Задания по сварочному производству
Обновлено: 19.09.2024
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
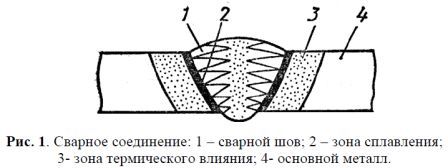
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
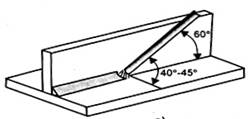
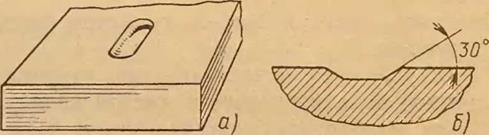
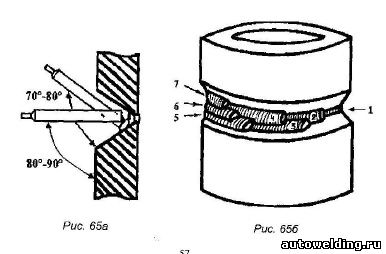
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
- Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
- Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
- По решению аттестационной комиссии
- Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
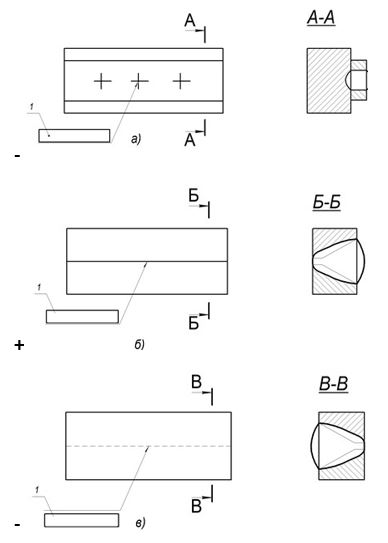
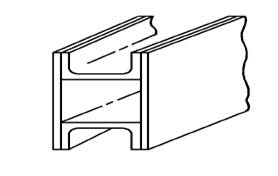
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
- Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
- Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
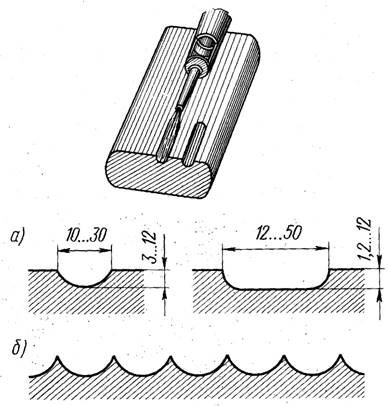
15. Какой дефект сварного шва изображен на рисунке?

- Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
- V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
- Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
- Внешнему виду катета сварного шва
- Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
- Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
- Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
- Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
- Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
- Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
- По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
- Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
- Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
- Предпочтительную толщину электрода для проведения работ
- Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
Задания по сварочному производству
Лауреат Премии СНГ 2013 года за достижения в области качества- Совет по профессиональным квалификациям в области сварки
- Примеры заданий, входящих в состав оценочных средств
Профессиональный стандарт
Реестровый номер квалификации
Наименование квалификации
Примеры заданий
Сварщик дуговой сварки плавящимся покрытым электродом (2 уровень квалификации)
Сварщик дуговой сварки плавящимся покрытым электродом (3 уровень квалификации)
Сварщик дуговой сварки плавящимся покрытым электродом (4 уровень квалификации)
Сварщик дуговой сварки самозащитной проволокой (2 уровень квалификации)
Сварщик дуговой сварки самозащитной проволокой (3 уровень квалификации)
Сварщик дуговой сварки самозащитной проволокой (4 уровень квалификации)
Сварщик дуговой сварки под флюсом (2 уровень квалификации)
Сварщик дуговой сварки под флюсом (3 уровень квалификации)
Сварщик дуговой сварки под флюсом (4 уровень квалификации)
Сварщик дуговой сварки плавящимся электродом в защитном газе (2 уровень квалификации)
Сварщик дуговой сварки плавящимся электродом в защитном газе (3 уровень квалификации)
Сварщик дуговой сварки плавящимся электродом в защитном газе (4 уровень квалификации)
Сварщик дуговой сварки неплавящимся электродом в защитном газе (2 уровень квалификации)
Сварщик дуговой сварки неплавящимся электродом в защитном газе (3 уровень квалификации)
Сварщик дуговой сварки неплавящимся электродом в защитном газе (4 уровень квалификации)
Сварщик газовой сварки (2 уровень квалификации)
Сварщик газовой сварки (3 уровень квалификации)
Сварщик газовой сварки (4 уровень квалификации)
Сварщик термитной сварки (2 уровень квалификации)
Сварщик термитной сварки (3 уровень квалификации)
Сварщик нагретым газом (2 уровень квалификации)
Сварщик нагретым газом (3 уровень квалификации)
Сварщик нагретым инструментом (2 уровень квалификации)
Сварщик нагретым инструментом (3 уровень квалификации)
Сварщик экструзионной сварки (2 уровень квалификации)
Сварщик экструзионной сварки (3 уровень квалификации)
Сварщик - бригадир (4 уровень квалификации)
«Сварщик-оператор полностью механизированной, автоматической и роботизированной сварки»
Оператор автоматической сварки плавлением металлических материалов (3 уровень квалификации)
Оператор автоматической сварки давлением металлических материалов (3 уровень квалификации)
Оператор автоматической сварки полимерных материалов (3 уровень квалификации)
Оператор автоматической сварки плавлением металлических материалов высококонцентрированным источником нагрева (3 уровень квалификации)
Оператор роботизированной сварки (3 уровень квалификации)
Сварщик-оператор автоматической сварки плавлением металлических материалов (4 уровень квалификации)
Сварщик-оператор автоматической сварки давлением металлических материалов (4 уровень квалификации)
Сварщик-оператор автоматической сварки полимерных материалов (4 уровень квалификации)
Сварщик-оператор автоматической сварки плавлением металлических материалов высококонцентрированным источником нагрева (4 уровень квалификации)
Сварщик-оператор роботизированной сварки (5 уровень квалификации)
Сварщик-оператор роботизированного комплекса (5 уровень квалификации)
«Резчик термической резки металлов»
Резчик ручной кислородной резки (2 уровень квалификации)
Резчик ручной плазменной резки (2 уровень квалификации)
Резчик ручной кислородной резки (3 уровень квалификации)
Резчик ручной плазменной резки (3 уровень квалификации)
Оператор автоматической кислородной резки (3 уровень квалификации)
Оператор автоматической лазерной резки (3 уровень квалификации)
Оператор автоматической плазменной резки (3 уровень квалификации)
Оператор роботизированной термической резки (3 уровень квалификации)
Резчик-оператор автоматической кислородной резки (4 уровень квалификации)
Резчик-оператор автоматической лазерной резки (4 уровень квалификации)
Резчик-оператор автоматической плазменной резки (4 уровень квалификации)
Резчик-оператор роботизированной термической резки (5 уровень квалификации)
Резчик-оператор роботизированного комплекса термической резки (5 уровень квалификации)
«Контролер сварочных работ»
Контролер сварочных работ (3 уровень квалификации)
Контролер сварочных работ (4 уровень квалификации)
Контролер сварочных работ (5 уровень квалификации)
«Специалист сварочного производства»
Специалист по организации и подготовке производственной деятельности сварочного участка (цеха) (5 уровень квалификации)
Руководитель производственной деятельностью сварочного участка (цеха) и обеспечением её контроля (5 уровень квалификации)
Специалист по технологической подготовке производственной деятельности сварочного участка (цеха) (5 уровень квалификации)
Специалист по технологическому контролю производственной деятельности сварочного участка (цеха) (5 уровень квалификации)
Специалист по технической подготовке сварочного производства, его обеспечению и нормированию (6 уровень квалификации)
Специалист по техническому контролю сварочного производства (6 уровень квалификации)
Специалист по организации и подготовке сварочного производства (7 уровень квалификации)
Руководитель деятельностью сварочного производства и обеспечением ее контроля (7 уровень квалификации)
«Специалист по неразрушающему контролю»
Дефектоскопист по визуальному и измерительному контролю (3 уровень квалификации)
Дефектоскопист по ультразвуковому контролю (3 уровень квалификации)
Дефектоскопист по радиационному контролю (3 уровень квалификации)
Дефектоскопист по магнитному контролю (3 уровень квалификации)
Дефектоскопист по вихретоковому контролю (3 уровень квалификации)
Дефектоскопист по капиллярному контролю (3 уровень квалификации)
Дефектоскопист по контролю течеисканием (3 уровень квалификации)
Дефектоскопист по вибрационному контролю (3 уровень квалификации)
Дефектоскопист по акустико - эмиссионному контролю (3 уровень квалификации)
Дефектоскопист по электрическому контролю (3 уровень квалификации)
Дефектоскопист по тепловому контролю (3 уровень квалификации)
Дефектоскопист по визуальному и измерительному контролю (4 уровень квалификации)
Дефектоскопист по ультразвуковому контролю (4 уровень квалификации)
Дефектоскопист по радиационному контролю (4 уровень квалификации)
Дефектоскопист по магнитному контролю (4 уровень квалификации)
Дефектоскопист по вихретоковому контролю (4 уровень квалификации)
Дефектоскопист по капиллярному контролю (4 уровень квалификации)
Дефектоскопист по контролю течеисканием (4 уровень квалификации)
Дефектоскопист по вибрационному контролю (4 уровень квалификации)
Дефектоскопист по акустико - эмиссионному контролю (4 уровень квалификации)
Дефектоскопист по электрическому контролю (4 уровень квалификации)
Дефектоскопист по тепловому контролю (4 уровень квалификации)
Специалист по визуальному и измерительному контролю (4 уровень квалификации)
Специалист по ультразвуковому контролю (4 уровень квалификации)
Специалист по радиационному контролю (4 уровень квалификации)
Специалист по магнитному контролю (4 уровень квалификации)
Специалист по вихретоковому контролю (4 уровень квалификации)
Специалист по капиллярному контролю (4 уровень квалификации)
Специалист по контролю течеисканием (4 уровень квалификации)
Специалист по вибрационному контролю (4 уровень квалификации)
Специалист по акустико - эмиссионному контролю (4 уровень квалификации)
Специалист по электрическому контролю (4 уровень квалификации)
Специалист по тепловому контролю (4 уровень квалификации)
Ведущий специалист по неразрушающему контролю (5 уровень квалификации)
Руководитель работами по неразрушающему контролю (5 уровень квалификации)
Главный специалист по неразрушающему контролю (6 уровень квалификации)
Главный специалист по инновационным разработкам в области неразрушающего контроля (6 уровень квалификации)
«Лаборант по физико-механическим испытаниям металлических и полимерных материалов и сварных соединений»
Лаборант по физико-механическим испытаниям металлических и полимерных материалов и сварных соединений (3 уровень квалификации)
Лаборант по физико-механическим испытаниям металлических и полимерных материалов и сварных соединений (4 уровень квалификации)
Задания для проведения учебной практики по профессии 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки))
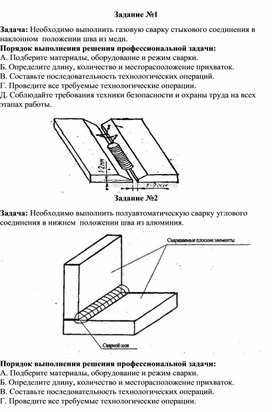
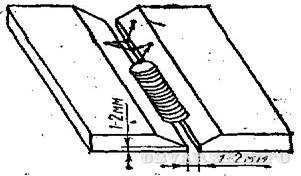
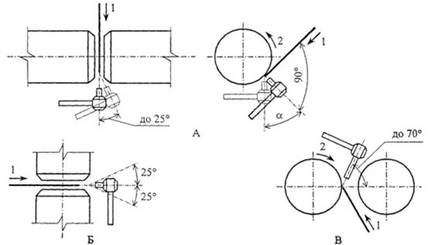
Задача: Необходимо выполнить газовую сварку стыкового соединения в наклонном положении шва из меди.
Порядок выполнения решения профессиональной задачи:
А. Подберите материалы, оборудование и режим сварки.
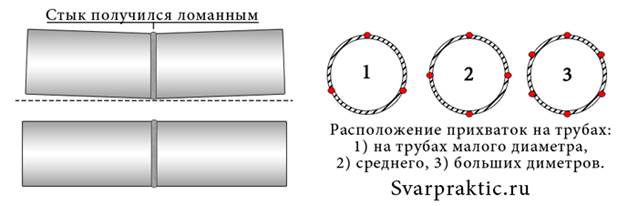
Б. Определите длину, количество и месторасположение прихваток.
В. Составьте последовательность технологических операций.
Г. Проведите все требуемые технологические операции.
Д. Соблюдайте требования техники безопасности и охраны труда на всех этапах работы.
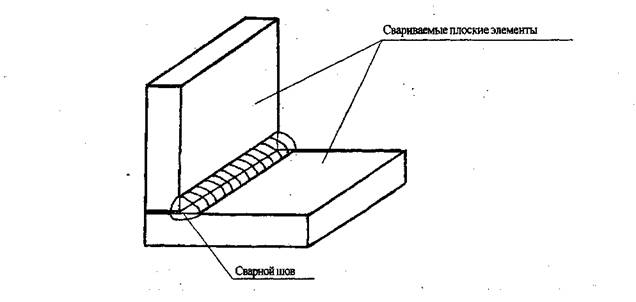
Задача: Необходимо выполнить полуавтоматическую сварку углового соединения в нижнем положении шва из алюминия.
Задача: Необходимо выполнить ручную дуговую сварку нахлесточного соединения в вертикальном положении шва из среднеуглеродистой стали.
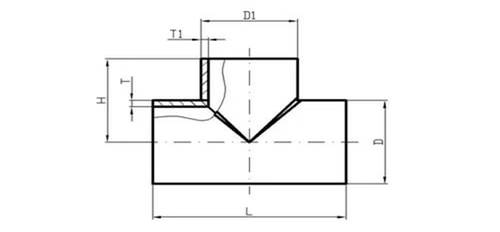
Задача: Необходимо выполнить ручную дуговую сварку таврового соединения в горизонтальном положении шва из среднеуглеродистой стали.
Задача: Необходимо выполнить плазменную сварку двутаврового соединения в нижнем положении шва из низкоуглеродистой стали.
Задача: Необходимо выполнить ручную дуговую сварку двутаврового соединения в нижнем положении шва из среднелегированной стали.
Задача: Необходимо выполнить кислородную резку детали из низколегированной стали согласно представленному плану
Задача: Необходимо выполнить ручную дуговую сварку стыкового соединения в нижнем положении шва из чугуна с предварительным подогревом деталей.
Задача: Необходимо выполнить пайку треснувшей пластины чугуна латунью.
Задача: Необходимо выполнить ручную дуговую сварку стыкового соединения труб в нижнем положении шва из чугуна с предварительным подогревом деталей.
Задача: Необходимо выполнить аргонодуговую сварку стыкового соединения труб с предварительным торцеванием кромок в нижнем положении шва из нержавеющей стали.
Задача: Необходимо выполнить газовую сварку таврового соединения труб в нижнем положении шва из меди с последующим замедленным охлаждением.
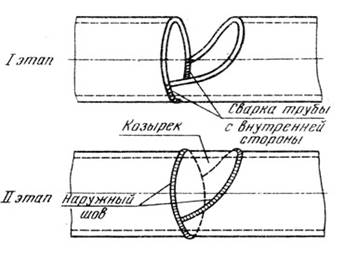
Задача: Необходимо выполнить электродуговую сварку стыкового соединения труб "козырьком" для внутреннего провара в нижнем положении шва из низкоуглеродистой стали.
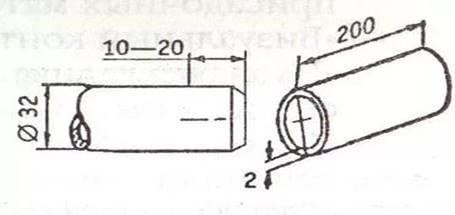
Задача: Необходимо выполнить полуавтоматическую сварку соединения трубы с заглушкой в нижнем положении шва из шва из среднелегированной стали.
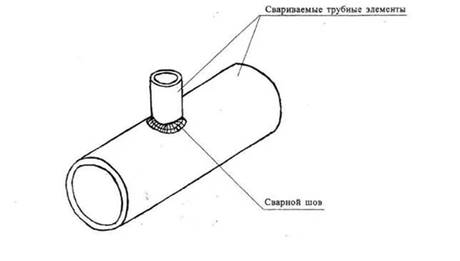
Задача: Необходимо выполнить аргонодуговую сварку соединения трубы со штуцером в нижнем положении шва из алюминия.
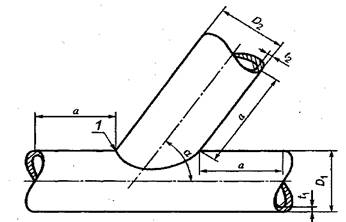
Задача: Необходимо выполнить плазменную сварку соединения труб под углом 45 градусов в нижнем положении шва из высоколегированной стали.
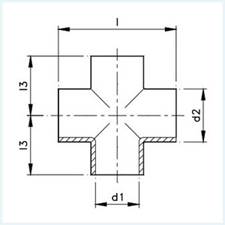
Задача: Необходимо выполнить ручную дуговую сварку труб по типу соединения "крестовина" из низколегированной стали.
Задача: Необходимо выполнить многослойную ручную дуговую сварку труб встык из низкоуглеродистой стали.
Задача: Необходимо выполнить газовую сварку труб разного диаметра из бронзы (БрОЦ).
Задача: Необходимо выполнить газовую сварку короба из низкоуглеродистой стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить аргонодуговую сварку короба из нержавеющей стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить ручную дуговую сварку короба из высокоуглеродистой стали с предварительным подогревом. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить полуавтоматическую сварку самозащитной проволокой короба из среднелегированной стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить полуавтоматическую сварку в среде защитных газов короба из низкоуглеродистой стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить аргонодуговую сварку короба из алюминия. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить газовую короба из чугуна омедненными электродами. (горизонтальное и вертикальное положение швов)
Математика в сварочном производстве

Данная презентация для студентов обучающихся на профессию сварщик или специальность сварочное производство. В презентации раскрыт вопрос "Зачем сварщику математика?" Приведены примеры задач, которые необходимо решать сварщику, прежде, чем приступить к сварочным работам. Выделены математические умения и навыки для профессии сварщик, сформулированы требования к данной профессии Сформулированы выводы.Презентация для студентов специальности сварочное производство
Математика в сварочном производстве Выполнил: Казанцев З.группа СП-16с Руководитель:Савченко С.Г. преподаватель Математика в сварочном производстве Выполнил: Казанцев З.группа СП-16сРуководитель:Савченко С.Г. преподаватель
Актуальност Сварщик – это специалист, занимающийся соединением металлических деталей, узлов, других конструкций методом сплавления металлов. ь Эта профессия требует высокого уровня ответственности. От качества работы сварщика зависит многое – долговечность и устойчивость строительных конструкций, работа и срок службы различной техники Любые ошибки, небрежность, допускаемые в работе могут привести к катастрофическим последствиям. Стать квалифицированным востребованным специалистом в В наши дни к профессии сварщика предъявляются своем деле невозможно без определенных знаний из также и требования знания математической других наук. символики для выражения количественных и качественных свойств объектов; умения применения математических методов для решения определенных производственных задач.
Проблема: для успешного освоения профессии сварщика необходимо иметь базовые знания по физике, математике, черчению. Цель исследования: Выявить необходимость получения математических знаний и применения их для решения производственных задач. Задачи: Изучить, какие именно математические знания, умения и навыки необходимы сварщику на определенных этапах работы. Рассмотреть возможности решения производственных задач с применением математического аппарата.

Где нужны сварщики? Сварщики трудятся: • на стройплощадках; •в машиностроении; • в кораблестроении; •в энергетике; •в нефтеперерабатывающей промышленности, •в сельском хозяйстве.

Математику затем учить надо, что она ум в порядок приводит». М.В. Ломоносов. Основополагающий вопрос: «Зачем сварщику математика?»

. Знание математиче ской символики Уметь использова ть основные понятия и методы геометриче ских построений и измерений Уметь использова ть методы изученных им наук Уметь предупреждать образование дефектов сварных соединений Требования, предъявляе мые к профессии сварщика Построение чертежа будущего изделия Выполнять необходимые теоретические и экспериментал ьные исследования Уметь производит ь необходим ые вычисления Конструирова ть технологичес кие модели типовых конструкций

Этапы создания сварной конструкции: 1.Проектирование 2.Расчет 3. Рациональное построение технологии изготовления.
Что необходимо знать и уметь будущему сварщику по математике: • Знания и навыки расчетного характера. • Умения выполнять действия с действительными числами, с числами разных знаков, со степенями. • Умения оперировать с процентами. • Знания правила пропорции. • Знания из области геометрии (определения и построения основных геометрических фигур на плоскости, формул для вычисления площадей и объемов, свойства прямых и плоскостей на плоскости и в пространстве). • Владение навыками работы на калькуляторе и на компьютере.
Производственные задачи, приводящие к необходимости применения знаний по математике: 1. Задачи на чтение и построение чертежей (решение таких задач не возможно без знания определенных понятий геометрии: расстояние между точками, длина отрезка, параллельность и перпендикулярность прямых, окружность, радиус и диаметр, сечения, симметрии, понятия многогранников и тел вращения и др.). 2. Вычислительно-расчетные задачи (решение таких задач не возможно без знания алгебры и геометрии; для будущих сварщиков профессионально значимыми являются такие темы как «Проценты», «Пропорции», «Степени», «Многогранники», «Тела вращения», ).

Задачи на чтение и построение чертежей Изготовление качелей При изготовлении качелей необходимо знать взаимное расположение прямых в пространстве…

Задачи на чтение и построение чертежей Изготовление печи для бани Чтобы изделие получилось качественным и послужило долго необходимо проанализировать свойства и параметры фигур из которых состоит печь – знать линейные размеры, формулы объема и площадей.
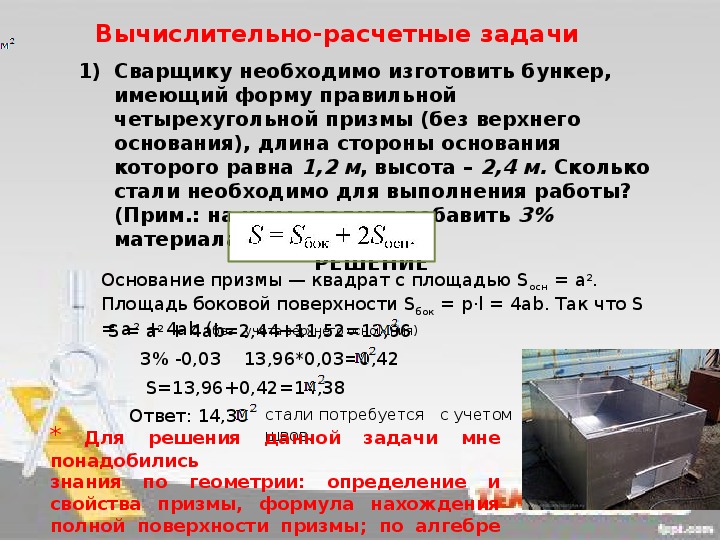
Вычислительно-расчетные задачи 1) Сварщику необходимо изготовить бункер, имеющий форму правильной четырехугольной призмы (без верхнего основания), длина стороны основания которого равна 1,2 м, высота – 2,4 м. Сколько стали необходимо для выполнения работы? (Прим.: на швы следует добавить 3% материала). Основание призмы — квадрат с площадью Sосн = а2. Площадь боковой поверхности Sбок = p⋅l = 4ab. Так что S = a2 + 4ab (без учета верхнего основания) S = a2 + 4ab=2,44+11,52=13,96 3% -0,03 13,96*0,03=0,42 S=13,96+0,42=14,38 РЕШЕНИЕ от швов. Ответ: 14,38 стали потребуется с учетом * Для решения данной задачи мне понадобились знания по геометрии: определение и свойства призмы, формула нахождения полной поверхности призмы; по алгебре умения и находить % числа
задачи Вычислительно-расчетные 2) Сварщику необходимо изготовить бак, имеющий форму параллелепипеда с основанием 1,4х2,2 м, чтобы он вмещал 2 т воды. Какова должны быть высота бака? (плотность воды 1000 кг/м3). Решение * Для решения задачи мне понадобились знания по геометрии: определение и свойства параллелепипеда; формула нахождения его объема; формула нахождения объема по массе и плотности ; по алгебре - умения выполнять действия с десятичными дробями Формула объема параллелепипеда V = So · h V=m/p (масса / плотность)=2000 /1000 =2 So =1.4*2.2=3,08 h=3,08/2=0,65 ( м)- высота бакаОтвет: 0,65 м должна быть высота бака.
Вычислительно-расчетные задачи 3) Сварщику необходимо изготовить цистерну цилиндрической формы, высота которой – 3 м, радиус основания – 1,5 м. Вычислить сколько электродов необходимо для сварки, если на 1 м расходуется 4 электрода, а масса одного электрода 60 г. Вычислить стоимость электродов, если 1 кг их стоит 30 рублей. Полная площадь поверхности цилиндра РЕШЕНИЕ S= 2 π rh+ 2 π r2= 2 π r(h+ r) S =2*3,14*1,5*3+2*3,14*2,25=28,26+14, 13=42,39 42,39*16=678,24 =679 электрода. 679*0,06=40,74 (кг) –кол-во электродов для сварки 40,74*30=1222 (руб.) – стоимость электродов *Для решения задачи мне понадобились знания по геометрии: определение и свойства цилиндра, формула нахождения полной поверхности цилиндра, по алгебре: нахождения стоимости товара по цене и количеству, выполнение действийй с десятичными дробями.
ВЫВОДЫ: Естественно-математическая подготовка сварщиков имеет решающее значение для формирования у них следующих качеств: 1) Умение работать самостоятельно; 2) Сравнивать и оценивать качество выполняемой работы в соответствии с требованиями; 3) Умело координировать свои движения; 4) Быстро реагировать на изменение ситуации; 5) Соблюдение технологической последовательности выполняемых работ, точности, четкости и аккуратности. 6) Развитие логического мышления, что способствует лучшему пониманию профессии. Все это способствует росту компетентности будущих сварщиков, высокой мобильности, что позволит ему быть конкурентным в сложных рыночных условиях.
Читайте также: