Заделка стыков труб контактной сваркой нагревательным диском
Обновлено: 19.04.2024
В последние годы наиболее широкое распространение при монтаже технологических систем трубопроводов из полимерных материалов получила контактная сварка (сварка нагретым инструментом).
Процесс контактной сварки состоит в том, что подготовленные концы труб и деталей, разогретые до вязкотекучего состояния, соединяются друг с другом при небольшом давлении и в результате двухсторонней диффузии получается прочное сварное соединение.
Контактная сварка выполняется встык и враструб. Кроме того, контактной сваркой выполняют раструбно-стыковые соединения, являющиеся комбинацией раструбных и стыковых соединений.
Контактная сварка встык — наиболее экономичный способ соединения, она менее трудоемка, чем сварка враструб, при этом один и тот же нагревательный инструмент может быть использован для оплавления концов труб различного диаметра. К недостаткам контактной сварки встык относятся необходимость точного совмещения торцов соединяемых труб, а также образование внутри стыка наплывов материала труб — грата, который ухудшает гидравлические характеристики трубопровода.
Основные преимущества сварки враструб — простота выполнения, так как самоцентрирование конца трубы в раструбе позволяет отказаться от применения специальных центрирующих и торцующих устройств, и пониженные по сравнению со сваркой встык требования к допускам на размеры концов труб, так как избыточный слой материала снимается нагревательным инструментом.
Контактная сварка встык применяется для соединения труб и деталей диаметром 40 мм и выше, с толщиной стенки более 3 мм. При стыковой сварке нагретым инструментом выполняют следующие операции: установку и центровку труб в зажимном центрирующем приспособлении; торцовку концов труб; введение нагревательного инструмента и оплавление торцов труб; технологическая пауза — удаление нагревательного инструмента и сопряжение свариваемых поверхностей; осадку — соединение оплавленных концов под необходимым давлением и охлаждение стыка; освобождение сваренных труб или деталей из зажимов и снятие их со станка или приспособления.
В связи с тем что сварной шов образуется из основного материала соединяемых труб, к качеству подготовки торцов труб под сварку предъявляются особые требования:
— соединяемые торцы должны быть строго перпендикулярны оси трубы;
— зазоры между торцами труб, подготовленных к сварке, не должны превышать следующих величин: при наружном диаметре труб до 110 мм — 0,5 мм; до 225 мм — 0,6 мм; до 315 мм — 0,8 мм и св. 315 мм — не более 1 мм. При сварке труб из поливи-нилхлорида необходимо стремиться обеспечить подгонку торцов без зазора. Кроме того, смещение соединяемых концов труб, зажатых в сварочном устройстве, по наружному периметру торцов труб не должно превышать 10 % номинальной толщины их стенки, но не более 1,2 мм.
Вылет концов труб из зажимов сварочных устройств должен быть не менее 20 мм. Рабочая зона нагревательного инструмента должна выступать за контуры свариваемых поверхностей не менее чем на 15 мм.
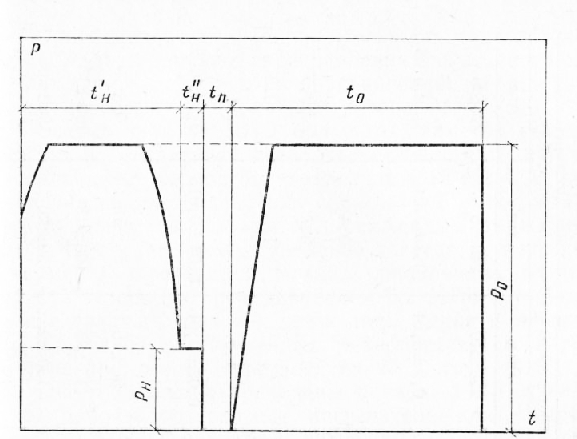
Оплавление торцов свариваемых заготовок производится в два этапа: первый — в течение времени t’a под давлением, равным давлению осадки Ро, второй—в течение времени tn при пониженном давлении Рн. Во время технологической паузы ta производится отвод труб от нагревательного инструмента, вывод его из зоны сварки и сближение оплавленных торцов труб. Время подъема давления осадки до заданного уровня Р0 должно быть 5… 10 с для толщин стенок труб 3…30 мм. Охлаждение сварного шва . производят в естественных условиях под давлением осадки в течение заданного времени to. При температуре воздуха св. 25 °С время охлаждения необходимо увеличить на 25 %.
Для пластмассовых трубопроводов технологического назначения и трубопроводов самотечной канализации стыковую сварку с применением плоских нагревательных инструментов допускается проводить за один этап — (0,075±0,02) МПа; из ПВД — (0,05± ±0,025) МПа; из ПВХ — (0,1 ±0,02) МПа. Давление при осадке должно быть для труб из ПНД и ПП — (0,2±0,05) МПа, из ПВД— (0,1± ±0,025) МПа и из ПВХ — (0,5±0,05) МПа.
При отрицательной температуре воздуха режимы сварки должны корректироваться в ходе пробной сварки на монтажной площадке, в этом случае технологическая пауза не должна превышать 10 с при температуре воздуха минус 10 °С и 15 с при температуре воздуха 0 °С.
Для трубопроводов из ПНД диаметром 700…1200 мм, а также трубопроводов самотечной бытовой канализации технологический процесс сварки допускается проводить по следующей схеме: давление при оплавлении должно составлять 0,05 МПа и поддерживаться в течение всего времени оплавления кромок ton труб до появления валика, после окончания процесса оплавления через время ta давление при осадке должно составлять 0,2 МПа, под давлением осадки сварной шов должен охлаждаться в течение времени tox. Длина подготовляемых к сварке концов труб из ПНД большого диаметра, выступающих из зажимных хомутов центрирующего устройства и установки, должна составлять 50 мм. Для оплавления торцов труб применяют электронагревательные инструменты, имеющие нагревательную плиту в виде диска, прямоугольника или эллипса с вмонтированными внутрь ТЭНами или электроспиралями, терморегулятор, клеммное устройство с кабелем для подключения к трансформатору, сигнальное устройство (лампочку) и рукоятку. Мощность ТЭНов или спиралей в таких инструментах для обеспечения необходимой температуры нагрева — не менее 2 Вт на 1 см2 рабочей поверхности инструмента.
Электронагревательные инструменты изготавливают переносными и стационарными, смонтированными на станках и устройствах для сварки.
Киевским филиалом ВНИИМонтажспецстроя разработано несколько конструкций электрических нагревателей. В нагревательных плитах этих инструментов так же, как и описанном выше, вмонтированы ГЭНы, напряжение питания этих нагревателей 36 В, температура рабочей поверхности до 260 °С.
Строительно-монтажной сварочной лабораторией треста «Востокметаллургмонтаж» разработан электрический нагреватель для оплавления кромок труб диаметром 225…450 мм на станке СПТ-450. Его корпус из двух стальных листов эллиптической формы имеет кронштейн для крепления на станке и к штоку гидроцилиндра, которым он управляется. В корпус вмонтированы терморегулятор и клеммы для подключения кабеля, имеются ручки для перемещения нагревателя. Напряжение питания 60 В, мощность 6 кВт, температура рабочей поверхности до 280 °С.
Монтажные организации применяют различные приспособления, устройства и станки для соединения, центровки и обеспечения необходимого давления торцов труб и заготовок на нагревательный инструмент, а также давления осадки.
Установка сварочная комплекта УСПМ-225, разработанная Киевским филиалом ВНИИМонтажспецстроя, предназначена для стыковой сварки труб диаметром 140…225 мм, в комплект которого входят устройство торцовочное УТПМ-225 и нагревательный инструмент НСПМ-225.
Устройство состоит из двух неподвижных жестко связанных один с другим хомутов с прижимом, двух подвижных хомутов с прижимами и двух направляющих, по которым перемещаются подвижные хомуты, снабженные силовыми прижимами и курками для взвода и спуска пружин.
Механизм перемещения подвижных хомутов состоит из кинематически связанных между собой рычагов — приводного и тяги. Тяга снабжена пружиной, которая обеспечивает необходимое усилие прижатия при работе с торцовочным устройством. Для стопоре-ния подвижных хомутов от обратного перемещения предусмотрен храповой тормоз. Для сварки труб диаметром 140, 160, 180 и 200 мм применяют соответствующие сменные вкладыши и хомуты.
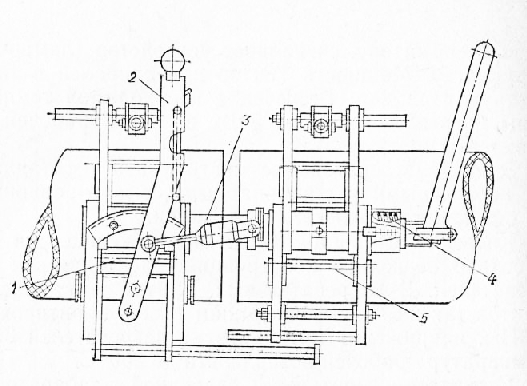
Рис. 1. Устройство сварочное комплекта УСПМ-225
1 — неподвижный зажим; 2 — рычаг привода; 3, 4 — силовые динамометры; 5 — подвижной зажим
В трубозаготовительных. мастерских монтажных организаций для сварки труб и деталей встык применяются стационарные устройства и станки с ручным, гидравлическим и пневматическим приводами, с поворотными зажимами.
Киевским филиалом ВНИИМонтажспецстроя разработаны станки серии УСДП (рис. 2), рассчитанные для сварки труб и заготовок встык диаметром 63…160 мм —УСДП-160 и диаметром 160…315 мм— УСДП-315. На столах этих устройств установлены подвижные каретки с поворотными зажимными хомутами, механизмы перемещения кареток, торцеватели и электрические нагреватели с напряжением питания 36 В. На этих устройствах сваривают, кроме труб, секционные отводы, тройники и крестовины.
Сварка враструб применяется для соединения труб и деталей трубопроводов диаметром до 160 мм и основана на одновременном оплавлении дорном нагревательного инструмента тонкого слоя внутренней поверхности раструба и гильзой — наружной поверхности конца трубы с последующим сопряжением оплавленных поверхностей свариваемых деталей при быстром вдвигании конца трубы враструб.
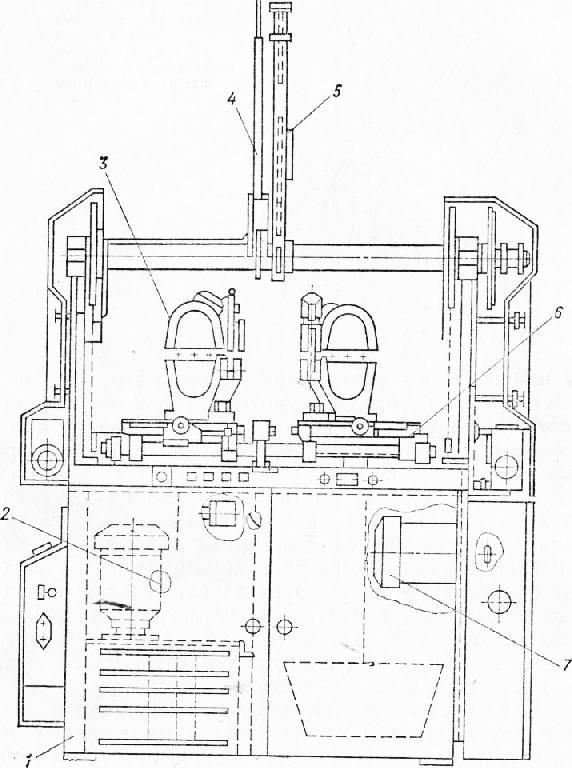
Рис. 2. Установка сварочная УСДП-315 1 — станина; 2 — гидропривод; 3 — центратор; 4 — нагревательное устройство; 5 — торцовочное устройство; 6 — стыковочный стол; 7 — электрооборудование
Для нагрева деталей при сварке враструб используют электронагревательные инструменты (рис. 3), а также инструменты (оправки), нагреваемые пламенем газовой горелки. При выборе нагревательного инструмента необходимо учитывать условия выполнения сварочных работ на монтажной площадке и требования к качеству сварных соединений трубопровода.
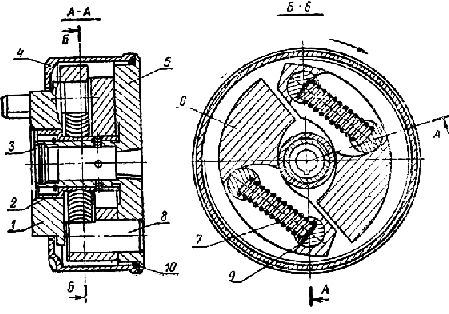
Рис. 3. Электронагревательный инструмент для сварки враструб 1 — гильза; 2 — дорн; 3 — электронагревательный элемент; 4 — клеммы; 5 — рукоятка
Для обеспечения плотного прилегания свариваемой поверхности детали к нагревательному инструменту внутренний диаметр гильзы должен быть равным или несколько меньшим минимального наружного диаметра трубы, имеющего положительные допуски отклонения, а наружный диаметр дорна равным или несколько большим номинального внутреннего диаметра раструба, на который предусмотрены отрицательные допуски отклонения».
Для сопряжения оплавленных поверхностей деталей под давлением внутренний диаметр гильзы нагревательного инструмента принимается на 0,5… …0,7 мм больше наружного диаметра дорна. Такое же соотношение рекомендуется для наружного диаметра трубы и внутреннего диаметра раструба. Поэтому в холодном состоянии конец трубы невозможно вдвинуть враструб соединительной детали. Учитывая, что размеры инструментов при нагревании увеличиваются, значение диаметров гильзы и дорна при изготовлении инструментов берут несколько меньше. Шероховатость рабочих поверхностей инструментов должна быть не более Ra = 0,8, по ГОСТ 2789—73, ГОСТ 2.309—73. Кромки гильз и дорнов должны быть закруглены.

Рис. 4. Последовательность выполнения операций при сварке враструб 1— муфта; 2 — нагревательный инструмент; 3 — ограничительный хомут; 4 — труба
При надвигании деталей на нагревательный инструмент излишний материал снимается кромками этого инструмента. Снятие небольшого поверхностного слоя является положительным фактором для процесса сварки, так как при этом уменьшается опасность попадания загрязнений с поверхности детали в сварной шов и разрушается окисленный поверхностный слой детали. При снятии слоя значительной толщины увеличивается продолжительность нагрева деталей выше допускаемых пределов, что может привести к потере формоустойчивости, а также к образованию внутри трубопровода валиков из оплавленного материала, ухудшающих его гидравлические характеристики.
Перед сваркой на конце трубы снимают фаску под углом 45° на 7з толщины стенки трубы. Свариваемые поверхности обезжиривают. Последовательность выполнения операций при сварке враструб муфты и трубы показана на рис.24. На конце трубы устанавливают ограничительный хомут на расстоянии на 2 мм меньше длины раструба. В данном случае хомут служит для выправления эллипсности. трубы и ограничения зоны оплавления. Снаружи на раструб рекомендуется надевать резиновое обжимное кольцо, ширина которого равна половине глубины раструба, а внутренний диаметр на 3…4 мм меньше наружного диаметра трубы.
После нагрева инструмента конец трубы вставляют в гильзу, а привариваемую муфту насаживают раструбом на дорн. Надвигать детали на нагретый инструмент следует равномерно, без перекосов и вращения. Если одна деталь надвигается на инструмент «с натягом», а другая свободно, то первая деталь должна быть надвинута на инструмент на 2…3 с раньше второй.
Нагрев прекращают в момент появления у границы соприкосновения детали с инструментом валика расплавленного материала высотой 1…2 мм. После этого детали освобождают от инструмента (технологическая пауза) и конец трубы плавно, без перекоса вдвигают в раструб до упора ограничительного хомута в торец раструба. Продолжительность технологической паузы для соединений DH до 50 мм — не более 2 с, свыше 50 мм — не более 3…4 с.
После соединения конца трубы с раструбом детали из ПВД они должны находиться под осевой нагрузкой (время выдержки) 30 с, а детали из ПНД и ПП — 40 с. При этом не допускается их вращение относительно друг друга во избежание смещения слоев затвердевающего материала сварного шва.
Перед каждой сваркой рабочие поверхности нагревательного инструмента необходимо тщательно очищать от налипшего при предыдущей сварке материала и различных загрязнений. Очистку от налипшего материала электронагревательного инструмента выполняют сначала алюминиевыми скребками, затем ветошью, а инструмента, нагреваемого открытым пламенем, — путем выжигания налипшего материала газовым пламенем.
Более высокая температура рабочих поверхностей при сварке деталей из ПВД по сравнению с их температурой при сварке деталей из других материалов объясняется тем, что ПВД в расплавленном состоянии имеет низкую вязкость и на рабочих поверхностях инструмента остается тонкий слой налипшего материала. Поэтому температура на сопрягаемых между собой оплавленных поверхностях деталей составляет 220…240 °С. Продолжительность выдержки деталей на нагревательном инструменте зависит от его температуры, а также от толщины стенки свариваемой трубы.
При сварке канализационных труб и соединительных деталей температура нагревательного инструмента может быть повышена до максимально допустимой и, следовательно, продолжительность нагрева может быть сокращена.
В случае проведения сварочных работ при низких температурах необходимо применять тепляки и экраны для защиты от ветра и осадков, а в процессе сварки и остывания стыка концы труб закрывают инвентарными пробками во избежание сквозняков внутри трубы. При сварке на морозе промежуток времени между снятием деталей с инструмента и их сопряжением должен быть сокращен до минимума (не более 1…2 с). При сварке вручную одним рабочим минимально допустимая температура окружающего воздуха минус 15 °С, а при сварке вручную двумя рабочими без применения приспособлений, обеспечивающих быстрое сопряжение деталей, — 0 °С.
Раструбно-стыковая сварка применяется с целью повышения несущей способности раструбных соединений, при которой одновременно со сваркой цилиндрических поверхностей деталей нагревают и сваривают также торцы труб с боковой поверхностью внутренней полки раструба соединительных деталей. Такие соединения могут быть выполнены только при сварке труб с литыми фасонными деталями, так как у этих деталей поверхность внутреннего выступа раструба перпендикулярна оси и с этой поверхностью соединяется поверхность торца трубы.
Раструбы, формуемые из труб, имеют коническую поверхность внутреннего выступа, которая не может контактировать с торцом трубы, перпендикулярным ее оси.
Нагревательный инструмент для такого вида сварки тоже имеет гильзу и дорн. Однако в отличие от инструмента для раструбной сварки, у этого инструмента четыре рабочие поверхности — две цилиндрические для оплавления цилиндрических поверхностей раструба и конца трубы и две торцовые— одна для оплавления торцовой поверхности внутреннего выступа раструба детали и другая для оплавления торца трубы. При этом цилиндрические поверхности нагрева отделены от торцовых соответствующими кольцевыми выточками.
Для того чтобы иметь возможность визуально контролировать процессы оплавления торца трубы, гильзы такого инструмента иногда отделяют от дорна зазором шириной 5…6 мм. В зазор видно, как идет оплавление торца трубы. В этом случае торцы дорна являются поверхностями для оплавления торцов трубы и внутреннего выступа раструба детали.
Так же, как и при раструбной сварке, перед нагревом конца трубы на него устанавливают ограничительный хомут, но на расстоянии от торца на 2 мм больше длимы раструба. После нагрева конец трубы вдвигают в раструб детали до упора торца трубы в торец внутреннего выступа детали.
Контактная сварка враструб производится на тех же станках и приспособлениях, что и стыковая сварка. При этом длина свободного конца трубы, выступающего из зажима приспособления или станка, должна быть не более 1,5 длины раструба.
СОЕДИНЕНИЕ ПЛАСТМАСОВЫХ ТРУБ СВАРКОЙ
При соединении пластмассовых труб применяют контактную стыковую или раструбную сварку, а также сварку нагретым газом с применением присадочного материала.
Контактную стыковую и раструбную сварку выполняют путем нагревания до расплавления материала с последующим сдавливанием соединяемых поверхностей и охлаждением стыка под давлением. Контактную сварку выполняют при температуре воздуха не ниже -10°С для ПНП и ПВП и 0°С - для ПП.
Контактную стыковую сварку осуществляют следующим образом. После подготовки трубы укладывают и центрируют, далее вводят нагревательный элемент, который оплавляет торцы труб. Затем нагревательный элемент удаляют, и трубы соединяют под давлением, выдерживая их до охлаждения стыка.
Контактную сварку разделяют на механизированную и ручную.
Механизированную выполняют на сварочных установках, обеспечивающих высокую точность поддержания технологического режима и высокое качество сварки. Сварочная установка (рис. 7.1, а) состоит из зажимов для закрепления концов труб 2 больших диаметров и нагревательного элемента 3, подвижно закрепленного на установке. Нагревательный элемент, как правило, снабжен электрическим нагревом. Для этого в диск вмонтирован тепловой электрический элемент (ТЭН), который питается от блока напряжением 36 В. Постоянная температура элемента поддерживается терморегулятором.
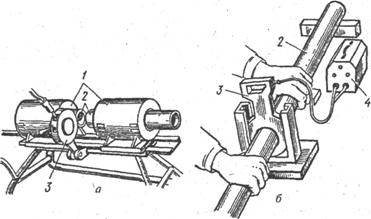
Рис. 7.1 - Контактная стыковая сварка пластмассовых труб
а— механизированная, б - ручная; 1— зажимы, 2—.трубы,
3 — нагревательный элемент, 4 — блок питания
При сварке после закрепления в зажимах торцы труб приводят в соприкосновение; при этом зазор между ними не должен превышать 0,5 мм для труб диаметром до 110 мм и 0,7 мм — для труб большего диаметра. Если это условие не достигается, производят дополнительную обработку торцов труб. Затем трубы разводят и в зазор между ними вводят нагревательный элемент (рис. 7.2, а). Температуру элемента, зависящую от материала трубы, контролируют термометром. При отсутствии термометра температуру можно определить приблизительно, проведя куском материала, отрезанным от свариваемой трубы, по нагретой поверхности элемента: он должен плавиться, но не должен дымиться.
Оплавление концов труб (рис. 7.2, б) производят путем плотного и равномерного прижатия их торцов к нагревательному элементу. Время нагрева зависит от толщины стенки материала. Давление при нагреве поддерживают до тех пор, пока не будет достигнут полный контакт между свариваемыми поверхностями и инструментом. С появлением валика 3 из расплавленного материала давление постепенно снижают, а нагрев продолжают до образования валика высотой 2…2,5 мм при толщине стенки трубы до 5 мм и не более 3…5 мм при большей толщине.
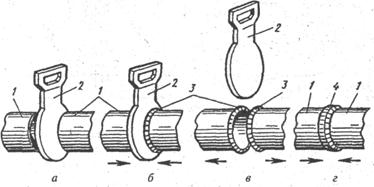
Рис. 7.2 - Технологическая последовательность соединения
пластмассовых труб контактной стыковой сваркой
а - введение нагревательного элемента, б - оплавление концов труб,
в - удаление нагревательного элемента, г - соединение (осадка) труб;
1 - трубы, 2 – нагревательный элемент, 3 — валик из расплавленного материала, 4 — сварной шов
После окончания оплавления Трубы разводят и извлекают элементы (рис. 7.2, в), а затем не более чем через 2. З с после того, как извлекли инструмент, плотно соединяют оплавленные концы труб (осадка трубы) (рис. 7.2, в). Трубы прижимают одна к другой под давлением осадки 0,1. 0,25 МПа, при этом образуется прочный шов. При превышении давления осадки, оплавленный материал выдавливается из шва, что ведет к ухудшению качества сварки. Сварное соединение охлаждают, не снижая давления осадки, в течение 3. 10 мин в зависимости от толщины стенки и вида материала труб. При охлаждении не допускается перемещать и вращать концы труб в зоне сварного шва.
Контактную раструбную сварку выполняют в такой последовательности. После подготовки труб нагревательный элемент вводят между их концами, которые затем сближают таким образом, чтобы они соприкасались с нагревательным элементом. После оплавления соединяемых поверхностей трубы разводят, удаляют нагревательный элемент и быстро .вставляют гладкий конец трубы в раструб, выдерживая соединяемые детали в неподвижном состоянии до охлаждения.
Преимущества контактной раструбной сварки по сравнению со стыковой состоят в следующем: не образуются наплывы материала, которые мешают свободному движению жидкости в трубопроводе; создается прочное соединение — за счет большой площади соприкосновения; не требуется усилий для центровки и сжатия труб при их соединении.
Раструбное соединение (рис. 7.3, а) обычно выполняют с помощью раструбных соединительных деталей: тройников 4 (рис. 7.3, б), муфт 5 (рис. 7.3, в). При отсутствии соединительных деталей сварку производят в раструб 1 (рис. 7.3, г), отформованный на гладком конце 3 трубы. Внутренний диаметр соединительной детали или раструба должен быть меньше наружного диаметра соединяемой трубы.
Нагревательный элемент 2 (см. рис. 7.3, а), используемый для контактной раструбной сварки, по конструкции проще, чем для стыковой. Однако в зависимости от диаметра соединяемых труб следует применять определенный нагревательный элемент или сменные насадки. Нагревательный элемент изготовляют из сплавов алюминия или нержавеющей стали. Поверхности инструмента, соприкасающиеся с материалом труб, должны быть отполированы и покрыты материалом, к которому не прилипает расплавленная пластмасса.
При сварке труб небольшого диаметра на строительной площадке элемент нагревают паяльной лампой или газовой горелкой. При этом температуру элемента контролируют термокарандашом или куском материала, отрезанным от свариваемой трубы.
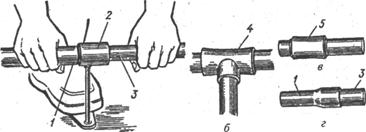
Рис. 7.3 - Контактная раструбная сварка
в литой тройник (б), муфту (в), раструб (г):
1 — раструб, 2 — нагревательный элемент, 3 — гладкий конец, 4 — тройник, 5 — муфта
При нагреве и оплавлении труб нагревательный элемент 3 помещают между концами соединяемых труб так, чтобы дорн 2 (рис. 7.4, а) находился напротив раструба 1, а гильза 4- напротив гладкого конца 5 трубы. Чтобы ограничить глубину вдвигания гладкого конца 5 в нагревательный элемент на расстоянии, равном глубине гильзы 4, устанавливают ограничительный хомут 6. Раструб 1 и гладкий конец 5 быстро надвигают на нагревательный элемент 3 (рис. 7.4, б). Время нахождения концов труб на нагревательном элементе должно обеспечить равномерное оплавление всей площади соприкасающихся поверхностей без потери формы и жесткости деталей. Если надвигание производить медленно, то концы соединяемых труб могут прогреться на всю толщину стенки или большую часть ее и потерять форму.
Процесс оплавления продолжают до тех пор, пока у кромок раструба и на трубе по всему периметру не появится валик оплавленного материала высотой 1. 2 мм. После этого быстро раздвигают соединяемые трубы и удаляют элемент из зоны соединения. Затем, не бол ее чем через 2. 3 с, трубы соединяют, вводя гладкий конец трубы 5 в раструб 1 (рис. 7.4, в) и выдерживая их под осевой нагрузкой 20. 30 с до начала отверждения материала. После соединения труб поворачивать и смещать их относительно друг друга не допускается.
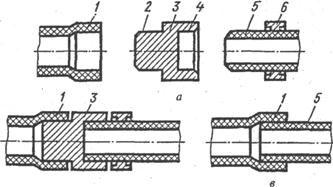 |
Рис. 7.4 - Технологическая последовательность контактной
а — введение нагревательного элемента, б — оплавление концов труб, в — соединение труб;
1 — раструб, 2 — дорн, 3 — нагревательный элемент, 4 — гильза, 5 — гладкий конец, 6 — хомут
Сварку нагретым газом с применением присадочного материала (рис. 7.5) выполняют путем разогрева кромок соединяемых труб (деталей) 1 и прутка 2 присадочного материала с помощью горелки З и последующего заполнения шва материалом прутка 2, который вдавливают в разогретые поверхности. Этот способ универсален, так как позволяет производить сварку в любом положении шва, не требует точной подгонки деталей и сложного инструмента.
В горелки 3, используемые для подогрева стыка, газ подается от компрессора по шлангу 4. Газ нагревается электрической спиралью, питаемой током по проводу 5 и через сопло подается в зону сварки.
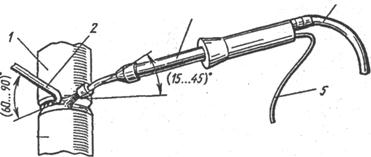 |
Рис. 7.5 - Сварка пластмассовых труб нагретым газом
с применением присадочного материала
1 — трубы, 2— пруток из присадочного материала, 3— горелка, 4 — шланг для подачи газа, 5 — провод
Сварка труб нагретым газом может быть стыковой (рис. 7.6, а) или раструбной (рис. 7.6, б). Прочность стыкового соединения на растяжение выше, чем раструбного, а на изгиб — наоборот.
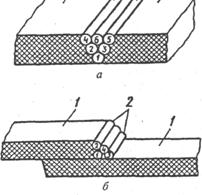
Рис. 7.6 - Стыковое (а) и раструбное (б) соединения пластмассовых труб:
1— соединяемые трубы, 2 — сварные швы.
Сварку труб нагретым газом ведут в такой последовательности: подготовляют пруток присадочного материала к сварке, подбирают горелку и включают ее, контролируют температуру нагретого газа и производят сварку.
При подготовке труб к сварке зачищают и обезжиривают места сварки. При стыковой сварке труб толщиной 2. 5 мм снимают фаску под углом 60. 65 0 .
Материал прутка выбирают в соответствии с материалом свариваемой трубы, его толщиной, геометрией шва, прочностью соединения. Для сварки используют пруток простого (круглого) и сложного (двойного) профиля толщиной 3. 4 мм. Пруток простого профиля используют при сварке труб толщиной до 5 мм, сложного профиля — при большей толщине. Конец прутка обрезают под углом 30°.
Горелку подбирают так, чтобы диаметр ее сопла был на 1 мм больше диаметра прутка. Подача газа 3. 7 м 3 /ч при давлении перед горелкой до 0,04 МПа. Температура газа на выходе из сопла зависит от вида материала: для ПВХ, ПНП — 230. 270°С; ПВП, ПП - 250. 300 0 С.
Горелку включают и выводят на расчетный режим так. Открывают вентиль подачи сжатого воздуха и включают питание спирали. Через 3. 5 мин после прогрева горелки окончательно устанавливают температуру газа, регулируя его подачу: при уменьшении подачи температура повышается, при увеличении — уменьшается. Температуру контролируют термометром или путем теплового воздействия на контрольные образцы. При этом на кусочке, отрезанном от свариваемого изделия и размещенном на расстоянии 6. 8 мм от сопла, через 5 с должно появиться матовое пятно, а белая бумага, поднесенная к соплу, должна окраситься в темнобурый цвет.
Нагретый газ должен быть чистым: не содержать пыли, масла и других веществ, ухудшающих качество шва. Чистоту нагретого газа проверяют, размещая на пути потока белый кусок хлопчатобумажной ткани или бумаги: на них не должно появляться черных пятен или точек.
При сварке пластмассовых труб 1 (рис. 7.5) струю горячего газа направляют попеременно круговыми или колебательными движениями горелки 3 на пруток 2 и свариваемые кромки до образования матовой поверхности. Расстояние между наконечником горелки и поверхностью свариваемого шва должно быть 5. 8 мм. По мере размягчения прутка и свариваемых труб пруток с усилием (для прутка диаметром 3 мм— 18. 22 Н, а диаметром 4 мм— до 30 Н) вдавливают в разделку стыка. При этом его следует держать под углом к оси трубы: при стыковой сварке — 60. 90°; при раструбной — 45°. Сопло горелки должно составлять с осью трубы угол 15. 25° — для труб толщиной стенки до 5 мм и З0. 45° — свыше 5 мм в направлении, противоположном общему направлению сварки.
При сварке пруток держат в левой руке между большим и указательным пальцами на расстоянии 70. 80 мм от поверхности сварки, а горелку— вправой руке. Пруток укладывают в шов в определенном (1. 6) порядке (см. рис. 6), обеспечивая равномерное распределение напряжений в шве. По мере укладки прутка пальцы передвигают равномерно вверх. Перехватывать пруток следует плавно, не прерывая процесса сварки.
При этом следят, чтобы при укладке первого валика часть прутка выступала с внутренней стороны шва на 0,5. 1 мм, а раструбных соединений, чтобы катет углового шва по периметру трубы был равен толщине стенки раструба.
При размягчении прутка на расстоянии более 20. 30 мм от точки сваривания сварку приостанавливают и пруток охлаждают. При смене или обрыве прутка конец приваренного прутка нагревают и срезают под углом 20. 30 е , затем к полученному срезу внахлестку приваривают также подготовленный новый пруток. Необходимо, чтобы на шве расстояние между стыками прутков было не менее 8 мм.
Инструкция по технологии стыковой сварки полиэтиленовых труб
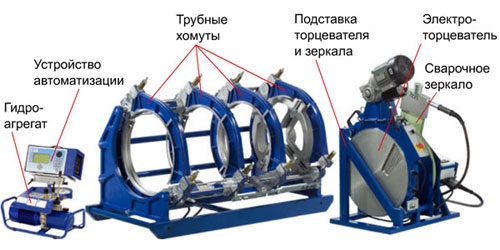
При монтаже трубопровода свариваются одна неподвижная труба (ранее смонтированная часть трубопровода) и одна подвижная труба (очередной хлыст). При сварке стыковых соединений труб на цеховых машинах, как правило, обе трубы подвижные. В любом случае, чтобы выполнить режимы стыковой сварки, необходимо обеспечить соосность труб, а также возможность прижима торцов труб к нагревателю и затем друг к другу с контролируемым усилием. Для этой цели служит центратор (рис.2).
Центратор – конструкция, состоящая из двух или более направляющих и двух или более хомутов для крепления свариваемых труб (Определение ГОСТ Р ИСО 12176-1). В непрофессиональных переводах иностранных инструкций к сварочным аппаратам встречаются термины «базовая машина» или «основная машина» (от английского «Basic machine»).
Функции центратора – обеспечение соосного крепления труб, исправление овальности труб, перемещение одной или обеих труб вдоль оси, обеспечение контролируемого усилия прижима торцов труб к нагревателю или друг к другу.
5.2 Гидравлический агрегат
Гидравлический агрегат – необходимый компонент аппарата для сварки полиэтиленовых труб с гидравлическим приводом центратора . Гидравлический агрегат подключается к центратору двумя шлангами с т.н. быстроразъемными соединениями (БРС) и создает контролируемое давление масла.
В самом массовом (неавтоматизированном) варианте органы управления насосом и клапанами находятся на верхней панели агрегата (рис.3), в случае цеховых машин – на передней панели машины. Переключение рычага влево или вправо включает насос агрегата на разведение или сведение труб. Регулировочный клапан служит для точной регулировки создаваемого давления. Байпасный клапан – для быстрого сброса давления.
Чем сложнее машина, тем больше функций у гидравлического агрегата. В самом простом случае небольшой полевой машины (например, PT-315) гидравлический агрегат только обеспечивает осевое перемещение подвижной трубы. На более сложных полевых машинах гидравлика может также закрывать/открывать и запирать/отпирать хомуты центратора, а также поднимать/опускать боковые роликовые упоры труб. На цеховой машине PL-630 гидравлический агрегат также управляет вводом торцевателя и сварочного зеркала в зону сварки.
Для визуального контроля величины создаваемого агрегатом давления служит стрелочный манометр. Как правило, на гидравлические агрегаты машин для сварки полиэтиленовых труб ставят маслонаполненный манометр – для плавного движения стрелки. Шкала манометра заполнена маслом, с небольшим пузырьком воздуха. Не удивляйтесь, это нормально.
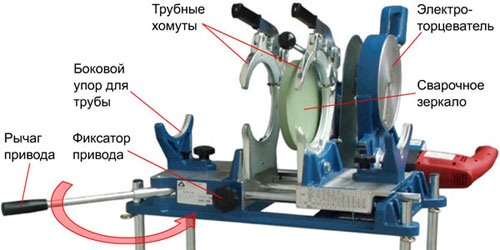
5.3 Торцеватель
Торцеватель предназначен для обработки торцов труб непосредственно перед сваркой стыкового соединения.
Основу торцевателя составляют два параллельных металлических диска с радиально расположенными ножами. Вращаясь между прижатыми к нему трубами, такой «дисковый рубанок» выравнивает торцы труб и обеспечивает идеальное их прилегание друг к другу (рис.4).
В качестве привода торцевателя на малых механических сварочных аппаратах (до Ø 110 мм) чаще всего используют рычаг с храповиком (рис.10). Для труб малого диаметра этого вполне достаточно, а экономия – существенная.
На механических и гидравлических аппаратах среднего размера (обычно до Ø 355 мм) в качестве привода торцевателя используют электродрели с коллекторным двигателем (рис.9). И мощность подходящая, и серийные электродрели стоят недорого.
На гидравлических сварочных машинах от Ø 500 мм и выше мощность электродрели для торцовки труб недостаточна. Используют асинхронный мотор-редуктор (рис.11), хотя он и подороже.
На профессиональных гидравлических сварочных машинах торцеватель, как правило, снабжен микроконтактом безопасности, который замыкается только тогда, когда торцеватель установлен на центратор. Ни на подставке, ни при переноске торцеватель включить нельзя.
5.4 Нагреватель
«Нагреватель», или «Сварочное зеркало» – и есть тот самый «нагретый инструмент» для «сварки встык нагретым инструментом». Инструмент состоит из плоского алюминиевого блина (чаще всего круглого), в который залиты один или несколько электрических нагревательных элементов. Алюминиевый блин покрыт тефлоном, чтобы нагретый инструмент не прилипал к торцам труб. К блину крепятся рукоятки для переноски. Терморегулятор находится в рукоятке или вынесен в отдельный блок, к которому подключается сварочное зеркало.
Термин «сварочное зеркало» - старый и устоявшийся, но в ГОСТ Р ИСО 12176-1 его почему-то заменили на «нагреватель». В непрофессиональных переводах инструкций к аппаратам можно встретить термин «нагревательная пластина» (от английского “heater plate”). Называют также «нагревательным элементом». Это уж совсем двусмысленно. Нагревательным элементом инструмента для сварки ПНД труб чаще всего являются ТЭНы (трубчатые нагревательные элементы), причем в некоторых моделях сварочных зеркал ТЭНы заменяемые.
Нагретый инструмент может быть подвижно закреплен на центраторе (рис.9) с возможностью быстро откинуть его из зоны сварки одним движением руки. Очень полезно для сварки ПВХ труб , поскольку позволяет до минимума сократить технологическую паузу. Гораздо чаще нагретый инструмент и торцеватель находятся на специальной подставке (рис.11) – это чтобы весь сварочный комплект удобнее было транспортировать. Большие сварочные зеркала снабжены такелажными кольцами, чтобы можно было поднимать каким-то подъемником (рис.5). Кроме того, большие сварочные зеркала имеют форму не диска, а кольца – это для уменьшения массы нагретого инструмента и экономии алюминия.
В любом случае, система крепления нагретого инструмента на центраторе не обеспечивает его жесткой фиксации, как у торцевателя. Обеспечивает только более-менее однозначное положение инструмента между прижатыми торцами труб.
5.5 Редукционные вкладыши
Хомуты центратора , предназначенные для фиксации труб, имеют внутренний диаметр, соответствующий самой большой трубе, которую этот конкретный аппарат может варить.
Однако каждый сварочный аппарат рассчитан на определенный рабочий диапазон номинальных диаметров DN – например, от 90 мм до 315 мм. Если хомуты имеют внутренний диаметр 315 мм, то для фиксации труб любого меньшего диаметра необходимо установить в хомуты т.н. редукционные вкладыши соответствующего размера.
Чаще всего редукционные вкладыши крепятся к хомутам болтами (рис.6). На некоторых моделях сварочных аппаратов предусмотрена система быстрого крепления вкладышей на защелках. Это имеет смысл только при сварке труб небольшого диаметра, когда сам сварочный цикл имеет небольшую продолжительность. Если для стыковой сварки толстостенной ПНД трубы Ø 630 мм требуется 2 часа, то какая вам разница, сколько занимает смена вкладышей – 5 минут или 30 секунд?
Вкладыши гидравлических аппаратов имеют серьезную ширину, производятся с применением высокоточной мехобработки и стоят вполне серьезных денег. Поэтому в стандартный комплект аппарата не включены. Если вам нужно варить только диаметры 315 мм и 250 мм, то зачем вы должны платить за десяток других комплектов вкладышей?
На механических аппаратах, как правило, вкладыши проще – очень часто просто штампованные из листовой стали. И, естественно, меньше. Поэтому в комплектацию механического сварочного аппарата обычно входят вкладыши всего рабочего диапазона диаметров. Для цены аппарата это погоды не делает.
5.6 Электрокран
Когда сваривают трубы большого диаметра, требуется подъемное устройство для поднятия торцевателя, сварочного зеркала и верхних половинок трубных хомутов. Поэтому с большими сварочными машинами в качестве опции предлагается электрокран, который крепится к центратору и управляется с дистанционного пульта (рис.7).
С другой стороны, при монтаже трубопроводов больших диаметров в любом случае требуется какой-то автокран (рис.8). Его часто используют также для манипуляций с торцевателем и сварочным зеркалом.
5.7 Варианты привода центратора
Обеспечить перемещение и усилие прижима, теоретически, можно с помощью любого привода – механического, гидравлического, пневматического, электрического, электромагнитного… Тут всё дело в удобстве работы, в надежности оборудования, а также в его технологичности и цене. В процессе эволюции на полевых машинах выжили всего 2 типа привода – механический и гидравлический. На цеховых машинах изредка встречается пневматический привод, но это скорее исключение. Механический привод имеет 2 основные разновидности – приводной рычаг и приводной винт, поэтому можно говорить о трех типах привода центратора , каждый из которых имеет свои достоинства и недостатки.
Центратор с приводным рычагом
 |
|---|
| Рис. 9 Центратор с приводным рычагом |
- Очень быстрое перемещение подвижной трубы, благодаря чему продолжительность фазы 3 (технологическая пауза) можно сократить до 1-2 сек. Это делает возможным даже сварку труб из ПВХ (см.п.10.5).
- Приводной рычаг – самое недорогое техническое решение.
- Неудобно использовать в траншее, колодце или пр. стесненных условиях.
- Крайне трудно создать сварочное усилие более 70-80 кгс. Принимая во внимание, что требуемое сварочное усилие пропорционально площади сечения свариваемой трубы (см.п.8.2.4), для ПЭ труб диаметром более 160 мм приходится вводить большие ограничения по толщине стенки.
Чтобы сварочные аппараты с приводным рычагом нашли свою нишу на рынке, конструкторы оборудования подчеркнули их достоинства и ограничили применение:
- Для снижения цены трубные хомуты сделали не парными, а одинарными, дополнив каждый хомут боковым упором для трубы.
- Раз уж в траншее или навесу использовать все равно неудобно, сделали более удобной сварку на открытой местности. Для этого добавили рабочий стол-раму, а торцеватель и сварочное зеркало подвижно закрепили на центраторе .
- Ограничили диаметры и толщину стенки свариваемых труб.
Центратор с приводным винтом
 |
|---|
| Рис. 10 Центратор с приводным винтом |
- Компактная конструкция, позволяет работать в стесненных условиях и навесу.
- Приводной винт – недорогое техническое решение сравнительно с гидравликой.
- При разработке аппарата приходится искать компромисс между скоростью перемещения подвижной трубы и создаваемым сварочным усилием. Для толстостенных ПНД труб диаметром более 160 мм найти хороший компромисс не удается – либо сварочного усилия не хватает, либо подвижная труба движется медленно, из-за чего фаза 3 (технологическая пауза) получается слишком длинная.
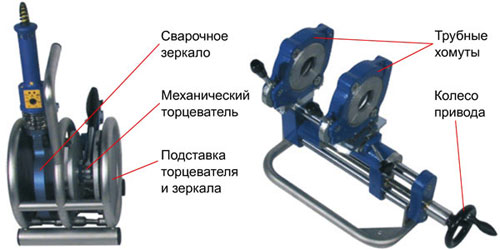
Чтобы подчеркнуть достоинства сварочных аппаратов с приводным винтом, их часто делают с расчетом на работу в колодце или навесу, для чего максимально уменьшают размеры и вес. Торцеватель и сварочное зеркало на центраторе не закрепляют, а выносят на отдельную подставку.
Центратор с гидравлическим приводом
 |
|---|
| Рис. 11 Центратор с гидравлическим приводом |
- Возможность создания сколь угодно большого сварочного усилия. Позволяет сваривать трубы любого диаметра, с любой толщиной стенки.
- Очень просто (и даже в электронном виде) измерить текущее усилие прижима , создаваемое центратором . Достаточно врезать в гидравлическую систему датчик давления. Это позволяет применять на гидравлических аппаратах средства автоматизации сварочного процесса.
- Возможность разделить привод (гидравлический агрегат) и центратор , соединив их шлангами. Маленькие образцы гидравлических аппаратов (напр., PT-125) удобны для сварки навесу.
- Гидравлический агрегат – весьма заметная добавка к цене сварочного аппарата.
С учетом этих особенностей гидравлические аппараты заняли нишу «профессионального» сварочного оборудования для сварки стыковых соединений – без ограничений по толщине стенки свариваемых труб, без ограничений по диаметрам сварки, с возможностью автоматизации для сварки особо ответственных трубопроводов. Цена отходит на второй план, на то оно и «профессиональное» оборудование.
5.8 Конструктивные исполнения (степень автоматизации)
ГОСТ Р ИСО 12176-1 в значительной степени является переводом международного ISO 12176-1 и дает классификацию сварочного оборудования по степени автоматизации, несколько отличную от привычной нам классификации, впервые введенной в 2003г. в СНиП 42-01-2002 (п.10.4.5 СНиП) и по-прежнему используемой по отношению к оборудованию для сварки газопроводов. Классификация ГОСТ:
Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Контактная Сварка Полиэтиленовых Труб Что Это Такое
В качестве оборудования для стыковой сварки полиэтиленовых труб применяются сварочные аппараты, состоящие из нескольких узлов, каждый из которых выполняет определенные функции.
Центратор с четырьмя или двумя подвижными и неподвижными хомутами служит для зажима, центровки и сведения труб. Торцеватель (рубанок) предназначен для обработки их торцов. С помощью нагревательного инструмента (сварочного зеркала) осуществляется нагрев труб. Аппарат имеет устройство, создающее усилие, прижимающее трубы к сварочному зеркалу (при нагреве) и друг к другу (при опрессовке). Блоки электропитания и управления обеспечивают подачу напряжения на узлы и поддержание всех параметров в необходимом интервале.
Для резки труб используются труборезы.
Для стыковой сварки выпускаются всевозможные фитинги (спиготы).
Основные параметры стыковой сварки. К основным параметрам стыковой сварки относятся: температура нагрева инструмента, усилие прижатия труб к сварочному зеркалу и друг другу и продолжительность операций. Изменение давления удобно представлять в виде циклограммы.
Контроль за давлением осуществляют с помощью манометра гидравлического насоса, создающего усилие сжатия. Если давление создается вручную или устройством без манометра, контроль осуществляется визуально по форме и размерам образующихся валиков грата. Время операций контролируют по секундомеру.
Последовательность операций сварки. Стыковую сварку осуществляют в следующем порядке.
- Очищают и обезжиривают концы соединяемых труб.
- Закрепляют трубы в центраторе сварочного устройства и обрабатывают их торцы резцом (осуществляют торцевание) с целью обеспечения их перпендикулярности оси. После торцевания заготовки сводят друг с другом для проверки отсутствия зазора. Для труб диаметром менее 110 мм допускается наличие зазоров не более 0,3 мм.
- Между торцами труб устанавливают сварочное зеркало, нагретое до рабочей температуры — согласно инструкции на оборудование и материал труб. Для всех марок полиэтилена, температура нагрева инструмента укладывается в интервал 205-230°C.
- Прижимают торцы труб к зеркалу с усилием Pоп, создающим давление 4-6 кг/см 2 , — до появления по периметру торцов грата высотой 0,5-2,0 мм. После этого снижают давление до величины 0,2-0,5 кг/см 2 и поддерживают его таким в течение всего времени нагрева. Точные значения давлений и продолжительности нагрева содержатся в инструкциях на оборудование и трубы. Ориентировочные величины приведены в таблице выше. Сварка ПЭ труб при холодной погоде может потребовать увеличения времени на их прогрев (увеличивать температуру инструмента недопустимо). Оптимальное значение продолжительности нагрева для различных внешних условий лучше всего определять, производя пробную сварку на ненужных обрезках труб.
- После истечения времени прогрева, подвижный зажим центратора с трубой отводят на расстояние 5-6 см, убирают сварочное зеркало из зоны сварки и сводят трубы до соприкосновения, создавая давление осадки Pос 1-3 кг/см 2 . При этом визуально контролируют размеры и конфигурацию образующегося грата. Давление осадки выдерживается в ходе всего времени охлаждения соединения.
- Извлекают трубы из зажимов центратора.
Требования к качеству сварных соединений
- Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.
А вот так выглядят швы, выполненные с нарушениями технологии.
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
Некоторые особенности монтажа полиэтиленовых труб
Монтаж полиэтиленовых труб необходимо производить с учетом снижения их гибкости при низких температурах. Нельзя допускать слишком малых радиусов изгиба. В таблице ниже приведены значения минимально допустимых радиусов изгиба в зависимости от наружного диаметра трубы и температуры окружающего воздуха.
Видео:
Читайте также: