Зарядное устройство и сварочный аппарат ссср
Обновлено: 18.05.2024

Автомобильная сварочная приставка АСП-1 производства АвтоВАЗа – экзотический аксессуар и для своего времени, и тем более – для нынешнего. Сварочный аппарат, питающийся напрямую от бортовой сети самого обычного легкового автомобиля – штука весьма редкая и в наши дни не выпускающаяся. Однако в начале 90-х годов такой гаджет мог при желании приобрести любой автолюбитель.
Давненько мы не обновляли экспозицию нашего редакционного музея советских автомобильных ретро-аксессуаров и гаджетов! Новым пополнением, очередной найденной на гаражных чердаках «капсулой времени», стало уникальное устройство – автомобильный сварочный аппарат!
Он представлял собой трехкилограммовую металлическую коробку отчаянно-красной масти с размерами 260х190х110 мм, с двумя мощными болтовыми клеммами для подключения сварочных проводов на передней панели. С помощью этого аппарата допускалось варить электродом с диаметром до 3 миллиметров в режиме «2,5 минуты сварка – 2,5 минуты отдых».
По моде наивной эпохи, когда каждое деревенское сельпо стремилось назвать себя «шопом» и «маркетом», надпись на приборе дублирована на английском. На передней же панели сварочного аппарата красуется крупное слово «АВТОВАЗ» и всем знакомый логотип тольяттинской «ладьи». Однако, разумеется, выпускал это устройство не сам автозавод, а его дочернее предприятие – ПТО ВАЗ, основанное в 1972 году, спустя шесть лет после запуска основного завода в Тольятти. «ПТО» расшифровывалось как «Производство Технологического Оборудования» – это вспомогательное предприятие делало для основного жигулевского конвейера металлообрабатывающие станки, окрасочное и прочее технологическое оборудование, которое поставлялось в том числе и на другие автозаводы СССР.
В эпоху перестройки все госпредприятия были добровольно-принудительно ориентированы на расширение ассортимента в сторону «продукции народного потребления», в рамках чего на ПТО ВАЗ и был рожден автомобильный сварочный аппарат АСП-1 – для граждан и, как сказали бы сейчас, для «микробизнеса» – кооператоров, трудящихся в сфере мелких услуг населению..
Огромный плафон красной лампочки на верхней крышке выглядит как некая кустарная доработка – странно и нелепо… Однако это штатный элемент конструкции, роль которого отражена в инструкции. Он ярко горит, пока электрическая дуга на электроде не зажжена, свидетельствуя о зарядке аккумулятора, и гаснет при начале сварки.
Почему вместо такого здоровенного «фонаря» не использовался светодиод или хотя бы миниатюрная индикаторная лампочка накаливания – непонятно…
На шильдике устройства выбита масса – «5 кг». Однако сам прибор весит около трех кило; пять – это масса со сварочными проводами, электрододержателем и «крокодилом» массы.

Знакомые с электроникой могут подумать, что под крышкой АСП-1 находится импульсный преобразователь-инвертор, как и внутри большинства современных инверторных сварочных аппаратов, работающих от сети 220 вольт… Но не забывайте – это самое начало десятилетия 90-х, когда большинство людей продолжало называть свою страну по привычке СССР, все машины были карбюраторными, а компьютеры встречались только в крупных НИИ… Мощная импульсная техника, а также соответствующие ей мощные силовые транзисторы и диоды редко встречались в то время в бытовых устройствах даже за рубежом – не то что во вчерашнем «совке». Так что все было гораздо проще!
Никаких преобразований напряжения внутри сварочника не происходило – из всей электроники он содержал только два мощных тиристора. Для того чтобы от бортсети легкового автомобиля можно было варить, АСП-1 делал, по сути, всего три простые вещи:
- Поднимал напряжение на генераторе, перехватывая роль штатного реле-регулятора.
- Подключал аккумулятор параллельно генератору, если силы тока не хватало.
- Автоматически переключался на зарядку аккумулятора, как только сварщик отрывал электрод от детали и прекращал работу.
То есть, в сущности, сварочным аппаратом на 90% являлся генератор автомобиля, плюсовой вывод которого напрямую подключался к сварочному электроду. Двигатель машины во время сварки должен был, разумеется, работать, и для обеспечения максимального выходного тока инструкция предписывала крутить коленвал до 2500 оборотов с помощью подсоса или помощника, нажимающего на педаль. А роль АСП-1 была «вспомогательно-коммутационная», если так можно выразиться…

Сварка с помощью АСП-1 достаточно проста. Запускается мотор машины, подсосом выставляются 2500 оборотов двигателя, к свариваемой детали подключается мощная клемма-«крокодил», в рукоятку-держак вставляется электрод, на глаза опускается щиток или маска, и процесс пошел.
Но если вы подумали, что перед этим нужно элементарно подключить питание аппарата «крокодилами» к аккумулятору, то вы серьезно ошиблись! Это – суровый советский жигулевский гаджет, а не современный литий-ионный пусковой бустер-пауэрбанк, с которым справится любая блондинка! Для подключения АСП-1 требовалось серьезное вмешательство в электропроводку под капотом.
Собственно, первый пункт процесса установки требовал закрепить сварочный аппарат стационарно под капотом «классики» или «девятки». Да-да, предполагалось, что сварочник станет постоянным «подкапотным жителем», как карбюратор или бензонасос, ибо электрическое его внедрение в электросистему автомобиля имело ряд особенностей. От генератора нужно было отсоединить силовой плюсовой выходной провод и подключить его к сварочному аппарату. Таким образом, сварочник включался между генератором и батареей. Затем предписывалось отключить от генератора реле-регулятор, роль которого брал на себя сварочный аппарат. Короче говоря, для подключения сварки автовладелец делал добрый десяток коммутаций в электропроводке машины – что-то размыкал, что-то наоборот – соединял перемычками. Все необходимое для этого, включая проводочки, клеммы и всякие кембрики, шло в комплекте поставки сварочного аппарата.
На первый взгляд может показаться, что даже для кратковременного использования собственного автомобиля в качестве сварочной установки требовалась длительная возня под капотом, а потом аналогичная возня в обратном порядке, чтобы вернуть проводку в прежнее состояние, дабы уехать. А вот и нет!
Так что же такое АСП-1? Гениальная разработка, незаменимая в ряде экстремальных случаев, или странный выкидыш неповоротливой промышленности эпохи зарождающейся рыночной экономики? Почему подобные гаджеты не производятся сегодня, ведь периодическая необходимость в простой и легкой мобильной сварке там, где нет розетки, у многих по-прежнему возникает?
Будем откровенны: все же такое устройство – типичный продукт «смутного времени», типа кухонного половника из танковой бронестали от Уралвагонзавода. Надежность самого прибора была крайне высокой, но обмотки статоров и хиленькие советские выпрямительные диоды генераторов Жигулей и Москвичей работали со сваркой практически в режиме короткого замыкания, на пределе по току, да еще и с повышенным напряжением! Аккумулятор, который также постоянно включался в сварочный процесс, терял ресурс от больших токов разряда и заряда.
Сварка АСП-1 разрабатывалась и продавалась в эпоху карбюраторных автомобилей с минимумом электроники, и, как ни странно, несколько «опередила свое время», ибо сегодня даже на многих бюджетных машинах стоят генераторы на 120-160 ампер с куда более мощными диодами, которые как раз гораздо лучше подошли бы для использования совместно с электродом и маской… Но на современной насыщенной электроникой машине подобное внедрение в электросистему крайне опасно, а зачастую принципиально неприемлемо, поэтому аналогов АСП-1 в наши дни не выпускают и не продают. «Красная коробочка» перешла в разряд коллекционных курьезов…
Промышленные сварочные аппараты советского производства
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.
По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.










Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.

Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Лазерные и плазменные устройства
Особняком стоит лазерная промышленная сварка. Лазерные аппараты могут соединять металл до 2 мм толщиной, но в основном работают с мелкими изделиями толщиной несколько микрон.
Лазерные сварочные аппараты применяются в микроэлектронике и приборостроении, в ювелирном производстве. Часто они работают в составе автоматизированных производственных линий. Швы получаются высочайшего качества, но у такого оборудования высокая стоимость.
На производстве широкое распространение получила плазменная резка благодаря высокому качеству реза и низким эксплуатационным расходам. Плазменные промышленные аппараты используются в режиме сварки при соединении толстостенных материалов.
воскресенье, 1 апреля 2012 г.
Старый сварочный аппарат
Опробовать эту «идею для заработка» меня «вынудило» огромное количество объявлений в местной городской газете типа «дорого куплю старый сварочный аппарат»,»куплю советский сварочный аппарат» и т.д. Мне показалось слегка странным то, что такому огромному количеству людей вдруг понадобились именно старые, громоздкие и тяжелые сварочные аппараты при том, что в любом хозяйственном магазине в наличии огромный выбор современных, лёгких и удобных инверторных сварочных аппаратов. Короче говоря интуитивно)) я понимал что дело в меди, вернее медной обмотке на которую раньше не скупились кулибины, изготавливавшие старые сварочные аппараты. Но кто скажет сколько её там? А сколько трансформаторного железа? Конечно же НИКТО. Кто захочет отдать свой хлеб незнакомому. да и знакомому человеку? В общем было принято решение попробовать.
Автоматизированные системы

Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
Сварочный аппарат своими руками
Конструкция большинства самодельных сварочных аппаратов требуют для их создания определенных навыков и специфических материалов. Между тем, наиболее простое устройство для сварки в быту можно устроить и без знания электротехники — понадобятся лишь обычные автомобильные аккумуляторы (сойдут и б/у).

Итак, четыре 12-вольтовых аккумулятора или два 24-вольтовых последовательно соединяются электрическими кабелями с зажимами-«крокодилами», к « — » крайнего аккумулятора подсоединяется кабель с держателем сварочных электродов, « + » другого крайнего аккумулятора соединяется через кабель и зажим со свариваемой деталью. Вот и все — просто и эффективно! Такой сварочный аппарат, выполненный своими руками, имеет несколько преимуществ: ровный сварочный шов (нет никаких скачков напряжения), независимость от электросети в процессе сварки. Наконец, по завершении сварочных работ аккумуляторы можно использовать по их прямому назначению — для 3-х мм электрода понадобится ток силой в 90-120 A, т.е. он не потребует и 60% от штатной нагрузки аккумулятора.
Для постоянного использования сварочного аппарата из аккумуляторов понадобится 54-вольтовое зарядное устройство (если аккумуляторов четыре) и зарядный ток в 5 A (если емкость аккумуляторов 55 Ah. Используя самодельный сварочный аппарат из аккумуляторов летом, необходимо периодически доливать в аккумуляторные банки дистиллированную воду (не водопроводную!) — ее уровень будет понижаться из-за испарения. При использовании необслуживаемых аккумуляторов никаких действий с ними выполнять не требуется.
Полуавтомат
Наибольшее распространение получили промышленные сварочные аппараты с полуавтоматической подачей присадки. По сравнению с полными автоматами они отличаются универсальностью, могут работать практически с любыми изделиями в труднодоступных местах.
Если полуавтомат сравнивать с ручной дуговой сваркой, то несомненным преимуществом первого является:
- более высокая производительность работ;
- относительно невысокие требования к профессиональным навыкам сварщика;
- получение более качественного сварного соединения благодаря использованию защитных газов.
Сварщик направляет головку горелки полуавтомата вдоль шва с равномерной скоростью, на одном и том же расстоянии от сварочной ванны, на этом его функция заканчивается. Газ и поволока подаются автоматически.
Используется газ активного (азот, углекислота) или инертного (аргон, гелий) типа. И тот и другой защищает сварочную ванну от вредного влияния атмосферного кислорода.
В промышленных сварочных аппаратах на производстве чаще используется углекислый газ из-за его дешевизны, он эффективен при сварке низкоуглеродистых сталей. Там, где надо получить максимально надежный шов, полуавтомат работает с подачей аргона или гелия.











Устройства советского периода
Источнику сварочного тока и вообще технологии сварки в Советском Союзе придавалось такое большое значение, что в тридцатых годах двадцатого века был создан институт электросварки.
Многими его разработками до сих пор пользуются, так же как и промышленными сварочными аппаратами советского производства. Кстати, маркировка на сварочном оборудовании, производимом в России, сохранилась еще с тех времен.
В советское время сварочное оборудование было громоздким, работало на трансформаторах, но отличалось высокой надежностью.
На некоторых производствах еще стоят советские сварочные трансформаторы, и они исправно выполняет свои функции. Хотя для бытовых нужд повсеместно используют легкие компактные инверторы, промышленные трансформаторы не стоит недооценивать.
Сварочный генератор
Состоит из двух основных элементов — генератора постоянного тока и асинхронного двигателя, установленных в одном корпусе (якорь генератора и ротор двигателя установлены на общий вал). Технические требования к конструкции сварочных генераторов приведены в ГОСТ 304-82.
Сварочные генераторы создаются по нескольким схемам, среди которых наиболее популярны две. Первая — обмотка возбуждения независима, размагничивание происходит через последовательную обмотку. Питание такого генератора выполняется через выпрямитель с селеновыми вентилями от сети переменного тока — образуется магнитный поток, индуктирующий напряжение на щетках генератора, что вызывает возбуждение дуги. Изменяя (переключая) на последовательной обмотке число витков, оператор сварки регулирует сварочный ток до необходимых характеристик.
Вторая по популярности схема сварочного генератора — обмотка возбуждения параллельна, обмотка размагничивания последовательна. Для магнитных полюсов таких генераторов требуется ферромагнитная сталь — они должны обладать остаточным магнетизмом. В качестве источника питания используется бензиновый (дизельный) двигатель.

По своим характеристикам сварочные генераторы далеко не идеальны — они дороги (средняя цена — от 50 000 руб.), имеют сложную конструкцию, их КПД низок (0,7), высок расход электроэнергии (5 кВт/ч на кг расплавленного металла). Однако в полевых условиях без них не обойтись — только бензиновые (дизельные) сварочные генераторы обеспечат зажигание и устойчивость дуги в отсутствии электросети.
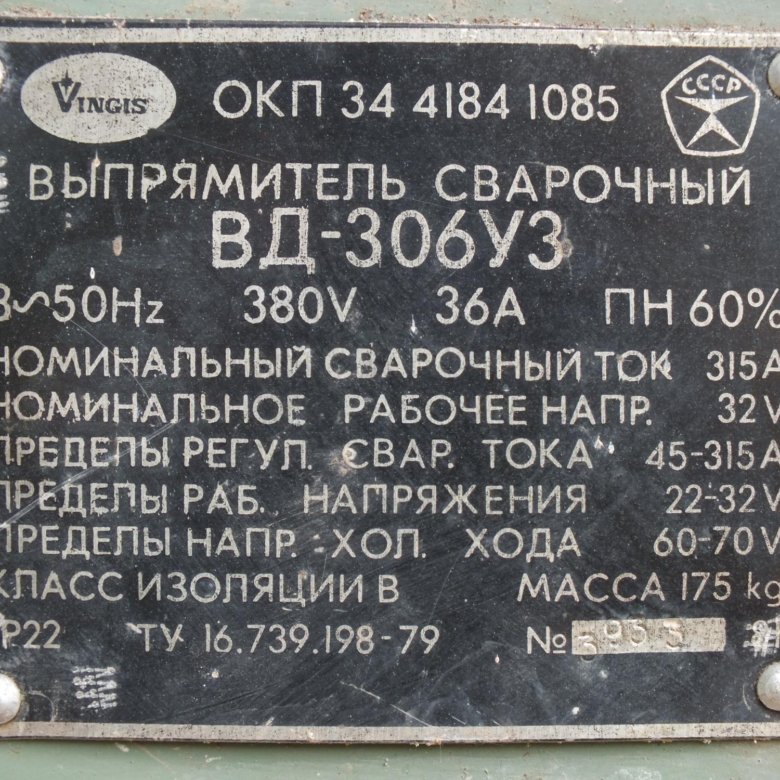
ВД-306УЗ СССР советский сварочный сколько меди и денег?

Сварочный аппарат ВД-306УЗ советского производства, знак качества на бирке аппарата, масса 175 килограммов.
Выпрямитель сварочный ОКП 34 4184 1085, 50 герц, 380 вольт, 36 ампер , ПН 60% , номинальный сварочный ток 315 Ампер, номинальное рабочее напряжение 32V, пределы рег. сварочного тока 45-315 А,пределы рабочего напряжения 22-32V,



Сварочный аппарат ВД-306УЗ советского производства сколько же в нем меди и черного и других металлов?
Разбираем и сдаем в металлолом сварочный аппарат ВД-306УЗ советского производства СССР .
Вес сварочного ВД-306УЗ вес масса 175 килограмма в том числе и кожух,.
Сварочный аппарат ВД-306УЗ 175 килограмм из них:
—медь электротехническая первого сорта блеск 96 килограмм, каждая бухта моток по 16 килограмм чистой электротехнической меди типа блеск (всего 6 обмоток)
—медь и шины второго сорта микс 3 килограмма

медь и шины второго сорта микс 3 килограмма
—алюминий и клеммы второго сорта 2 килограмма

алюминий и клеммы второго сорта 2 килограмма
—алюминий первого сорта 6 килограмм

алюминий первого сорта 6 килограмм
—черный металл
Рама/кожух черный металл
-латунь 1.5 кг

латунь
электромотор с кожухом 15 килограмм из них медь 2.650 кг./

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 96 кг х 630 руб. = 60 480 рублей
кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм х 630 руб =5 670 рублей ( в вес аппарата не входит)
электромотор с кожухом 15 килограмм из них медь 2.650 кг. х 630 =1 669,5 рублей
медь шины микс 2-го сорта 3 кг х 550 руб. = 1 650 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб = 540 рублей
-алюминий первого сорта 1200 гр. х 170 руб.=204 рублей
-черный металл 66 кг х 22 руб. =1 452 рубля
латунь 350 гр. х 300 = 105 рублей
Всего: мы получим с разобранного сварочного Сварочный аппарат ВД-306УЗ на части 70 055 рублей
Но а если его сдать с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 70 055 семьдесят тысяч 55 рублей
Этот вес меди в сварочном аппарате ВД-306УЗ (не новых выпусков, а старый выпуск 80 года, другие не проходят по меди и пр. металла) СССР просто подарок для искателя меди, и намного и в несколько раз больше чем в предыдущих сварках и генераторах.
Сам работающий и действующий аппарат Сварочный аппарат ВД-306УЗ в целом виде, стоит недорого и разобрать его на составные части и не сдавать целым со всякими скидками просто нужно немного потрудится. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Сварочный САК выпрямитель генератор СССР сколько в нем меди алюминия.
На Российских просторах работает огромное количество сварочных передвижных мобильных САК (Агрегат сварочный колесный (САК, САГ, сварочный аппарат передвижной/колесный и пр.) — это гибрид из сварочного аппарата и портативной электростанции-генератора, вырабатывающей электрический ток для выполнения сварки и резки.)
И каждый из них имеет свои технические характеристики, свой вес и модификации разные. Соответственно и меди с алюминием а так же и черного металла в них находится по разному.
Технические характеристики
Генератор синхронный сварочный САК тип ДГФ 82-4 Б 3х фазный 50 герц, 37.5 KVA cos 0.8 , 1500 об/минуту КПД 88,5 % статор звезда 400V 54A, самовозбуждение ротор 37V 400 Kg 1977 г. Гост 183-74 кл. изол В режим S1

Разбираем и сдаем в металлолом сварочный генератор САК типа ДГФ 82-4 Б .
Вес сварочного генератора САК типа ДГФ 82-4 Б 400 килограмм не считая его колесных пар, дизельного двигателя, аккумулятора и другого инструмента.
Генератор 400 килограмм из них:
-медь электротехническая первого сорта блеск 39 кг
-медь и шины второго сорта микс 7 кг.
-алюминий и клеммы второго сорта 1.5 кг
-алюминий первого сорта 900 гр.
-черный металл 351,3 кг
медь первого сорта блеск 39 кг х 630 руб. = 24 570 рублей
медь шины микс 2-го сорта 7 кг х 550 руб. = 3 850 рублей
-алюминий и клеммы второго сорта 1.5 кг х 90 руб =135 рублей
-алюминий первого сорта 900 гр. х 170 руб.= 153 рублей
-черный металл 351,3 кг х 22 руб. =7 728,6 рублей
латунь 300 гр. х 300 = 90 рублей
Всего: мы получим с разобранного сварочного генератора САК типа ДГФ 82-4 Б на части 36 348 Тридцать шесть тысяч триста сорок восемь рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 67000 рублей
67 000 рублей + 36 348 руб = 103 348 рублей.
Сам работающий и действующий аппарат САК типа ДГФ 82-4 Б стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
РКП 34 4181 1012 Генератор сварочный Тип ГД-303 у2 ,315 А 32 V ,ПН 60%, 2000 об/минуту вес 242 кг. пред.рег тока 15А-350А ГОСТ 304-77 класс изоляции индукционный якорь-В/* IP22А

Разбираем и сдаем в металлолом сварочный генератор САК типа ГД-303 у2 .
Вес сварочного Генератор сварочный Тип ГД-303 у2 вес 242 килограмма не считая его колесных пар, и Волговского двигателя , аккумулятора и другого инструмента.
Генератор 242 килограмм из них:
-медь электротехническая первого сорта блеск 25 кг
-медь и шины второго сорта микс 5 кг.
-черный металл 214,5
медь первого сорта блеск 25 кг х 630 руб. = 15 750 рублей
медь шины микс 2-го сорта 5 кг х 550 руб. = 2 750 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип ГД-303 у2 на части 27 500 Двадцать семь тысяч пятьсот рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
27 500 рублей + 93 000 руб = 120 500 рублей. Хотя вес меди в генераторе меньше чем в предыдущем САК, но все вместе стоит гараздо больше по деньгам.
Сам работающий и действующий аппарат Тип ГД-303 у2 стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Агрегат сварочный тип АДБ-3122у1, номинальный сварочный ток 315 А номинальное рабочее напряжение 32,6 V, номинальная частота вращения 2000 об/мин, пределы регулирования сварочного тока генератора 15-350А, класс изоляции сварочного генератора В, Пн 60%, масс 630 кг., ТУ 16-739.345-83
Вес сварочного Генератор сварочный Тип АДБ-3122у1 вес 630 килограмма не считая его колесных пар, и Двигателя от ГАЗ , аккумулятора и другого инструмента.
Генератор 630 килограмм из них:
-медь электротехническая первого сорта блеск 99 кг
-медь и шины второго сорта микс 15 кг.
-алюминий и клеммы первого сорта 6 кг
-алюминий первого сорта 3 гр.
-черный металл 486 кг.
медь первого сорта блеск 99 кг х 630 руб. = 62 370 рублей
медь шины микс 2-го сорта 15 кг х 550 руб. = 8 250 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб =1 350 рублей
-алюминий первого сорта 6 кг. х 170 руб.= 1 020 рублей
-черный металл 486 кг х 22 руб. =10 692 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип АДБ-3122у1 на части 83 772 Восемьдесят три тысячи семьсот семь десят два рубля 00 копеек
Но а если его сдать вместе с колесными парами и двигателя от ГАЗ с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
83 772 рублей + 125 000 руб = 208 772 рублей. Самый Большой выход в деньгах за САК аппарат АДБ-3122у1
Сам работающий и действующий аппарат АДБ-3122у1 стоит от нескольких сот тысяч до миллиона рублей и более и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Генератор переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, вес 1185 кг.

В этом генераторе переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, веса всего металла 1185 килограмм. Видны и пластины и спайки латунные и медные внутри, впрессованные в тело ротора. И как видим его там очень даже прилично. Если разобрать такой на части денег и от черного металла и цветных (меди и алюминия) будет много, соответственно и денег тоже.

Так сколько же меди и алюминия в сварочном САКе генератора?
САК сварочный аппарат-обычно колесный – по своей сути гибридная конструкция, которая содержит в себе сварку и передвижную электростанцию.
Работают как правило на бензиновых и дизельных двигателях/моторах для работ в отдаленных местах сельскохозяйственных угодий, на фермах и полевых станах и ремонтных мастерских.

Используемые в России классификации САКов сварочных в настоящее время и часть из них использовалась в СССР.

Технические характеристики сварочных выпрямителей.
АДД-4004ПР
АДД 2х250
DGW310-2S
Huter DY6500LXW
ENYO DAW-180SS
Берем например сварочный выпрямитель ОКП 34 4184. 1085 выпущенный в СССР со знаком качества на бирке, называемый»сварочный выпрямитель ВД-306УЗ.
Статор и ротор такого генератора насыщен хорошей электротехнической медью блеск, самой высокой по своей стоимости цветных металлов. Медь и в валу и в щетках и в статоре генератора. Все соединительные части и шины из меди и медных пластин и проволоки.

Четырехколесный прицеп на дизельном ходу, масса 1750 кг. общего веса. Вес самого выпрямителя сварочного 174 кг. Извлекаем весь металл имеющийся в нем:


Одна из бирок с техническими характеристиками сварочного генератора тока САК.

—медные шины и проволока 32.5 кг.
—алюминиевые составляющие до 8 кг.
—кабель сварочный медный 12 кг.
—диоды 12 шт
-кожух статора и вал 120 кг.
-весь черный металл примерно 128 кг.
Кузовной цех во дворе: тест советского сварочного аппарата с питанием от бортсети
Читайте также: