Зачистка сварочных швов болгаркой технология
Обновлено: 17.05.2024
Сейчас сварка – это одна из востребованных технологий соединения металлоконструкций, потому что однородность материала на участках скрепления получите только при сваривании. Получаемые сварные швы обеспечивают надежное соединение отдельных частей металлоконструкций, не пропускают воду. Не малую роль для этой цели играет процедура зачистки сварных
швов после сварки.
Зачистка сварных соединений – это неотклонимый шаг после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа применяются различные технологии, по-разному действующие на обрабатываемые железные поверхности, например, шлифование механическим методом, хим протравливание, нейтрализация.
Технологии зачистки швов сварки
Есть три главных метода зачистки соединений после сварки:
- Обработка тепловым методом. Способ позволяет удалять из материала остаточные напряжения, которые формируются в течении проведения сварки. Термическая обработка бывает 2-ух типов: местная (осуществляется нагревание/остывание только самого сварного шва) и общая (термическая обработка на сто процентов всей железной конструкции).
- Обработка механическим методом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на крепкость. К примеру, сварочное соединение очищается от шлакообразования, простукивается молотком.
- Чистка хим методом. На участок соединения элементов их металла конструкции наносится особый противокоррозионный материал. К примеру, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Принципиально держать в голове! Остатки шлака по соединения будут содействовать развитию коррозии металла.
Особенности зачистки сварочных швов
Сварка – один из самых распространенных методов, применяемых для соединения металлических деталей. Это обусловлено тем, что она позволяет качественно и надежно скреплять части изделия, формируя однородный шов, не пропускающий влагу.
Рекомендуем: Классификация и обзор пропиток для дерева
Тем не менее именно шов является слабым местом любой конструкции, особенно если не была правильно выполнена подготовка кромок под сварку. Поэтому очень важно соблюдать все технологические процессы, чтобы получить надежное соединение деталей.
- Особенности зачистки изделий после сварки
- Механическая чистка
- Химическая очистка соединения
- Итог
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.

Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов. Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву.
- Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи. Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки.
- Обработка с применением газопламенного оборудования. В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%!, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка сварных швов. Данный процесс обязателен и закреплен в соответствующем ГОСТе.

Условные обозначения сварных швов.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
Рекомендуем: 16 способов избавиться от плесени в квартире или доме
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.
Химическое средство для очистки швов.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых металлов, поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
Как верно обработать сварочные швы
Как верно обработать сварочные
К зачистке сварки после сварки необходимо подходить персонально, верно подбирать оборудование, расходные материалы.
К примеру, в роли инструмента найдут применение:
- обычная щетка по металлу;
- особая шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
Пример:
- В судостроительной индустрии отлично употребляются шлифовальные машины передвижного типа, потому что к железной конструкции довольно огромных размеров намного проще подъехать, чем повсевременно перемещать инструмент от 1-го участка к другому.
Разработка механической обработки
Ручной метод механической зачистки шва сварки является самым обычным. Для этой цели вам необходимо иметь только обыденную железную щетку. Увы легче и эффективнее зачищать поверхности с помощью специальной шлифовальной машинки, оборудованной абразивным кругом (специальной шлифовальной насадкой).

Механическая зачистка сварного шва после сварки позволяет устранять с металла последующие недостатки: заусеницы, окислы, окалины, следы побежалости. Посреди сварщиков данная методика пользуется особенной популярностью благодаря собственной дешевизне.
Однако чтоб работа была выполнена отменно, принципиально верно подобрать шлифовальную насадку.
Для зачистки сварочных соединений изделий из стали материалом желательно подходит цирконат алюминия, потому что он превосходит по своим прочностным чертам оксид алюминия, не подвергает металл коррозирующему воздействию.
Обработка сварного шва после сварки
Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.
Обработка сварного шва
Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.
Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.
Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва. Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.
Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
Зачистка травлением
Зачистка сварки травлением, обычно, осуществляется перед выполнением механической шлифовки поверхности. Для этой цели вам употребляется особый состав, для того на обрабатываемой поверхности металла формируется однородный слой. Технологию травления можно использовать как для зачистки конкретно стыка сварного соединения, так для обработки всей площади железной заготовки. Данный метод избавляет от побежалостей по металла, сформировавшихся на протяжении выполнения сварочных работ
Зачистка сварочных швов: особенности и способы

В процессе сварки различных изделий и конструкций образуются сварочные швы. Они могут полностью испортить внешний вид предмета, поэтому от них лучше избавиться. Сделать зачистку можно различными способами. Сегодня мы поговорим о том, как просто убрать такие швы и чем это можно сделать.
Особенности
Зачистка сварочных швов после сварки является необходимой процедурой. В процессе таких работ происходит сильное нагревание металлических элементов до температуры плавления, что приводит к напряжению внутри и изменению формы. Помимо этого, на швах будут образовываться мелкие частицы и шлак. В настоящее время существует большое количество всевозможных методов и способов, позволяющих удалять сварочные швы с металлических изделий. Сделать это можно и при помощи специальных инструментов (наждачник, фреза), и вручную при помощи проволочных щеток.


Зачем нужна?
Сильное внутреннее напряжение в металлической конструкции, которое образуется в процессе сварочных работ, может привести не только к деформации детали, но и к ее дальнейшему быстрому разрушению. Кроме того, в местах, где был неравномерный нагрев, может измениться структура кристаллической решетки. Это приводит к ухудшению различных химических и физико-механических свойств материала. Специальная термическая обработка дает возможность восстановить внутреннее строение металлических деталей, а также улучшить их свойства. Процедура позволяет сделать металл достаточно прочным и устойчивым к образованию коррозии.
Способы
Избавиться от сварочных швов на металле можно различными способами:
- термическая обработка;
- механическая обработка;
- химическая обработка.



Термическая обработка
Она используется в том случае, если необходимо зачищать остаточные напряжения во внутренней части. Данный тип обработки обязателен после сварки тонкостенных металлических конструкций. Чтобы произвести такую процедуру, следует слегка нагреть деталь, а затем охладить ее по заданному температурному графику.
Термическая обработка позволяет бесшумно снять весь шлак со швов.
Для контроля за температурным режимом можно использовать различные агрегаты: пирометр и тепловизор (электронные аппараты, они измеряют нужные показатели дистанционно), термокраска и термокарандаш (изменяют свою расцветку при смене температуры).


Механическая обработка
Этот способ позволяет убирать шлак, металлические «брызги» и окалины со сварочных швов посредством шлифовки. Для механического типа понадобится или проволочная прочная щетка, или специальный абразивный диск. На промышленных предприятиях такие элементы закрепляются в шлифовальных машинках (нередко в бытовых условиях такой аппарат называют болгаркой). Перед обработкой стоит подобрать подходящий круг.
Оптимальным вариантом для сварочных швов на нержавеющей стали будет цирконат алюминия, так как он не оказывает на такие изделия коррозийных воздействий. Также часто используются особые лепестковые абразивные насадки. Последние должны иметь лепестки, созданные на тканевой основе. Они считаются наиболее надежными по сравнению с остальными разновидностями. Элементы с лепестками на тканевой основе и с нанесением из цирконата алюминия обладают относительно высокой стоимостью, но и очистка посредством их отличается особым уровнем качества.
Самым простым и дешевым вариантом станут насадки на бумажной основе. Чаще всего их делают с напылением из оксида алюминия. Но уровень цены будет полностью соответствовать и уровню качества шлифовки швов. Помните, что подобные насадки следует подбирать с учетом типа работы. Если вам нужно зачистить швы в труднодоступных местах в угловых сложных металлических конструкций, то тогда размер абразивного элемента насадки лучше взять небольшого размера.
Для запиловки самого верхнего наиболее грубого слоя с окалинами и шлаком допустимо использовать насадку самого большого размера. В данном случае она не сможет повредить сам материал.
Финишная обработка всегда осуществляется самым маленьким шлифовальным инструментом, поэтому при проведении таких процедур будут использоваться сразу несколько видов насадок разных по размеру.


Химическая обработка
Самый лучший результат можно достичь, совместив механическую и химическую обработку швов. Последняя может производиться посредством травления или пассивации. Такой тип удобен для зачистки углом. Травление чаще всего выступает в качестве подготовительного этапа перед механической обработкой. Оно должно выполняться с использованием специальных химических веществ. Они позволят создать надежное покрытие, стойкое к образованию коррозии.
Кроме того, эта процедура дает возможность удалять места, где скапливается окисленный хром или никель. Если их своевременно не удалить, они могут быть поражены коррозией. Если сварочные швы небольшие, то тогда можно просто нанести на их поверхность химический состав. Иногда деталь полностью окунают в вещество. После травления следует выполнить пассивацию, которая позволит придать металлу дополнительную прочность. Пассивация представляет собой обработку детали специальным раствором, который позволяет формировать на поверхности изделия защитную пленку, не дающую образовываться коррозийному слою.
После проведения химической обработки обязательно нужно смыть все остатки растворов водой. При этом сточную воду нужно утилизировать максимально осторожно. Ведь жидкость будет содержать в себе большое количество вредных тяжелых металлов и кислот. Их можно немного нейтрализовать с помощью щелочей.
После все это тщательно фильтруют и только потом выливают в безопасное место.


Контроль качества
При проведении сварочных работ и затирки образовавшихся швов на металле следует руководствоваться правилами и нормами, закрепленными в ГОСТ 31385-2008 (требования к сварке и контролю качества сварных соединений). В данном ГОСТ можно найти общие требования к проведению таких работ, отдельные требования к различным свойствам изделий (прочность, ударная вязкость, технологические испытания на изгиб таких соединений).
Также там можно найти и таблицы с максимальными значениями выпуклости швов в миллиметрах (в зависимости от их размеров), перечень методов, позволяющих производить контроль за качеством сварных соединений.





О том, как идеально зачистить сварочные швы на профильной трубе, вы можете узнать из видео ниже.
Зачистка сварных швов после сварки

В соединении металлических заготовок на сегодняшний день сварочные технологии находятся вне конкуренции. Это и наиболее распространенный, и самый экономичный способ изготовления сложных металлоконструкций. Сварка позволяет получать очень прочное соединение неограниченного количества элементов из металлов с однородным и эстетичным стыком. В то же время сварочный шов может стать самым уязвимым звеном конструкции из-за плохого качества работ. Зачистка дает возможность выявить брак в процессе выполнения соединений и устранить его задолго до начала эксплуатации конструкции.
Способы зачистки сварных швов
Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием "болгарки" или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.
Каждая из технологий отличается нюансами и рекомендована в конкретном случае. В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок. Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность.
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.
Необходимость зачистки сварных швов
На заключительном этапе сварочных работ специалист очищает шов от шлака и окалины. Весь процесс состоит из трех простых этапов:
- Место сварного соединения по периметру обрабатывается одни из трех выше перечисленных методом.
- После этого поверхность полируется составом, предотвращающим окисление.
- Выполняется лужение сварного стыка.
Зачистка сварных швов производится с целью устранения изъянов поверхности и регламентируется положениями пунктов ГОСТа 9.402-80. К дефектам принято относить: трещины, свищи, лунки и кратеры, которые могут образоваться в местах сварного соединения.
Нужно строго соблюдать технологические нормы выполнения зачистки. Не допускаются любые отклонения от общепринятых стандартов. Желательно полностью использовать все возможности, которые предоставляет современная шлифовальная техника и химические реагенты.
Механическая зачистка сварных швов болгаркой
Наиболее востребованный и самый простой способ механической обработки - зачистка угловой шлифовальной машинкой или попросту болгаркой. Благодаря такому методу воздействия сварной шов можно очистить от окалины, окиси, заусениц и следов побежалости. Способ имеет очень весомое преимущество - низкую себестоимость. Для зачистки подбираются специальные насадки - абразивные круги определенной толщины и диаметра.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Обработка сварных швов химическим способом
Однако наиболее качественный результат достигается при условии комбинирования двух способов зачистки - механического и химического. Обработка сварных соединений химическими препаратами может выполняться одним из двух методов: травления или пассивации. Для объективности нужно рассмотреть оба.
Травление
Обработка выполняется непосредственно перед механической шлифовкой. Используется специальный химический состав, позволяющий создать на поверхности однородный слой. Метод травления успешно применяется в случаях, когда требуется удалить побежалость. Практикуется травление отдельных участков соединения или заготовки полностью. В последнем варианте подразумевается, что заготовка будет полностью погружена в раствор.
В случае полного окунания заготовки нет строго регламентированного времени на выполнение процедуры. При таком методе воздействия срок выдерживания определяется в индивидуальном порядке в зависимости от состава и вида металлов. Нужно подчеркнуть, что зачистка сварного соединения будет более эффективной, если прибегнуть к травлению методом пассивации. Его особенность заключается в том, что стык получает очень существенный бонус: увеличиваются его прочностные характеристики.
Пассивация
Суть процесса состоит в следующем. Для обработки металлической поверхности используется специальный химический состав. После его нанесения по всей плоскости образуется пленка. Она предотвращает старение металла и образование коррозии. С точки зрения взаимодействия реагентов это выглядит так: оксиданты размягчают верхний слой стали, взаимодействуют с ним и растворяют свободные частицы, которые не являются составляющей металлической заготовки. Помимо этого, состав активирует образование на поверхности защитной пленки.
Угловые сварные швы зачищать нужно в соответствии с требованиями Правил Гостехнадзора. Согласно его положениям, качество очистки контролирует сменный мастер, а результаты отображаются в технологической карте ремонта сварочных соединений.
Термическая обработка
Применяется в тех случаях, когда требуется зачистить остаточные напряжения внутренней части. Термообработка необходима в сваривании тонкостенных металлических конструкций. Суть процедуры сводится к тому, что готовая конструкция нагревается до определенной температуры, после чего охлаждается по определенному температурному графику.
Все работы производятся в три этапа. Изначально прогревается шов и рабочая поверхность вокруг него. Он должен выдерживаться нагретым в течение небольшого отрезка времени (второй этап), после чего остыть естественным путем (третий, заключительный, этап). Благодаря таким простым манипуляциям восстанавливается прочность и пластичность металла в районе сварочного шва.
Контролировать соблюдение температурного режима можно разными способами. Наиболее распространенными являются измерения с помощью пирометра. Можно использовать тепловизор - специальное устройство, измеряющее температуру объекта на расстоянии. Менее эффективны методы контроля при помощи термокраски или термокарандаша, которые меняют свой оттенок в зависимости от температуры металла. Для их использования требуются практические навыки.
Зачистка швов после сварки: техника безопасности
При выполнении любого рода сварочных операций прежде всего необходимо подготовить соответствующим образом рабочее место, оборудование и оснастку. Следует использовать специальную защитную одежду и предусмотренные регламентом средства. Строго придерживаться требований норм пожарной безопасности.
Перед началом работ необходимо пройти инструктаж, о чем делается запись в рабочем журнале. К выполнению работ допускают штатные сотрудники в возрасте от 18 лет, прошедшие соответствующую подготовку.
Заключение
Качественный и эстетичный сварной шов получится только после финальной обработки стыка. Это обязательное условие выполнения любых видов сварочных работ. Обработать поверхность можно разными способами. Итоговая цель таких манипуляций состоит в том, чтобы привести элемент в состояние полной готовности. Основная часть операций регламентируется положениями ГОСТа. Удаление остатков сварки - это органичная составляющая процесса, направленного на получение нужного результата.
Шлифовка, полировка, зачистка болгаркой

Востребованность универсальных шлифовальных машин у пользователей во многом обусловлена с возможностью обработки большой номенклатуры материалов. Богатый ассортимент специальных насадок позволяет выполнять технологические операции с металлами, керамикой, деревом, пластиком, бетоном, кирпичом, стеклом, камнем. Особенности шлифовки, полировки, зачистки болгаркой рассматриваются в данной статье.
Шлифование
Процесс шлифования заключается в применении абразивного материала для придания поверхности нужной шероховатости, то есть создания эстетического внешнего вида изделия. Шлифование болгаркой при соблюдении определенных технологических приемов практически не отличается по качеству от ручного способа, а по производительности значительно его превосходит. С процессом шлифования тесно связаны зачистка поверхности (необходима перед проведением основной операции) и полировка при последующей необходимости нанесения покрытия.

зачистка болгаркой металла
Как шлифовать, выбор насадки и не только
Прежде чем приступить к шлифованию поверхности с помощью болгарки следует установить на нее опорный круг для базирования различных насадок, который крепится на рабочем шпинделе УШМ. При подборе насадок следует обратить внимание на маркировку в виде надписей на торцевой поверхности инструмента — в обязательном порядке там имеется информация о технических характеристиках и с каким материалом насадка предназначена работать. Существуют универсальные насадки, которые могут эффективно шлифовать любой материал, однако стоят они больших денег.
Подобрать правильно насадку это еще не все. Для успешной работы каждый из материалов требует соблюдение определенных технологических приемов и применения специальной оснастки.
Как подключить пылесос
При шлифовании болгаркой выделяется большое количество пыли, особенно при работе с бетоном, камнем, древесиной и другими подобными материалами. Пыль значительно ухудшает условия работы, становится трудно дышать, снижается видимость рабочей зоны. Удаление взвеси побочных частиц от обрабатываемого материала выполняется с помощью строительного пылесоса.
Основным конструктивным элементом системы отвода загрязненного частицами пыли воздуха является специальный кожух. Установленный на болгарке в месте рабочей зоны, кожух имеет в корпусе отверстие, к которому подсоединяется шланг пылесоса, по нему пыль будет уходить к нему. Кожух можно приобрести в специализированном магазине, а в случае недостатка средств существуют испытанные на деле варианты изготовления своими руками. Один из них можно посмотреть в видео.
Металл
Болгарка с насадками для шлифовки по металлу в основном применяется для подготовки поверхности к покрытию или дальнейшей полировки в качестве окончательного товарного вида. Наиболее часто (с точки зрения экономии) для плоских поверхностей используется наждачная бумага разной зернистости, которая крепится на опорный круг, например, на липучках. Если поверхность металла имела следы ржавчины и других загрязнений, то перед шлифовкой наждачной бумагой даже с крупным зерном, следует очистить ее с помощью специальных проволочных дисков.

Шлифование болгаркой. Фото ВсеИнструменты.ру
При выполнении шлифовки с помощью опорного круга, оснащенного наждачной бумагой, следует соблюдать некоторые технологические приемы:
- плоскость опорного круга с наждачной бумагой должна находиться к поверхности шлифования под углом 30° — 40°, работать должны только края абразива — работа всей поверхностью насадки приведет к быстрому ее засаливанию и необходимостью замены;
- не стоит оказывать давление на обрабатываемую поверхность, нет необходимости врезания насадки — это приведет к быстрому перегреву двигателя УШМ, его надо обязательно останавливать.
Для обработки заготовок с криволинейным профилем больше подходят лепестковые абразивные насадки. Они обладают возможностью сгибаться и тем самым подстраиваться под любую конфигурацию поверхности. На лепестках наносится абразив разных размеров, что дает возможность выполнять технологические операции шлифования от предварительных до финишных.
Кроме опорного круга на УШМ устанавливается другая оснастка, которая повышает функциональность электроинструмента в плане шлифовки сложных форм изделий. Если, например, установить рычажную оснастку для установки на нем ленточного абразива, то можно быстро и качественно шлифовать трубы. В следующих видео показано как это сделать.
При шлифовании нержавеющей стали следует избегать перегрева металла — он может потерять цвет, что нарушит товарный вид изделия. Поэтому обработку небольшими бытовыми болгарками нужно проводить с большой осторожностью, так как они быстро нагреваются и отдают тепло в рабочую зону шлифования. Профессиональные УШМ в этом отношении более надежны, хотя вследствие весовых и габаритных параметров создают трудности оператору.
Древесина
Древесина шлифуется УШМ с такими же насадками, что и металл, но состав абразива принципиально различен. Технологический процесс доведения древесины до нужной кондиции может начинаться с обдирочных работ и заканчиваться финишным шлифованием.
Важно: переход от крупной зернистости к мелкой должен быть плавным, например, с 60 на 80, с 80 на 100 и так далее. Следует также выдерживать угол наклона насадки к шлифуемой поверхности (около 30° — 40°) и направление подачи инструмента должно быть по волокнам (абразив с направлением вдоль, может перерезать их).
Выполнять работы с деревом следует болгарками с регулировкой оборотов. Для получения ровной поверхности требуется обороты снижать, что создаст условия для вполне комфортной работы.
Бетон
Шлифованием добиваются ровной и гладкой поверхности бетонного основания, на которое смогут хорошо ложиться различные покрытия. Кроме этого, убирается непрочный верхний слой из цемента и воды («цементное молочко»), образующийся, например, после комплекса технологических операций изготовления бетонной стяжки.
Шлифованный бетон весьма устойчив к повреждениям, обладает стойкостью к воздействию влаги и других агрессивных сред. Если бетонная поверхность имеет небольшую площадь и труднодоступные для шлифовальной машины места, то для проведения шлифовальных работ можно воспользоваться УШМ со специальной насадкой.

Чашка алмазная турбо-Плюс 115 мм ЗУБР Мастер. Фото ВсеИнструменты.ру
В качестве рабочего инструмента наиболее эффективны алмазные чаши, представляющие собой диски из закаленной стали с вогнутым центром. По периферии чаши располагаются сегменты с впаянными алмазными камнями различных типоразмеров. Сегментирование дает возможность иметь зазоры между режущими кромками для улучшения эффективности охлаждения за счет увеличения поверхности теплоотдачи.
Количество и форма сегментов влияют на качество шлифовки. Так, например, двухрядными сегментами выполняют черновую шлифовку, устраняют крупные дефекты. Сегментами, имеющими форму «бумеранга» и оснащенную алмазами мелких фракций выполняют финишное шлифование.
Полировка
После шлифования, например, камня, металла (особенно нержавеющей стали) некоторые изделия необходимо привести к товарному виду, то есть довести до зеркального блеска. С помощью УШМ это можно сделать, применяя в качестве насадок круги из войлока, губок, поролона, меха, микрофибры и других подобных материалов (которых существует великое множество). Работают такие полировальные насадки совместно с наносимыми на поверхность обрабатываемой заготовки или непосредственно на круг полировальными пастами.

УШМ (болгарка) BOSCH GWS 13-125 CIE подходит для полировки. Фото 220Вольт
Полировальная паста (жидкая или твердая) — это многокомпонентная смесь, в основе которой находится абразивный материал и связующее вещество. Для такого тонкого процесса как полировка не следует применять (за редким исключением) высокую скорость вращения рабочей насадки, на малых оборотах оператор имеет значительно больше шансов не совершить ошибку. Поэтому для данного вида обработки применение болгарок с регулировкой оборотов имеет приоритетное значение.
УШМ с регулировкой оборотов казалось бы должно решить проблемы полировки лакокрасочного покрытия автомобилей. Однако здесь используются специальные полировальные машинки с оборотами значительно меньшими (около 600 об/мин), чем нижний предел регулирования частоты вращения у УШМ (около 2000 об/мин). Опытными пользователями болгарками на таких оборотах с большей степенью риска допустить прожог лакокрасочного покрытия можно заполировать лишь мелкие царапины. Убрать матовость или голограмму кузовного покрытия автомобиля с помощью УШМ даже не стоит браться, чтобы не нанести еще большего урона автомобилю.
Зачистка сварки, сварочных швов
Обязательным условием технологии выполнения сварочных швов является их зачистка. Остатки шлака, окалины, наплывы и заусенцы, цвета побежалости не должны присутствовать в готовом сварочном шве, так как ухудшают его качество. С помощью болгарки (и не только) со специально предназначенными для этого насадками сварщики устраняют вышеперечисленные дефекты, сокращают при этом время обработки.

Щетка-крацовка для УШМ, 150х22.2 мм. Hobbi. Фото ВсеИнструменты.ру
При изготовлении некоторых видов металлоконструкций для приведения их к товарному виду необходимо зачищать сварочные швы заподлицо. В данном случае лучше применять зачистные круги толщиной 5-10 мм. Процесс будет идти быстрее, если выдерживать угол около 45° между торцевой плоскостью круга и обрабатываемой поверхностью заготовки. Болгарку лучше держать в режиме максимальных оборотов.
При необходимости сохранения выпуклости сварочного шва сварщик обычно использует для зачистки металлическую щетку. При большой длине более эффективно будет применение болгарок, оснащенных специальной насадкой — крацовкой (собственно та же металлическая щетка, конструктивно сопрягаемая в качестве насадки УШМ).
Для зачистки сварочных швов находят применение лепестковые абразивные круги. Швы на нержавеющей стали зачищаются такими кругами с абразивом из цирконата алюминия, который не портит коррозионную стойкость.
Техника безопасности
Высоко-оборотистое оборудование, к которому принадлежит болгарка, относится к электроинструменту с повышенной опасностью. Во время эксплуатации следует придерживаться следующих правил безопасной работы.
- Работать в специальной одежде, в которую входят перчатки, очки или маска.
- При работе с создающими большое количество пыли материалами использовать оборудование, способствующее ее устранению из рабочей зоны (специальные строительные пылесосы).
- Применять диски только тех типоразмеров, для которых болгарка предназначена. Круги большего размера на такие болгарки ставить нельзя.
- Для производства шлифовальных работ не следует применять отрезные диски.
- Перед началом работ необходимо визуально проверить соответствие насадки техническим требованиям.
- Работу следует начинать только после достижения болгаркой максимальных оборотов после включения.
Где купить
Приобрести болгарки для выполнения шлифовки, полировки и зачистки, в соответствии с представленными выше рекомендациями, возможно в одной из компаний-поставщиков, собранных здесь. Также предприятия реализуют запчасти, расходники и смазки для УШМ.
Зачистка сварных швов профильных труб

Привет всем. Появилась необходимость сварить конструкцию под покраску, с сохранением граней на профиле, а так как заваленные при зачистке зачистным или лепестковым кругом болгарки — слишком часто встречаются. Ну и самому стало интересно — зачистить сварочный шов с минимальными повреждениями металла.


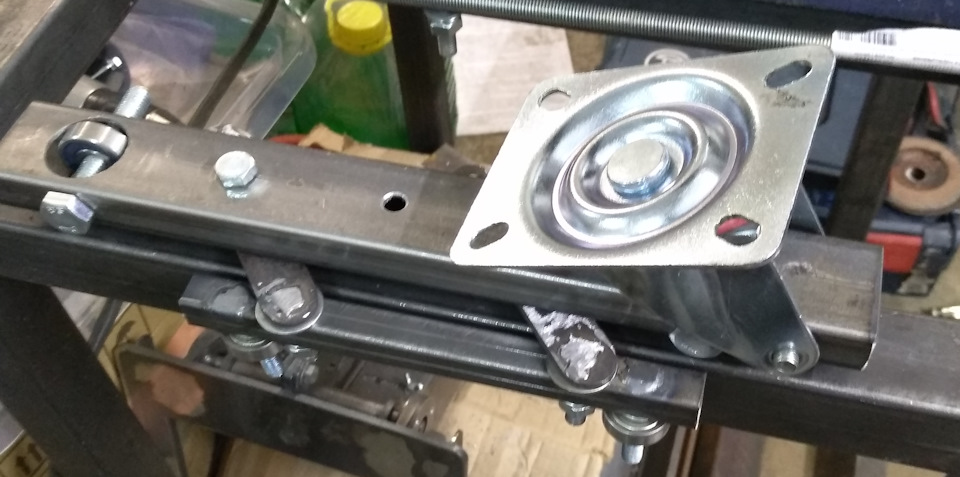
Для ровного снятия шва по прямой линии, собрал приспособу:

Труба 40х20мм, упаковка подшипников, делаем тело:

Само тело катается по плоскости обрабатываемой детали, для удержания линейности движения — снабжаем двумя прижимными деталюшками на полосе 20х4 и трубе 20х20 на подшипниках.

это нижняя часть приспособы, потом гайки были откручены, а шпильки-оси подшипников обварены как электрозаклепка, так можно регулировать ширину поверхности на которой движется сама каретка

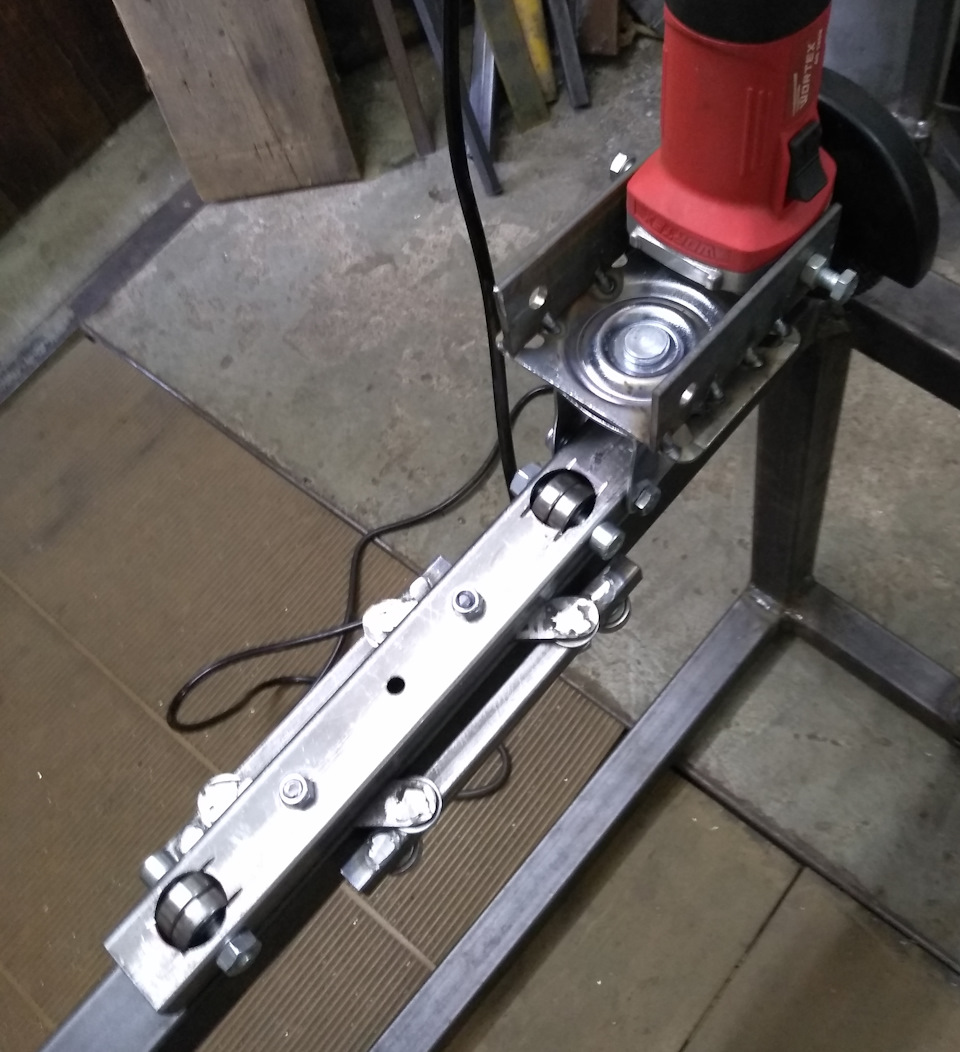
с линейностью движения разобрались, теперь нужно обеспечить регулировку по высоте, стачивающемуся диску.
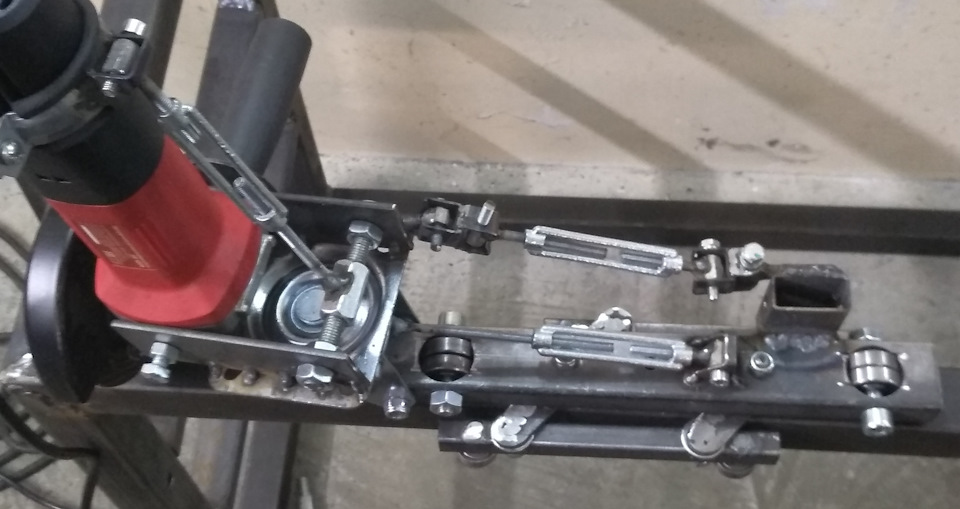
получили вертикальный ход, и круговое вращение (в конце концов его ограничим). Теперь имеем три степени свободы, две из них регулируются стяжками с левой и правой резьбой, приваренные к удлинненным гайкам, обеспечивающим минимальный люфт при настройке, за счет резьбы.

три степени свободы с двумя регулировками, вариант уже годный, но требуется удерживать болгарку )) при встрече с металлом — пытается убежать в противоположную сторону, но это ожидаемо…

экспериментально был почищен шов, следы зачистного круга на нижней части фото дают представление о результате при минимальном шве. Делалось без третьей регулировки.

Результатом доволен, необходимость сборки такой фиговины сомнительна, но удовольствие я получил))) Можно обламывать)))
На сегодняшний момент мнения разделились:
1. Нравится сделанная фиговина — 291
2. Не нравится и вызывает вопросы — 6
Для себя открыл полезного — фибровый кибертрон, куплю — опробую))
в приспособе само-собой))


Комментарии 88
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Продуманность приспособы вызывает уважение. Но нафиг она нужна для озвученной цели не представляю. Я делал себе самопальную стойку для дрели, да потом день было ей пользоваться. Быстрее так просверлить чем крепить дрель.
Зачистные диски не люблю, а вот лепестковым "выгладить" следы шва и не нарезать заметных борозд не так и сложно.
Ещё судя по шву, я бы предложил повысить ток и варить с отрывом. Валик будет ниже, зачистить легче.

Спасибо за один из немногих внятных комментариев)
Эксперимент не закончен, пару недель — и будет дополнение, как и что произошло))

Интересная позиция у автора: если человек сказал, что он может швы обрабатывать болгаркой, без инвалидного кресла для болгарки — то он автоматически попадает в диванных экспертов🤔
Но сам не удержался и ляпнул, вместо скромного фото…
пока что эта нормальная правильная твердая пара рук скрывается под разными никами за оговорками о себе таща на спине диван с семками…

Когда много времени и вдохновения… Но в целом нравится.
И именно этим можно выполнить указанное?
— какими же твёрдыми должны быть руки…

Нормальными должны быть. А если уж ооочень хочется — есть твердосплавные шарошки для зачистки сварных швов бормашиной. От тут будет совсем минимальное воздействие на металл рядом. Вопрос только нахрена оно надо на чёрном металле? :)

Для ровной зачистки используется вот такая " лягушка" из мягкого полиммера, и к ней такая наждачка. Брал года полтора назад в леруа


гемор.болгарка и правильные руки…
Я в поиске этой пары рук…)

Спасибо) Благодаря двум регулировкам в прямолинейном направлении, получаем отрицательный угол наклона, благодаря которому диск можно использовать до самого основания, что не возможно при работе на весу/руках, это будет практически вслепую но с предсказуемым результатом.)

Не, ну сама идея жизнеспособна, хотя "приспособа" — это очень мягко сказано, тут целый станок.)))))
А вообще, наверное стоило использовать не "вулканит", а абразивный круг. Который стоит на "наждаках". Он предназначен как раз для таких работ и применяется на всех шлифовальных станках. Его толщины с лихвой хватает не заглубляться в плоскость (ну как минимум это тяжело сделать и легко контролировать). Правда обороты инструмента нужны гораздо меньше. Можно применить ушм с регулировкой оборотов. Ну, понятное дело, ступицу для крепления круга к ушм изготовить. Тогда, наверное, и "приспособа" будет проще.
Хотя сам подход к решению вопроса заслуживает уважения. С решением увлеклись немного.))) Как говорил один мой хороший знакомый — инженерное решение должно быть не только функционально, но просто и красиво.)
Читайте также: