Зачистка алюминия после сварки
Обновлено: 17.05.2024
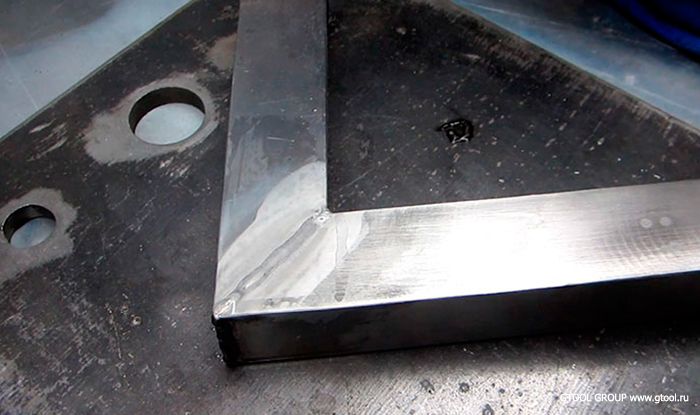
Многие клиенты GTOOL GROUP периодически сталкиваются с задачей изготовления изделий из алюминия.
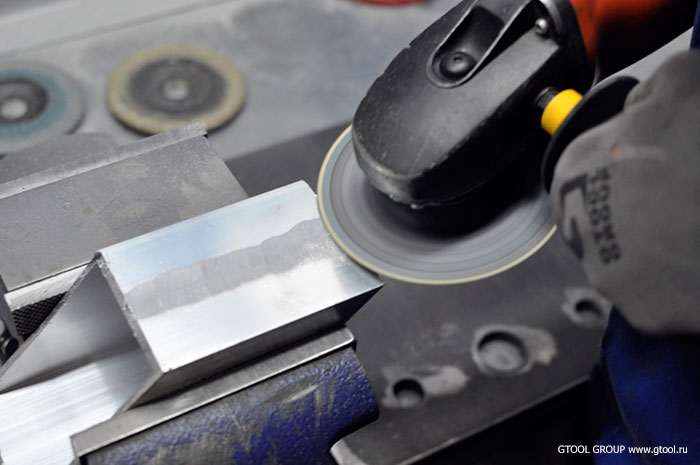
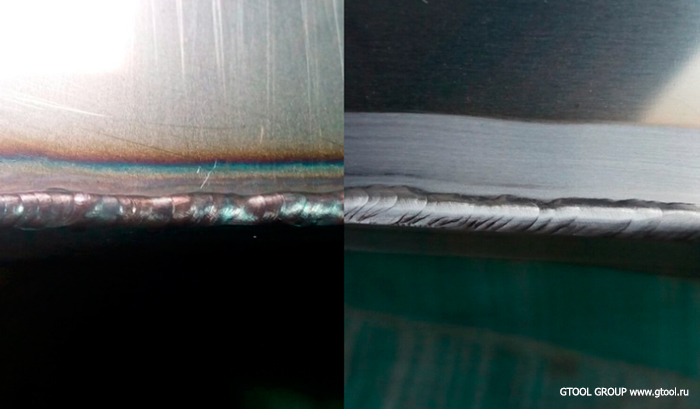
Естественно, эти изделия необходимо обрабатывать, и одной из самых сложных операций являются подготовка кромок и зачистка сварного шва, где требуется большой съем металла.
Сложные эти задачи по нескольким причинам:
- алюминий довольно мягкий и эластичный металл, поэтому частицы алюминия быстро и легко переходят на абразивный круг и "засаливают" его, значительно снижая ресурс круга.
- алюминий очень прихотлив при сварке, и присутствие компонентов круга на его поверхности после обработки приводит к ухудшению качества сварного шва.
Конечно, эти сложности не являются камнем преткновения, если с алюминием вы сталкиваетесь лишь иногда.
Но совершенно точно эти вопросы требуют решения, если обработка алюминия является вашей регулярной задачей.
Рассмотрим, какие круги чаще всего используются для обработки алюминия?
- Круг лепестковый торцевой (КЛТ). Часто это именно те круги, которыми клиент пользуется для обработки всех остальных материалов. Этот круг хорош своей универсальностью, но при обработке алюминия быстро "засаливается". Так же при необходимости обрабатывать плоские поверхности и детали данный круг не является оптимальным, так как "роет канаву".
Рассмотрев все это, мы можем представить каким должен быть идеальный круг для обработки алюминия:
- «не засаливается»;
- позволяет обрабатывать плоские детали, соблюдает геометрию поверхности (достаточно эластичный).
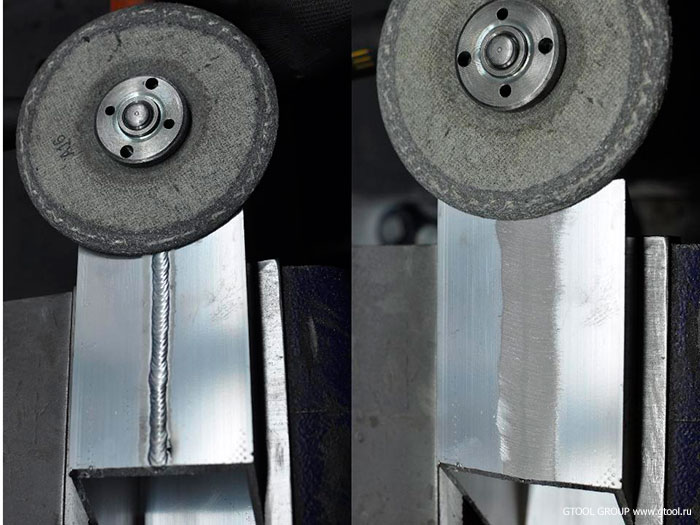
- быстро снимает сварной шов, но при этом не требует последующей обработки/доводки поверхности.
- не оставляет частиц круга в поверхности обрабатываемого металла.
Казалось-бы, это все разные круги, и невозможно совместить все эти качества в одном.
У нас есть решение!
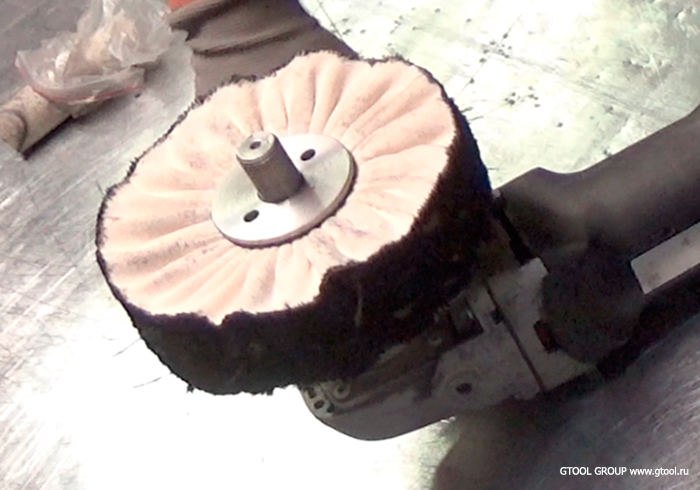
Компания Сibo представляет инновационный продукт, который перевернет ваше представление об обработке алюминия – гибкие зачистные круги Cibo RAF.


Этот абразивный круг объединил в себе все качества, необходимые для выполнения самых сложных задач по обработке алюминия и деталей из него.
Выполненный из синтетического войлока и специальной резины с добавлением абразивного зерна, этот круг становится незаменимым помощником на любом производстве. Он лишен всех недостатков классических кругов и поэтому решает поставленные задачи быстрее, качественнее и служит значительно дольше.
Преимущества гибких зачистных кругов Cibo RAF
- Высокий ресурс. Данный круг не набирает на себя обрабатываемый материал, поэтому он в несколько раз превосходит по сроку службы, используемые лепестковые и фибровые круги.
- Высокое качество поверхности, при высокой агрессивности. Не требует дальнейшей доводки поверхности. Экономит время.
- Выдерживает геометрию обрабатываемой поверхности за счет высокой эластичности. Идеален для плоских поверхностей.
- Более высокая скорость съема металла в сравнении с конкурентами.
- Не оставляет частиц круга на обрабатываемой поверхности.
Увидеть подробно сравнение этих кругов можно в этом видео
Таким образом, одним кругом вы можете:
- снять сварной шов,
- получить гладкую поверхность,
- обработать плоские детали,
- подготовить металл под сварку.
И этот круг будет служить вам в разы дольше кругов, к которым вы привыкли.
Многие наши клиенты уже оценили качество и скорость гибких зачистных кругов Cibo RAF.
Осветлить сварной шов. Миссия выполнима.
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.
Нанесение Polinox на деталь из нержавейки
После этой процедуры шов осветляется и приобретает белый оттенок.
Шов после кислоты Polinox
Подробное описание процедуры здесь.
Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.

Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle
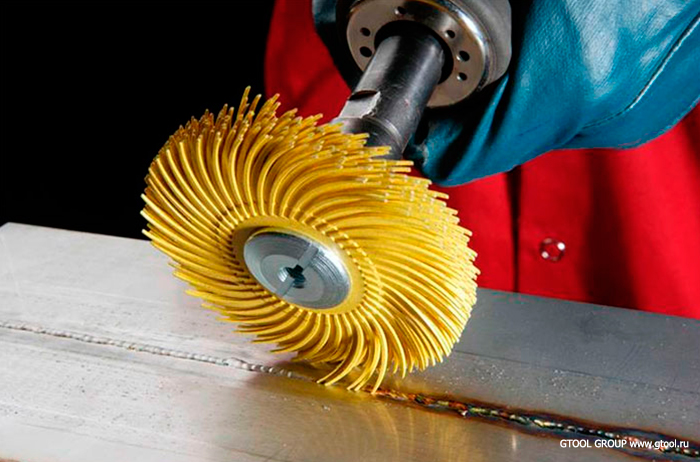
BRISTLE — круг радиальный d75, зерно 80
На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.

Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению, Scotch-BriteTM Bristle не засаливаются.
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.

Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
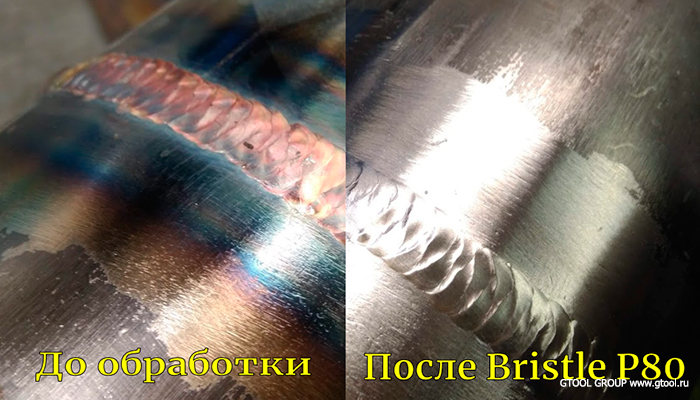
Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки

Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.

Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.

Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
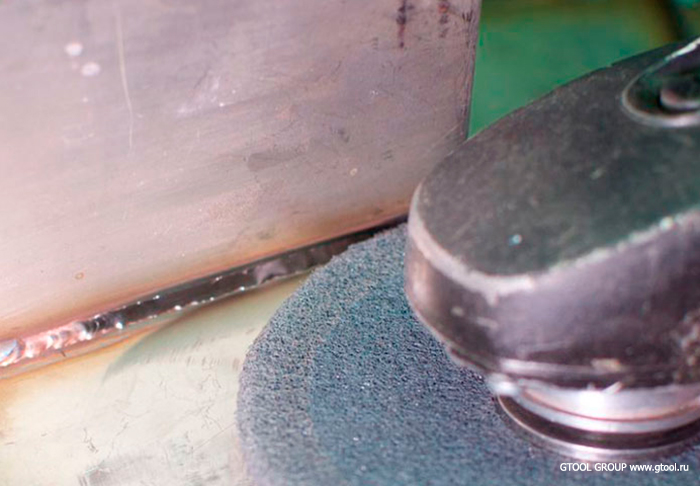
Доводочные круги CIBO.

Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
Осветление сварного шва в углу кругами SA5
Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)

Осветление сварного шва на нерждавейке на плоскости кругами SAG5
Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.

FAG 5

Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.

Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
Сварной шов после FAG5
Круги, валики и головки из нетканых материалов.
Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.

Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite.

Шлифовальные головоки из нетканого материала

Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.

Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN

А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.

Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.

Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла

Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.

В целом получается — скотч-брайт всему голова.

Но есть еще запасной вариант.
Полировальные круги с пастами.
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и спрей 3М.

Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
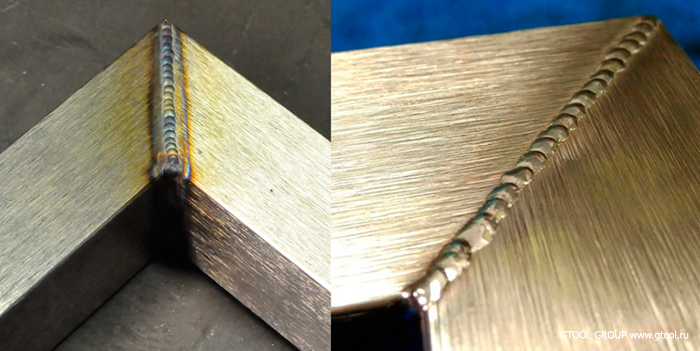
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Зачистка сварных швов
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.

Не зачищенный сварной шов после сварки
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Оборудования для зачисткиК выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.

Передвижная шлифовальная машина
Необходимость зачистки сварных швовЗаключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного местаКак зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
«К сведению!
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединенияКак показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
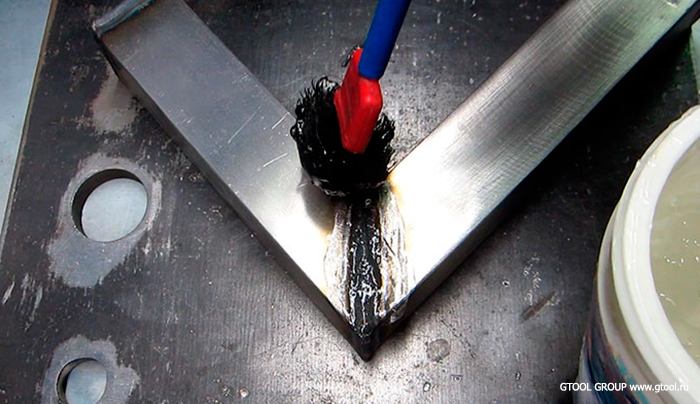
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности. Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне.
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Сварка алюминия
Даже в современных условиях сварка алюминия является достаточно сложным технологическим процессом. Именно по этой причине существует множество различных видов технологий, чтобы достичь максимально качественного результата при определенных условиях. Также, как это происходит при сварке нержавейки, во многом вина сложности сваривания ложится на свойства металла. Из-за частого использования материала в разнообразных сферах, с ним нередко приходится встречаться мастерам по сварке, так что создана целая индустрия, которая работает в этом направлении

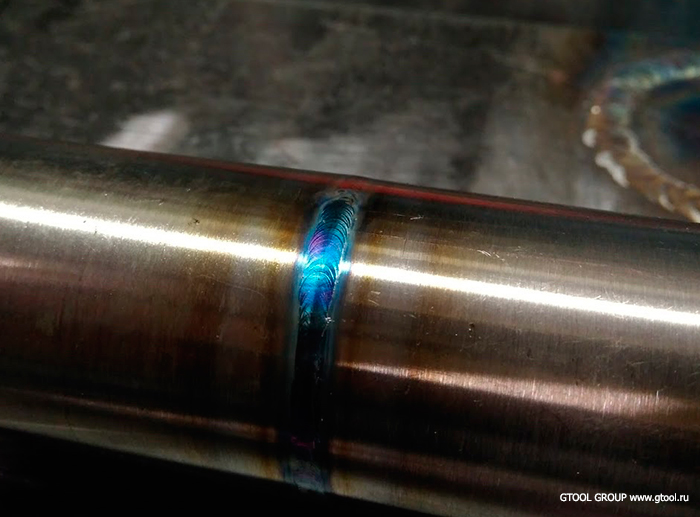
Сварочный шов после сварки алюминия
Свойства алюминияСварка алюминия становится более сложной, благодаря тому, что металл имеет высокую тепло- и электропроводность. Также роль играет относительно небольшая плотность, что дает малый вес. Сплавы алюминия обладают более высокими механическими свойствами, но сам металл в чистом виде легко поддается механическому воздействию. Тем не менее, он применяется во многих сферах благодаря своей легкости. Алюминий и его сплавы создаются согласно ГОСТ 4784-97.
СвариваемостьОдной из главных проблем свариваемости является то, что на поверхности металла очень быстро образуется пленка из оксидов. Температура ее плавления составляет более двух тысяч градусов, тогда как у алюминия она намного менее. Таким образом, пленка остается на расплавленных каплях, что делает его сваривание очень затруднительным. Из-за этого не всегда получается монолитный шов и страдает качество соединения. Для борьбы с такой пленкой требуется дополнительная защита, которую может обеспечить сварка аргоном.

Дефекты при сварке алюминия
Когда идет сварка алюминия, то очень трудно управлять ванной расплавленного металла, так как он обладает высокой жидкотекучестью. Благодаря этому приходится использовать теплоотводящие подкладки во время процесса сваривания. Шов может быть ослаблен и из-за появления кристаллизационных трещин, так как в алюминий может попасть водород, которые будет стремиться выйти наружу, образуя напряжения и, как следствие, трещины. Когда идет сварка алюминия, то происходит большая усадка, вызванная высоким коэффициентом линейного расширения. Из-за этого может возникнуть деформация.
По причине высокой теплопроводности металла для работы с ним требуется увеличивать ток, примерно, в 1,5 раза, как если бы шла работа со сталями. Это с учетом того, что температура плавления стали зачастую намного выше. Из-за этого тонкие листы могут прожигаться при любом неосторожном движении. Сложность повышает и то, что когда идет сварка алюминия в домашних условиях, то нередко нельзя точно выяснить, с какой именно маркой идет работа и какой у нее состав. Это усложняет подбор электрода.
Способы сварки алюминияСварка алюминия может проходить множеством различных способов, которые зависят от использования специальных технических средств, а также благодаря другим особенностям технологии. Могут использоваться защитные газы, флюсы и прочие вещи. Среди основных методов можно выделить:
- ММА. Сварка алюминия без газа стандартными алюминиевыми электродами с защитным покрытием (наименее эффективный способ из-за большой вероятности получения бракованных соединений);
- DC MIG. Сварка алюминия при помощи проволоки полуавтоматом с автоматической подачей присадочного материала;
- AC TIG. При использовании неплавящегося вольфрамового электрода в среде защитных газов.
Все дополнительные защитные средства помогают бороться с образованием оксидной пленки. Для большего эффекта ток, вне зависимости от своего рода. Должен иметь обратную полярность, которая обеспечивает катодное распыление, что помогает разрушить пленку без воздействия сверхвысокой температуры. В любом из вышеприведенных способов нельзя использовать прямую полярность, иначе не будет должного эффекта.
Подготовка алюминия к сваркеПеред тем как пройдет сварка алюминия, металлические заготовки следует обработать. В особенности это касается кромок изделий, которые будут непосредственно участвовать в сваривании. Это помогает не только очистить от загрязнений и налетов, но и побороть оксидную пленку. Для подготовки следует выполнить следующий ряд процедур:
- Обезжирить и очистить. Присадочный материал, а также сами детали заготовки тщательно очищаются от всех налетов масла, жира и грязи. Обезжирить алюминий можно при помощи ацетона, растворителем или авиационным бензином.
- При необходимости, следует провести разделку кромок, если того требует толщина детали. Если толщина кромок составляет менее 4 мм, то их не стоит разделывать, так как при должном режиме сварка алюминия даст нормальный результат. Если идет сваривание при помощи стандартных электродов, то кромку не разделывают до 2 см толщины. Если происходит сварка тонких листов металла, толщина которых менее 1,5 мм, то следует варить встык с применением отбортовки.
- Ликвидация оксидной пленки может происходить при помощи наждачной бумаги, если толщина детали составляет 2,5-3 см. Также можно использовать напильник или щетку по металлу. Эффективно борются с ней дополнительные флюсы.
Технология сварки алюминия хоть и отличается от работы с другими видами металла, но во многом схожа с ними.
- В первую очередь всегда идет подготовка, теми методами, которые описаны выше. Ведь даже если деталь ранее была обработана, на ней могут появиться пленки после этого, так что всем этим нужно заниматься непосредственно перед сваркой.
- Далее следует выложить флюс на места сваривания. На кромках должно быть достаточное количество дополнительного материала, который помогает бороться с плохой свариваемостью металла.
- После этого технику, при помощи которой будут проводиться работы, следует выставить на нужные режимы, соответствующие сплаву и толщине металла.
- Затем следует подогреть металл горелкой, чтобы избежать резких перепадов температуры;
- После этого можно приступать к свариванию. Движения должны быть аккуратными, так как расплавленный металл имеет низкую вязкость и по своей плотности больше напоминает воду, что требует особого опыта при работе.
- После того как шов дошел до конца, металл желательно подогревать, чтобы он медленно и постепенно остывал, так как это помогает снять напряжения и высвободиться водороду, который мог попасть внутрь.

Технология сварки алюминия своими руками
Защитный газ при сварке алюминия«Важно!
При работе с алюминием требуется очень деликатно следить за параметрами, так как все это может привести к порче заготовки.»
Сварка алюминия предполагает использование защитных средств. Газ является основным из них, так как эффективность его применения стоит значительно выше других. К примеру, аргон является инертной средой, которая не пропускает ни какие другие элементы и вещества в сварочную ванну. Во время горения газ обволакивает расплавленный металл, так что даже воздух из атмосферы, в котором имеется кислород, не влияет на состояние расплавленного металла. Сварка алюминия без аргона также возможна, но будет не столь эффективной. Для этого используются другие инертные газы, ацетилен или обмазка электрода.

Защитный газ при сварке алюминия
Температура горения защитной среды, как правило, заметно ниже, чем те6мпература плавления металла, поэтому, он выполняет только защитную и функцию подогрева, тогда как для расплавления применяется электрический ток. Применение газа является относительно дорогостоящей процедурой, так что используется преимущественно для таких сложных процессов как сварка алюминия.
Предотвращение дефектов
Высокий коэффициент линейного расширения дает большую усадку, которая может вызвать деформацию детали. Чтобы избежать данного дефекта, следует учитывать данный коэффициент, для чего нужен опыт работы с алюминием.
Для снятия напряжений в металле необходимо использовать предварительный подогрев, прежде чем начинать основной процесс сваривания. Это же касается и последующего остужения, так как это помогает выбраться водороду из швов.

Обработка швов при сварки алюминия
Чтобы избежать появления непроверенных мест требуется опыт формирования плотного валика с жидкотекучими материалами. При работе могут также образовываться трещины и раковины. Для защиты от них применяют газ и прочие инертные среды. Благодаря всему этому сварка алюминия становится более простой и результативной.
Финишная обработка сварных швов
Когда сварка алюминия окончена, то следует обработать полученное изделие, чтобы результат был не только качественным, но и имел эстетический вид. В первую очередь нужно оббить образовавшийся на поверхности шлак, чтобы оценить внешний вид качества соединения. После этого нужно провести зачистку поверхности от мелких загрязнений, которые не оббились, что можно провести при помощи металлической щетки. После этого следует отшлифовать поверхность, чтобы она была максимально приближена к основному металлу и не имела выпирающих частей.
Особенности новых технологий
Сварка алюминия при помощи новых технологий, куда можно отнести и аргонно-дуговую технологию, дает более надежный результат, максимально защищенный от дефектов. Одной из основных особенной здесь является что идет сварка алюминия угольным электродом, или его вольфрамовым аналогом. Таким образом, не нужно подбирать присадочный материал, который бы соответствовал марке свариваемого металла, так как основным материалом служит тот, что на заготовке, а перемешивание идет неплавящимся электродом. Также новые технологии позволяют легче подобрать требуемый режим, так как обладают плавными регулировками.

Особенности сварки алюминия
Меры безопасности
Сварка алюминия может оказаться опасным процессом, если не придерживаться техники безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, которые помогут защититься от негативного воздействия электрической дуги на глаза, а также от брызг металла и искр. Для этого понадобится защитная сварочная маска и спецодежда. Также необходимо соблюдать элементарные требования электро- и газовой безопасности. Не ставить баллон с газом ближе 5 метров от источника огня, а также всегда следить за его целостностью и исправностью.
Читайте также: