Высокочастотная сварка труб индукционным способом
Обновлено: 17.05.2024
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок. Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. Чтобы приобрести индукторы по доступной цене, обратитесь в ООО «ТСК». В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Устройство индуктора
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Изготовление труб на трубоэлектросварочном агрегате
Принципиальная схема агрегата для высокочастотной сварки прямошовных труб приведена на рис. 1. Лента в рулонах поворотным краном подается на конвейер 1 и разматыватель 2, затем правится в валково машине 3 и после обрезки концов с помощью ножниц 4 сваривается в непрерывную ленту на стыкосварочной машине 5
Оразовавшийся при сварке грат удаляется гратоснимателем Петлеобразователь 6 предназначен для создания запаса ленты перед формовочным станом и обеспечения непрерывного процесса производства труб во время обрезки и сварки концов ленты и снятия грата. Приводными тянущими роликами лента подается к формовочному стану 7. В некоторых случаях перед формовкой кромки ленты обрезаются на дисковых ножницах.
Формовочный стан состоит из горизонтальных и вертикальных клетей. Сформованная трубная заготовка поступает в сварочную машину 8, где производится нагрев кромок и формирование сварного соединения. Наружный грат снимается гратоснимателем резцового типа. Сваренные трубы охлаждаются до температуры 50—60° С в холодильнике 9 водовоздушной смесью, которая подается на поверхность труб через систему сопел. Окончательная калибровка трубы по диаметру осуществляется на стане 10, каждая клеть которого состоит из пары горизонтальных и пары вертикальных валков: горизонтальные — приводные, вертикальные — неприводные.
Продольная кривизна труб устраняется в правильной клети, имеющей две последовательно расположенные четырехвалковые обоймы. В дальнейшем труба поступает или в редукционный стан 12, пройдя нагрев в индукционной печи 11 и резку на летучей пиле 13, или на трубоотрезной станок, а затем на участок отделки 14, 15. При локальной нормализации шва индукционный нагреватель размещается непосредственно после гратоснимателя.
Принцип работы индукторов
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Особенности и предостережения
Поскольку индукционные нагреватели со сварочным инвертором, сделанные своими руками, не могут самостоятельно управлять температурой воды, то в первозданном виде они являются источником повышенной опасности. Поэтому устройство требует доработки, а именно — добавлением устройств контроля и автоматики. Для начала на выходе из трубы надо установить стандартную группу безопасности, включающую в себя манометр, воздухоотводчик и предохранительный клапан.
Важно. Аппарат может нормально функционировать только в системах с принудительной циркуляцией теплоносителя. При самотечной схеме элемент быстро перегреется, что грозит разрушением пластиковой трубы.
Чтобы избежать перегрева, следует снабдить нагреватель устройством аварийного отключения, управляемым от термостата. Если у вас имеются хорошие навыки в области сборки электрических схем, для управления нагревом вы можете задействовать терморегулятор с датчиком температуры воды и реле, размыкающим цепь при достижении установленной температуры теплоносителя.
Минус данной конструкции заключается в ее малой эффективности, да и надежность аппарата под вопросом. Дело в том, что в заводских котлах вода проходит через теплообменник свободно, а у нас на ее пути возникает препятствие в виде кусков катанки. Они перекрывают все сечение трубы и создают высокое гидравлическое сопротивление. Да и в случае нештатной ситуации авария чревата разрывом пластика и возможным коротким замыканием из-за потока горячей воды.

Надо сказать, что переделка сварочного инвертора в индукционный нагреватель нецелесообразна еще и потому, что тепловая мощность устройства будет ограничена максимальной электрической мощностью инвертора. Обычно имеющегося в доме аппарата хватит на обогрев комнаты площадью 25—30 м2 в лучшем случае, да и чем вы станете выполнять сварочные работы все это время? По сути, такой нагреватель использовать можно, но только в исключительных случаях как способ временного отопления.
Основные разновидности индукторов
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей. Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
- ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок. Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Преимущества индукционного нагрева
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок. Индукционный агрегат позволяет получить нужную температуру детали буквально за несколько секунд.
- Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.
Сварка алюминия и стали с покрытием стальных кромок промежуточным металлом
Для улучшения протекания процесса сварки используют технологические приёмы, которые обеспечивают расплавление алюминия, а не стали. Например, перед началом сварки кромки стали покрывают различными металлами, которые наносятся горячим, или гальваническим способом. Аргонодуговую сварку вольфрамовым электродом выполняют по этим покрытиям с использованием присадочной проволоки. Хорошие результаты сварки получаются, также, при электрометаллизации кромок.
Наиболее простым способом покрытия кромок промежуточным металлом является способ горячего алитирования. Суть его состоит в окунании стальных кромок в расплавленный алюминий, выдержкой в нём в течение 40мин и последующем медленном охлаждении. Но практические опыты, проведённые Ленинградским корабельным институтом (ныне Санкт-Петербургский государственный морской технический университет) и институтом электросварки имени Е.О. Патона показали целесообразность других металлов, или применение биметаллических вставок.
Выбор покрытия зависит от требований прочности, предъявляемых к сварному соединению. Кроме того, учитываются и экономическая целесообразность. Наиболее дорогим способом является метод гальванического покрытия.
Для аргонодуговой сварки (АДС) сплава АД1 со сталью, в качестве покрытия для стальных кромок наиболее хорошо подходит олово, которое наносится гальваническим способом или методом горячего погружения.
Для АДС сплава АМц в качестве покрытия для стальных кромок лучше выбирать алюминий или цинк и наносить их гальваническим способом. Цинк, нанесённый методом горячего погружения, обеспечивает более низкую прочность стыка.
Для АДС сплава АМг неплохие результаты обеспечивает покрытие стальных кромок оловом или латунью, нанесённых горячим погружением, цинком, нанесённом гальваническим способом или горячим погружением, или, сварка без покрытия. Но более удачным будет выбор двухслойного покрытия из меди и цинка, нанесённого гальваническим способом. Покрытие из серебра, сплавов АМг3 и АМг показывает удовлетворительные результаты.
Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.
Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
Индукционный нагрев ТВЧ :: Статьи
Виды сварки - вибрационная, высокочастотная, взрывная.
Дальнейшее развитие и совершенствование методов сварки и резки связано с внедрением и расширением сферы применения новых видов обработки — плазменной, электронной, лазерной, с разработкой совершенных технологических приёмов и улучшением конструкции оборудования. Возможно значительное расширение использования сварки и резки для подводных работ и в космосе. Направление прогресса в области сварочной техники характеризуется дальнейшей механизацией и автоматизацией основных сварочных работ и всех вспомогательных работ, предшествующих сварке и следующих за ней (применение манипуляторов, кантователей, роботов). Актуальной является проблема улучшения контроля качества сварки, в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
Вибрационная (вибродуговая) наплавка , наплавка поверхностей вибрирующим плавящимся электродом (например, стальной проволокой); является разновидностью процесса сварки. Конец электрода касается поверхности изделия, производя короткое замыкание сварочной цепи. При отходе электрода от поверхности на 1,5—3 мм сварочная цепь разрывается — возникает вспышка — электрическая дуга. Этот процесс периодически повторяется с частотой около. 100 Гц. Зона наплавки непрерывно поливается водными растворами солей, глицерина и др., иногда засыпается зернистым флюсом. Вибрационную (вибродуговую) наплавку применяют главным образом при ремонте: для наплавки осей, валов, лопастей гидротурбин и др. стальных деталей, а также для изготовления двухслойных изделий (наплавка цветных металлов и сплавов на сталь, чугун и др. металлы). Качество наплавленного металла невысокое, однако он обладает значительной твёрдостью и износоустойчивостью без термообработки.
Высокочастотная сварка , способ сварки, при котором металлы нагреваются токами высокой частоты. Соединяемые части (детали) располагаются под небольшим углом и соприкасаются в зоне сварки, где металл интенсивно нагревается до расплавления, сдавливается обжимными роликами и осаживается, образуя прочное сварное соединение. Различают Высокочастотная сварка индукционную и контактную. При индукционном нагреве ток в месте сварки (рис. 1) наводится индуктором, а при контактном способе (рис. 2) ток подводится контактами. Высокочастотная сварка широко применяется в производстве сварных труб. Труба непрерывно движется, для повышения интенсивности нагрева в заготовку трубы вводится ферритный магнитный сердечник. Для сварки труб малого диаметра (до 76 мм) используют ток ламповых генераторов с частотой 440 кГц, для труб больших диаметров (до 426 мм) — ток от машинных генераторов с частотой 8 кГц. Скорость сварки 30—50 м/мин.
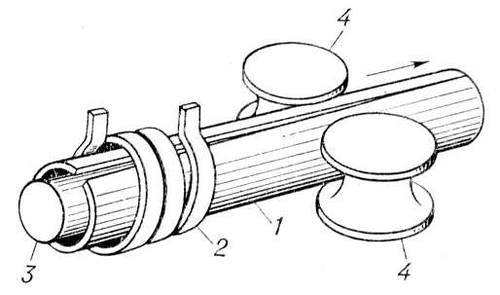
Рис. 1. Схема высокочастотной сварки труб индукционным способом:
1 — труба; 2 — индуктор; 3 — сердечник; 4 — обжимные ролики.
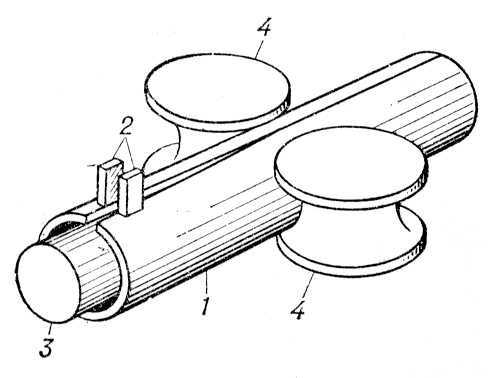
Рис. 2. Схема сварки труб контактным способом:
1 — труба; 2 — скользящие контакты; 3 — сердечник; 4 — обжимные ролики.
Взрывная сварка , сварка взрывом, способ сварки, основанный на использовании энергии взрыва. Привариваемая (метаемая) деталь располагается под углом (см. рис.) к неподвижной детали (мишени). При соударении деталей от взрыва образуется кумулятивная струя металла, распространяющаяся по поверхности деталей, вследствие чего происходит совместная пластическая деформация обеих деталей и они свариваются. Взрывчатое вещество, чаще всего применяемое для Взрывная сварка, — аммонит, массу которого берут равной массе метаемой детали. Способом взрывная сварка соединяют разные по массе (от нескольких г до нескольких т) детали из разнородных металлов, в том числе нержавеющих сталей, цветных металлов, тугоплавких сплавов и др.
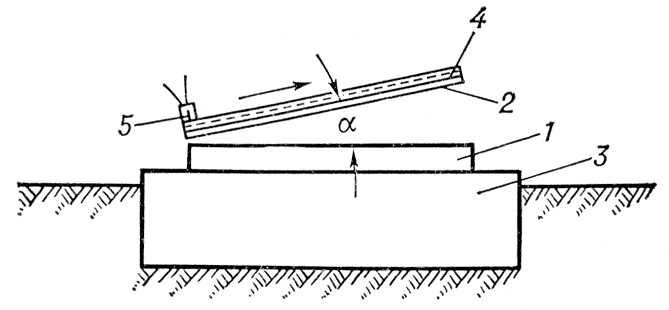
Схема взрывной сварки:
1 — неподвижная деталь (мишень); 2 — подвижная (метаемая) деталь; 3 — опорная плита; 4 — заряд; 5 — детонатор
Диффузионная сварка , способ сварки без расплавления основного металла за счёт нагрева и сдавливания соединяемых деталей. В месте сварки деталей происходит диффузия одного металла в другой. Детали с тщательно зачищенными и пригнанными поверхностями помещают в закрытую сварочную камеру с разрежением до ~0,01—0,001 Н/м2, т. е. до 10-5 мм рт. ст. Детали сдавливают небольшим постоянным усилием, для повышения пластичности и ускорения диффузии нагревают до 600—800°С. Через несколько минут после окончания сварки детали охлаждаются, и их выгружают из камеры. При нагреве в вакуумной камере происходит интенсивная очистка поверхностей от органических загрязнений и окислов. Диффузионная сварка позволяет получать сварные швы высокого качества без внутренних напряжений и без перегрева металла в околошовной зоне. Этим способом можно соединять детали из одинаковых твёрдых и хрупких или разнородных материалов: из стали, твёрдых сплавов, титана, меди, никеля и их сплавов и т.д. Возможна сварка деталей из некоторых неметаллических материалов, например двух керамических или керамической с металлической. Диффузионная сварка применяется в основном в электронной промышленности, машиностроении, при производстве металлорежущего инструмента, штампов и др. Применение диффузионной сварки ограничивается необходимостью иметь сложную и дорогую аппаратуру. Производительность диффузионной сварки не очень высока из-за наличия таких операций, как вакуумирование камеры, нагрев деталей, выдержка для проведения диффузии.
Конденсаторная сварка , способ сварки, при котором для нагрева соединяемых изделий используют кратковременный мощный импульс тока, получаемый от батарей статических конденсаторов. Известно несколько разновидностей конденсаторной сварки: сопротивлением (точечная, шовная, стыковая), ударная (стыковая) и др. Конденсаторная сварка особенно эффективна при соединении мелких деталей и металлических листов небольшой толщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов и аппаратов, металлических игрушек, предметов галантереи и пр.
Термитная сварка , способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины. При использовании термита на основе алюминия соединяемые детали заформовывают огнеупорным материалом, подогревают, место сварки заливают расплавленным термитом, который предварительно зажигают (электродугой или запалом). Жидкое железо, сплавляясь с основным металлом, даёт прочное соединение. Сварка термитом на основе алюминия применяется для соединения стальных и чугунных деталей — стыковки рельсов, труб, заварки трещин, наплавки поверхностей при ремонте. Термит на основе магния используется в основном для соединения телефонных, телеграфных проводов и жил кабелей. Из термитной смеси изготовляют цилиндрические шашки с осевым каналом для провода и выемкой с торца для запала. Подлежащие сварке концы проводов заводят в шашку, после чего шашку зажигают и провода осаживают. Термит на основе магния может быть использован также для сварки труб небольших диаметров.
Электролитическая сварка , производится при нагреве соединяемых частей постоянным электрическим током напряжением 110—220 В в водном щелочном электролите. Свариваемые части, погруженные в ванну с электролитом, образуют катод, анодом служит металлическая пластина. Электролитическая сварка ещё несовершенна и применяется редко, в основном для сварки мелких деталей, проволок и т. п. из различных металлов.
Сварка пластмасс , процесс неразъёмного соединения термопластов и реактопластов, в результате которого исчезает граница раздела между соединяемыми деталями. Сварку термопластов производят с использованием тепла посторонних источников нагрева (газовых теплоносителей, нагретого присадочного материала, нагретого инструмента) или с генерированием тепла внутри пластмассы при преобразовании различных видов энергии (сварка трением, токами ВЧ, ультразвуком, инфракрасным излучением и др.). Соединение реактопластов осуществляют способом, основанным на химическом взаимодействии между поверхностями непосредственно или с участием присадочного материала. Осуществление этого способа требует интенсивного прогрева поверхностей и интенсификации колебаний звеньев молекул полимера токами ВЧ или ультразвуком. Сварка пластмасс, например плёночных и листовых материалов, внедряется в различных областях промышленности и строительства.
Сварка в космосе , отличается необычными сложными условиями: вакуум до 10-10 Н/м2 (10-12 мм рт. ст.) большая скорость диффузии газов, невесомость и широкий интервал температур (от — 150 до 130 °С). Вследствие высокого вакуума и относительно высокой температуры в космических условиях иногда происходит самопроизвольная диффузионная сварка (схватывание) плотно сжатых деталей. При конструировании космических аппаратов предусматривают различные защитные меры, предотвращающие это явление. В космических условиях сварка может применяться при сборке и монтаже крупных космических кораблей и орбитальных станций, ремонте оборудования и аппаратуры космических аппаратов, а также для изготовления материалов и изделий с особыми свойствами, которые не могут быть получены на Земле. Металлы, свариваемые в условиях космического пространства, — алюминий, титановые сплавы, нержавеющие и жаропрочные стали. Условия космического пространства чрезвычайно благоприятны для следующих видов сварки: диффузионной, холодной, электроннолучевой, контактной и гелиосварки. Выполнение же дуговой и плазменной сварки, особенно при большом объёме сварочной ванны, хотя и перспективно, но в ряде случаев технически значительно затруднено из-за невесомости, когда изменяются условия разделения жидкой, твёрдой и газообразной фаз, что может привести к появлению пористости в швах, увеличению неметаллических включений и т. п. Большой градиент температуры в ряде случаев вызывает появление трещин. Преодоление неблагоприятных воздействий космической среды требует разработки специальных приёмов сварки и оборудования, которое должно отличаться высокой надёжностью и безопасностью, иметь небольшую массу, обладать низкой энергоёмкостью, а также быть простым в эксплуатации. Особенно пригодны автоматические и полуавтоматические сварочные установки. Впервые в мире С. в к. была осуществлена 16 октября 1969 лётчиками-космонавтами космического корабля «Союз-6» В. Н. Кубасовым и Г. С. Шониным на автоматической установке «Вулкан», сконструированной в институте электросварки им. Е. О. Патона.
Какой выбрать ТВЧ-станок для пайки натяжных потолков
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Общая информация
Способ включает использование законов и явлений физики.
- эффекта близости;
- возникновения электромагнитных сил;
- поверхностного эффекта;
- влияния на распределение тока в проводнике медных экранов и магнитопроводов;
- катушечного или кольцевого эффекта;
- изменения свойств металлов при изменении напряженности магнитного поля и температуры.
При высокочастотном нагревании основная роль отводится явлению поверхностного эффекта и эффекта близости.
Поверхностный эффект
Заключается в неравномерности распространения переменного тока по профилю проводника (глубина проникновения тока). У внешней поверхности плотность тока наибольшая и постепенно уменьшается по мере удаления вглубь. В центре тела она минимальна.
Благодаря поверхностному эффекту, в наружных слоях происходит концентрирование выделения энергии и быстрый нагрев металла. Эффект близости также способствует этому проявлению.
Эффект близости
Заявляет о себе путем прохождения в системе проводников переменного тока. На каждый из проводников при этом распространяется влияние как собственного переменного магнитного поля, так и поля других проводников.
Чем меньше расстояние, отделяющее проводники друг от друга, и выше частота тока, тем сильнее эффект близости.
Это явление способствует усилению концентрации энергии во внешнем слое металла, подвергаемому нагреву. Таким образом, выделение тепловой энергии происходит непосредственно в толще металла, обеспечивая быстрый нагрев в сварочной зоне и высокую эффективность способа нагрева.




Какой станок лучше выбрать
При покупке оборудования целесообразно исходить из:
- целей, для которых будет использоваться агрегат;
- размера стартового капитала;
- площади производственного помещения;
- рынка сбыта;
- возможности приобретения комплектующих и выполнения ремонта.
Выбор станка Zemat целесообразен при достаточном количестве денежных средств и наличии высокого спроса на натяжные потолки. Большие затраты будут оправданы возможностью получения сверхкачественного шва и комфортными, безопасными условиями работы. Польский станок советуют приобретать неспециалистам, так как эта модель является самой беспроблемной. Предварительно следует изучить потребительский рынок: будет ли возможность реализовать полотно по более высокой цене, чем изготовленное на RG 4000TA или 2П-3.2.
Станок PWN-4000FA по своим характеристикам занимает промежуточное положение между европейскими и китайскими моделями. Надежная работа таймеров времени сварки, конденсатора, системы подачи воздуха, блока защиты от пробоя обеспечивается при соблюдении требований эксплуатации.
Станки китайского производства следует приобретать при необходимости сэкономить на покупке. Усовершенствованная модель RG4000TA по качеству швов может конкурировать с европейскими и тайваньскими. Комплектующие к ней обойдутся дешевле. ТВЧ-станок 2П-3.2 является оптимальным соотношением цены и качества. Китайское оборудование быстрее окупается, поэтому пользуется спросом и отмечается положительными отзывами.
Отечественная модель Мечта-600 подойдет тем, кто решил заняться приваркой гарпуна к материалу. Этот станок резонно приобрести предпринимателям, у которых уже есть однопостовый агрегат для спайки ПВХ-пленки, например, польский ZDS4P. Можно также скооперироваться с владельцем такой модели. Выпускаемое полотно будет конкурентоспособным в силу низкой себестоимости. Само производство окажется высокорентабельным.
Виды и группы
Высокочастотная сварка в зависимости от способа передачи энергии кромкам классифицируется на виды:
- Контактный. На свариваемые кромки накладываются контакты, к которым подводится ток высокой частоты.
- Индукционный. Нагревание происходит с помощью индуктора, при протекании через который переменного тока возникает магнитное поле. При помещении металлической детали в середину индуктора переменным магнитным потоком будет вызван индукционный ток, и выполнено нагревание в заданной зоне.
Процессы сварки ТВЧ подразделяются на 3 группы:
- Давлением с оплавлением. Механизм заключается в предварительном нагреве соединяемых поверхностей и их местного расплавления. Расплавленный материал удаляется из сварочной зоны при осадке. Шов образуется между деталями в твердом состоянии.
- Давлением без оплавления. Свариваемые поверхности предварительно нагреваются до температуры, значение которой ниже точки плавления металла, подвергаемого процессу.
- Плавлением без давления. Нагрев элементов осуществляется до оплавления. Сварная ванна металла застывает, шов образуется без приложения давления.
Роликовая сварка
Роликовая сварка (рис. 29.9,б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает следующими недостатками, затрудняющими ее использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обусловливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм — 2 м/мин. При большой толщине скорость сварки ТВЧ снижается настолько, что применение ее становится экономически нецелесообразно.
ГОСТы
Информация, относящаяся к высокочастотной сварке, изложена в ГОСТах, которые необходимо выполнять.
ГОСТ Р ИСО 857-1-2009 содержит:
- формулировку термина «высокочастотная сварка»;
- информацию о принадлежности метода по виду энергоносителя к классу «Электрический ток».
- процессы сварки: ГОСТ Р ИСО 4063-2010 – список общепринятых сокращений высокочастотной сварки.
Принцип работы
Соединяемые заготовки изделия установлены под небольшим углом с образованием щели между соединяемыми кромками. Ток высокой частоты к кромкам подводится одним из способов – индуктором или через скользящие контакты и проходит от одной кромки к другой через зону их схождения. Высокая концентрация энергии в этой зоне достигается в результате действия проявлений поверхностного эффекта и близости.
При соприкосновении кромок в рабочей зоне происходит интенсивный нагрев металла и его расплавление. В результате сдавливания обжимными роликами металл осаживается, образуется прочное соединение.

Процесс высокочастотной сварки труб
Популярные модели
ТВЧ-станок для натяжных потолков 2П-3.2 представляет собой двухпостовый агрегат, страна-производитель — Китай. Наличие двух рабочих мест позволяет выполнять спайку ПВХ-пленки и приварку гарпуна по периметру выкроенного материала. Размеры рабочего стола: 38х70 см. Питание осуществляется от сети 220 и 380 В. Габариты агрегата: 1,05х1,6х1,45 м; масса: 320 кг; рабочий ход: 50 мм.

- наличие механического и пневматического приводов;
- возможность регулирования времени сварки, мощности, давления и напряжения;
- генераторная лампа DB948, FU 948 F (Китай) имеет аналог отечественной Е3062С (Россия);
- бесшумная работа;
- лазерные указатели для совмещения краев полотна;
- станок трехфазный: при перепадах напряжения в сети пленка не будет прожжена или плохо спаяна;
- качественные швы.
- нет очистителей воздуха;
- отсутствует автоматическая регулировка времени остывания, поднятия и опускания электрода.
RG-4000TА
Станок RG-4000TА производится в Китае. Оборудован двумя рабочими местами для спаивания любых ПВХ-полотен и приварки гарпуна. Напряжение 220 и 380 В. Габариты: 1,2×1,3×1,6 м; масса: 345 кг.
- наличие ножного и пневматического приводов;
- агрегат трехфазный, не страшны перепады напряжения в сети;
- высокая производительность: при работе в две смены на обоих постах можно произвести 8 тыс. м² полотна для натяжных потолков в месяц;
- имеется таймер, с помощью которого регулируется время сварки и остывания материала под давлением, благодаря этому получаются более качественные и высокопрочные швы;
- применение лампы мощностью 4 кВт способствует экономии электроэнергии;
- возможно регулирование силы воздействия пресса;
- в результате усовершенствований верхний электрод увеличен до 67 см, шов получается равномерным по длине, без стыков;
- комплектующие надежные, а цены ниже, чем на детали европейских брендов (Airtac, LG, Toshiba);
- генераторную лампу 7T62RB по лицензии Toshiba можно заменить китайской или E3062C (Россия).
- для работы с пневмоприводом следует отдельно купить компрессор;
- нет лазерного указателя;
- отсутствует шумоподавление.
Цена китайских станков ТВЧ — порядка 200 тыс. руб.
Zemat Supra MAX
Станки Zemat Supra MAX выпускаются в Польше и характеризуются европейским качеством. Это самая распространенная из трех производимых фирмой моделей. Оборудована двумя рабочими столами, на которых выполняются спаивание полос из ПВХ и приварка гарпуна. Габариты: 1,5×1,36×1,7 м; вес: 350 кг. Размер стола: 75×100 см. Рабочий шаг: 100 мм
- в качестве генератора используется металлокерамическая лампа 7T62RB, охлаждаемая воздухом;
- станок оснащен командным контроллером Mitsubishi;
- специальный экран с пневмоприводом для защиты от ТВЧ, негативно влияющих на нервную и сердечно-сосудистую системы;
- нижняя подсветка стола обеспечивает получение ровного шва, яркость освещения регулируется;
- лазерный указатель дает возможность точно совместить края материала;
- ограничитель движения электрода позволяет остановить его в нужный момент во время производственного процесса, чтобы изменить положение материала;
- рабочее место можно расширить для изготовления пленки больших размеров;
- подогрев нижней плиты увеличивает прочность и эластичность шва;
- пневматическая система ZTG SafeDOWN™ anti-crush защищает кисти рук во время работы;
- надежное экранирование электромагнитных волн, защита от поражения током и ожога;
- качество работы не зависит от перепадов температуры в помещении;
- поверхность покрыта экологически чистыми материалами: пластиком Plexi или пробкой.
- высокая стоимость — 380 тыс. руб.;
- не всегда возможно реализовать материал по цене выше средней.
PWN-4000FA
Страна-производитель — Тайвань. Агрегат PWN-4000FA оснащен двумя рабочими постами: для спайки пленки ПВХ и приваривания гарпуна. Укомплектован генераторной лампой Е3062Е (Toshiba, Япония). Средний срок службы 4-5 лет. Габариты: 1,68х1,12х1,40 м; масса 350 кг.
- наличие пневматического и механического приводов;
- возможность замены дорогостоящей лампы Е3062Е (45 тыс. руб.) китайским аналогом за 28 тыс.руб.;
- держатель для электрода производит одинаковое давление по всему шву;
- имеется блок для защиты от пробоя;
- допустимый для данного вида работ уровень шума — 70 dB.
Мечта-600
Однопостовый станок Мечта-600 производится в России по запатентованной технологии, предназначен только для приварки гарпуна. Соединение полимеров получается таким же, как на ТВЧ-агрегатах, но не требуется генераторная лампа. Длина сварки: 50 см. Габариты: 915х385х270 мм; масса: 15 кг.
Индукционная сварка металлов, принцип работы технологии и основные положения для работы
Индукционная сварка: что это такое, виды сварки
В последнее время очень популярным способом изготовления электросварных труб, является сварка высокочастотными токами, диапазон которых варьируется от 70 до 450 кГц. Высокочастотная сварка применяется в основном при изготовлении труб, диаметром от 8 мм до 529 мм и толщиной металла от 0. 3 мм до 10 мм.
Что такое сварка токами высокой частоты, и чем она отличается от обычной ММА сварки электродами? Какие способы сварки существуют, читайте в этой статье.
Что такое индукционная сварка
Индукционная сварка металлов представляет собой метод термической обработки металлических заготовок под давлением. Для нагревания свариваемых деталей применяется электромагнитная индукция. Индукционная катушка, размещенная в сварочном аппарате, возбуждается с помощью электротока высокой частоты. За счет катушки происходит генерация высокочастотного электромагнитного поля, воздействующего на ферромагнитный или токопроводящий материал.

Нагревание в заготовках из ферромагнитного материала получается, в основном, под воздействием гистерезиса. В заготовках из токопроводящего материала главный тип нагревания – резистивный, который вызывается вихревыми токами.
Немагнитные или электроизоляционные материалы, к примеру, пластик, могут подвергаться индукционной сварке с помощью размещения в них ферромагнитных или металлических смесей. Они называются приемники индукционных токов, поскольку их цель – забрать индукционную энергию у катушки. Приемники после нагрева и за счет теплопроводности переносят тепло материалу, который их окружает.
Индукционная сварка – это процесс работы, являющийся высокоавтоматизированным. Осуществляется он очень быстро. Это объясняется тем, что к участку сварки возможна передача огромного количества энергии, за счет чего происходит плавление соединяемых поверхностей за очень короткое время. В результате поверхности быстро прижимаются друг к другу, и получается непрерывный сварной шов.
Глубина проникновения индуцированных токов зависит от многих причин, в том числе, от температуры и химического состава металла.

Справочник сварщика
Суть такой сварки заключается в том, что металлические детали нагреваются, при пропускании через них электрического тока высокой частоты, в результате чего они сдавливаются. Вводить в металл токи высокой частоты очень удобно вот в такой, индукционный бесконтактный способ. Помимо всего прочего, ими очень удобно пользоваться для того, чтобы сконцентрировать в зоне нагрева большое количество теплоты, а также поверхностный эффект близости индуктивного сопротивления. Таким образом, как правило, такими токами пользуются посредством их выработки ламповыми или машинными генераторами. Наиболее подходящими деталями для работы с таким типом сварки, является сварка труб и трубопроводов.
На рисунке ниже, показано устройство работы трубосварочного станка, в который подводятся специальные сварочные контакты, наделенные индукционными токами. Так, в станок помещают деталь – круглую трубу, которая зажимается между ведущими роликами, а также обжимается специальными обжимными роликами. При этом устанавливается зазор заготовки до контакта сварки, и он должен быть четко отрегулированным. Для того чтобы отрегулировать этот зазор, необходимо чтобы кромки располагались под острым углом, и сходились в точке контакта со сваркой. Одновременно с этим, подводиться ток от высокочастотного генерирующего устройства, и подключается оно к неподвижным контактам. Таким образом, в точке соприкосновения кромок будет возникать наибольшее значение плотности тока, соответственно, это будет и точка наивысшей температуры, поэтому и начинается процесс сварки под воздействием обжимных роликов.

1 — изделие; 2 — сердечник (из феррита); 3 — контакты сварочника; 4 — обжимные ролики.
1 — изделие; 2 — рабочий индуктор; 3 — сердечник; 4 — ролики для обжима
Для того, чтобы уменьшить шунтирование сварочного тока, внутрь трубы или заготовки вводиться специальный ферритный сердечник, из-за чего начинается процесс увеличения частоты токов и индуктивного сопротивления шунтируемых путей. Кроме того, утечка токов между контактами, вместе с вводом ферритного сердечника, существенно уменьшается.
Также, в индукционной сварке может применяться схема с подключением сварочного тока к заготовке, посредством индукционного способа (на рисунке справа). В этом случае, к индуктору подводят электрический ток, который индуцируется, непосредственно, к заготовке. Такой способ является несколько упрощенным, соответственно, и более дешевым. Коротко о характеристиках работы с заготовками:
— допустимые диаметры изделий: от 12-60 мм, до 325-425 мм;
— толщина стенок от 2-8 мм;
— рабочая мощность установки 160 кВт;
— скорость сварки 30-50 м/мин.
Кроме всего прочего, возможно также и индукционная сварка немагнитных материалов (например, латунь).
Область применения
Чаще всего высокоточная сварка применяется в трубной промышленности. Она идеально подходит для производства труб из разных металлов: медных, алюминиевых, стальных. Также соединяются поверхности других полых профилей. Чтобы придать необходимую форму плоским металлическим полосам, применяются специальные ролики, служащие для направления заготовки, которая перемещается через индуктор.
Причем индукционные токи двигаются к текущей точке контакта, проходя через оба края будущего изделия.
Данная технология также используется при производстве ребристых труб, которые используются для изготовления теплообменников. В этом случае, применяется способ высокоскоростного последовательного приваривания к трубе из высокоуглеродистой стали цельной спиралевидной заготовки оребрения.
Сварка токами высокой частоты
Этот метод производства имеет много преимуществ перед другими сварными процессами. К ним можно отнести следующее:
- высокую скорость сварки до 155 метров шва за минуту;
- применение разных марок легированной стали;
- использование при производстве изделий цветных и редких металлов, а так же всевозможных сплавов;
- возможность подавать в качестве материалов различные виды пластмасс и синтетических тканей;
- меньший расход энергии на определённый объем готовых изделий, по сравнению с другими методами;
- использование одного и того же сварочного оборудования для производства труб из разных материалов.
Далее более подробно рассмотрим сам процесс. Заготовка изделия, в виде скрученного листа материала, поступает в сварочный аппарат с помощью двух валиков, которые сжимают ее. В результате этого в месте будущего шва образуется V — образная щель между краями.

В эту щель поступает ток высокой частоты и стремится к вершине угла схождения краёв детали. Из-за этого кромки детали нагреваются до нужной температуры плавления, после чего вышеупомянутые валики сжимают их. В результате сдавливания расплавленных краёв детали образуется герметичное соединение на молекулярном уровне.
Существует несколько способов использования токов высокой частоты. Рассмотрим каждый из них более подробно.
Плюсы и минусы
По сравнению с иными способами соединения металлов, индукционная сварка значительно производительнее – в 2 раза. К преимуществам относится:
- экономия электроэнергии, т. к. не требуется предварительный нагрев заготовки;
- пониженная длительность циклов нагрева (уменьшение потребления электроэнергии);
- высокая точность участка нагрева, поскольку уменьшается число зон нагрева;
- отсутствие соприкосновения индуктора с деталью, за счет чего снижаются затраты на техническое обслуживание аппарата;
- уменьшение трудоемкости по очистке готового изделия;
- сокращение длительности производственного цикла;
- комфортные условия при выполнении работ и понижение риска получения травм;
- высокое качество сварочных швов.
К недостаткам можно отнести трудность в поддержании равномерного зазора между заготовкой и индуктором, сложность сосредоточения нагрева на участке сварки. Также минусом является высокое потребление энергии.

мтомд.инфо
Индукционная сварка металлов
При индукционной сварке (ИС) детали нагревают или вихревыми токами, наводимыми магнитным полем, создаваемым близко расположенным к изделию индуктором, подключенным к генератору токами высокой частоты (индукционная схема), или протекаемым током в случае, когда изделие включено непосредственно в цепь высокочастотного генератора (кондукционная схема токоподвода). Этим методом можно соединять черные и цветные металлы и их сплавы, а также пластмассы и синтетические ткани. При индукционном подводе тока соединяемые трубы перед обжимными валками проходят в непосредственной близости от трансформатора или индуктора. Две кромки трубы, расположенные с диаметрально противоположных сторон, подаются друг к другу под некоторым углом, образуя щель V-образной формы. При прохождении под индуктором в свариваемых деталях индуктируются вихревые токи, направленные противоположно току в индукторе. Встречая на своем пути V-образную щель, ток отклоняется к вершине угла схождения. В силу эффекта близости и поверхностного эффекта ток концентрируется в основном на свариваемых участках поверхностей, обращенных друг к другу, тем самым обеспечивая быстрый нагрев металла до температуры сварки. Нажимные ролики обеспечивают контакт свариваемых кромок трубы.
Свариваемые кромки необходимо обработать до металлического блеска (допускается прокатная окалина), но на них не допускаются заметные неровности.
Для повышения эффективности нагрева внутрь кольцевого индуктора (в трубную заготовку) вводится ферромагнитная масса — ферритовый магнитный сердечник.
Сварка по этой схеме применяется для изделий, имеющих замкнутое поперечное сечение. Она целесообразна для непрерывной последовательной шовной сварки труб.
Рисунок 1 — Индукционная сварка труб вращающимся трансформатором

1 — сварочный трансформатор (вращающийся трансформатор); 2 — охлаждение; 3 — изоляция; 4 — роликовые электроды; 5 — сварочный шов; 6 — боковые нажимные ролики; 7 — стол; 8 — труба с пазом; 9 — сваренная часть трубы
На рисунке 2 показана схема продольной сварки труб с кольцевым индуктором. Этот метод может применяться для сварки труб диаметром 10—100 мм с толщиной стенок 0,5—15 мм из низкоуглеродистых и высокоуглеродистых сталей, нержавеющих и кислотостойких сталей, труб из цветных металлов — меди, латуни, бронзы, алюминия и их сплавов.
Рисунок 2 — Индукционная сварка труб со стержневым индуктором

1 — несваренная часть трубы; 2 — токопроводящая шина; 3 — охлаждающий канал; 4 — магнитное ярмо; 5 — пара нажимных роликов; 6 — индукционный генератор; 7 — сваренная часть трубы
С увеличением диаметра труб эффективность охватывающих индукторов резко снижается, наиболее эффективным оказался подвод тока с помощью внутренних индукторов или по совмещенной системе, использующей одновременно как охватывающие, так и внутренние индукторы. Основной эффект от применения внутренних индукторов связан с возможностью уменьшения потерь в теле трубной заготовки.
Рисунок 3 — Индукционная сварка труб с кольцевым индуктором

1 — шлицевая труба; 2 — кольцевой индуктор; 3 — магнитный сердечник (используется при малом диаметре труб); 4 — зона токопрохождения; 5 — пара нажимных роликов; 6 — генератор высокой частоты; 7 — сваренная часть трубы; 8 — охлаждение водой
В результате большого удельного давления образуется значительный грат, который следует удалить из зоны сварки. При последовательном расположении стержневых индукторов одинаковой или различной мощности можно проводить предварительный и окончательный нагрев, а также сварку труб с большой толщиной стенок.
С помощью сварки изготавливают высококачественные стальные трубы в соответствии с условиями поставки на сварные стальные трубы.
Рисунок 4 — Индукционная стыковая сварка труб
1 — свариваемая труба; 2 — индуктор; 3 — магнитопровод; 4 — зажимы для фиксации свариваемых труб и создания осадки
Имеющийся зазор между индуктором и изделием позволяет сваривать горячекатаный материал без специальной обработки поверхности и торцов заготовки.
Преимущества индукционной сварки с индукционным подводом следующие:
- быстрый нагрев;
- продолжительный срок службы индуктора;
- отсутствие на свариваемых деталях под индуктором рисок, царапин и др.
К недостаткам индукционной сварки следует отнести:
- сложность поддержания равномерного зазора между индуктором и поверхностью свариваемых деталей;
- сравнительно высокую потребляемую мощность из-за растекания тока по поверхности трубы вне зоны сварки и трудность сосредоточения разогрева в зоне сварки.
В отличие от индукционного токоподвода при контактном наблюдается сконцентрированное выделение теплоты в зоне сварки.
Контактный токоподвод при непрерывной сварке применяется чаще всего при производстве электросварных труб. Эта схема позволяет существенно расширить номенклатуру свариваемых изделий, более экономно расходовать энергию, но при этом приходится считаться с ограниченным ресурсом токоподводов. Износостойкость контактов и надежность систем со скользящими контактами зависят от ряда факторов, важнейшими из которых являются материал контактов, сила прижима, условия охлаждения, величина тока.
Рисунок 5 — Индукционная сварка труб с контактными электродами

1 — несваренная часть трубы; 2 — скользящий контакт тока высокой частоты; 3 — зона токопрохождения на трубе; 4 — пара нажимных роликов; 5 — генератор высокой частоты; 6 — свариваемая труба; 7 — охлаждение водой
Промышленное применение индукционной сварки связано главным образом с трубным производством, где этот процесс во многих случаях заменяет контактную и дуговую сварки. Индукционной сваркой изготавливают прямошовные трубы (из сталей, алюминиевых сплавов, латуни и др.) малого и среднего диаметров (12… 150 мм) при толщине стенки 0,8…6 мм, а также большого диаметра (400…600 мм) при толщине стенки до 8 мм. Наряду с основными их потребителями (машиностроение и строительные конструкции), они находят все большее применение в нефте- и газодобыче. Так, в США производство сварных труб для этих целей достигло 30% от общего выпуска; крупные мощности по производству обсадных и насосно-компрессорных труб введены в Японии. В ряде стран применяется индукционная сварка при производстве прямошовных труб большого (450… 1220 мм) диаметра с толщиной стенки до 16 мм из листов длиной 12 м.
Индукционная сварка получила распространение для изготовления биметаллических полос толщиной до 14 мм и металлических оболочек электрических кабелей.
Вместе с этим индукционная сварка находит достаточно широкое применение для соединения пластмасс и текстильных материалов.
Технология выполнения индукционной сварки
Так как изделия из прочных металлов обладают высоким уровнем индуктивного сопротивления, то высокочастотный ток не распространяется по периметру, в результате чего, трубы подвергаются сжиманию и свариваются. Соединение заготовок производится при размещении их в индуктор. В тот момент, когда свариваемые детали помещаются в индуктор, на участках соединения осуществляется индукция вихревых токов, которые имеют противоположное направление относительного тока, размещенного в индукторе.
Проходящим токам на пути попадается щель соединения, и они движутся по направлению к ней. Концентрация тока сосредоточена, главным образом, на свариваемых частях поверхности, и металл быстро нагревается до требуемой температуры, которая является оптимальной для сварки.
Оборудование и материалы
Любое оборудование для выполнения индукционной сварки, независимо от назначения, состоит из таких элементов:
- индуктор (токопровод);
- источник питания ТВЧ;
- сварочная головка с трансформатором высокой частоты и конденсаторной батареей;
- технологическая оснастка, чтобы фиксировать заготовки;
- устройство для создания давления.
Индукционная сварка применяется для обеспечения максимальной точности и чистоты свариваемых заготовок, необходимых для производственных, монтажных, ремонтных работ. Использование данного оборудования позволяет в кратчайшие сроки осуществить работы. Модели сварочных аппаратов производятся различными по мощности, конструктивным особенностям, частоте тока, цене, рабочему напряжению и другим критериям.
Контактный способ
Самым распространённым способом изготовления электросварных труб, является вариант с использованием контактного токопровода, ввиду сконцентрированного выделения теплоты в зоне сварки. Использование этой схемы позволяет более экономно расходовать энергию и увеличить перечень свариваемых изделий.

Но так же есть и свои недостатки. К ним можно отнести недолговечность контактного элемента и его малую износостойкость, которая зависит от ряда причин таких как:
- материал контакта;
- способ его охлаждения;
- степень прижима и сила тока.
Сюда же следует отнести сварку вращающимся контактным трансформатором.

Как сделать такой аппарат для контактной сварки, можно узнать на сайте . Сам аппарат состоит из:
Читайте также: