Wl 20 электроды для сварки чего
Обновлено: 03.05.2024
В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском Центре «Курчатовский институт». Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
Что такое легирующие добавки и редкоземельные металлы?
Мы рассмотрели буквенно-цифровые обозначения вольфрамовых электродов, теперь самое время рассказать о редкоземельных металлах (элементах), которые входят в состав электродов, а точнее в легирующие добавки (присадки).
Редкоземельные металлы — это группа из 17 элементов, которая включает в себя скандий, иттрий, лантан и лантаноиды. Все эти металлы серебристо-белого цвета, схожи по химическим и физическим свойствам, образуют тугоплавкие, практически не растворимые в воде оксиды.
Название «редкоземельные» эти металлы получили из-за того, что редко встречаются в земной коре, также эти металлы сложны в добыче и промышленном производстве.
В сварочных вольфрамовых электродах чаще всего используются присадки с лантаном, церием, иттрием, цирконием и торием.
Свойства присадочных металлов и их влияние на качество сварного шва
Вольфрамовый электрод WP (зеленый)
Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%.
- Особенности: Электроды с маркировкой WP обеспечивают высокую стабильность горения дуги, но обладают плохой термостойкостью и электронной эмиссией. Из-за такой ограниченной тепловой нагрузки рабочий конец электрода необходимо затачивать в виде округлой формы (шарика).
- Тип тока: Предназначены для сварки на синусоидальном токе (AC) в среде аргона или гелия.
- Металл: Этот тип электродов предназначен для сварки алюминия магния, никеля и их сплавов.
В связи с тем, что электроды WP использовались на трансформаторной технике, а сейчас большинство сварочного оборудования инверторное, необходимость в таких электродах значительно снизилась, поэтому этих электродов нет в ассортименте ПТК.
Вольфрамовые электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
WL-10 — это электрод с содержанием оксида лантана (La₂O₃), черный цветовой код. Массовая доля оксида лантана достигает до 1%.
WL-15 — это электрод с содержанием оксида лантана (La₂O₃), золотой цветовой код. Массовая доля оксида лантана варьируется от 1,4 до 1,6%.
WL-20 — это электрод с содержанием оксида лантана (La₂O₃), массовая доля которого достигает до 2,2%. Цветовой код электрода — голубой.
- Особенности: Это универсальные электроды, которые выдерживают высокие токовые нагрузки, улучшают стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Лантановые электроды меньше загрязняют вольфрамом шов, что особенно важно при финишных работах. Ещё они длительное время сохраняют заточку рабочего конца.
- Тип тока: Электроды можно использовать при сварке на постоянном и переменном токе (AC/DC).
- Металл: Применяется для сварки углеродистых и легированных сталей, алюминия, титана, никеля, меди и магниевых сплавов.
В ассортименте фирменной продукции ПТК есть вольфрамовые электроды WL-15 диаметром от 1,6 до 4,0 мм и WL-20 диаметром от 1,0 до 4,0 мм.
Вольфрамовые электроды WL-20
Вольфрам – тугоплавкий метал, не теряющий твердости даже при нагреве до очень высоких температурных показателей. Именно поэтому его применяют для производства неплавящихся электродов. Электрод вольфрамовый WL 20 универсален и может применяться для сварки большинства сталей и сплавов. Отличительной особенностью этого изделия является то, что в процессе изготовления вольфрам смешивается с окисью лантана, улучшающей технические характеристики металла.
Общее описаниеЭлектроды – это шлифованные прутки, используемые вместе со сварочным аппаратом. Различают два типа подобных изделий:
Плавящиеся прутки образуют сварной шов в результате смешивания с расплавленным металлом. Неплавящиеся элементы, к числу которых относятся электроды WL 20, не подвержены плавлению, а соединение металла достигается за счет присадочного материала.
Вольфрамовые электроды WL-20 BLUE
Продукция из вольфрама импортного производства имеет маркировку, обозначающую следующую информацию:
- наименование материала, из которого изготовлена продукция;
- присутствие легирующих элементов (присадок);
- количество присадок.
Маркировка «WL 20» обозначает следующее:
- W – изготовлено из вольфрама;
- L – в сплаве присутствует окись лантана;
- 20 – долевое содержание присадок составляет 2%.
Вольфрамовые лантанированные сварочные элементы универсальны. Они предназначены для обработки легированных или высоколегированных металлов и могут применяться при выполнении сварочных работ с постоянной или переменной подачей электронапряжения. Но чаще всего их используют при аргонодуговой сварке, подразумевающей плавку металла посредством воздействия термической энергии.
Торец вольфрамового электрода WL 20 окрашивается в синий цвет. Цветовая маркировка позволяет определять сферу применения изделий по внешнему виду.
Технические параметрыОтличительной особенностью продукции, изготовленной из сплава вольфрама с окисью лантана, является быстрый запуск устойчивой дуги, а также легкость повторного зажигания. Использование элементов из вольфрама с добавлением лантана практически исключает прожоги металла даже при ошибках в выполнении операции.
Добавка в виде окиси лантана улучшает характеристики вольфрамового электрода WL 20, повышая его износостойкость, и способствуя увеличению предела максимального тока. Лантан равномерно распределяется по всему стержню, гарантируя сохранение заточки. Этот элемент также исключает загрязнение шва в процессе выполнения работ.

Сравнительная таблица показателей вольфрамовых электродов
Потребителям доступны лантановые стержни следующих диаметров, измеряемых в миллиметрах:
Длина стержней составляет 175 мм. Для удобства производитель электродов WL 20 упаковывает их в пластиковый пенал. Количество прутков в пенале зависит от диаметра. Изделий диаметром 1,6-4,0 мм в одной упаковке содержится 10 штук. При большем диаметре – 5 штук.
Достоинства и недостаткиК преимуществам сварочных элементов с лантановой присадкой относятся:
- меньшее загрязнение сварочного шва вольфрамом;
- увеличенный срок службы;
- сохранение первоначальной заточки на протяжении длительного времени;
- устойчивость дуги;
- легкость повторного зажигания дуги;
- повышение максимального присутствия тока;
- увеличенная способность сварочного элемента;
- малый износ;
- демократичная стоимость.
Рабочий конец лантановых изделий изнашивается гораздо медленнее, чем у вольфрамовой продукции, изготовленной с добавлением тория и церия. В процессе производства продукции лантан равномерно наносится на всю поверхность стержня, что позволяет длительное время сохраняться первоначальному качеству заточки. Окись лантана улучшает воспламеняемость дуги, что является неоспоримым преимуществом при автоматической сварке.
Недостатком является лишь то, что в процессе сварки с использованием вольфрамовых прутков происходит выделение инертных газов, оказывающих негативное влияние на стержень и сварочную дугу. Поэтому данные изделия целесообразно применять при аргонодуговой сварке, так как аргон защищает от воздействия газов сварной элемент, дугу и соединительный шов.
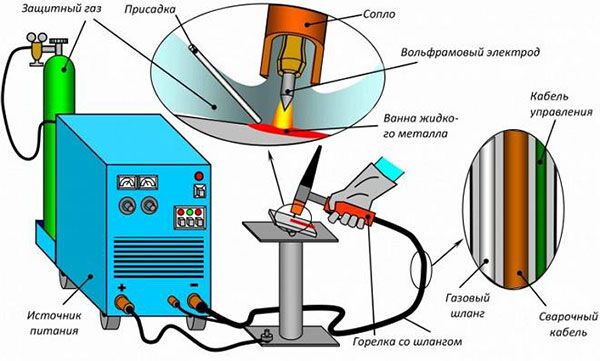
Схема сварочного с вольфрамовыми электродами
Особенности примененияИзделия из сплава вольфрама и окиси лантана могут применяться для обработки всех типов сталей и сплавов. Они эффективны при соединении деталей из следующих материалов:
Электроды синие WL 20 2,0/175, а также изделия других диаметров эффективны при необходимости обработки сплавов, содержащих большое количество присадок.
Несмотря на то, что данный вид продукции может применяться для работы на переменном и постоянном токе, наибольшая эффективность достигается только в последнем случае.
При сварке на переменном токе рабочий конец должен иметь конусообразную форму. Придать такую форму можно самостоятельно с помощью заточки. Для заточки используются твердые мелкозернистые диски, позволяющие избежать образования заусенцев.
Перед выполнением работ, связанных с обработкой металла, следует убедиться, что рабочий конец стержня чистый. В противном случае сварной шов получится ненадежным. Применение грязного электрода значительно снижает качество соединения металлов.
Все вольфрамовые сварочные элементы должны соответствовать требованиям ГОСТ 23949-80. При соответствии электрод вольфрамовый WL 20 диам. (ГОСТ 23949-80 2.4 мм), а также стержни других диаметров имеют специальную маркировку в виде рисок или фасок глубиной 1 мм, которые располагаются под углом 45°. Наносятся они только на один конец изделия.
Заключение
Вольфрамовые электроды являются важнейшим элементом, без которого нельзя обойтись в процессе проведения сварочных работ. С их помощью удается получить детали самых разных форм, не тревожась за целостность шва и вероятность образования коррозии. Сплав вольфрама с окисью лантана позволяет получить прутки, способствующие улучшению качества сварного шва, и избежать его загрязнения.
Вольфрамовые электроды для аргонодуговой сварки
Среди неплавких электродов часто встречаются уникальные модели, которые предназначены для тех функций, на которые не способны другие разновидности. Вольфрамовые электроды для аргонодуговой сварки используются для того, чтобы создавать электрическую дугу нужной мощности а также плавить основной и присадочный металл, в качестве которого применяется сварочная проволока. С учетом того, что здесь защитной средой выступает газ аргон, то покрытия для проволоки и не требуется. Данные изделия отличаются высокими эксплуатационными характеристиками и хорошей термостойкостью.

Внешний вид вольфрамовых электродов
Вольфрамовые электроды для аргонодуговой сварки представляют собой тонкие стержни, которые сделаны из прессованных частиц данного металла. Дело в том, что вольфрам является очень тугоплавким, благодаря чему именно из него и делаются данные изделия. Для электродов используется не цельный металл, а прессованные мелкие частицы, которые подвергаются сильной температурной обработке. По внешнему виду и свойствам они мало чем отличаются от литых металлов. Изделия могут выпускаться как со специальными покрытиями, которые способствуют стабилизации дуги, раскислению металла, газо- или шлакообразованию, легированию металла и так далее, или без него. Не плавящийся вольфрамовый электрод производится по ГОСТ 23949-80.
Сварка вольфрамовым электродом в среде аргона намного более качественная, чем другие разновидности данного процесса. Здесь нет лишних осадков от обмазки. Сам инструмент является универсальным и не дает каких-либо негативных осложнений. Для домашнего использования такой метод может показаться несколько дорогостоящим, но в производстве и при работе с ответственными конструкциями он становится незаменимым.
Виды вольфрамовых электродовМодели вольфрамовых электродов различаются по цветам:
- Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.

Вольфрамовые электроды типа WP
- Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.

Вольфрамовые электроды WZ8
- Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.

Вольфрамовые электроды WT20
- Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.

Вольфрамовые электроды WY20
- Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.

Вольфрамовые электроды WC20
- Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.

Вольфрамовые электроды WL-15
Физико-химический составБольшинство вольфрамовых электродов ВЛ имеют в своем составе от 97% вольфрама и выше. Естественно, что у каждой марки этот параметр индивидуален, но в большинстве случаев это чистый металл. Вольфрамовые электроды для аргонодуговой сварки, которые без добавочных элементов содержат 99,5% вольфрама. В остальных случаях, в среднем, содержится 1,5-3% таких добавок как:
Особенности электродов WL 10, 15, 20, тонкости работы
Вольфрамовые электроды марок WL 10, WL 15 и WL 20 качественно соединяют конструкции из черных и цветных металлов при дуговой сварке аппаратами. Узнайте подробнее.

Высокопроизводительные вольфрамовые электроды марки WL относятся к типу неплавящихся. Являются универсальным расходным материалом. Используются для соединения деталей, изготовленных из любой марки стали, а также цветных металлов, с применением аппаратов, работающих на постоянном и переменном токе в среде защитных газов (TIG). Вольфрамовые электроды марки WL-15, а также WL-10 и WL-20 имеют второе название – лантановые. Это объясняется тем, что к чистому вольфраму, из которого изготавливают стержень расходного материала, добавляется небольшое количество оксида лантана, который равномерно распределен в объеме стержня. Добавка улучшает технические и эксплуатационные характеристики. Дуга легко зажигается, в процессе ведения сварки она горит стабильно. Конец электрода изнашивается не так быстро, как у других типов вольфрамовых изделий. Работать с таким расходным материалом можно на повышенном токе. Кроме того, он долговечен и меньше загрязняет вольфрамом сварной шов, что является важным преимуществом при сварке конструкций ответственного назначения. Такими электродами невозможно прожечь тонкостенный металл. Рекомендуется использовать при выполнении сварочных соединений начинающим сварщикам: шов получится аккуратный и ровный.
Конструкция и свойства
Вольфрам-лантановые электроды с маркировкой WL выпускаются зарубежными производителями. Они соответствуют требованиям, изложенным в российском ГОСТе 23949-80 и стандартах европейских и международных: DIN EN 26848:1991, ISO 6848:2004 и ANSI/AWS A5.12/A5.12M-98.

Электрод представляет собой электропроводный металлический стержень определенного диаметра и длины, состоящий из вольфрама, оксида лантана и примесей в небольшом количестве. Поставляются в специальных пластиковых пеналах диаметром до 4 мм – в количестве 10 штук, большего диаметра – по 5 штук.
На пенале имеется маркировка в виде английских букв и цифр. Например, аббревиатура WL-15 расшифровывается следующим образом:
- W – вольфрамовый;
- L – с добавкой оксида лантана;
- 15 – среднее количество которого составляет 1,5%.
- высокую степень износостойкости, тепло- и электропроводности;
- выполнение сварки в широком диапазоне рабочих токов в любом пространственном положении;
- легкую зажигаемость дуги;
- стабильность горения дуги на протяжении всего процесса сварки;
- возможность сваривать металл любого химического состава;
- длительное время сохраняют заточку, что увеличивает срок эксплуатации;
- качество шва соответствует всем нормам, действующим в области контроля сварных соединений.
Электроды лантановые, выпускаемые разными зарубежными производителями, отличаются высокой стоимостью.
Особенности разновидностей электродов WL представлены в таблице.
Особенности выполнения сварочного процесса
Детали, изготовленные из стали, свариваются между собой током постоянным (прямой полярности), цветные металлы – переменным током. Перед сваркой кромки деталей зачищаются до металлического блеска механическим или химическим способом. Их, как правило, еще дополнительно обезжиривают растворителем (ацетоном, уайт-спиритом или другим средством).
Особое внимание уделяется заточке электрода. Он заостряется, как карандаш, на специальной машинке, на его конце выполняется шарик. На видео показано, как это делается:
Силу сварочного тока устанавливают в зависимости от Ø используемого электрода, который в свою очередь подбирается в соответствии с толщиной металлической заготовки.
В таблице указаны ориентировочные диаметры электрода в зависимости от типа металла, который подлежит соединению, и его толщины.
| Тип металла | Толщина, мм | Ø электрода, мм |
|---|---|---|
| Стали, включая нержавеющие и с особыми свойствами | 0,5 | 1,0 |
| 1,0 | 1,6 | |
| 2,0 | 2,4 | |
| 3,0 | 3,2 | |
| 4,0 | 4,8 | |
| 5,0 и более | 6,4 | |
| Цветные металлы | 1,0 | 1,6 |
| 2,0÷4,0 | 2,4÷4,8 | |
| 5,0÷6,0 | 4,8÷6,4 | |
| 7,0 и более | 6,4 |
Сила тока зависит от его рода (переменный или постоянный). В следующей таблице указаны пределы, в которых он может изменяться в зависимости от диаметра электрода.
Внимание! Если в процессе варки дуга блуждает, необходимо увеличить силу сварочного тока.
На рисунке ниже показано направление сварки и угол наклона электрода при использовании присадочного прутка.
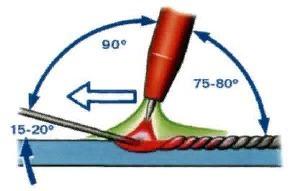
Длина вылета кончика электрода зависит от положения сварки и колеблется от 3 до 5 мм при соединении металла встык и от 5 до 8 мм при соединении угловом и тавровом. Расход защитного газа должен быть в пределах 7÷10 л/мин. Сварка без присадочного прутка ведется электродом, который располагают перпендикулярно оси шва.
Просим тех, кто выполнял сварку такими электродами, поделиться опытом и дополнить информацию по особенностям работы с ними.
Характеристики и сфера применения электродов WY 20
Температуроустойчивые и тугоплавкие вольфрамовые электроды WY-20 применяют непосредственно для сварки аргоном. Узнайте, как с ними работать подробнее.

Метод электрической сварки для скрепления двух металлических деталей был придуман и впервые использован в прошлом веке. В наше время известно более 300 методов сварки. Возможность соединять конструкции из различных материалов со всевозможными консистенциями, плотностями и устойчивостью к высоким температурам доступна при помощи металлических стержней, называемых электродами. Предназначение каждого из них индивидуально.
Вольфрамовый электрод WY-20 – это неплавящийся стержень, сделанный из вольфрама (иттрированные электроды), который при сравнении с подобными имеет самую высокую стойкость.

Кроме всего этого, у вольфрамовых электродов WY-20 катодное пятно на кончике стержня имеет повышенную стабильность. С его помощью обеспечивается увеличенная устойчивость дуги сварки в больших диапазонах тока. Отлично подходит для сваривания при постоянном токе таких материалов, как низколегированная, углеродистая и нержавеющая сталь, молибден, тантал, ниобий, чугун, кремниевая бронза, а еще медь, титан и всевозможные сплавы этих материалов.
В продажу поступают в упаковке, напоминающей пенал, выполненный из пластика. Количество электродов, упакованных в него, зависит от их диаметра. В пластиковый пенал помещается 10 вольфрамовых электродов с диаметром до 4 мм или 5 штук с диаметром более 4 мм. Длина электрода стандартная – 175 мм, а вес – 39 г. В отличие от других подобных стержней для сварки выпускается только одного цвета – тёмно-синего.
Внимание! Универсальность сварки достигается тем, что температура плавления данного продукта огромна: она достигает 3410 °C, а температура кипения – 5900 °C. Сварной шов получается ровным и высокопрочным.
Технические характеристики
| Вид сварочного шва | Наибольший диаметр, мм | Ток сварки, А | Толщина металла заготовки, мм | Исходный зазор между свариваемыми деталями, мм |
|---|---|---|---|---|
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Таблица параметров соответствий и стандарта:
| Наименьшая толщина свариваемого металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Толщина, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила сварочного тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
- плавится при температуре 3410 °C;
- кипение – 5900 °C;
- из всех существующих металлов в мире данный материал наиболее тугоплавкий;
- способен сохранять свою твердость при очень высокой температуре;
- в зависимости от производственной необходимости работы в продажу поступает несколько вариантов диаметра;
- длина вольфрамового электрода стандартная и составляет 175 мм.
| Диаметр электрода, мм | Цена, руб./шт., с учетом НДС | Длина, мм |
|---|---|---|
| 1,0 | 42.90 | 175 |
| 1,6 | 49.70 | |
| 2,0 | 77.60 | |
| 2,4 | 111.50 | |
| 3,0 | 175.40 | |
| 3,2 | 199.10 | |
| 4,0 | 322.30 | |
| 4,8 | 557.70 |
Характеристика сварки и маркировка:
(цвет)
Вольфрамовые электроды используются в различных отраслях для сварочных аргоновых работ с цветными металлами.
Сфера применения и особенности использования
Универсальные электроды используются непосредственно для проведения сварки со сложными условиями работы в среде инертного газа. Отлично справляется с аустенитными классами стали, у которых размеры и толщина умеренные. Незаменим в том случае, когда необходимо применять термоустойчивый электрод.
Используются для сварки самых сложных и ответственных участков конструкции. Работа происходит с помощью постоянного тока с прямой полярностью. Применяются в так называемой аргонодуговой сварке, когда работа осуществляется с помощью неплавящегося электрода, находящегося в среде защищающего газа – аргона.
Как известно, все стержни, сделанные из вольфрама, тугоплавкие (3410 °C), соответственно, при работе плавятся очень медленно. К примеру, шов длиной в один метр можно сделать, потратив всего лишь сотые доли грамма электрода. Также вольфрамовые электроды WY-20 термостабильны.
Лучше всего применять в отрасли газо- и нефтедобычи, связанной с перегонкой топлива по сваренным аргоном трубам. Там, где используются летучие газы и протечки опасны.
Способны сварить разнообразные цветные металлы. Пользуются большой популярностью в производственном использовании в заводских цехах, где варят аргоновым методом.
Если у вас есть опыт работы с данными электродами, обязательно поделитесь им в комментариях к данной статье.
Читайте также:
- Клей холодная сварка для меди
- Температура для сварки пластика
- Сварка стали 30хгса со сталью 20
- Сварочный аппарат для оптоволокна какой выбрать
- Сварка полуавтоматом для начинающих без газа проволокой