Зачистка пнд труб перед сваркой инструмент
Обновлено: 23.04.2024
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
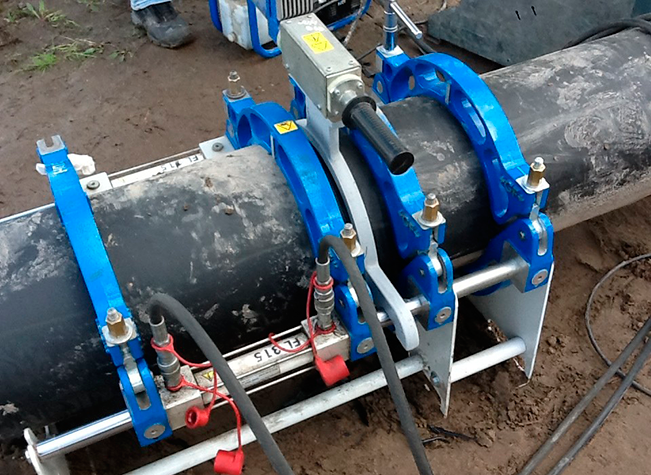
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Зачистные устройства
Скребок применяется для механической зачистки оксидного слоя на пластиковых труб перед электромуфтовой сваркой. Рекомендуется использовать для обработки труб до диаметра 63 мм.
САЛФЕТКИ для обезжиривания трубСалфетки спиртовые, применяются для обезжиривания труб перед сваркой.
Устройство для снятия внешнего грата для ПЭ труб.Устройство применяется для удаления образовавшегося после стыковой сварки внешнего грата.

Ротационное устройство для снятия оксидного слоя для ПЭ труб. d 32 - 63 мм
Ротационное устройство для надежного снятия оксидного слоя с труб из ПЭ-ВП и РЕ-Ха конкретного диаметра и на патрубках изделий седлообразной формы
Устройство для снятия оксидного слоя d.63-250Данный скребок предназначен для удаления оксидного слоя на пластиковых трубах перед сваркой электромуфтами. Подходит для труб диаметром от 63 до 250 мм.
Устройство для снятия оксидного слоя d.110-500Этот инструмент предназначен для удаления оксидного слоя на полиэтиленовых трубах перед сваркой электромуфтами. Подходит для труб диаметром от 110 до 500 мм.
Устройство для снятия оксидного слоя для ПЭ труб. d 450 - 710 ммДанное устройство используется для зачистки оксидного слоя на ПЭ трубах перед электромуфтовой сваркой. Подходит для труб диаметром от 450 до 710 мм.
Устройство для снятия защитной оболочки на ПЭ трубеИспользуется для удаления защитной оболочки с трубы.
Устройство для снятия оксидного слоя на ПНД трубах до 400 ммДанный скребок предназначен для удаления оксидного слоя на пластиковых трубах перед сваркой электромуфтами.Подходит для труб диаметром 400 мм.
Зачистки для ПНД-труб — инструменты для обработки армированных, полиэтиленовых, пластиковых и профильных материалов. При их использовании обеспечивается качество и надежность соединений при электромуфтовой сварке.
Зачистки для ПНД-труб бывают ручными и электрическими. К первой группе относятся:
- пластиковые скребки с заточенными лезвиями;
- дюралюминиевые цилиндрические устройства с ножами из инструментальной стали;
- конструктивные, шайбовые и трапециевидные фаскосниматели;
- инструменты для очистки труб от заусенцев;
- скребки для снятия оксидного слоя.
К электрическим зачисткам для ПНД-труб относятся скребки и фаскосниматели на дрель, шейверы и насадки под перфоратор. Каждый инструмент предназначен для конкретных условий эксплуатации. Поэтому при покупке нужно учитывать размер и тип трубы, функционал, материал изготовления, модель и марку производителя.
Выбрать подходящее изделие можно с помощью менеджера. Специалист предложит оптимальный вариант, организует доставку инструмента по Москве или в другой регион РФ.
Остались вопросы? Не нашли нужную модель
товара или нет в наличии товара, который
Вы ищете? Оставьте Ваши контакты и мы
свяжемся с Вами!
Сварить ПНД трубы – нужные инструменты и как это сделать
ПНД трубы — строительный материал, который востребован при сооружении различных трубопроводов благодаря своим техническим параметрам и свойствам. Трубы отличаются небольшим весом и не деформируются при механических воздействиях. Соединения ПНД труб не требуют особых навыков и легко выполняются своими руками. Чтобы получить долговечные соединения при монтаже трубопроводов из полиэтиленовых труб, применяют различные варианты сварки и другие методы крепления.
Полиэтиленовые трубы не меняют характеристики и состав перемещаемых по ним сред и способны без последствий выдерживать внешние воздействия. Они востребованы для трубопроводов на промышленных предприятиях и при возведении жилья. Простота монтажа и возможность сварки своими руками трубы ПНД способствуют популярности полимерных труб в индивидуальном строительстве.
Соединения ПНД труб
При возведениии трубопроводов фиксация отдельных участков происходит с помощью нескольких вариантов соединений, которые могут быть:
При выборе соединений, которые обеспечат функциональность трубопроводов в течение продолжительного времени, учитывают несколько факторов. Основными из них являются условия эксплуатации и назначение сооружений, возводимых из труб.
Если трубы будут использоваться для перемещения различных сред самотеком, то для их фиксации оптимальным вариантом будут разъемные соединения. Для их выполнения применяют муфты из полиэтилена и другие фитинги, что существенно снижает трудоемкость монтажа.
При возведении трубопроводов, по которым содержимое транспортируются под давлением, отдают предпочтение неразъемным способам. Применение сварки способствует получению надежных и прочных соединений труб ПНД, сохраняющих герметичность даже при значительных нагрузках. Перечень оборудования, которое потребуется для сварки пластиковых труб, определяется нюансами выполнения соединений.
Разъемные соединения
Используемые при возведении трубопроводов разъемные варианты соединений менее надежны, чем фиксация с помощью сварки. Однако такие способы крепления имеют и некоторые преимущества, в том числе:
- оперативность и простота исполнения;
- минимальные финансовые затраты, поскольку для таких соединений ПНД труб не требуется наличие специальных аппаратов для проведения сварочных работ;
- прокладка труб на участках, где невозможно использовать неразъемные варианты соединений.
Разъемные способы фиксации могут выполняться враструб с применением уплотнителей из резины и с помощью различных фитингов.
Раструбные соединения востребованы при прокладке труб для самотечной канализации и аналогичных безнапорных сооружений. Для монтажа сетей, в которых среда перемещается под давлением, предусмотрено применение соединительных муфты и компрессионных фитингов.
Неразъемные методы
Для фиксации отдельных деталей трубопроводов и получения соединений, которые отличаются максимальной прочностью, применяют электромуфтовую сварку ПНД труб или стыковую сварку. Благодаря небольшому весу материалов соединения ПНД труб менее трудоемкие, чем сварка стальных труб.
Основными факторами, влияющими на выбор оптимального варианта соединения ПНД труб с помощью сварки, являются условия функционирования коммуникаций, месторасположения стыков и сечение труб.
Электромуфтовый способ сварки

Сварка ПНД труб электромуфтами применяется для соединения участков полиэтиленовых труб (ПНД) при возведении магистралей, которые служат для транспортировки сред при давлении 16 атм. Подобный способ соединения востребован при выполнении монтажных работ в стесненном пространстве и сопровождается более значительными затратами, чем стыковая сварка труб ПНД.
Процесс соединения ПНД труб с использование аппарата для электромуфтовой сварки предусматривает:
- удаление загрязнений и зачистку концов свариваемых элементов;
- установку электромуфты на месте стыка;
- подачу напряжения к муфте для стыковки отдельных участков и расплавление полимера на торцах подлежащих сварке труб.

Важно! Формирование соединений с помощью электромуфты предусматривает неподвижность всех деталей в процессе выполнения всех операций.
Охлаждение сваренных труб должно проводиться в естественных условиях. После остывания формируется соединение ПНД труб, которое выдержит значительные нагрузки.
Получение соединений ПНД труб с помощью электромуфт осуществляется с использованием специальных сварочных аппаратов. Они представлены моделями оборудования для сварки ПНД труб, которые различаются перечнем возможностей. Аппараты с минимальным набором функций востребованы при сварке коммуникаций небольшой протяженности. Для монтажа трубопроводов в интенсивном режиме потребуются аппараты для сварки, позволяющие выполнять соединения деталей с широким диапазоном сечений.
Сварка встык

Если требуется выполнить множество соединений, а сечение трубопровода составляет 50 мм и более, следует применять сварку труб встык. Для этого используют специальные аппараты стыковой сварки.
Процесс выполнения сварки ПНД труб предусматривает нагревание торцов до расплавления пластика и фиксацию под давлением, с образованием прочных сварных швов. При таком способе требуется жесткое закрепление концов в станке для сварки ПНД труб. После остывания прочность сварных конструкций в месте фиксации сопоставима с аналогичным параметром цельной трубы.
Применяется стыковая сварка ПНД труб для деталей одинакового сечения. Ее популярность обусловлена возможностью выполнения сварки труб ПНД своими руками.
Важно! Прокат оснащения для формирования соединений встык позволяет сваривать трубы ПНД своими руками при отсутствии собственных станков и не требует значительных финансовых вложений.
Фиксация с применением муфт

Использование полиэтиленовых муфт позволяет выполнять соединения участков трубопроводов без специального оснащения. Для метода фиксации с помощью муфт характерно следующее:
- Экономичность, поскольку пластиковые муфты доступны по цене.
- Надежность, которая способствует длительному сроку эксплуатации трубопроводов.
- Устойчивость соединений в месте стыков к повреждениям и изменениям температуры.
Благодаря простоте монтажа пластиковые муфты востребованы при возведении коммуникаций разного назначения.
Важно! Муфты из пластика рассчитаны на использование для фиксации участков труб одного сечения.
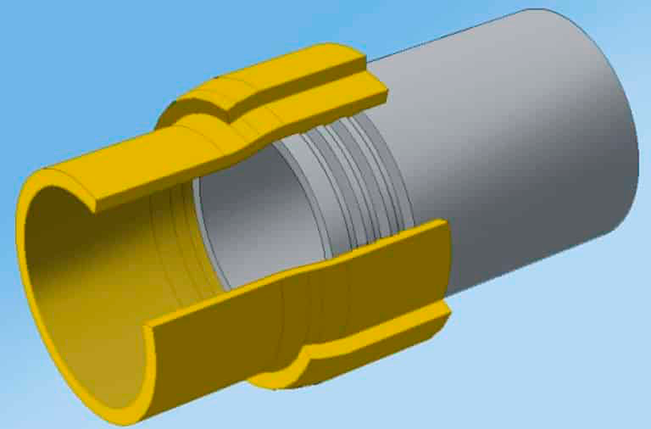
Соединения с помощью фитингов

Если нужно соединить трубы неодинакового сечения, то понадобятся компрессионные фитинги. Они представляют собой соединительные детали, имеющие резьбу на внутренней или наружной поверхности. Процесс соединения участков труб с применением фитингов предусматривает:
- Разборку фитинга путем откручивания накидной гайки.
- Зачистку концов трубы и снятия фаски.
- Нанесение отметки, указывающей глубину вхождения.
- Ввод конца трубы в фитинг и затягивание накидной гайки.
Важно! Чтобы упростить фиксацию труб с помощью компрессионных фитингов, на соединяемые концы наносят жидкое мыло или силиконовую смазку.
Если при сооружении трубопровода требуется соединение труб ПНД и металлопроката, то применяют специальные переходные муфты.
Читайте также: