Выполнение работ по сварке
Обновлено: 06.05.2024
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
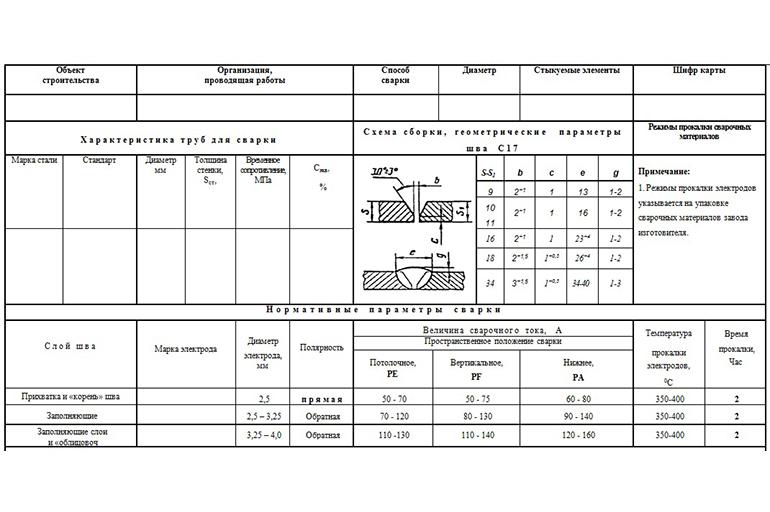
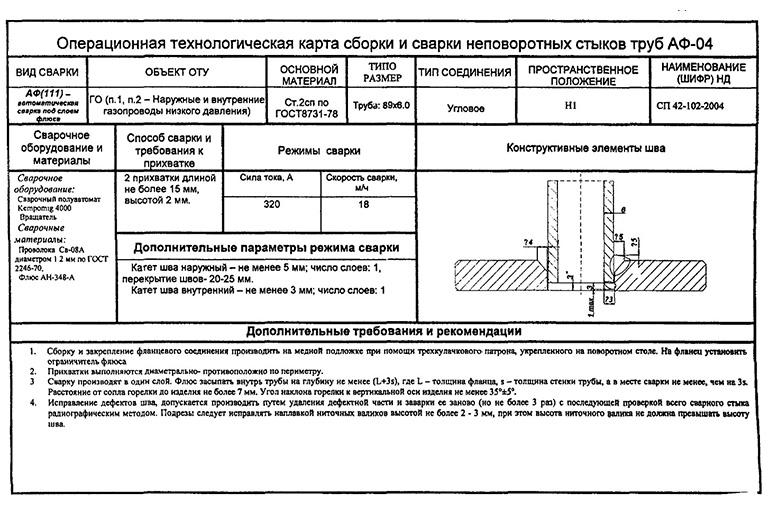
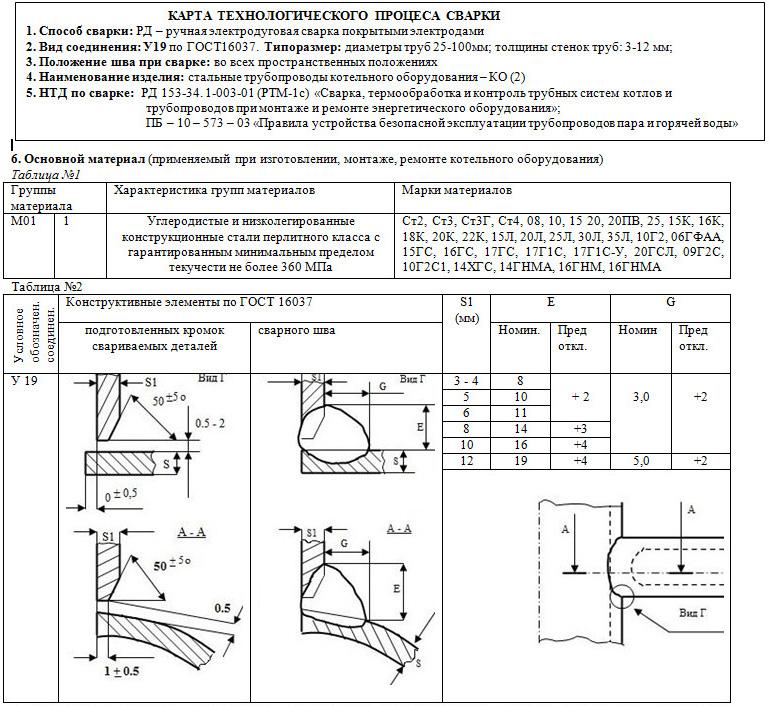
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
Образцы технологической карты для сварочных работ

О СВАРКЕ
Сварка – это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.
.jpg)
Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции – технологической карты сварки.
Что это такое
Технологическая карта (ТК) – это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат – качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Где применяется технологическая карта
Карта техпроцесса – компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Важность наличия документации
Благодаря возможности рабочей бригады действовать по заранее продуманному и сконструированному маршруту, существенно повышается эффективность проделанных операций, снижается вероятность технических ошибок. Специалисты отдела инспекции могут проводить тщательную проверку сварных соединений на всех этапах техпроцесса.
ГОСТ, применяемый к технокарте
К единой системе технологической документации и правилам записи операций и переходов по сварке утвержден ГОСТ 3.1705-81. Он введен 1 июля 1982 г.
Сварочные мероприятия должны осуществляться в соответствии с существующими стандартами.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки – верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.
Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала – неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка – это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая – покрытыми электродами или неплавящимся электродом;
- механизированная – самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая – под флюсом;
- газовая;
- термитная.
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов – это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков – это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные – не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В – во влажных условиях;
- до 36 В – в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.
Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) – это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе – это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе – это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций – это трудоемкая операция, требующая большой точности расчетов.
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов – типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
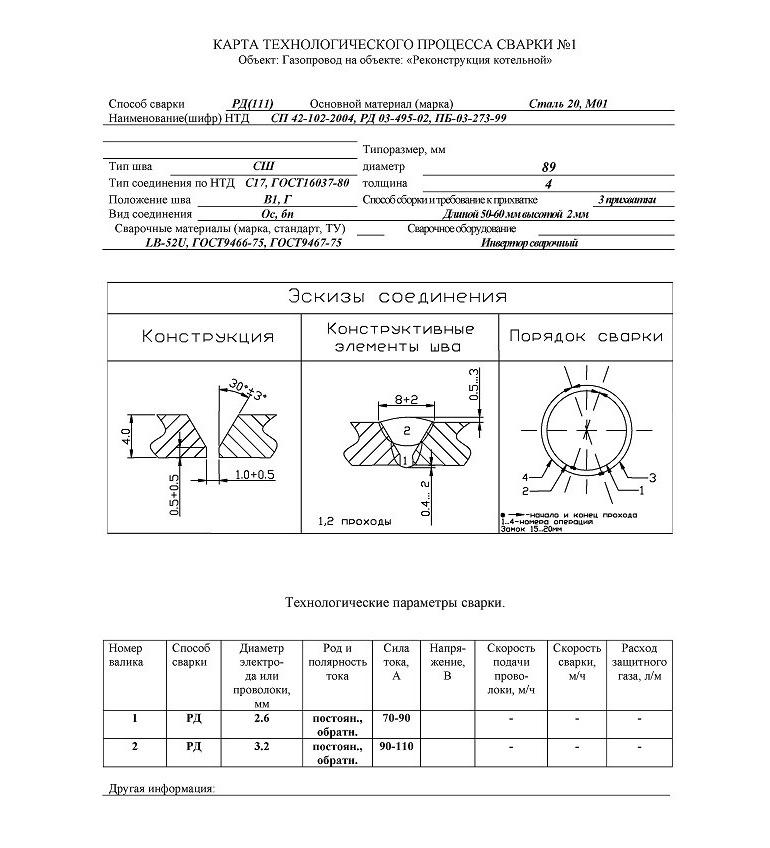
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Род и полярность тока – постоянный, обратная.
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
Правила проведения сварочных работ

Сварка считается опасным и вредным видом работ. На производственных площадках травмоопасные ситуации возникают постоянно.

Это объясняется присутствием легковоспламеняющихся веществ, нагретых предметов. Поэтому при проведении сварочных работ необходимо соблюдать технику безопасности.
Необходимость соблюдения правил
Вне зависимости от типа используемого оборудования на сварщика и других присутствующих на рабочей площадке людей воздействует негативные факторы.
Необходимость соблюдения правил объясняется возможностью возникновения следующих травмоопасных ситуаций:
- попадания искр на одежду сварщика;
- прожигания обуви из легкоплавких материалов;
- травмирования кожи лица, органов зрения горячими парами металлов;
- возгорания находящихся на площадке материалов от распространения искр;
- ожогов от попадающих на кожу частиц;
- поражения электрическим током высокой силы;
- падения плохо зафиксированных частей металлоконструкции.
Что представляет опасность
К физическим и химическим факторам вредности сварки относятся:
- высокий уровень шума, издаваемый сварочными аппаратами;
- интенсивное инфракрасное и ультрафиолетовое излучение;
- ослепляющий свет видимого спектра;
- содержание тяжелых металлов в парах расплава;
- присутствие горячих частиц над сварочной ванной;
- тепловую энергию, вырабатывающуюся при работе горелки.
Общие положения при проведении сварочных работ
При соединении элементов металлоконструкций любым способом соблюдают следующие правила:
- Оборудование устанавливают на специализированных рабочих местах, снабженных защитными ширмами. Высота экрана должна составлять не менее 180 см.
- В закрытом помещении сварку начинают после запуска приточной вытяжки.
- В цехах с повышенной влажностью работают в резиновом защитном костюме. При принятии сварщиком сидячего или лежачего положения применяют войлочные подложки.
- Перед началом сварки проверяют целостность питающего и заземляющего кабелей.
- При ремонте автомобиля предварительно отключают массу аккумулятора. Топливный бак демонтируют.
- Агрегат перемещают только в отключенном от сети состоянии. Держатель при этом устанавливают на диэлектрическую подложку.
Требования к сотруднику для допуска к работам
Приступающий к сварке человек должен:
- Иметь установленную требованиями закона квалификацию.
- Предоставить свидетельство о прохождении краткого инструктажа по ТБ.
- Иметь навыки работы со сварочными агрегатами. Устройства применяют строго по назначению, с разрешения мастера.
- Применять средства индивидуальной защиты, поддерживать рабочую одежду в надлежащем состоянии.
- Быть ознакомленным с порядком оказания первой медицинской помощи пострадавшим при производстве людям.
- Уметь применять противопожарные системы при возникновении аварийных ситуаций. Необходимо ознакомиться с принципом действия сигнальных датчиков, расположением запасных выходов, планом эвакуации.

Необходимые средства защиты кожи и глаз
Приступая к работам, сварщик должен использовать следующие принадлежности, исключающие травмирование:
- Рабочий костюм. Специальная одежда выдается предприятием. Она шьется из огнеупорных тканей – брезента, замши, спилка. Костюмы из синтетических тканей запрещены к применению. В зимнее время надевают суконную одежду.
- Рукавицы или перчатки. Наиболее качественными являются замшевые изделия. Брезент быстро сгорает, поэтому менять рукавицы придется часто.
- Обувь, изготавливаемую из разных материалов. Чаще всего предприятия выдают работникам кирзовые сапоги или ботинки с прорезиненной подошвой. Обувь не должна иметь гвоздей, повышающих риск поражения током.
- Сварочную маску. Применять изготовленные своими руками щитки нежелательно. Даже небольшая щель в маске способна привести к поражению органов зрения.
К промышленным средствам защиты при сварке предъявляются повышенные требования.
Положения по охране труда
При правильном начале и ведении сварочного процесса можно избежать большинства проблем.
Подготовка к работам
Рабочую смену начинают с оценки состояния оборудования, при которой выполняют следующие действия:
- проверяют основные блоки аппарата, расходные материалы и вспомогательные приспособления;
- при работе на высоте надежно закрепляют леса и иные конструкции;
- заземляют агрегат, что исключает вероятность возникновения электротравм;
- просушивают питающие кабели, если на них присутствуют капли влаги (вода способствует разрушению изоляции);
- замеряют длину провода (нельзя использовать изделия протяженностью более 10 м).
По окончании процесса
Завершая сварку, также нужно соблюдать требования охраны труда.
Работники выполняют следующие действия:
- Отключают агрегат от электрической сети.
- Перед проверкой качества сварного соединения дожидаются остывания деталей. Прикасаться к раскаленному металлу запрещено.
- Очищают оборудование от загрязнений, проверяют целостность основных блоков. Укладывают вспомогательные инструменты в специально отведенные контейнеры.
Во время аварийных ситуаций
В таких случаях предъявляются особые требования к охране труда.
К ним относят следующие правила:
- при нахождении трубопровода под давлением сварочные работы останавливают;
- сварку запрещено проводить при наличии взрывоопасных паров в помещении;
- необходимо продумать план действий, помогающих исключить травмирование сотрудников при авариях.
Каким должно быть помещение, где выполняются работы
Сварка ведется в специально оборудованном цехе с хорошей вентиляцией. При работе в закрытых емкостях применяют дополнительные средства защиты от вредных паров. В помещении должен присутствовать отсек для складирования газовых баллонов.
Каждое рабочее место отгораживают ширмой.
.jpg)
Особые требования предъявляют к уровню освещенности, отсутствию взрывоопасных материалов в зоне сварки.
Нормы хранения инструментов и эксплуатации оборудования
При складировании и использовании технических средств соблюдают следующие правила безопасности:
- Оборудование хранят в сухом отапливаемом помещении, без насекомых и грызунов. Отсыревшие шланги и кабели становятся причиной возникновения аварийных ситуаций.
- Электроды хранят в прохладном сухом месте. При складировании в условиях повышенной влажности стержни невозможно использовать для возбуждения электрической дуги.
- Генераторы размещают так, чтобы они не падали, не подвергались ударам. Устройства без гидрозатвора использовать при сварке нельзя. Не рекомендуется применять генераторы при температуре ниже нуля.
- Нельзя устанавливать шланги длиной более 20 м. При работе на высоте протяженность элементов можно увеличивать до 40 м. Запрещено менять местами шланги подачи кислорода и ацетилена. После завершения работы их складывают кольцами, не перегибая, не сдавливая.
- Перед снятием колпака с баллона проверяют целостность штуцера и вентиля. Нельзя выбивать деталь молотком, направлять поток газа на себя или других людей. Баллон устанавливают на ровную подставку в вертикальном положении. Нельзя размещать его вблизи источников тепла.
Запретные действия
Согласно технике безопасности, при выполнении сварочных работ нельзя:
- Продолжать процесс при повреждении сварочной маски.
- Работать при неисправной или отключенной вентиляционной системе. Продолжать сварку на улице после начала дождя или снегопада нельзя. Это повышает риск получения травм от тока.
- Соединять электросваркой незакрепленные металлические заготовки. Нельзя держать детали руками.
- Варить в помещениях с легковоспламеняющимися материалами или газами.
- Присоединять новые элементы к трубопроводам, находящимся под давлением.
- Использовать в качестве заземления толстые металлические листы или профили.
- Долго удерживать в замкнутом состоянии держатель или электрод. Это способствует выходу сварочного оборудования из строя.
.jpg)
Отдельная техника безопасности для конкретных видов сварки
К некоторым категориям работ предъявляются дополнительные требования охраны труда.
Резка и сварка газом
При выполнении таких сварочных работ требования будут более обширными.
Электросварщик должен соблюдать следующие правила:
- Баллоны с ацетиленом или кислородом хранят и транспортируют только в вертикальном положении. Отработанные емкости складируют отдельно от полных.
- В первую очередь прекращают подачу ацетилена. Это исключает возникновение обратного удара.
- Газовые генераторы нельзя устанавливать возле кислородных баллонов, лестниц.
- Запрещено подключать к одной емкости несколько горелок. Нельзя самовольно выключать автоматические системы, работать в загрязненной маслом одежде.
- При работе с генератором нужно отслеживать уровень жидкости в затворе.
- Возле баллонов не должны находиться источники открытого огня. Курить разрешается на расстоянии не менее 20 м от сварочной площадки.
- Замерзшее оборудование нельзя отогревать открытым пламенем. Для этих целей используют кипящую воду.
- Газовые редукторы со сломанными манометрами исключают из производственного процесса.
Использование электрооборудования
Исключить получение травм при ручной дуговой сварке помогает соблюдение следующих правил:
- Все электрические приборы тщательно зануляют и заземляют. Для этого используют медные кабели достаточного сечения.
- Сварочное оборудование подключают через отдельный защитный автомат и УЗО.
- При необходимости ремонта провода обрыв устраняют, используя соединительную муфту. Кабели подвешивают на высоте более 2 м. Опускать их к агрегатам следует через заземленный стальной рукав. Места прокладки проводов оборудуют резиновыми держателями.
- При работе на открытых площадках над оборудованием сооружают навес. При наличии осадков проведение сварки откладывают.
- Неисправные кабели перед началом работ заменяют.
Плазменная сварка и резка
При выполнении таких видов работ соблюдают следующие правила:
- Во время сварки обе руки защищают перчатками. Рукавицы не должны иметь повреждений и загрязнений.
- Для защиты органов дыхания надевают респиратор. Кроме того, используют средства, препятствующие повреждению органов слуха при высоком уровне шума.
- Образующиеся при сварке загрязнения удаляют из воздуха вытяжными системами. Установки бывают стационарными или переносными.
- Для защиты кожи от частиц расплава надевают специальную обувь, кожаный фартук, рукавицы.
- Грат, образующийся при электросварке, утилизируют в соответствии с правилами управления отходами при замкнутом цикле использования материалов.
Соблюдение требований охраны труда во время сварки помогает сделать производственный процесс более безопасным.
Зачем нужен журнал сварочных работ

Журнал сварочных работ ведется на всех производственных объектах, требующих государственного технического надзора. К заполнению документа предъявляются требования, закрепленные в строительных правилах СП 70.13330.2012. ЖСР помогает контролировать деятельность сотрудников, ответственных за качество сварных соединений.
.jpg)
Функция журнала сварочных работ
Главная задача документа – контроль проведения сложных технологических процессов, связанных с изготовлением металлоконструкций.
Журнал помогает отслеживать следующие моменты:
- соблюдение работниками техники безопасности, требований к организации рабочего места;
- следование порядку проведения самих сварочных работ;
- соблюдение сотрудниками технологических требований, предъявляемых к скорости формирования соединения и качеству шва.
Сварочный журнал считается разновидностью исполнительных документов.
Его наличие на производственных или строительных площадках является обязательным.
Классификация документации осуществляется в зависимости от назначения:
- Журнал отслеживания и проверки качества сварочных процессов. Помогает контролировать работу сварщиков на буровых установках, электростанциях, иных важных объектах.
- Книга учета отдельных видов сварки, например, аргонодуговой. Необходим для контроля соблюдения требований, предъявляемых к данному типу работ.
Документ имеет полную юридическую силу. В случае расследования причин аварийных ситуаций бумаги предоставляются в суд.
На ком ответственность за заполнение
Каждая бригада работников заполняет сварочный журнал отдельно. Даже если на объекте присутствует несколько групп сотрудников, каждая из них создает собственный документ.
После завершения работы на площадке сотрудники сдают журнал.
Отметки ставят следующие лица:
- сварщики;
- ответственный за выполнение сварки мастер;
- представитель контролирующей организации.
Ведение документации регламентируется законодательными актами. Лица, отказывающиеся от заполнения журнала сварочных работ, подвергаются санкциям вплоть до увольнения или крупного штрафа.
Форма ЖСР и образец
Документ представляет собой тонкую пачку бланков, пронумерованных, сшитых и заверенных печатью предприятия.
Формы книги учета бывают разными, однако обязательным является вхождение следующих разделов:
- титульной страницы;
- листа с данными инженерно-технического персонала;
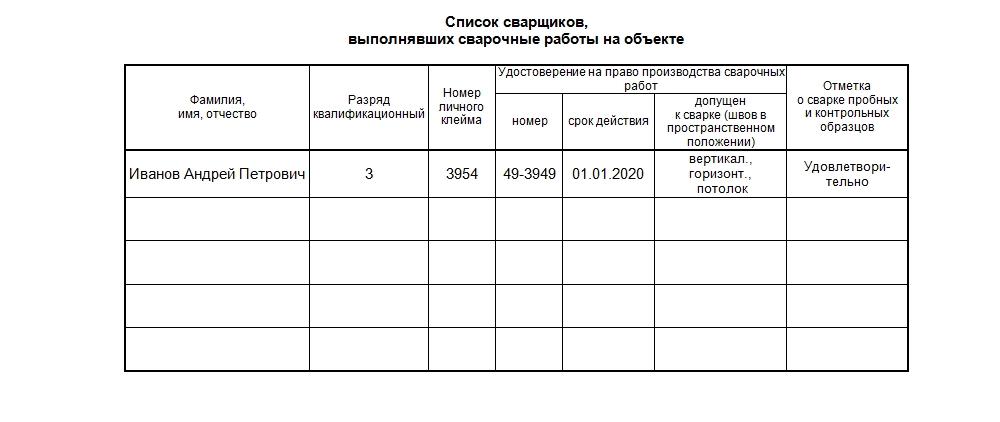
- бланка со списком сварщиков, работавших на объекте;
- таблицы контроля качества сварных соединений.
Помимо стандартных разделов, в журнал по сварке включают большой объем уточняющих данных:
- наименования проектных документов и утвердивших бумаги предприятий;
- список свариваемых металлоконструкций;
- описание типов и маркировок швов;
- параметры функционирования газовых или электрических сварочных аппаратов (прописывают марки отдельных компонентов оборудования, виды применяемых расходных материалов);
- типы выявленных дефектов, использовавшиеся способы устранения недостатков;
- отметки об обнаруженных случаях нарушения технологической карты сварочных работ.
Образец заполнения ЖСР, представленный на фото, поможет понять, как должен выглядеть документ.
Разделы и их заполнение
Журнал работ по сварке металлических и ПЭ (полиэтиленовых) конструкций состоит из отдельных блоков.
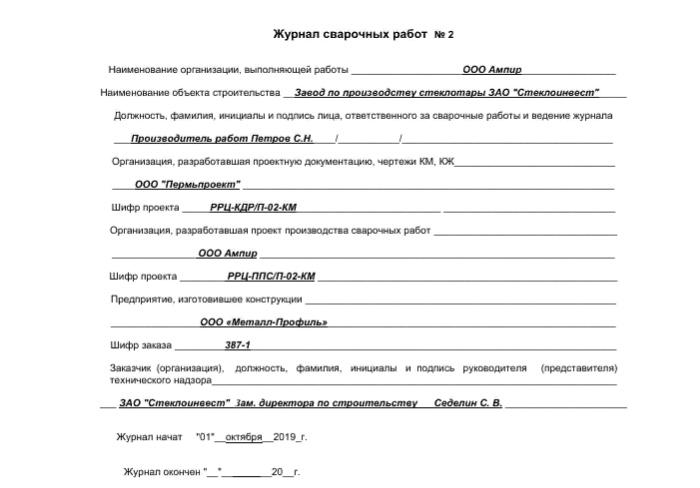
Титульные листы
На начальной странице прописывают полную информацию о производственной площадке и работающих на ней предприятиях.
Стандартный титульный лист включает следующие элементы:
- наименование, юридическую форму организации-субподрядчика;
- описание строительного или промышленного объекта;
- данные ответственного за ведение ЖСР сотрудника;
- информацию о проектировщиках, типах технической документации;
- регистрационный код монтажных или сварочных работ;
- данные производителя свариваемых металлоконструкций, отметку о контрольной приемке;
- фамилию, имя, отчество представителя Гостехнадзора;
- даты начала и завершения ведения документа.
Первую страницу заполняет лицо, установленное подрядчиком. Сварщики вносят только техническую информацию о проводимых работах.
Список инженеров-техников
Перечень включает данные сотрудников, ответственных за контроль качества технологических процессов. Список может состоять из нескольких фамилий, однако чаще всего указывается только 1 инженер.
Строительными правилами устанавливаются требования, предъявляемые к такому сотруднику. Руководителем проекта становится директор строительного предприятия или главный инженер.
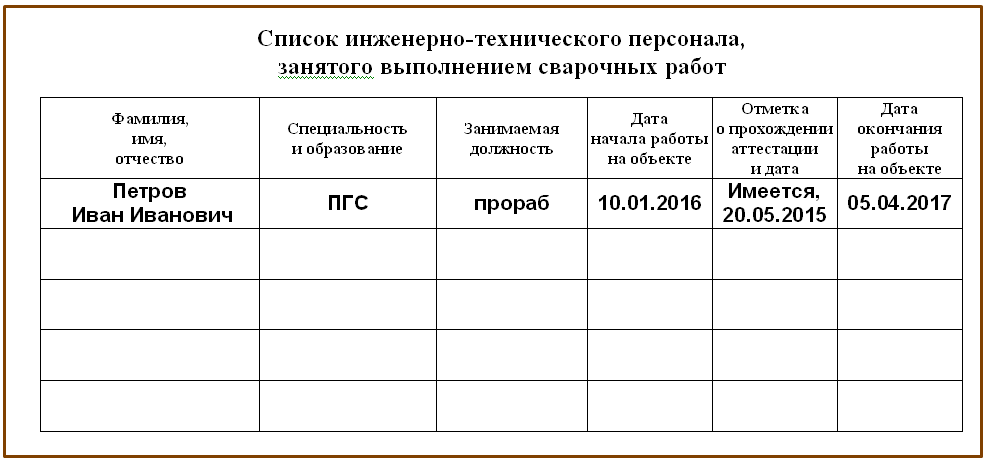
Команда сварщиков, выполнявших работу
Этот раздел включает следующие данные:
- Общую информацию. Прописываются Ф.И.О., квалификации, номера и сроки действия удостоверений работников.
- Данные о допусках. Указывается список работ, которые могут выполняться теми или иными сварщиками. Процессы бывают типовыми, низовыми, высотными.
- Отметку о выполненных контрольных работах. Сварщик предоставляет сделанные им образцы, проверяющий оценивает качество выполненных швов, указывая полученный балл.
- Клеймо сварщика. Ставится при выполнении ответственных работ, например, сварки трубопроводов или резервуаров, эксплуатируемых под высоким давлением. В журнал заносится номер личного клейма специалиста.
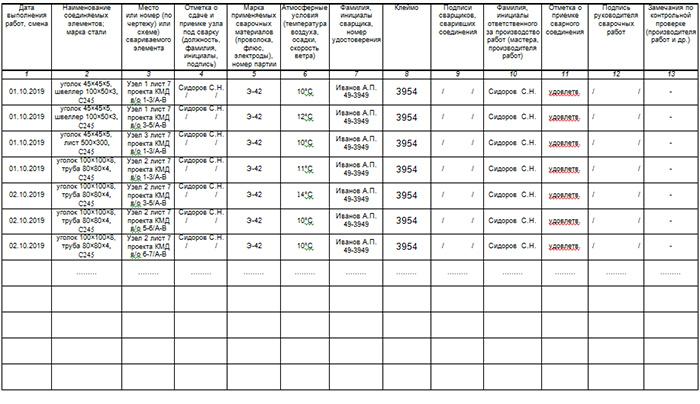
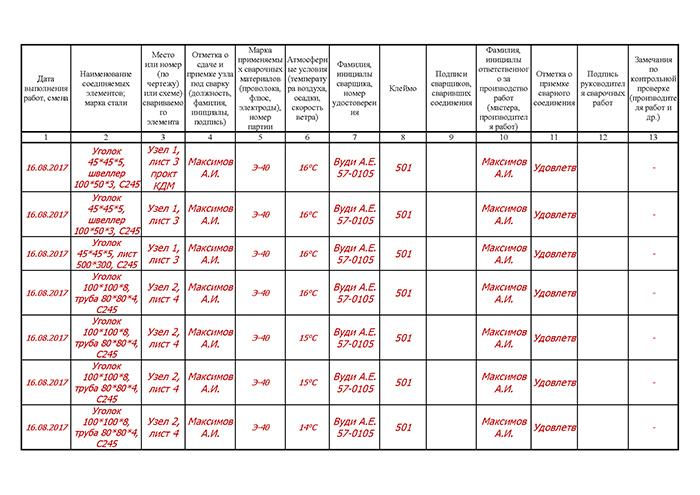
Основная таблица работ
- Первая колонка содержит дату выполнения работ, номер рабочей смены. В случае сварки в дневное время ставят цифру 1, вечернее – 2, ночное – 3.
- Вторая графа содержит маркировки и наименования свариваемых деталей. Каждый сварщик несет ответственность за качество выполненных швов.
- В третьей колонке описывают места соединений, номера свариваемых узлов. Маркировка указывается согласно чертежу объекта (блока).
- В четвертой графе должна находиться отметка приемщика. После ее установки этап работ в строительстве считают завершенным.
- Пятая колонка содержит данные об используемых электродах, присадочной проволоке. Прописывается марка, номер партии расходных материалов.
- Шестая графа (климатические условия) в упрощенном формате содержит только температуру. Иногда прописывают наличие осадков, сильного ветра или мороза. Последний вариант предпочтителен, ведь при расследовании причин аварии важны мельчайшие подробности.
- В седьмой колонке указываются данные о сварщике.
- Следующие 3 графы содержат фамилию, подпись, номер клейма ответственного за соблюдение технологии мастера.
- 11-13 колонки ведет приемщик. Специалист ставит оценку, подпись, при необходимости указывает имеющиеся замечания.
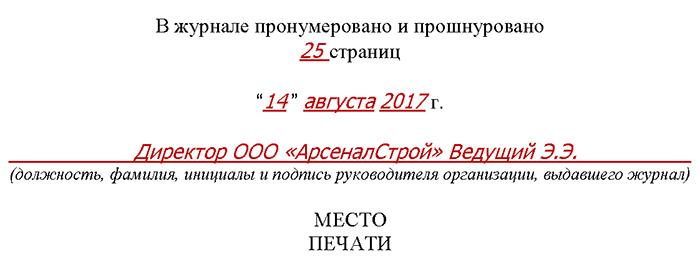
Окончание журнала
На последней странице документа указывается общее количество листов. Прописываются данные руководителя предприятия, выдавшего журнал, ставится его подпись. В нижней части страницы ставится печать организации.
Дополнительные пояснения к заполнению
Подробные рекомендации по ведению ЖСР присутствуют в СНиП 3.03.01-87. Акт содержит описание документации, необходимой для контроля сварочно-монтажных процессов.
Иногда ЖСР совмещают с книгой учета мероприятий по антикоррозийной защите. Такие работы нередко выполняются сотрудниками, занимающимися сваркой.
Какие бывают виды сварочных работ

Металлообработка, строительство, монтаж, ремонт подразумевают проведение сварочных работ разных видов. Сварка нужна для неразъемного соединения металлоконструкций, соединения металлических деталей между собой, удаления дефектов на металлических поверхностях и предметах. Цену на сварочные работы определяет прежде всего мастерство исполнителя, так как от него зависит качество, аккуратность, точность проведения сварки, то есть в итоге – безопасность, долговечность, безопасность.
Что входит в сварочные работы
Сварочный процесс – это формирование шва на металле при высоком нагреве. Шов образуется на межатомном уровне. Детали разогревают до температуры их плавления, а затем соединяют. Они становятся единым целым. Это самое надежное соединение.
Сварку проводят двумя основными способами: плавлением и давлением. Для первой используют газовые, электродуговые, лучевые, лазерные, термические аппараты. Для второй нужны ультразвуковые и газопрессованные приборы. Наиболее распространена и востребована сварка плавлением.
Сварочные работы – это не только сам процесс сваривания деталей. Сюда входят также работы по сборке конструкций. Процесс должен соответствовать нормам качества. При проведении сварочных работ важно соблюдать и нормы техники безопасности.
После сваривания и сборки сварной конструкции её обрабатывают механически: шлифуют и окрашивают при необходимости.
Виды сварочных работ
Классификация сварки связана с используемым оборудованием, а также методом выполнения.
По методу она бывает:
- ручная;
- полуавтоматическая;
- автоматическая.
Ручная подразумевает использование электродов, которые раскаляются и нагревают обрабатываемую конструкцию. Это именно та работа, для которой важно мастерство сварщика. Ручной сваркой можно соединять детали в труднодоступных местах и формировать швы, которые невозможно сделать аппаратами.
Полуавтоматическая – сварка с подачей в зону шва проволоки с заданной скоростью и с обработкой свариваемой области инертными или активными газами для защиты металла. Шов получается более аккуратным, качественным. Работа продвигается быстро.
Автоматическая чаще используется на производстве. Она механизирована или даже роботизирована. При ней поддерживается ровное горение дуги, шов получается максимально ровным, аккуратным, прочным.
Что относится к сварочным работам
По используемым расходным материалам и оборудованию сварка бывает очень разнообразной.
Дуговая сварка
Самый простой и распространенный вид сварки. Для неё нужны электроды, между которыми появляется электрическая дуга. Именно она служит источником тепла для плавления металла. Дуга – это разряд в газовой среде.
Это универсальный способ сварки, позволяющий соединять почти любые металлы. Сваривать можно в любом положении, даже в ограниченно пространстве. Внешние условия не имеют значения: проводить сварку можно и в неблагоприятных условиях.
Минусом можно посчитать малую производительность и сложность разжигания дуги. При разжигании могут возникнуть проблемы с залипанием электрода. Также этот вид сварки наносит ущерб здоровью сварщика из-за испарения обмазки электродов. Дуговая сварка требует опыта и мастерства исполнителя. Новички с ней справляются плохо.
Снизить риски и недостатки помогает современное оборудование. Для дуговой сварки нужны трансформаторы или инверторы.
Электроды подбирают по металлу и диаметру. Для надежного соединения свариваемых деталей лучше, чтобы металлы детали и электрода были однородными.
Дугу разжигают чирканьем или касанием. Затем нужно, чтоб её горение было стабильным. Для этого электрод удерживают на постоянном удалении от поверхности около 2 миллиметров. Когда электрод сгорает, его нужно опускать. Но близко подносить к металлу его нельзя, чтобы не прилип.
Газовая сварка
Кромки соединяемых деталей нагревают до температуры плавления горелкой с газом. Такой вид сварки сравнительно простой, не требует дорогого оборудования или расходников, потребляет немного энергии.
Минус – малая скорость нагрева металла. При сварке толстых деталей эта скорость ещё снижается, поэтому применяют такой способ для сваривания листов не тоще 6 мм. Ещё один недостаток – риск коробления. Газовой сваркой соединяют почти любые виды металлов.
Электроды тут не нужны. Вместо них – присадочная проволока. При разогревании в металле образуется сварочная ванна, её защищает газовая среда. Для сварки применяют смесь ацетилена с кислородом. Для металлов с низкой температурой плавления можно использовать метан, пропан-бутан.
Аргоновая сварка
Для неё нужны электроды из вольфрама, графита, угольные. Также нужен инертный газ: аргон, азот, гелий. Может применяться смесь газов, что зависит от соединяемого металла. Для сварочного процесса нужен переменный или постоянный ток.
Это не самая производительная сварка, но она обеспечивает очень высокое качество шва. Это трудоемкий процесс, требующий от исполнителя большого опыта и внимания к работе. Аргоновую сварку применяют, если нужен очень прочный шов, который выдержит повышенную нагрузку. Например, таким способом герметизируют газопроводы, резервуары для пищевой промышленности, сосуды высокого давления. Таким образом соединяют очень тонкостенные детали.
Сварка под флюсом
Используются флюсовые порошки, которые обеспечивают область работ защитным газом. Флюс защищает расплав и обеспечивает стабильность горения дуги. Процесс автоматизирован: порошок подается автоматически, оборудование перемещается вдоль шва также автоматически. Это методика сварки для машиностроения, судостроения, вагоностроения и изготовления оборудования. Шов получается качественным, устойчивым к повышенным нагрузкам и неблагоприятным условиям эксплуатации.
Газоплазменная сварка
Металл плавят открытым пламенем. Для этого кислород горит с пропаном, водородом, ацетиленом, бутаном. Это сварка для полевых условий. Она малопроизводительная, не может быть автоматизирована. От сварщика требуется большой опыт и мастерство.
Электрошлаковая сварка
Применяется чаще всего для соединения чугуна. Между соединяемыми элементами насыпают флюс, он расплавляется и нагревает шлак. Для формирования шва нужен пруток или проволока. Такая сварка нужна для масштабных и толстостенных металлоконструкций.
Электронно-лучевая
Более современная технология. Детали и металлоконструкции нагреваются и расплавляются от потока высокоскоростных электронов. Их движение происходит в вакууме и обеспечивается электрическим полем.
Контактная сварка
Технология для промышленного серийного производства. Детали разогреваются проходящим через них током. При этом они подвергаются давлению. Соединение при такой методике может быть стыковым, шовным, точечным.
Существуют и другие виды сварки: диффузная, кузнечная, трением, с высокочастотным током, с закладными нагревателями, лазерная и т. д. Но все они имеют ограниченную область применения, требую применения специализированного оборудования и расходных материалов, особой квалификации мастера.
Выбор вида сварки зависит от соединяемых деталей: вида металла, его толщины, а также от условий работы и желаемого результата.
Как формируется стоимость сварочных работ
В зависимости от видов сварочных работ производится расчет стоимости сварочных услуг. Тип сварки, используемые сварочные аппараты, электроды, проволока, газ влияют на ценообразование. Также для расчета стоимости сварочных работ имеет значение объем работ и условия проведения работы. И, как уже было сказано неоднократно, на стоимость влияет квалификация, опыт, мастерство сварщика. От этого фактора зависит качество сварочных швов: их ровность, точность, прочность соединения. И в итоге – надежность и безопасность конструкции.
Читайте также: