Защита оборудования при сварочных работах
Обновлено: 17.05.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
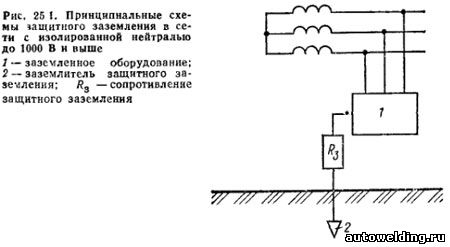
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
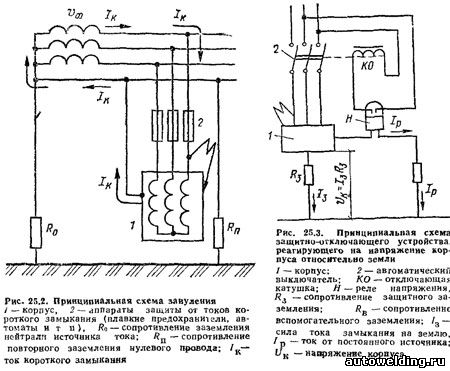
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
Выбираем средства защиты для работы со сварочным оборудованием
Работа со сварочным оборудованием на любительском и профессиональном уровне требует строгого соблюдения техники безопасности. Несоблюдение предписанных норм чревато поражениями электрическим током, ожогов глаз из-за излучения электрической дуги, повреждений органов дыхания, механических повреждений из-за попадания инородных предметов и др. Для безопасной работы со сварочным оборудованием обязательно использование средств индивидуальной защиты.
БАЗОВЫЕ СРЕДСТВА ЗАЩИТЫ
К основным составляющим экипировки сварщика относятся средства защиты глаз, лица, тела и органов дыхания. Это:
- маски — наиболее функциональные и современные модели оснащаются жидкокристаллическими стеклами типа «хамелеон», затемняющимися моментально при зажигании дуги, автономной подачей воздуха и встроенными фильтрами, очки старого поколения со специфическими светофильтрами подбирались под конкретный тип работ по соответствующему ГОСТу;
- рукавицы — шьются из брезента или кожи Е-типа с защитой класса «Тр»;
- костюм — комплекты из брезента, утепленные или спилоковые сварочные костюмы с маркировкой «Тр»;
- обувь — кожаные ботинки «Тр».
При выборе экипировки необходимо учитывать сезонность и локализацию проведения работ — на высоте, в закрытом помещении, в среде с повышенной влажностью и т.п. От этого зависит необходимость использования дополнительных средств защиты для эксплуатации сварочного оборудования.
ДОПОЛНИТЕЛЬНЫЕ СРЕДСТВА
Кроме маски, костюма, обуви и перчаток, сварщику для комфортного и безопасного выполнения работ может потребоваться специфический инвентарь:
- пояс — строительный или монтерский, для фиксации страховки при эксплуатации сварочного оборудования на большой высоте;
- респиратор — для предотвращения вдыхания ядовитых и вредных газов;
- каска-маска — универсальный аксессуар, исключающий попадание искр и брызг на голову, плечи и шею;
- шлем-косынка — обязателен при сварке в рамках строительно-монтажных работ; наколенники — для комфортной работы и защиты коленных суставов;
- коврики — диэлектрические коврики необходимы при работе в условиях высокой влажности.
КОМПЛЕКТАЦИЯ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
«Содержание» экипировки оператора сварочного оборудования напрямую зависит от погоды, конфигурации места и других специфических условий, при которых ведется сварка. Кроме индивидуальных средств защиты, для безопасности сварщика может потребоваться и внешний инвентарь.
Так, например, в закрытых помещениях необходимо обустройство вентиляции по ГОСТ 12.3.003-86, на многолюдных площадках требуется установка металлических экранов и брезентовых огнестойких штор.
Пожарная безопасность при сварочных работах
С позиции безопасности сварочные работы относятся к лидирующим, независимо от того, выполняются ли они при промышленном производстве или в бытовых условиях. Возгорание может возникнуть при любом способе сварки. Противопожарные мероприятия при сварочных работах являются необходимостью. Соблюдать их надо не только во время самого процесса, но и при подготовительных работах.

Какие могут быть опасности и их причины
Особую опасность представляет собой ручная дуговая сварка. Искры могут разлетаться на большое расстояние - до 5 метров и вызывать там возгорание. Поэтому противопожарная безопасность при сварочных работах включает в себя рекомендацию проводить осмотр перед началом процесса и убирать все горючие материалы типа промасленной ветоши и сухого мусора на этом расстоянии.
При сварке в углекислой среде возможно сильное разбрызгивание жидкого металла. Во время газовой сварки источником повышенной опасности является горелка. При электросварке на значительное расстояние могут отлетать раскаленные кусочки металла. При попадании их на легковоспламеняющиеся вещества может возникнуть "тихий" пожар, который будет постепенно набирать силу.
Причиной возгорания может стать неисправность электрической проводки. При нарушении требований обращения с газовыми баллонами существует опасность возникновения их взрыва, который повлечет за собой возникновение пожара. Спровоцировать взрыв могут и искры, разлетающиеся от работающего электрода.
Одна из возможных причин - человеческий фактор. Правила пожарной безопасности при сварочных работах категорически запрещают курение на рабочем месте. Нарушением может быть неправильная доставка баллонов. Они должны транспортироваться к месту проведения работ на специальной тележке. Запрещена их переноска на руках или плечах. Располагать их следует на расстоянии от отопительных батарей не менее 1 метра. Если сварка производится на открытом воздухе, то баллоны следует помещать в тени. Необходимо исключить попадание на емкости с газом солнечных лучей.
Нормативные документы
Сварщик, для того чтобы ему была присвоена соответствующая квалификация, должен на экзамене после окончания курсов доказать свои знания о правилах пожарной безопасности при проведении огневых и сварочных работ. Он овладевает ими на теоретических занятиях. Эти правила изложены в документе РД 153-34.0-03.301-00 в главе 22.
В них также перечисляются, какими могут быть места проведения сварочных и других огневых работ.
Необходимые мероприятия
Для недопущения возникновения пожара требуется осуществление следующих мероприятий:
| Мероприятия | В чем заключаются |
| Организационные | Проведение инструктажа о правилах безопасности на конкретном объекте для сварщиков, получивших туда наряд |
| Технические | Подготовка сварочного оборудования, проверка его работоспособности и наличия заземления |
| Эксплуатационные | Правильный выбор рабочих режимов |
| Режимные | Проработка правил, обеспечивающих безопасность на конкретном объекте и ознакомление с ними персонала |
Подготовка
Пожарная безопасность при проведении сварочных работ включает в себя подготовительные мероприятия для оборудования рабочего места. В первую очередь необходимо определить необходимый радиус действия опасной площади и произвести его очистку.

В первую очередь это относится к легковоспламеняющимся материалам и баллонам с газом. Если сварка будет проводиться в закрытом помещении, то необходимо убедиться в работоспособности вытяжного оборудования. Полы в мастерской должны быть несколькими и иметь несгораемое покрытие. Стены должны быть обиты материалом, имеющим высокую стойкость к возгоранию. На рабочем месте должны находиться исправные огнетушители.
Место, где предполагается проведение работ по сварке, должно быть огорожено. Высота перегородки при проведении сварочных работ обязана быть достаточной, чтобы искры и брызги не могли перелететь через нее.
Если работы будут проводиться на открытом воздухе, то необходимо огородить это место и разместить предупредительные знаки. Следует предварительно узнать прогноз погоды. При сильном ветре сварочные работы придется отложить.
Обязательным мероприятием служит проверка исправности оборудования.
Виды огнетушителей
Правила пожарной безопасности при проведении сварочных работ включают обязательное требование о том, что в наличие должны находиться огнетушители для оперативной ликвидации последствий возгорания. Для этого выбирают порошковые или углекислотные варианты. Если загорелась электропроводка, следует использовать именно огнетушители, а не заливать место возгорания водой или жидкой пеной, что может вызвать замыкание и поражение током.

Порошковые огнетушители являются универсальными. Для использования их при пожаре при сварочных работах следует выбирать имеющих маркировку "D".
Углекислотные огнетушители понижают температуру при поступлении в воздух газа. Внутри них находятся баллоны с углекислым газом, находящимся в жидком состоянии под давлением.
Кроме огнетушителей на месте проведения сварки должен находиться ящик с песком, лопата и бугор. Хорошим дополнением будет наличие пожарной сирены.
Соблюдение правил
Пожарная безопасность при сварке может быть соблюдена при выполнении всех необходимых правил. К выполнению огнеопасных работ запрещено приступать, если не выполнены необходимые подготовительные работы.
Если сварку производит ученик, то к нему должен быть прикреплен квалифицированный рабочий, наблюдающий за правильностью его действий. Выполняющий огнеопасные работы персонал должен иметь наряд на право их выполнения в конкретном месте.
Должны быть освобождены проходы для быстрой эвакуации людей при быстром возгорании. Пожарная безопасность при сварочных работах предусматривает требования к индивидуальной защите сварщика. К ним относятся рекомендации к материалу, из которого сшит его костюм, который должен обладать повышенными огнеупорными свойствами.
Интересное видео
Пожарная безопасность при проведении сварочных работ: требования и меры
Сварочные работы могут быть как по газовой сварке и резке металла, так и электросварочные. Разберемся подробнее в требованиях пожарной безопасности по каждым видам.
При производстве строительных, монтажных работ по сборке конструкций, капитальному ремонту технологических установок, оборудования; при прокладке стальных трубопроводов систем жизнеобеспечения общественных, жилых зданий, подачи жидкого сырья, полуфабрикатов на производственных объектах, практически всегда необходима газовая резка, сварка металлических элементов, корпусов, частей.
При проведении строительных работ, связанных с монтажом несущих металлических конструкций, при сборке, ремонте промышленного оборудования, различных видов транспорта, производственных машин, механизмов; прокладке трубопроводных сетей, кроме использования болтовых соединений, механической клепки, широко применяется электрическая сварка.

Сварочные работы и пожарная безопасность
Пожарная безопасность при производстве газосварочных работ – в процессе используются горючие газы – от ацетилена, пропана, бутана до водорода, детали, части конструкций сильно нагреваются; при этом падают, разлетаются капли, частицы раскаленного металла, способные легко воспламенить горючие материалы в радиусе десятков метров, особенно если монтажные, строительные работы ведутся на высоте.
Пожарная безопасность электросварочных работ – учитывая, что основой процесса сварки является электрическая дуга, сопровождаемая токами большой силы, разогревом металлических деталей, частей конструкций до 1000℃, разлетом искр, капель расплава металла, раскаленных огарков электродов; выделением значительного количества тепловой, световой энергии, достаточного для воспламенения горючих материалов.
Электросварочные работы
Виды работ и места проведения
Технологические процессы электрической сварки, резки, наплавления стационарными, передвижными установками, переносными аппаратами подразделяют на следующие виды:
- Дуговая.
- Атомно-водородная.
- Электронно-лучевая.
- Лазерная.
- Плазменная.
- Электрошлаковая.
Работы проводят как в закрытых помещениях – на стационарных сварочных постах, в помещениях сборочных, ремонтных, производственных цехов, в том числе на лесах, установленных вокруг технологического оборудования, так и на открытом воздухе – в ходе монтажа строительных металлических конструкций; при создании, ремонте промышленного оборудования, транспортных средств, трубопроводных сетей, эстакад.
Нормативные документы
Требования пожарной безопасности к проведению работ по электрической сварке конструкций, резке металлолома изложены в следующих нормативных документах:
- В «ППР в РФ», где в разделе XVI о пожароопасных работах приведен основной свод правил организации, проведения, контроля за местами выполнения электросварки, в том числе по окончании рабочих смен.
- В действующем руководящем документе 34.03.307, разработанном в 1987 году, о правилах ПБ при строительстве, монтажных работах на предприятиях Минэнерго, в разделе 8 также четко сформулированы меры ПБ при ведении электросварочных работ.
- В «Правилах по охране труда при производстве газоэлектросварочных работ», утвержденным в 2014 году приказом № 1101н Минтруда и соцзащиты.
- В актуальном государственном стандарте 12.3.003, вышедшим в 1986 году, о требованиях безопасности при ведении электросварочных работ.
Хотя общие требования в этих документах в основном дублируются, но существуют и специфические указания, в том числе связанные с местами ведения электросварочных работ – на высоте, внутри транспортируемых емкостей, технологических резервуаров, оборудования.
Требования
Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах:
- Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ».
- При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков.
- До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей.
- А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар.
- Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров.
- Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой.
- Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм.
- Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы.
- Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ».
В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ:
- Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе.
- По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения.
- Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ.
- Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена.
- Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току.
- Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки.
- Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ.
- Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов.
- Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением.
- Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков.
- Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты.
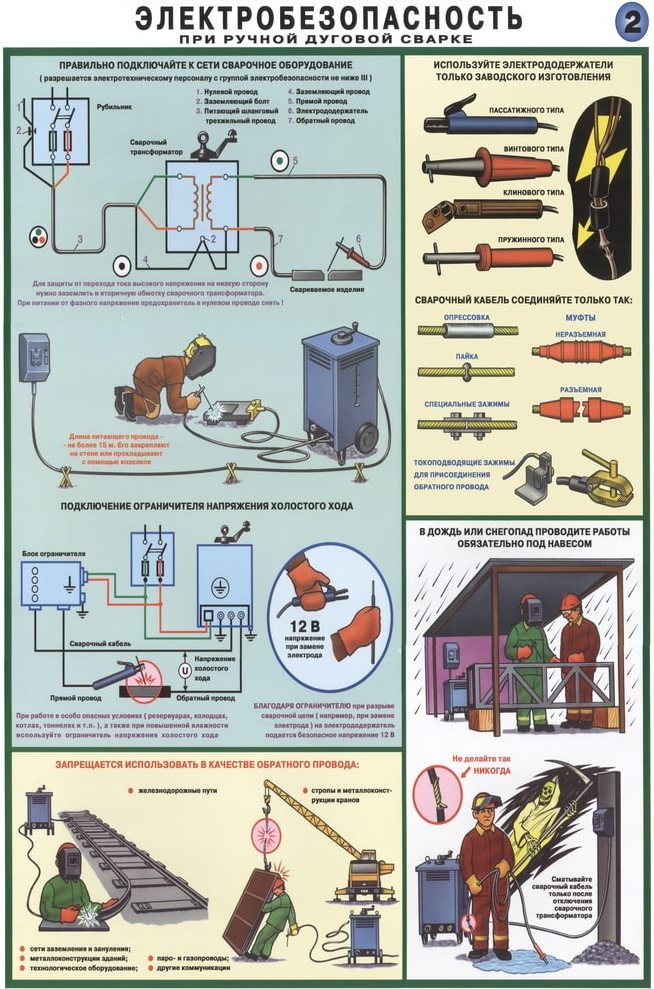
- Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой.
- При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м.
- Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры.
В целом пожарная безопасность при выполнении электросварочных работ обеспечивается исправностью аппаратуры, тщательной подготовкой места производства, квалификацией, опытом сварщиков; постоянным надзором бригадира/прораба, регулярным контролем администрации объекта, в том числе в течение не меньше 2 часов после окончания.
Инструкция по проведению работ
Работы по газовой сварке и резке металла
Виды и места проведения
Работы по газовой резке, соединении способом плавления металлических деталей оборудования, товарных изделий ведутся на постоянных местах в сварочных мастерских, постах, специально отведенных участках производственных, ремонтно-механических, сборочных цехов, оборудованных для этих целей; в ходе текущего ремонта при плановых остановах технологических установок. А также большой объем газосварочных работ выполняется на строительстве различных объектов, при проведении реконструкции несущих металлических каркасов зданий.
Газовая резка используется как для заготовки отрезков труб, элементов конструкций, так и в процессе приведения крупногабаритного металлического лома в состояние, пригодное для перевозки на транспортных средствах.
Во всех случаях обеспечение ПБ при газосварочных работах является одним из главных условий возможности проведения таких мероприятий в связи с высокой пожарной опасностью процесса; огромным ежегодным количеством пожаров, фиксируемых МЧС РФ, по причине нарушения требований безопасности газосварщиками, слабого контроля со стороны администрации объектов защиты.
Документация
Комплекс требований к организации, проведению газосварочных работ изложен в нескольких официальных документах как федерального, так и ведомственного уровня:
- В разделе XVI «ППР в РФ», что устанавливает требования к производству пожароопасных работ, независимо от места проведения.
- В правилах безопасности производства огневых работ, утвержденных Федеральной службой технадзора.
- В «Правилах по охране труда при проведении газоэлектросварочных работ, утвержденных приказом № 1101н Министерства труда и соцзащиты в 2014 году.
- В правилах ПБ при производстве строительных работ на объектах энергетической отрасли.
- ГОСТ Р 14175-2010 – о газах, газовых смесях, используемых для сварки металлов.
Эти документы используются при обучении газосварщиков, специалистов инженерных служб, ответственных за ПБ объектов, что контролируют проведение таких работ, в рамках противопожарных инструктажей, обучения по программам ПТМ.
Нормативные требования
Особое внимание в правилах пожарной безопасности при производстве этих пожароопасных работ уделяется контролю за профессиональным обучением, квалификацией газосварщиков, подготовкой мест проведения:
- Так, к проведению работ по резке, сварке металлических конструкций, деталей оборудования допускаются только специалисты, имеющие квалификационные удостоверения, что обязательно прошли предварительный медосмотр, инструктажи по пожарной безопасности, технике безопасности; были обучены методам, приемам ведения газосварки со стажировкой на месте, с проверкой объема знаний в виде сдачи зачетов/экзаменов, проводимой не реже раза в году.
- Для проведения газосварочных, резательных работ на временных местах, исключая строительные площадки, частные домовладения, руководителем или ответственным за ПБ организации по месту выполнения должен быть надлежащим порядком заполнен, подписан наряд-допуск на ведение огневых работ по установленной форме приложения № 4 «ППР в РФ».
- Территория места производства газосварочных работ в радиусе, зависящем от высоты проведения, указанном в приложении № 3 «ППР в РФ», тщательно очищается от всех горючих материалов – сырья, мусора, готовой продукции; а сгораемые строительные конструкции, поверхности полов, отделки, облицовки, изоляция, элементы производственного оборудования, выполненные из горючих веществ, защищаются от контакта с огнем, искрами металлическими экранами, противопожарными полотнами, при необходимости поливаются водой.
- Недопустимо проводить газопламенные работы с приставных стремянок, лестниц, а также совместно использовать газобаллонное и электросварочное оборудование внутри корпусов технологического оборудования, емкостей для хранения, перевозки.
- Запрещено хранить горючие жидкости, в том числе ЛВЖ, другие огнеопасные материалы ближе 5 м от мест производства работ.
- Если необходимо выполнять газосварочные работы на высоте больше 5 м, то следует устанавливать для этих целей леса, площадки, изготовленные из негорючих материалов.
- При одновременной работе на лесах по одной вертикали нескольких рабочих необходимо обеспечить защиту людей, газобаллонного оборудования от попадания расплавленных капель металлов. При этом места проведения газосварочных работ на всех ярусах, при отсутствии несгораемых защитных настилов, очищают от горючих материалов в радиусе не меньше 5 м, а от взрывоопасных веществ, оборудования – не меньше 10 м.
- Чтобы раскаленные капли, части металлических конструкций не могли попасть в ходе газосварочных работ на нижележащие этажи, в смежные помещения следует закрывать все технологические проемы, люки, отверстия в основных строительных конструкциях негорючими материалами.

Перед началом проведения газосварочных работ работники должны проверить:
- Исправность газобаллонного оборудования, включая контрольно-измерительную аппаратуру.
- Герметичность всех соединений по линии от баллонов до газового резака/горелки.
- Наличие, исправность первичных средств тушения пожаров.
Газосварку, резку металлов допустимо выполнять на горизонтальном расстоянии не меньше:
- 5 м – от баллонов со сгораемыми газами, О2.
- 10 м – от групп баллонов, числом больше 2, что предназначены для выполнения газопламенных работ.
- 3 м при ручных работах – от трубопроводов с горючими газами, а также от металлических шкафов, в которых установлены баллоны с воспламеняемыми газовыми смесями.
В ходе работ необходимо:
- Зачищать от антикоррозионных грунтовок, сгораемых красок, покрытий, эмалей поверхности свариваемых заготовок строительных конструкций, деталей оборудования на ширину не меньше 0,1 м от места сварки.
- Перед перерывом в работе, в конце рабочего дня/смены следует приводить в пожаробезопасное состояние газобаллонное оборудование – закрывать вентили, отсоединять шланги, освобождая от горючих газов.
По окончании работ все газобаллонное оборудование следует перемещать в отведенные для этих целей специальные помещения/места.
Безопасность при проведении сварочных работ
При производстве любых видов газопламенных работ запрещено:
- Допускать к самостоятельным работам учеников газосварщиков, работников предприятий без квалификационных удостоверений.
- Приступать к ним без регламентной проверки исправности, а также при выявлении неисправностей, нарушений правил эксплуатации – повреждениях корпусов, вентилей, переходников; с истекшими сроками освидетельствования, при выявлении негерметичности в любом месте соединения.
- Проводить работы на недавно окрашенных сгораемыми грунтовками, красками, лаками строительных конструкциях, деталях производственного оборудования, изделиях.
- Использовать спецодежду, защитные рукавицы, загрязненные растительными жирами, маслами, нефтепродуктами, другими горючими жидкостями.
- Допускать контакт баллонов с горючими газами, О2 с электрическими кабелями, проводами.
- Выполнять работы на корпусах технологического оборудования, емкостях хранения, трубопроводных обвязках, коммуникациях, что заполнены горючими, токсичными материалами, или находятся под напряжением электротока; а также на элементах строительных объектов, что выполнены из легких металлоконструкций со сгораемыми, трудно сгораемыми утеплителями.
Требования ПБ, тесно связанные с техникой безопасности работ, занимают большой объем учебных программ газосварщиков, а ежегодная проверка знаний позволяет освежить знание противопожарных правил.
Однако руководству строительно-монтажных предприятий, администрации ответственным за ПБ объектов, где должны производиться такие пожароопасные работы, не следует полагаться исключительно на сознательность рабочих; а сами тщательно проверять подготовку мест проведения, состояние оборудования, соблюдение газосварщиками требований ПБ.
Подготовка к сварочным работам: оборудование, детали, снаряжение

Подготовка к сварочным работам – важный этап, от которого зависит качество итогового соединения. Данный процесс не ограничивается только выбором заготовки или разметкой деталей, а включает в себя и выбор защитного снаряжения, и подготовку оборудования.
Также не меньшее значение имеет и охрана труда при проведении сварочных работ. В нашей статье мы расскажем, что нужно сделать перед началом сварки, чтобы процесс был безопасным, а шов – качественными.
Выбор аппарата и подготовка электродов к сварочным работам
Качество сварочного соединения напрямую зависит от того, какие электроды использованы при сварке. Как правило, в инструкциях указаны электроды, которые нужно применять в процессе конкретных сварочных работ. Иногда этот пункт отсутствует, и сварщик должен сам определить, какие материалы ему понадобятся. Выбор делают исходя из параметров электродов: механических свойств, толщины, марки стали, покрытия, назначения.

Выбирая электрод, в первую очередь нужно убедиться в прочности и высоком качестве проволоки. Другой важный компонент — покрытие, благодаря которому проволока раскаляется.
Электроды подбирают в соответствии с маркой и типом свариваемого металла. Кроме того, иногда нужно соединить два разных металла, поэтому имеется большое разнообразие электродов.
Если точных данных нет, то электроды выбирают в соответствии с принципами, указанными в общепринятых рекомендациях:
- углеродистые электроды применяют, работая со средне- и низкоуглеродистой сталью;
- при сварке изделий из легированной стали используют только электроды, выпускаемые по ГОСТ 9466-75 и 10052-75;
- для сварки чугунных деталей служит марка ОЗЧ-2.
На рынке представлены сотни марок электродов, разобраться в таком многообразии непросто. Можно воспользоваться рекомендациями специалистов. Например, при сварочных работах широко применяется универсальная марка УОНИ российского производства. Если работать приходится с конструкциями из низкокачественного, низкосортного металла с относительно малой плотностью, то используют электроды марок АНО и МР-3.
Выбирая сварочный инвертор для домашнего применения, нужно соблюдать несколько правил:
- Сварочный аппарат должен иметь максимальное значение тока не выше 160—200 А. Желательно приобрести мощное устройство, благодаря которому будет возможность сваривать металлические детали большой толщины.
- Иногда холостой ход напряжения бывает выше 90 В, но, например, для дачного хозяйства лучше выбрать оборудование с параметрами 50–60 В.
- Важное свойство сварочного аппарата — продолжительность включения (ПВ), показывающая, как долго устройство сможет работать без перерыва. Не рекомендуется выбирать аппараты с максимальным или минимальным значением ПВ. Оптимальный вариант — сварной агрегат с показателем ПВ 40—80 %.
Стабильность работы оборудования зависит от особенностей местной электросети. Как правило, в сельской местности случаются перебои с подачей электричества, а проводка оставляет желать лучшего. Поэтому для деревенской мастерской подбирают такой сварочный аппарат, который может работать в большом диапазоне питающего напряжения, а риск его отключения или неисправности из-за скачков в электросети будет низким.
В целях профилактики отключения электричества лучше купить устройство, которое будет работать от централизованной сети либо от альтернативного (топливного) автономного источника энергии.
Подготовка металла к сварочным работам
Правка и очистка
Если при перевозке проката на нем появились вмятины и другие виды деформации, то их ликвидируют вручную молотком или кувалдой. Если это не помогает, используют ручной пресс: между его пластинами помещают заготовку, а затем с усилием сжимают, стремясь соединить пластины. Деформированной поверхности изделия необходимо вернуть первоначальный вид, иначе возникнут внутренние напряжения, отрицательно сказывающиеся на качестве сварного шва.

Малые искривления тонких изделий корректируют на мягкой подложке. Для устранения серьезных изъянов используют:
- разнообразные прессы, создающие высокое давление;
- листоправильные станки.
Следующий этап подготовки к сварочным работам — очистка деталей. С их поверхности удаляют грязь, пыль, которые могли скопиться при хранении на складе или перевозке. Для устранения стойких загрязнений применяют воду. С металлических деталей б/у удаляют старую краску, для чего служат наждачная бумага, шлифовальный инструмент или пескоструйная обработка.
Разметка
Перед сваркой детали размечают — вручную или посредством специальных приспособлений. Используются такие инструменты, как металлическая линейка, штангенциркуль, кернер. Металлическую поверхность нужно загрунтовать, чтобы были видны риски. Если производство поточное, то применяют шаблоны: их накладывают на детали и обводят контур.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Важно различать такие термины, как «наметка» и «разметка». Первая представляет собой формирование предварительного контура, вторая — кернение по всему контуру и маркировку. Наметку используют при работе с шаблонами, сначала обводя контур чертилкой, а затем проходя по нему кернером. Если разметка ручная, то сразу осуществляют кернение.
Ручная разметка деталей — сложный и трудоемкий процесс. Рекомендуется подготавливать и собирать заготовки с применением оптической или мерной резки. Разметно-маркировочные автоматы размечают металл на основе оптической технологии по заложенной в них программе. Инструмент в них работает быстро, размеченные листы металла выходят из автомата со скоростью до 10 м/мин.
Резка
Если сварку проводят по чертежам, то детали нужно в соответствии с ними разрезать. Для этого используют специальное оборудование:
- ручное (ножницы по металлу, резак), применяется для создания простых форм из листового или ленточного проката;
- электрический инструмент (пила, болгарка, а также шуруповерт или дрель с насадкой-фрезой);
- термическое (дуговая сварка, резак — газовый или кислородный, плазмотрон), благодаря которому можно делать резы любой формы.

Принцип термической резки — расплавление металла по намеченному контуру. При поточном производстве применяют автоматическую и полуавтоматическую резку.
Разрезая металл, нельзя забывать о припусках на обработку кромок и зачистку швов. Делать это с помощью ножниц долго и неудобно, поэтому сварщики чаще используют резку термическую.
Зачистка
Перед сваркой металла проводят зачистку, которая предполагает снятие:
- ржавчины, чтобы предотвратить ее попадание в диффузный слой;
- заусенцев, металлических частичек, наличие которых может привести к браку;
- остатков смазки, масел, органических веществ, снижающих качество сварки;
- загрязнений, отрицательно влияющих на структуру шва;
- оксидного слоя, препятствующего образованию ванны расплава.
Зачищать металл нужно очень тщательно, поскольку даже малейшие включения в ванне расплава станут причиной брака. Можно применять абразивные инструменты, напильники, наждачную бумагу, металлические щетки. Чтобы обезжирить поверхность металлических изделий и снять с них оксидный слой, используют химически активные средства: кислоты, спирт, растворители.
Работая с алюминием, цветными металлами и высоколегированными сплавами, их очищают новой щеткой, на которой нет микрочастиц углеродистой стали. Перед сваркой со штампованных деталей снимают слой окалины, а с отливок — литейную корку.
Подготовка кромок
Если заранее не подготовить толстостенные заготовки к сварке, то качественного соединения не получится: расплавленный металл растечется по поверхности, а в стык не попадет. Соединение будет хрупким и сломается даже при малой нагрузке. Важнейшая подготовительная процедура — скругление острых кромок. В зависимости от толщины изделия металл сглаживают на высоту 2-3 мм.

Рекомендуется применять холодные способы резки (вручную или механическими средствами), так кромки выходят более аккуратными, чем при горячем способе. Тип и угол разделки зависят от материала и вида сварочного оборудования. Размеры кромок приведены в государственных стандартах.
Подготовку кромок к сварочным работам проводят для обеспечения доступа к корню шва. В случае тонкостенных деталей, имеющих толщину до 3 мм, достаточно лишь выровнять торцы. Проваривают 4 мм заготовки с зазором до 2 мм; если толщина детали больше, формируют швы с обеих сторон. Если деталь толстостенная, то на ее кромках снимают фаску.
При односторонней сварке формируют V- или U-образные стыки, а при сварке с обеих сторон — X- или K-образные. Угол сопряжения составляет 45—60°. Если нужно сварить изделия разной толщины, то обрабатывают только толстостенную заготовку. Необходимо выбрать правильный угол среза, поскольку от него зависят:
- расход электродов или сварной проволоки;
- глубина проварки металла;
- размеры шовного валика.
Кромки подрезают вручную, с помощью механических средств или горелок.
Подготовка защитного снаряжения для сварочных работ
Важно при подготовке к работе со сварочным аппаратом обеспечить надежные средства защиты сварщика.
Неотъемлемой частью защитного комплекта является специальная маска. Она предохраняет глаза и лицо от вредного воздействия сварочной дуги. Предлагается большое разнообразие масок: разной формы, с креплением для головы, с автозатемнением и без него и др. Основные требования к маске — легкость и комфортность в ношении. Чтобы руки были свободными, удобно закреплять маску на голове. Крепление регулируют в соответствии с размером и формой головы.

Популярны сварочные маски со встроенным светофильтром, который автоматически затемняется. Перед тем как зажжется дуга, сварщик видит через окошко маски точку начала сварного соединения. При загорании дуги происходит автозатемнение, защищающее глаза. Как только дуга погаснет, фильтр отключается, и сварщик снова может видеть рабочую поверхность, способен визуально оценить шов, состояние горелки и электрода.
Можно продолжать сварку, не снимая при этом маску. В ней же удобно зачищать свариваемые поверхности от заусенцев: автозатемнение включаться не будет, а стекло защитит от попадания частиц металла в глаза.
На рынке представлены различные модели масок: с регулированием степени затемнения, его скорости, времени отключения фильтра. Автоматические светофильтры питаются от встроенных аккумуляторов или от обычных батареек. Второй вариант стоит дороже, но зато со временем нужно будет лишь купить новые батарейки. Несъемные элементы питания однажды выработают свой ресурс, и придется менять весь светофильтр, цена которого может составлять половину стоимости всей маски или даже больше.
Важная деталь защиты — специальный костюм сварщика. Руки от воздействия электрического тока и попадания брызг раскаленного металла защищают с помощью плотных кожаных краг. Одежда сварщика также должна быть сшита из плотного материала, чтобы защитить тело от ожогов и других повреждений. Обувь нужна прочная, на толстой подошве, защищающая от влаги и действия тока.
Охрана труда при подготовке и проведении сварочных работ
Если правильно начать и вести процесс сварки, то можно избежать многих неприятностей.
Перед началом работ всегда оценивают, в каком состоянии находится оборудование, при этом:
- проверяют основные блоки сварного агрегата, наличие материалов и дополнительных приспособлений;
- заземляют оборудование, чтобы предотвратить поражение электрическим током;
- при работе на высоте проверяют, надежно ли закреплены леса и иные строительные конструкции;
- замеряют протяженность провода (применять провода длиной более 10 м запрещено).
- если капли воды попали на питающие кабели, то их просушивают, так как влага может разрушить изоляцию.
Необходимо также выполнять требования по охране труда.
Работники по окончании сварки обязаны сделать следующее:
- Отключить оборудование от электросети.
- Прежде чем проверять качество сварных швов, ждут полного остывания деталей. Прикасаться к горячему металлу запрещается.
- Очищают агрегат от грязи, проверяют состояние основных блоков. Инструменты и вспомогательные приспособления помещают в предназначенные для них контейнеры.
При возникновении аварийных ситуаций к охране труда предъявляются особые требования.
Необходимо соблюдать следующие правила:
- останавливают сварку, если трубопровод находится под давлением;
- при попадании в помещение взрывоопасных паров сварочные работы проводить запрещено;
- продумывают план действий, благодаря которому травмирование рабочих при авариях будет исключено.
Применяя на практике рекомендации специалистов, каждый может научиться сваривать металлические изделия. Главное соблюдать технологию и проводить правильную подготовку площадки, оборудования и спецзащиты к сварочным работам. Важно всегда соблюдать правила техники безопасности, а опыт придет со временем.
Читайте также: