Выбор tig сварочного аппарата
Обновлено: 12.05.2024
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
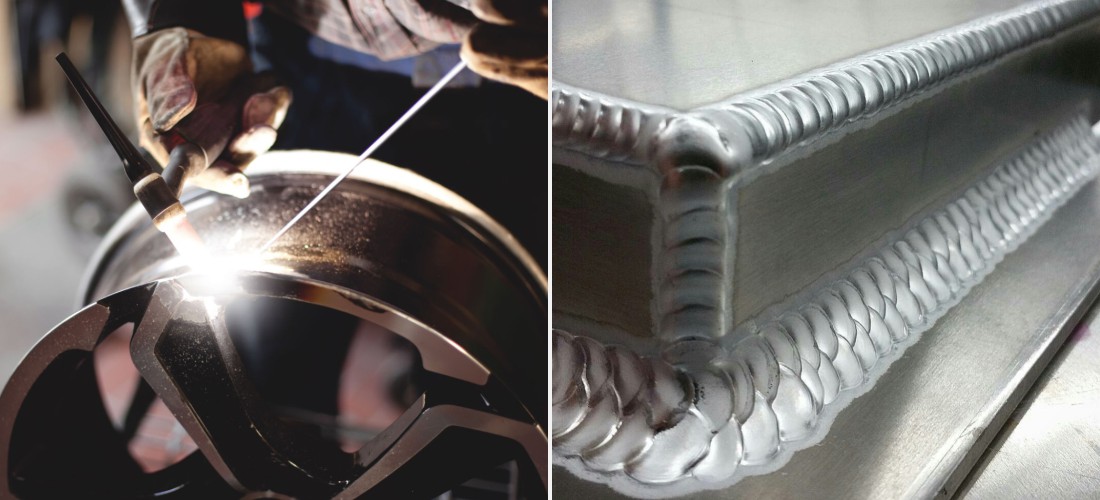
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1. Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
2. Какой материал вы собираетесь сваривать?
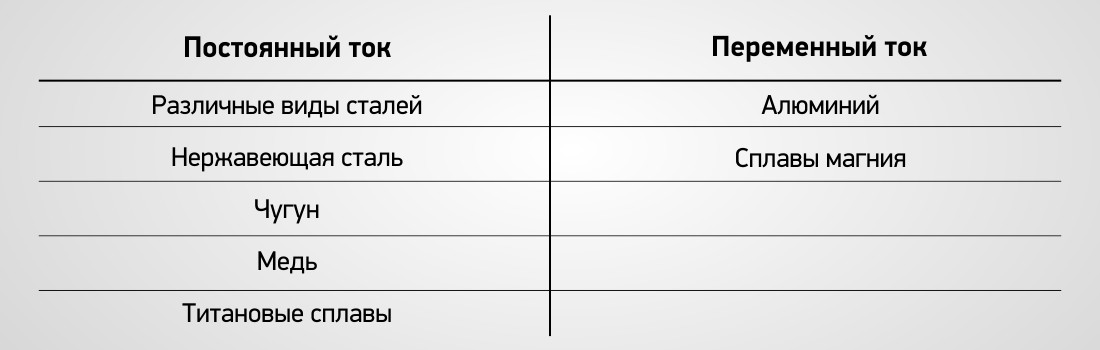
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Выбор аппарата аргонодуговой сварки – 5 главных принципов
На рынке представлены десятки, если не сотни аппаратов аргонодуговой сварки. Возможность TIG-сварки реализована во многих современных моделях инверторов ручной дуговой сварки и в полуавтоматах. Разнообразие вариантов создает определенные трудности выбора подходящей модели, особенно для новичка.
Для начала стоит ответить на 5 простых вопросов:
- С какими видами металлов предстоит работать?
- Какова толщина свариваемых деталей?
- Пригодится ли сварка конструкций толщиной менее 1 мм или выполненных из нержавеющей стали?
- Как интенсивно планируется использовать аппарат?
- Есть ли опыт в TIG-сварке или Вы только начинаете?
ОТВЕТ №1. Вид металла и сварочные токи
У аппаратов с переменным и постоянным током есть важные отличия. Постоянный ток требуется во время сварки различных видов стали, меди, чугуна и т.д. Для таких материалов как алюминий, магний и металлов с оксидной пленкой на поверхности обязательно применяются аппараты, работающие на переменном сварочном токе.
Существуют и универсальные варианты. Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).
ОТВЕТ №2. Диапазон сварочного тока
Аргонодуговая сварка металлоконструкций определенной толщины доступна в соответствующем диапазоне сварочного тока.
Допустим, основной фронт работ – стальные металлоконструкции толщиной до 6 мм. Здесь подойдет инвертор с током до 200 А. Сварка алюминия толщиной 6 мм потребует больше чем 200 А. Ну, а аппарат с диапазоном от 5 до 200 А позволит работать с нержавеющей сталью толщиной до 1 мм и алюминием до 5 мм.
Здесь мы приводим общие рекомендации для сварочных аппаратов серии INTIG и для наиболее используемых металлов и толщин. Это поможет сориентироваться при выборе оборудования под ваши задачи.
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸ А |
|---|---|---|---|
| Стальные сплавы | 1,0 | DC | 20 - 40 |
| 1,5 | DC | 40 - 70 | |
| 4,0 | DC | 120 - 140 | |
| Алюминий | 1-2 | AC | 20 - 60 |
| 4-6 | AC | 120 - 180 | |
| 6-10 | AC | 220 - 230 | |
| 11-15 | AC | 280 - 360 |
При выборе аппарата обратите внимание на стабильность дуги при силе тока менее 10 ампер. Параметр определяет легкость образования дуги и уровень контроля. Важно знать, что стартовый ток должен быть гораздо ниже, чем рабочий. Это особенно критично для сварки тонких листов металла.
ОТВЕТ №3. Импульсный режим
Если предстоит сваривать металлы небольших толщин, то стоит обратить внимание на аппараты аргонодуговой сварки, работающие в импульсном режиме.
Импульсный режим облегчает сварку на малых токах. В течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы) с определенной частотой. Процесс проходит стабильно, уменьшается тепловложение – коробление металла сведено к минимуму, деталь не перегревается.
Данный режим необходим для контроля тепловложения в сварной шов или сварки без присадочного прутка. При этом, сварка может вестись как на постоянном, так и на переменном токе.
ОТВЕТ №4. Интенсивность
Время работы сварочного аппарата (рабочего цикла) напрямую зависит от такой характеристики как продолжительность включения. Чем выше ее показатель, тем дольше используется tig установка без перерыва.
Для примера рассмотрим рабочий цикл аппарата FUBAG INTIG 200 DC. Он будет работать 6 минут при максимальном сварочном токе 200А и 4 минуты ему понадобится на технологический перерыв. На практике крайне редко кто варит без остановки дольше 3-4 минут, т.к. периодически нужно прерываться, чтоб подготовить участок к сварке, подогнать детали, сменить сварочный пруток и т.д.
Правильно оценив предполагаемую нагрузку можно хорошо сэкономить. Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора. Неоправданно высокая для задач продолжительность включения значительно удорожает стоимость оборудования.
ОТВЕТ №5. Дополнительные функции
Все аргонодуговые аппараты для TIG-сварки оснащены функциями высокочастотного поджига и заварки кратера.
- Заварка кратера. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в tig аппарате предусматривается режим плавного уменьшения тока.
- Высокочастотный поджиг. Обеспечивает уверенный старт сварочного процесса - дуга загорается без контакта с поверхностью металла, что исключает прожиг металла. К тому же на металле не остается вольфрамовых включений.
И еще немного полезного
1. Продувка газа. Данная функция защищает шов от окисления.
2. Жидкостное охлаждение горелки. Интенсивная эксплуатация аппарата предполагает перегрев горелки. Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
3. Напряжение питания. Аппараты с большими токами сварки, как правило, производятся в трехфазном варианте. Их младшие собратья – в однофазном.
Теперь Вы обладаете всем необходимым, чтобы сделать правильный выбор. Если у Вас возникли дополнительные вопросы или хотите наглядно закрепить полученные знания, ознакомьтесь с нашим видео руководством на канале FUBAG RUSSIA:
Как выбрать хороший сварочный аппарат для алюминия
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия
Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG
Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.
3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);
4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.
К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)
Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки
Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
Как выбрать аппарат TIG сварки
Возникают ситуации, когда требуется сварить металлы, такие как медь, алюминий, титан. Сложность в том, что их невозможно соединить при обычном методе сварки MIG-MAG MMA — потребуется аргонно-дуговая сварка.

Аргонно-дуговая или TIG сварка самый медленный и аккуратный тип сварки. Применяется в тех случаях, где к внешнему виду сварного соединения предъявляются повышенные требования либо, когда соединяются тонкостенные заготовки.
Метод сварки TIG подходит для различных металлов, чаще всего применяется для соединения нержавеющей стали и алюминия.
Отличие от MMA сварки обычным электродом и MIG-MAG сварки, где электродом является подаваемая проволока, в сварке TIG используется тугоплавкий вольфрамовый электрод.
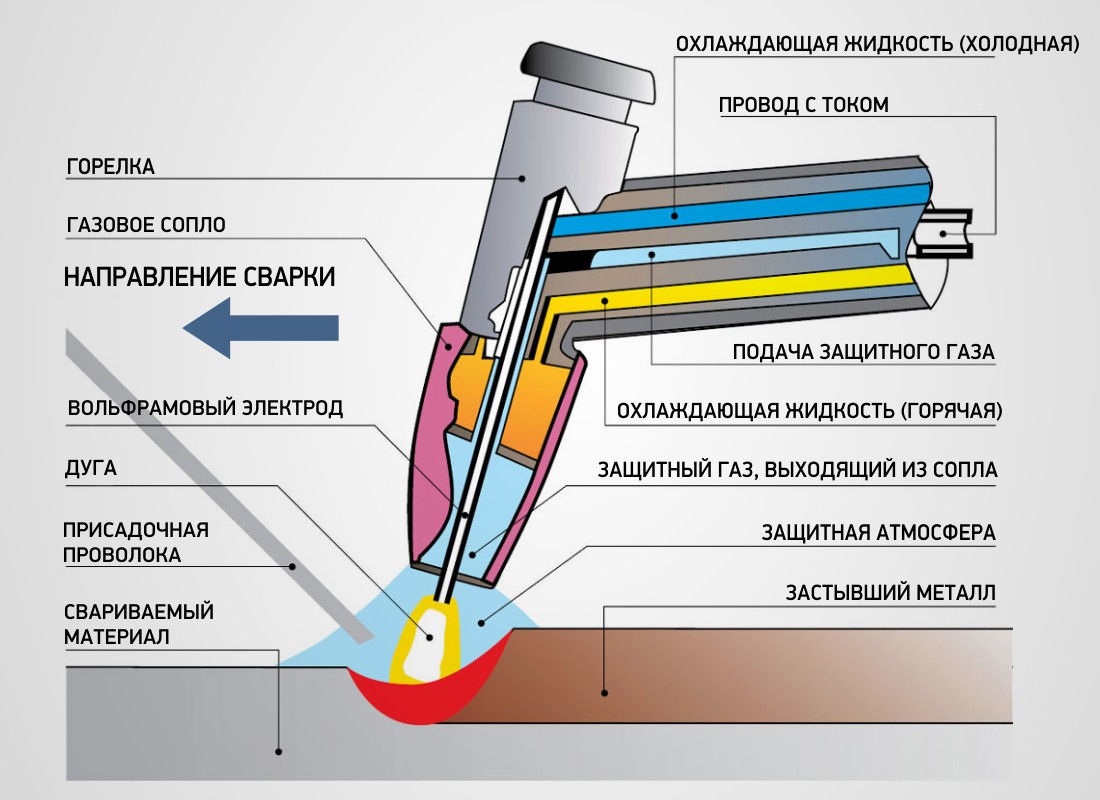
Процесс сварки происходит в среде защитного газа- аргона, который защищает область сварки от окисления на открытом воздухе. В зону сварки вручную подается присадочный пруток. Таким образом электродуга расплавляет металл свариваемых заготовок и присадочный пруток, а через керамическое сопло горелки постоянно подается инертный газ — так формируется шов.
Преимущества сварки с применением аргона
- Данный способ сварки позволяет соединять разные виды металлов.
- Идеальное качество сварного шва, без окалины, дыма и брызг металла.
- TIG сварка позволяет работать с тонкими деталями и заготовками большой толщины.
- Легко контролировать сварочный шов.
Ограничения у аргонно-дуговой сварки тоже имеются
- Низкая производительность.
- Минимальный стартовый комплект включает в себя газовый баллон — низкая мобильность этого типа сварки.
- Настройка сварочного оборудования потребует определенных навыков.
- Особые требования к рабочим условиям — ветреная погода или сквозняки в помещении мешаю процессу, сдувают защитный газ из зоны сварки. Качество шва значительно ухудшается.

На что обратить внимание при выборе аппарата TIG
- Понять виды планируемых работ, от этого зависит выбор сварочного аппарата. Чтобы это сделать требуется определить металлы, с которыми предстоит работать.
- Будут ли производиться сварные работы алюминия или других металлов с оксидной пленкой. От этого будет зависеть, нужен ли аппарат с постоянным током DC или с постоянным и переменным током AC/DC.
- Металлы каких толщин планируется сваривать. От этого будет зависеть диапазон сварочного тока.
- Будет ли свариваться заготовки менее 1 мм из нержавеющей стали , тогда нужно чтобы аппарат имел импульсный режим.
- Как интенсивно планируется использовать сварочный аппарат. Если работать в постоянном режиме, есть смысл задуматься над покупкой горелки с водяным охлаждением.
- Также важно, если ли у мастера опыт работы с аргонными аппаратами. Начинающему мастеру, будет проще постичь азы TIG сварки на аппарате с функциями, упрощающими настройку и рабочий процесс.

Отличие аппаратов с переменным и постоянным сварочным током
Постоянным током производят работы по сварке стали, нержавеющей стали, чугуна и меди.
Если планируется варить не только вышеперечисленные металлы, ваш будущий аппарат должен варить как постоянным, так и переменным током. Обозначается переменный ток AC/DC.
Переменный ток используется при сварке металлов с оксидной пленкой на поверхности.
Диапазон сварочного тока определяет толщины заготовок, которые способен проварить аппарат. Важны как верхние так и нижние значения.

- Для стальных металлоконструкций толщиной до 6мм можно варить аппаратом до 200 Ам.
- Для сварки алюминия толщины 6 мм потребуется аппарат с токами выше 200 ампер.
- Для нержавеющей стали до 1 мм и алюминием до 5 мм потребуется сварочник с диапазоном токов от 5 до 200 ампер.

Рекомендации по использованию токов при различных видах и толщинах металлов
Минимальная рабочая сила тока также важна при выборе аппарата. Она влияет на стабильность и хороший контроль дуги при силе тока менее 10 Ампер.
Продолжительность включения — ПВ. Показатель того, какую часть 10 минутного цикла аппарат может работать, и сколько времени ему потребуется на охлаждение.
Функция высокочастотного поджига и заварки кратера присутствует у всех аппаратов TIG сварки. Высокочастотный поджиг гарантирует уверенный старт сварочного процесса. Дуга образуется без контакта с поверхностью заготовки — это гарантирует его прожиг.
Заварка кратора представляет собой финальной участок сварочного шва высота которого уменьшается до нуля. Критически важна заварка кратера в герметичных соединениях. Для реализации этой функции в аппарате предусмотрен режим постепенного уменьшения тока.
Импульсный режим облегчает сварку на малых токах. В течении сварочного цикла ток меняется от максимального ток-импульса до минимального ток-паузы с определенной частотой. Импульсный режим необходим, если ведется сварка без присадочного прутка. Такая сварка может производиться на постоянном и на переменном токе.

Какие еще функции будут полезны
Продувка газа до начала процесса и после — защитит шов от окисления.
Водяное охлаждение горелки. Если аппарат эксплуатируется в непрерывном режиме и с большим количеством циклов работ то стоит задуматься над оснащением горелки жидкостным охлаждением. Это отдельный модуль, устанавливаемый, как правило, на одной тележке со сварочником.
Сварочный аппарат TIG: Технология, Применение, Выбор
Аргонодуговое сваривание часто применяют для соединения деталей. Благодаря этой технологии можно получить швы отличного качества. TIG-сварку используют не только на производстве, но и при выполнении ремонтных работ. Кроме того, этот способ идеален для сваривания металлоконструкций.
Соединение деталей аргонодуговым методом производится при помощи специальных сварочных аппаратов TIG. В этой статье мы поговорим о плюсах и минусах технологии, особенностях процесса сварки в среде аргона, выборе TIG-устройства.
Особенности технологии

Аббревиатура TIG означает Tungsten Inert Gas –сварка в среде инертного газа. Данный метод соединения металлических деталей находит свое применение на производстве и в мастерских. Он предусматривает создание 2-5-миллиметровой электрической дуги между электродом и заготовкой, а также одновременную защиту сварочной зоны с помощью инертного газа (чтобы на нее не влиял атмосферный воздух). При этом используются неплавящиеся вольфрамовые расходники.
Учитывая то, какой металл или сплав соединяется, применяется постоянный или переменный сварочный ток. Защитный газ подается аппаратом для TIG-сварки через закрепляемую на держателе горелку. Практически всегда это аргон, поэтому ТИГ- сварку нередко называют аргонодуговой.
Для cварки тонких заготовок нет необходимости в поперечных колебаниях. Горелку необходимо просто аккуратно вести вдоль линии стыковки заготовок, тогда шов получится предельно гладким. Небольшие колебания следует совершать только тогда, когда нужно расширить границы соединения или закрыть зазор. Сварочная ванна будет растянута, а на поверхности образуется мелкая чешуя.
Благодаря температуре дуги от двух до пяти тысяч градусов Цельсия, сварочным аппаратом с режимом ТИГ эффективно расплавляются кромки металлических заготовок, что позволяет соединять их, формируя тонкий шов. Для усиления конструкции применяются присадочные прутки. Присадка подается в зону сваривания свободной рукой. Благодаря этому сварщики увеличивают высоту валика, придают месту соединения дополнительной прочности. Даже можно наплавлять металл, чтобы впоследствии обработать деталь механическим способом (отшлифовать, совершить проточку).
Защитный газ, подаваемый в горелку от баллона, препятствует образованию пор. Благодаря этому швы отличаются прочностью и герметичностью.
Преимущества и недостатки TIG-сварки
ТИГ обладает рядом явных преимуществ по сравнению с другими способами электросварки. Однако и она не лишена минусов.
- обеспечивает качественную сварку как нержавеющих сталей, так и цветных металлов;
- заточенный вольфрамовый электрод позволяет делать стыки узкими и аккуратными;
- в процессе работы не появляются брызги металла, прилипающие к поверхности;
- минимальный нагрев обеспечивает минимальное коробление изделия;
- шов не покрывается шлаковой коркой;
- есть возможность сваривать детали, применяя присадку или обходясь без нее;
- получившееся соединение зачастую не требует дополнительной механической обработки;
- соединения отличаются герметичностью и способностью выдерживать высокие нагрузки.

- скорость создания швов ниже, чем у MIG-метода;
- вольфрамовые электроды отличаются дороговизной;
- важны навыки сварщика (сходу взяться за работу, как с полуавтоматами, не получится);
- корпус горелки не дает работать в труднодоступных местах;
- из-за сопла горелки видимость зоны сваривания несколько ограничена (сейчас иногда применяются прозрачные сопла);
- если используется присадка, то нужно подавать пруток постоянно и контролировать его длину (в процессе сваривания длина прута быстро уменьшается, а длинную проволоку неудобно держать в руке);
- необходимо дополнительно потратиться на покупку защитного газа;
- невозможно нормально работать вне помещения в ветреную погоду (инертный газ сдувается, а зона электросварки начинает взаимодействовать с окружающим воздухом).
Для чего применяются TIG-устройства?

ТИГ-сварка применяется для соединения алюминиевых, титановых заготовок, конструктивных элементов из легированных сталей. Она используется при ремонте потрескавшихся автомобильных составляющих: радиаторов, поддонов картера и т. п. Используя сварочные аппараты с режимом TIG, из листов металла изготавливают емкости для хранения разного рода продукции.
Подобные сварочники можно встретить на многих СТО, так как без них не может обойтись ни один серьезный кузовной ремонт. Практически в каждом доме найдутся кухонные приспособления и полотенцесушители, разные части которых соединены благодаря методу ТИГ.
Особенности выбора TIG-аппарата
Сварочные аппараты аргонодуговой сварки обычно работают от сетей с напряжением 220 либо 380 В. Для бытового использования сгодится первый вариант. Если вам нужно часто выезжать со сварочником или работать на высоте, разумно будет приобрести легкую модель (4-8 кг).
1. Вид свариваемого металла и тока. Выбирайте DC, если планируете работать с титаном, черными сталями, медью, нержавейкой чугуном. Для сварки алюминия требуется переменный ток.
2. Ампераж. Чем шире диапазон рабочего тока, тем более разные по толщине детали вы сможете сваривать. Для очень тонких заготовок нужна будет поддержка небольшой силы тока.
3. Наличие импульсного режима. Данное решение предназначено для улучшения качества электросварки тонких заготовок. В основе технологии – чередование двух сварочных токов с определенной частотой.
4. Продолжительность включения. Выражается в процентах и говорит о том, какое количество времени аргоновый сварочный аппарат сможет проработать без отключения. Если значение, например, составляет 70%, то из 10 мин. рабочего процесса сварочник на максимальном токе будет 7 мин. использоваться и 3 мин. «отдыхать».
5. Полезные дополнительные функции. Предназначены для облегчения рабочего процесса. Например, HF (высокочастотный поджиг дуги) делает старт легким и плавным, зажигая ее без соприкосновения со свариваемой поверхностью. Режим Mix Tig обеспечивает глубокий провар и эффективную очистку поверхности от оксидной пленки – можно работать с алюминием толще в 1,5 раза, нежели в обычном режиме AC. Есть еще много различных функций.
1. Горелка. Обычно она поставляется вместе со сварочником, но может и не находиться в комплекте с аппаратами премиум-класса. Бывает вентильной или кнопочной. При покупке следует обращать внимание на длину рукава.

2. Вольфрамовый электрод. Цвет наконечника говорит о том, с каким металлом предназначен работать расходник. Электроды синего цвета наиболее универсальны. Также подбирайте диаметр элемента согласно силе тока и глубине проплавления.

3. Баллон с редуктором. Для эпизодического применения будет достаточно объема в 10 литров. В мастерскую или на производство покупают вместительные баллоны на 40…150 л.

Аппараты для TIG сварки для домашней мастерской
Ресанта САИ-230 АД
Компактное устройство, собранное на базе современных IGBT-транзисторов. Работает на постоянном токе. Отличается амперажем 10-230 А. Позволяет работать без пауз до семи минут на максимальной мощности (ПВ 70%), поэтому предназначено не только для домашней, но и для профессиональной электросварки.
Для управления данным сварочным аппаратом ТИГ предусмотрены механические переключатели и ручки. Следует отметить наличие регулятора индуктивности дуги, который позволяет выбрать глубину проплавления. Есть два светодиода, сигнализирующих о питании сети и срабатывании термозащиты. Среди дополнительных функций предусмотрены Hot Start, Anti Stick, Arc Force для ММА режима. САИ-230 удобно переносить благодаря наличию наплечного транспортировочного ремня.
FUBAG INTIG 200 AC/DC PULSE

Модель создана для сваривания алюминия и его сплавов, цветных металлов, стали (нержавеющей, углеродистой, низколегированной).
Благодаря функции TIG DC PULSE можно с высоким уровнем качества сваривать тонкие материалы. Дополнительный режим электросварки AC обеспечивает работу с алюминиевыми заготовками. Данный сварочный аппарат TIG отличается девятью заносимыми в память аппарата индивидуальными программами сварки. Для индикации параметров предусмотрено два цифровых дисплея. Нужные значения легко установить благодаря интуитивным циклограммам.
Аргонный сварочный аппарат защищен от повышенного напряжения и перегрузок до 400 В, оснащен системой воздушного охлаждения. Для легкого старта работы предусмотрены дополнительные опции HF и TIG Lift.
В предыдущей серии моделей аппарат был оснащен специальной прозрачной крышкой панели управления. Что помогало защитить панель от случайных нажатий и пыли
«Сварог» REAL TIG 200 W223
Данная модель компактная (размеры 420x160x310 мм). Она произведена для сваривания на постоянном токе сталей (нержавеющих, углеродистых), латуни, бронзы, титана, меди, чугуна. А также разнородных сплавов.
На металлическом корпусе модели есть удобная ручка для ношения и защитные бамперы. Данный сварочный аппарат аргонодуговой сварки хорошо адаптирован к российским реалиям: защищен по стандарту IP21S, обеспечивает устойчивую работу в диапазоне напряжения электросети 160-270 В. Управление механическое. Показатель выбранной силы тока отображается на цифровом экране. Имеется регулятор длительности постпродувки газом для качественного завершения шва. Предусмотрена функция высокочастотного поджига дуги.
Этот универсальный сварочник создан для профессионального импульсного сваривания любым из видов тока TIG-способом. Отличается качественной сборкой. Может применяться как в небольших мастерских, так и в строительстве, промышленности. Он также поддерживает MMA-сварку. Применяется для осуществления операций соединения алюминия, стали, нержавейки, цветных металлов. Поддерживаемый ампераж: 5-200 А.
Благодаря удобной и интуитивной циклограмме на приборной панели аргонового сварочного аппарата можно настроить режим «Пульс» и отрегулировать все стадии процесса электросварки. Управление здесь механическое, но есть цифровой дисплей. Предусмотрено восемь удобных ручек для установки точной настройки. Поддерживается дистанционное управление с помощью пульта. Есть функция HF. На верхней части корпуса имеются две ручки для удобства транспортировки.
Недостатки PRO INTER TIG 200: большие габариты и немалый вес – 49,8х32,8х30,2 см и 20 кг, параметры не всех функций показываются на экране, отсутствует заварка кратера.
TRITON ALUTIG 200P AC/DC
Еще одно универсальное устройство. Отличается наличием настройки баланса полярности и тока. Оснащено функцией Mix Tig, возможностью регулировать частоту до 200 Гц, выбирать форму волны тока из четырех вариантов. Благодаря треугольной форме волны, дает возможность работать с тонким алюминием. В памяти данного аргонного сварочного аппарата можно сохранять до 10 шаблонов настроек. Рабочий диапазон: 10-200 А.
Из недостатков ALUTIG 200P: немалый вес – 23,5 кг; значение максимального MMA-тока достигает всего 160 А, что меньше, чем у большинства аналогичных моделей.
Особенности сварки алюминия TIG аппаратом
Электросварка алюминиевых заготовок – не такое простое дело. Их поверхность сначала необходимо зачистить от верхнего окисленного слоя и обезжирить ацетоном или другим растворителем. Кроме того, может потребоваться радел кромок – для формирования корня шовной линии. Для более эффективного отвода тепла целесообразно будет разместить заготовки на медной или стальной подкладке.
Далее необходимо правильно настроить аппарат для TIG-сварки : указать подходящий ампераж, задать время продувки аргоном и т. д. Если сварочник типа AC/DC, нужно переключить его на переменный ток.
Читайте также: