молекулы газов, лишенные одного или нескольких электронов, — положительно заряженные частицы — в противоположном направлении (к катоду). Проводимость плазмы близка к проводимости металлов.
Определение:
Сварочная дуга – это установившийся мощный электрический разряд в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов и других защитных средств.
Носителями электричества в сварочной дуге являются электроны и ионы. Электрическая проводимость дугового промежутка обеспечивается тем, что под действием электрического поля между катодом и анодом отрицательно заряженные электроны движутся к аноду, а положительно заряженные ионы – к катоду. Но основными носителями электричества в сварочной дуге, по большей части и определяющими ее проводимость, являются электроны.
В стволе дуги проходит большой ток и создается высокая температура. Такая температура ствола дуги приводит к термоионизации — процессу образования ионов вследствие соударения молекул и атомов, обладающих большой кинетической энергией при высоких скоростях их движения (молекулы и атомы среды, где горит дуга, распадаются на электроны и положительно заряженные ионы). Интенсивная термоионизация поддерживает высокую проводимость плазмы. Поэтому падение напряжения по длине дуги невелико.
В электрической дуге непрерывно протекают два процесса: кроме ионизации, также деионизация атомов и молекул. Последняя происходит в основном путем диффузии, то есть переноса заряженных частиц в окружающую среду, и рекомбинации электронов и положительно заряженных ионов, которые воссоединяются в нейтральные частицы с отдачей энергии, затраченной на их распад. При этом происходит теплоотвод в окружающую среду.
Таким образом, можно различить три стадии рассматриваемого процесса: зажигание дуги, когда вследствие ударной ионизации и эмиссии электронов с катода начинается дуговой разряд и интенсивность ионизации выше, чем деионизации, устойчивое горение дуги, поддерживаемое термоионизацией в стволе дуги, когда интенсивность ионизации и деионизации одинакова, погасание дуги, когда интенсивность деионизации выше, чем ионизации.
Глава 6. Вспомогательные устройства источников питания дуговой сварки
Глава 7. Основные правила эксплуатации источников питания
7.1. Выбор, монтаж, пуск источников питания
Свойства сварочной дуги и характеристики источников питания
Дуговая сварка широко используется в различных отраслях машиностроения, в строительстве, в энергетике, на транспорте. Стабильность качества сварных конструкций во многом зависит от технологических и энергетических свойств сварочных источников питания. Продолжают совершенствоваться известные способы сварки и разрабатываются новые, связанные с управлением плавления и переносом электродного металла, расширяется перечень свариваемых материалов, номенклатура изготовляемых с помощью сварки изделий, для которых необходимы сварочные источники питания с определенными свойствами. Улучшение качества сварных соединений с одновременным повышением производительности процесса сварки предъявляет повышенные требования к технологическим и энергетическим свойствам источников питания. В условиях производства без правильного выбора сварочного источника питания трудно достичь высокой стабильности качества сварных соединений.
Учебное пособие написано в соответствии с учебной программой высших учебных заведений по курсу " Источники питания сварочной дуги" и предназначено для студентов, обучающихся по специальности 120500 "Оборудование и технология сварочного производства" всех форм обучения, 110900 "Металлургия и процессы сварочного производства", 030508 "Профессиональное обучение".
При изложении материала учебного пособия авторы предполагали, что студенты усвоили общенаучные дисциплины: физику, математику, основы электротехники. В результате изучения дисциплины " Источники питания сварочной дуги" молодой специалист должен уяснить научные основы, принципы построения и работу всех типов сварочных источников питания.
Цель настоящего учебного пособия – ознакомить молодого специалиста с теоретическими основами источников питания для дуговой, плазменной и электрошлаковой сварки, получить навыки правильного выбора источника с необходимыми технологическими и энергетическими свойствами для сварки конкретных изделий и способов сварки и освоить основные требования по их эксплуатации.
Назначение и основные типы источников
Установки для дуговой сварки и сварочные посты в общем случае включают в свой состав следующие элементы:
а) технологическое сварочное оборудование (автоматическая головка, сварочный трактор или полуавтомат);
б) механическое сварочное оборудование (кантователь, вращатель, манипулятор, роликовый стенд, сварочный стол, портал, колонна, площадка и т.д.);
в) источник питания;
г) систему управления.
В простейшем случае при ручной дуговой сварке оборудование включает в себя только источник питания. Поэтому они является важнейшим, а иногда и единственным элементом оборудования для дуговой и электрошлаковой сварки.
В зависимости от вида электрической энергии и характера ее преобразования различают следующие типы источников питания:
Трансформатор понижает переменное напряжение сети до величины необходимой для ведения процесса сварки.
Генератор преобразует механическую энергию вращения якоря в энергию постоянного тока, используемую для сварки.
Преобразователь является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора постоянного тока и, следовательно, преобразует энергию сетевого переменного напряжения в используемую для сварки энергию постоянного тока.
Агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока. В нем для получения сварочного тока используется энергия сжигания химического топлива.
Выпрямитель преобразует энергию сетевого переменного напряжения в постоянное - используемое для сварки.
Большая часть источников питания предназначена для сварки низкоуглеродистых и низколегированных сталей средней и большой толщины . Они являются источниками общепромышленного применения. К ним относятся источники для ручной сварки покрытыми электродами, механизированной сварки в защитных газах и под флюсом.
Специализированные источники предназначены для сварки цветных сплавов, высоколегированных сталей и сплавов, тонколистовых изделий. Эти источники отличаются относительной сложностью, насыщены элементами автоматики, высокими сварочными свойствами.
Вспомогательные устройства для источников питания
Многие специализированные источники питания дуги для сварки на переменном и постоянном токе комплектуют устройствами, облегчающими зажигание дуги. Наибольшее распространение получили маломощные (100—3 00 Вт) высокочастотные искровые генераторы, называемые осцилляторами, создающими токи высокого напряжения (2—5 кВ) и высокой частоты (150—250 кГц). Питание сварочной дуги токами высокой частоты и высокого напряжения параллельно с основным источником сварочного тока повышает устойчивость горения дуги и облегчает ее зажигание. Зажигание дуги обеспечивается даже без соприкосновения электрода с изделием, что особенно необходимо при сварке вольфрамо вым электродом в защитном газе. При подаче импульсов тока от осциллятора на промежуток между изделием и электродом происходит пробой промежутка и появление в нем свободных электронов, создавая условия для горения дуги, питаемой от основного источника тока. Ток высокой частоты и напряжения безопасен для человека. С источниками питания постоянного тока осцилляторы применяют для первоначального возбуждения дуги, а переменного — как для первоначального возбуждения дуги, так и для ее возобновления после смены полярности (после перехода синусоиды тока через нуль), т. е. для поддержания устойчивого горения дуги. Осцилляторы в основном используют при сварке дугой малой мощности, при аргонодуговой сварке, при сварке тонколистового металла, при пониженном напряжении холостого хода источника сварочного тока.
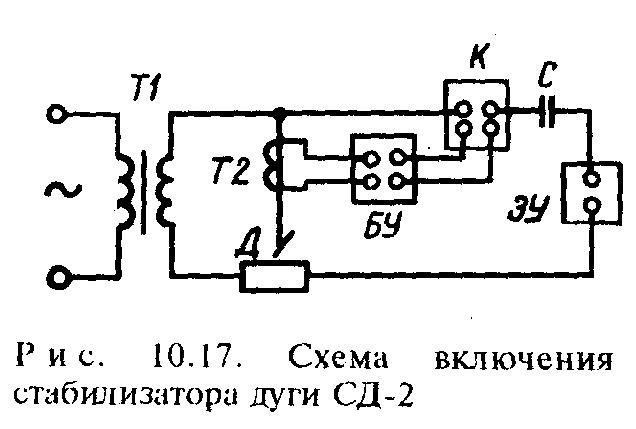
Стабилизаторы поддерживают устойчивое горение сварочной дуги при сварке на переменном токе плавящимся электродом путем подачи на дугу в начале каждого периода повышенного импульса напряжения, фактически повторно зажигая дугу в моменты пере- хода тока через нулевое значение. Стабилизатор Сд-2 (рис. 10.17) состоит из зарядного устройства (ЗУ), конденсатора (С), трансформатора тока (Т2), контактора (К) и блока управления (БУ). Конденсатор заряжается от зарядного устройства и в момент перехода сварочного тока через нулевое значение разряжается на дуговой промежуток (Д), стабилизируя дуговой разряд. Стабилизатор представляет собой отдельный блок и подключается к вторичной обмотке сварочного трансформатора (Т1).
Для возбуждения и стабилизации горения дуги при ручной аргонодуговой сварке алюминия и его сплавов неплавящимся электродом на переменном токе применяется также возбудитель-стабилизатор ВСД-01. Он обеспечивает стабильное горение дуги при длине дугового промежутка до 6 мм и устойчивое возбуждение дуги при зазоре между электродом и изделием 2 мм. В источниках питания дуги широко используют регуляторы плавного снижения сварочного тока в конце сварки. Это необходимо для заварки кратера сварного шва при его завершении.
Многопостовые источники питания дуги
При необходимости размещения значительного количества сварочных постов на ограниченной производственной площади целесообразно применять более мощные источники питания. Такие источники обеспечивают работу нескольких постов одновременно через общий шинопровод, подключенный к выходным зажимам источника.
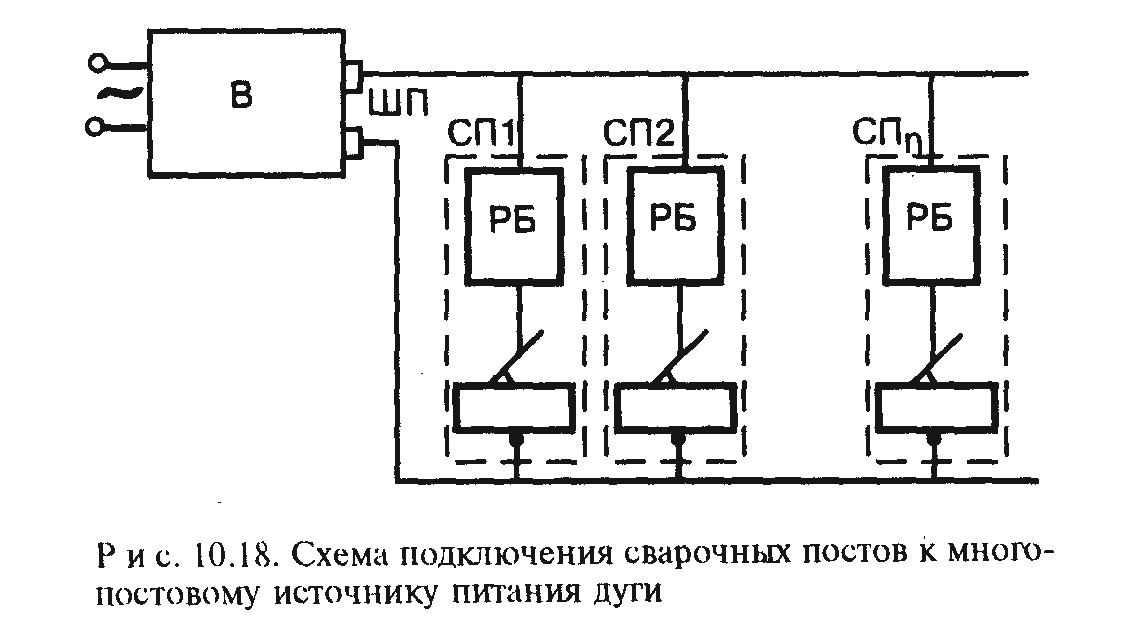
Такие источники называют многопостовыми источниками питания дуги. Основное требование, предъявляемое к многопостовым источникам питания дуги,— обеспечение устойчивой работы каждого подключенного к нему поста как в установившемся, так и в переходных режимах независимо от воздействия других постов. Эта независимость постов обеспечивается неизменностью напряжения холостого хода вдоль шинопровода для каждого поста. Многопостовое питание часто используют для ручной дуговой сварки покрытыми электродами, автоматической сварки под флюсом и механизированной сварки в среде углекислого газа. При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное постовое (балластное) сопротивление. Схема подключения показана на рис. 10.18. Многопостовой источник (В) обслуживает n сварочных постов (СП1 — СП n) через общий шинопровод (ШП). Каждый сварочный пост подключен к шинопроводу через балластное сопротивление (РБ), с помощью которого производят регулирование силы сварочного тока и получение падающей вольтамперной характеристики для сварки. Для ручной дуговой сварки и сварки под флюсом выходное напряжение источника питания дуги обычно не изменяют. Многопостовые источники для сварки в углекислом газе отличаются тем, что в них имеется несколько выходных шинопроводов на разные напряжения холостого хода. Каждый сварочный пост в этом случае подключают к соответствующему шинопроводу с соответствующим напряжением.
В многопостовых выпрямителях большое внимание уделено использованию защитных устройств от перегрузки. Для сварки покрытыми электродами применяют выпрямители ВКСМ- 1000, ВДМ-1б01 с балластными реостатами РБ-500. Для сварки в среде углекислого газа используют выпрямители ВМГ-5000 с реостатами РБГ-502. Используют также многопостовые генераторы постоянно го тока (ГСО-500) и трансформаторы.
Электрическая дуга и ее применение для сварки
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воз действием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют о б л а с т ь ю д у г о в о г о разряда или дуговым промежутком. Длину дугового промежутка называют д л и н о й д у г и. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют и о н и з а ц и е й, а сам газ —и о н и з о в а н н ы м. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть с в о б о д н о й д у- г о й в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит сле- дующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 3.1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.

Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400—2700 0 С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области Uk, составляет порядка 12—17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Ua, составляет порядка 2-11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют и о н и з а ц и е й с о у д а р е н и е м. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами.

Такой процесс нейтрализации частиц называют р е к о м б и н а ц и е й. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000—8000 0 С и более. Падение напряжения в нем Uс, изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелоч- но-земельные элементы (Са, Nа, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс—длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс=1д. Тогда получается выражение
показывающее, что напряжение дуги прямым образом зависит от
ее длины, где а = Uк + Uа; b = Е.
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее пара метры — сила тока и напряжение находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги) называют статической вольтамперной характеристики дуги (рис. 3.2). С увеличением длины дуги ее напряжение возрастает и кривая статической вольт-амперной характеристика поднимается выше, с уменьшением длины
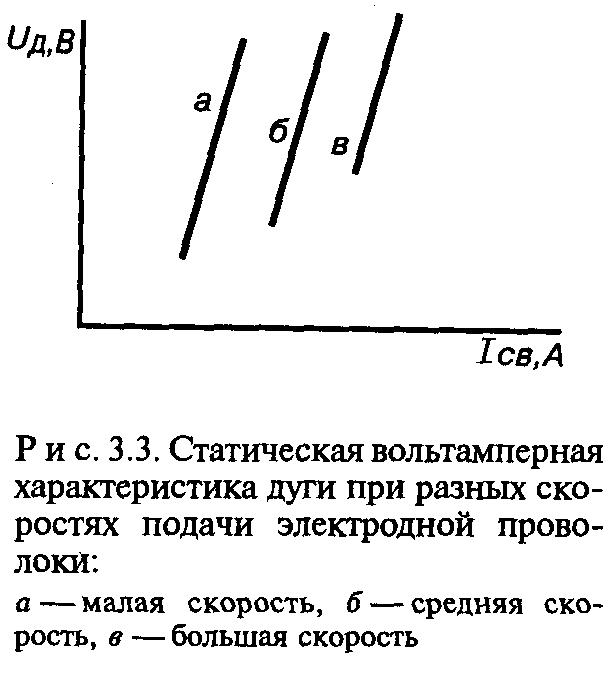
дуги опускается ниже, качественно сохранив при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги. Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области различается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуги. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными. Сварки дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрас- тающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (Рис. 3.3). Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуги. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой — к резкому возрастанию напря- жения и ее обрыву.
Презентация к учебному занятию на тему: "Вспомогательные устройства источников питания сварочной дуги. Осцилляторы. Стабилизаторы "

Презентация на тему: "Вспомогательные устройства источников питания сварочной дуги. Осцилляторы. Стабилизаторы "к учебному занятию по МДК 01.02 Основное оборудование для производства сварных конструкций. Специальность: 22.02.02 Сварочное производство, 1-й год обучения. Презентация позволяет студентам более качественно и наглядно изучить тему урока.
Просмотр содержимого документа
«Презентация к учебному занятию на тему: "Вспомогательные устройства источников питания сварочной дуги. Осцилляторы. Стабилизаторы "»

ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Вспомогательные устройства источников питания сварочной дуги.
Осцилляторы. Стабилизаторы
МДК 01.02 Основное оборудование для производства сварных конструкций
Специальность: 22.02.02 Сварочное производство, 1-й год обучения
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна

Осцилляторы
Осцилля́тор (от лат. oscillo — качаюсь) — система, совершающая колебания, то есть показатели которой периодически повторяются во времени.
Понятие осциллятора играет важную роль в физике и повсеместно используется, например, в квантовой механике и квантовой теории поля, теории твёрдого тела, электромагнитных излучений, колебательных спектров молекул. В принципе это понятие используется по крайней мере при описании почти любой линейной или близкой к линейности физической системы, и уже поэтому пронизывает практически всю физику. Примеры простейших осцилляторов —маятник и колебательный контур.

Типы осцилляторов:
Гармонический осциллятор;
Осциллятор Дуффинга;
Осциллятор Чуа;
Осциллятор Ван дер Поля.
Гармонический осциллятор (в классической механике) — система, которая при смещении из положения равновесия испытывает действие возвращающей силы F, пропорциональной смещению x (согласно закону Гука):
где k — коэффициент жёсткости системы.
Если F — единственная сила, действующая на систему, то систему называют простым или консервативным гармоническим осциллятором. Свободные колебания такой системы представляют собой периодическое движение около положения равновесия (гармонические колебания). Частота и амплитуда при этом постоянны, причём частота не зависит от амплитуды.


Осциллятор Дуффинга (англ. Duffing oscillator) — простейшая одномерная нелинейная система. Представляет собой одномерную частицу, движущуюся в потенциале:
При b=0 система сводится к обычному линейному осциллятору. Особенностью осциллятора Дуффинга является возможность получения хаотической динамики.
Уравнение движения для осциллятора Дуффинга имеет вид:
где x и m, соответственно — координата частицы и её масса.


Цепь Чуа, схема Чуа — простейшая электрическая цепь, демонстрирующая режимы хаотических колебаний. Была предложена профессором Калифорнийского университета Леоном Чуа в 1983 году. Цепь состоит из двух конденсаторов, одной катушки индуктивности, линейного резистора и нелинейного резистора с отрицательным сопротивлением (обычно называемого диодом Чуа).
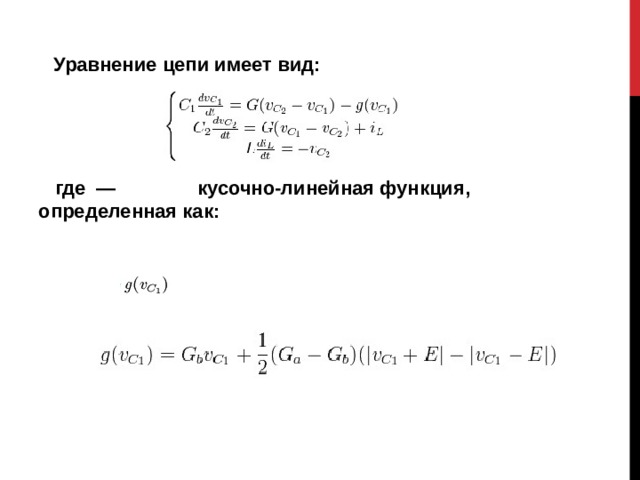
Уравнение цепи имеет вид:
где — кусочно-линейная функция, определенная как:

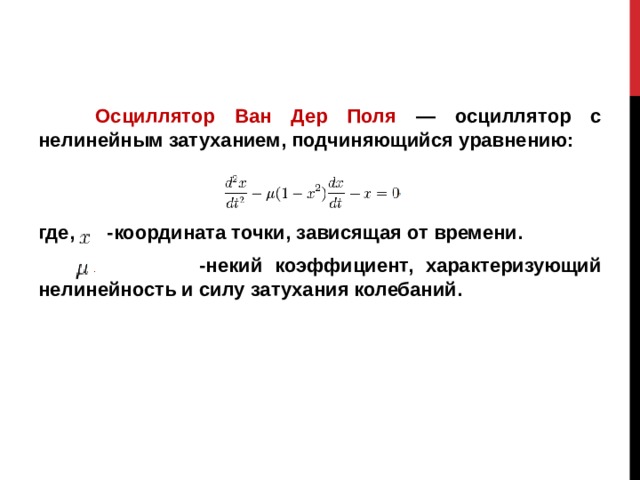
Осциллятор Ван Дер Поля — осциллятор с нелинейным затуханием, подчиняющийся уравнению:
где, -координата точки, зависящая от времени.
-некий коэффициент, характеризующий нелинейность и силу затухания колебаний.


Стабилизаторы
Стабилизаторы поддерживают устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения, практически повторно зажигая дугу в момент перехода тока через нулевое значение.
Стабилизатор представляет собой отдельный блок и подключается к вторичной обмотке сварочного трансформатора.
Читайте также: