Защита сварочного инвертора от осциллятора
Обновлено: 27.09.2024
валера1963 , схем разных уйма. Даже где то в архиве есть подробная схема с печаткой RE-165D. Хотелось бы все же без осциллятора обойтись. Где то читал, что большая вероятность инвертор спалить. Раз уж можно безконт. поджиг сделать без осцил. Хотелось бы узнать по подробнее.
ressirv ,Перый раз слышу о безконтактном поджиге без осциллятора. Во всех TIG аппаратах осц. присутствует.
Не вижу ничего такого.
welderman , Давайте ссылку. Обсудим.
Не забываем, что есть аппараты МИГ/МАГ, ММА с функцией ТИГ и там нет осцилляторов, а только контактный поджиг.
Миротворец , безконтактный поджиг без осциллятора. Но ведь на самом деле есть аппараты с функцией TIG!
Хотя возможно осциллятора и нет, но есть какой нибудь возбудитель дуги который без разрядника, что то вроде УВК-7
ressirv ,Независимо есть разрядник или нет, осциллятор вырабатывает ВВ импульсы от 4 до 7Кв. А иначе как дугу зажечь и УВК-7 не исключение. То, что Вы хотите еще не изобрели.
валера1963 , я хочу зажигать дугу бесконтактным способом! Хотел купить УВК-7 но цена за предельная! Много инфы по RE165D вот думаю собрать.
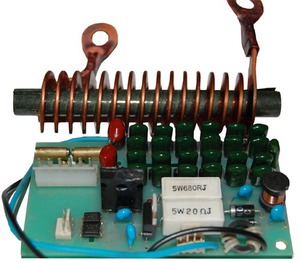
ressirv ,К RE-165D нужен ВВ фильтр и защитный конденсатор, без этих (прибамбасов) дугу не зажжете. На фото ВВ фильтр. А вообще этот осц. для транса с синхронизацией (для алюминия вообщем).
Прикрепленные изображения
ressirv ,А какая разница в осцилляторе для инвертора и транса? Все эти (жуткие) устройства предназначены для поджига (стабилизации) дуги. Вот Вам схема (проще и надежней) не знаю. ПРС-251 (он же ТИР-251).
Для инвертора можно осциллятор попроще, несинхронизированный. Для трансформатора для сварки люминя нужен синхронизированный - основная разница. Без разрядника осциллятор сложен, дорог, геморроен. Маломощный осциллятор плохо поджигает, особенно при длинных сварочных проводах.
Всем привет!Вот схемка осциллятора для инвертора,я его собирал для своего самодельного сварочного аппарата,нормально работает,может кому пригодится,дроссель на выходе обязателен,колечко К 45 с таким же количеством витков,нужны дополнительно кондёры,варистор,для защиты сварника.
Вдогонку,в инверторах используется просто Осциллятор,он поджог дугу и выключился,в трансформаторных Осциллятор - стабилизатор,он поджог дугу и её стабилизирует т.е.постоянно работает,им нужна правильное подключение к силовой части(синхронизация).
Прикрепленные файлы
Такое дело ребята, приобрёл я для себя в гараже поварить сварочный инвертор Сварог PRO MIG 200 Synergy, аппарат имеет дополнительные функции MMA и TIG сварки, но основная его работа это MIG, да и варю в основном кузова автомобилей, недавно приобрёл аргоновую горелку, баллон с аргоном и подключил к аппарату для проверки, настроек конечно для аргоновой сварки маловато, но работать можно, даже запаял медную трубку на газовом КГИ. Аппарат не имеет осциллятора и приходилось постоянно чиркать вольфрамовым электродом о поверхность детали, вот и назрел вопрос: Возможно ли приспособить осциллятор к этому аппарату самому? Собрать самодельный или лучше купить готовый, если готовый то какой фирмы и как его правильно подсоединить? Если кто сталкивался с подобной задачей расскажите пожалуйста как решали. Может вообще и заморачиваться не стоит с этим.
Доброго времени суток! Может кто подскажет? Нашёл в Китае вроде платка осциллятора готовая для какого то аппарата! Возможно ли её подключить к инвертору? Я так понимаю туда дроссель на один из выводов инвертора ( первичку) шинкой намотать и тонким проводом вторичку к осциллятору.
Осциллятор для инвертора


Качество работ при использовании инверторной аппаратуры во многом определяется сварочной дугой, ее стабильностью и надежностью. Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса.
Электрическая схема осциллятора
Схемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.

Как правило, эти устройства подключаются двумя способами:
- Последовательно. Такое подключение позволяет сваривать заготовки из алюминия.
- Параллельно. Применяется во время работ с нержавеющей сталью и для краткосрочной сварки.
Типовая схема состоит из следующих электротехнических компонентов:
- Стандартная конструкция искрового одноконтурного разрядника. Эта деталь по сути является генератором и обеспечивает формирование затухающих колебаний. Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.
- Дроссели в количестве двух, также изготовленные на основе катушек индуктивности.
- Мощный повышающий трансформатор. Преобразует стандартное сетевое напряжение до 6000 В, а частоту – до 250 кГц.
- Трансформатор, установленный на выходе. Осуществляет передачу сформированного напряжения в цепь сварочного инвертора.
- Детали управляющей цепи. Сюда входит стабилизатор, регулировочные элементы пуска, контур обратной связи с датчиком тока.
- Элементы системы безопасности. Выполнены в виде предохранительных цепей, защищающих схему от перегрузок, а самого рабочего – от поражения электротоком.

Устройство сварочного осциллятора
Рассматривая принципиальную схему, нужно выбрать способ подключения, сварочный осциллятор (фабричный или собранный своими руками) присоединяется к сварочнику одним из двух возможных способов:
- последовательное подключение эффективно при работе с алюминием и алюминиевыми сплавами, обеспечивается бесперебойное продолжительное горение электродуги;
- при параллельном присоединении варят нержавеющий прокат, такое соединение краткосрочного характера.

Схема устройства осциллятора
Любой осциллятор, применяемый для процесса сварки, собирается из подобного набора электродеталей:
- Стандартный искровой разрядник – одноконтурный, состоит из индукционной катушки (зажигания) с последовательно подключенным конденсатором, аккумулирующим заряд. Разрядник генерирует затухающие колебания. В качестве контактов используют вольфрамовые электроды.
- Две катушки индуктивности, обладающие высоким сопротивлением переменному току, малым — постоянному, выполняют функцию дросселей. На выходе рост напряжения запаздывает, тормозится.
- Ток преобразуется по вольтажу и частотности повышающим трансформатором до 6 кВ. Монтируют модель большой мощности, выдающей частотность до 250 Гц.
- Сформированный импульс на сварочный инвертор передает выходной трансформаторный блок (используется принцип индуктивности).
- В блок управления входят два узла: стабилизатор и пусковой механизм.
- Предохранители обеспечивают безопасную работу осциллятора (когда своими руками создаются устройства своими руками, нельзя сбрасывать со счетов технику безопасности).
Разрядник, дополнительные катушки выполняют функцию выпрямителя, созданного при помощи своих рук.
При использовании осциллятора при сварке повышается риск поражения электротоком, защита необходима. Повышение частоты и вольтажа происходит мгновенно, в доли секунды.
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.

Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В состав аппарата с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Разновидности осцилляторов
Использование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью.
Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.

В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
- Устройства непрерывного действия (рис. 1). Способны выдавать ток напряжением до 6000 вольт, частотой порядка 250 кГц. Этот дополнительный потенциал объединяется с основным сварочным током, способствуя мгновенному зажиганию дуги на определенном расстоянии от детали. Высокая частота обеспечивает стабильность, независимо от параметров инверторного тока. За счет малой мощности, дополнительный ток совершенно безопасен для сварщика. Прибор подключается к инвертору по параллельной или последовательной схеме. Последний вариант используется чаще и не требует дополнительной защиты от высокого напряжения.
- Импульсные осцилляторы (рис. 2). Очень удобны при выполнении сварочных работ переменным током. Данные устройства обладают способностью к постоянному поддержанию дуги при изменяющейся полярности электричества. Они легко зажигают дугу при отсутствии каких-либо контактов электрода и заготовки. В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.
- Приборы с использованием накопительных конденсаторов. Данные компоненты устанавливаются в общую схему и в дальнейшем обеспечивают работу устройства в режиме заряда-разряда. Наполнение конденсаторов энергией осуществляется с помощью зарядного модуля. В момент начала работы энергия заряженных конденсаторов отдается дуге. Затем они отключаются от схемы разряда и автоматически подключаются к зарядному модулю. При возникновении угрозы прерывания дуги происходит переключение конденсаторов на рабочую цепь сварочной аппаратуры.
Осциллятор в сварке
Сварочным осциллятором является искровой генератор затухающих колебаний. Внутри него находится низкочастотный повышающий трансформатор ПТ. Его вторичное напряжение достигает 2 – 3 кВ. Также там расположен разрядник, колебательный контур, обмотки связи и обмотки блокировочного конденсатора. Обмотки, которые расположены внутри сварочного осциллятора, являют собой высокочастотный трансформатор.
В результате работы осциллятора высокочастотные колебания проходят через обмотку и прикладываются к дуговому промежутку. Конденсатор, предназначенный для блокировки, позволяет предотвратить шунтирование обмоткой дугового промежутка для напряжения в источнике питания.
Изоляцию обмотки осциллятора надежно защищает дроссель, который включен в сварочную цепь. Мощность сварочного осциллятора часто составляет 250 – 300 Вт. Продолжительность импульсов от сварочного осциллятора составляет десятки микросекунд.
Осцилляторы позволяют обеспечивать наложение тока с высоким напряжением, а также с высокой частотой на сварочную цепь. Осцилляторы разделяются на два типа:
- Возбудители сварочной дуги импульсивного питания;
- Возбудители сварочной дуги непрерывного действия;
К возбудителям дуги непрерывного действия относятся осцилляторы, которые работают совместно с источниками питания сварочной дуги и обеспечивают возбуждение самой дуги с помощью наложения на провода для сваривания тока под высоким напряжением. Напряжение в данном случае составляет 3 – 6 000 В. Частота равна 150 – 250 кГц.
Такой сварочный ток не является опасным для человека, если он будет внимательно следить за техникой безопасности и не пренебрегать ее правилами. Высокая частота позволяет обеспечить спокойное горение дуги, даже если сварочный ток основного источника слишком мал.
Осцилляторы последовательного включения являются наиболее эффективными, потому что не требуют установки в цепь источника специальной защиты, которая применяется для защиты от высокого напряжения. При работе осциллятора разрядник может издавать тихое потрескивание, а искровой зазор размером 1,6 – 2 миллиметра может быть установлен с помощью регулировочного винта. Однако это возможно только при отключенном осцилляторе. Также стоит иметь в виду то, что установить или отремонтировать осциллятор требует высокой квалификации по электротехническим специальностям.
При сваривании переменным током используются возбудители с импульсным питанием, которые вместе с первоначальным возбуждением дуги способствуют ее поджогу при изменении полярности переменного тока. Стоит отметить, что сварочные осцилляторы при смене полярности переменного тока плохо выполняют повторные зажигания дуги.
- Какие металлы относятся к цветным
- Для чего нужен защитный газ при сварке
- Что такое инертный газ при сварке
- Каким сварочным аппаратом можно варить алюминий
- Что такое аргонно дуговая сварка
- Что нужно чтобы варить аргоном
- Какие металлы варят аргоновой сваркой
- Можно ли сварить чугун полуавтоматом
- Чем отличается аргонная, аргонно дуговая и газовая сварка
Сварка алюминия инвертором Сварка алюминия ММА что да как
Как самому изготовить прибор
При наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.

Как правило, учитываются следующие факторы:
- Целевое назначение аппаратуры. Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
- Основные параметры тока и напряжения: переменный или постоянный, характеристики сетевого напряжения и т.д.
- Величина допустимой электрической мощности. Определяется мощностью входа обычных цепей, не превышающей 250 Вт. Увеличение этого показателя, неизбежно повлечет за собой повышение стоимости деталей и всего прибора в целом.
- Значение создаваемого вторичного напряжения, обычно, не более 3 кВт.
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В.
На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка.
Плюсы и минусы осцилляторов
К основным достоинствам индикаторов осцилляторного типа можно отнести такие характеристики им присущие, как:
1. Простота в использовании. Действительно, осцилляторы всегда показывают достаточно чёткие и хорошо трактуемые сигналы (будь то их выход в зоны перекупленности или перепроданности или расхождение (дивергенция) с ценовым графиком). Другое дело, что эти сигналы надо принимать к сведению лишь при определённых условиях (самым главным из которых является отсутствие ярко выраженного тренда), поскольку в иных случаях они дают огромное количество ложных сигналов;
2. Осцилляторы по сути своей являются так называемыми опережающими индикаторами. Это означает тот факт, что сигналы, получаемые с их помощью, всегда несколько опережают рынок. То есть, другими словами, получается так, что когда осциллятор подаёт свой сигнал (например, входит в зону перепроданности), график цены пока ещё никак не реагирует. И только через некоторое время, цена действительно начинает разворачиваться вверх**.
** При условии, что сигнал осциллятора не окажется ложным
3.Благодаря современным торговым терминалам, осцилляторы можно настраивать под любой финансовый инструмент и практически под любую торговую стратегию. Это становится возможным благодаря гибким настройкам исходных параметров применяемых при построении индикаторов такого типа.
Разумеется, помимо перечисленных выше достоинств, у осцилляторов есть и ряд недостатков, самым существенным из которых является большое число ложных сигналов. Причём ложные сигналы могут подаваться не только в период наличия на рынке сильного тренда, но и в те моменты времени, когда этот тренд только начинает формироваться. Иными словами, глядя на ценовой график, вы можете быть уверены в том, что на рынке царит флэт, и опираться в принятии торговых решений на показания осцилляторов. А на самом деле, в это самое время будет формироваться новое трендовое движение (пока ещё визуально не различимое на графике цены) и осцилляторы будут давать откровенно ошибочные сигналы.
Поэтому использование такого инструмента технического анализа рынка, как осцилляторы, всегда рекомендуется проводить в комплексе с другими индикаторами (в частности с теми, которые показывают трейдеру наличие и текущую силу тренда).
Кроме этого, к недостаткам индикаторов осцилляторного типа можно отнести такую черту как отсутствие, так называемых, идеальных настроек. То есть, нельзя использовать одни и те же настройки осциллятора для различных финансовых инструментов и, более того, даже для одного конкретного финансового инструмента, они меняются в зависимости от текущих рыночных условий. Впрочем, этот недостаток присущ практически для любого технического индикатора.
Осцилятор своими руками
Приветствую металлисты
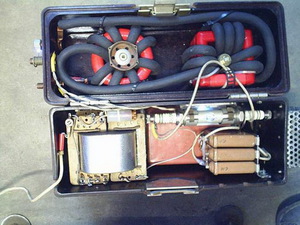
Хочу вот тоже похвастаться самопальным осциллятором для аргонодуговой сварки, о нем написал статью целую.

Слепил себе простейший осцил, сто раз разжёванный на сайте "электрик", уже пятый год им варю включая алюминий.
Просьба не хамить мне,а не то буду жмать кнопку жалоба
rustaste ,на приведенных вами нижних фото в статье осцилляторы намного компактнее,у меня наверное такой и стоит,похож,но не утверждаю.Почему разница в габаритах?Собранный вами лучше-хуже?
Собирал себе бесконтактный поджиг дуги тигсварки для обычного инвертора.
Первая схема на ТВС-110, вторая на готовом шокере из Китая за 150 руб.
Обе работают.На трансформатор инвертора наматывал в первой схеме 2 витка, во второй полвитка.Провод в изоляции, 1мм жила.В первой схеме это источник ВЧ импульсов для ТВС, во второй- питание для шокера, там нужно от 3 до 6 вольт.В первой схеме использовал в качестве разрядника свечу, на второй сделал из вольфрамового электрода 1.6 .На второй схеме защита инвертора должна быть такой же, как и на первой (диоды и конденсаторы).Трансформатор намотан на любом ферритовом кольце.Первичка 2 витка ВВ проводом от кинескопа, вторичка- сколько поместится, чем больше, тем лучше проводом сечением от 6 кв.мм.
Собирал себе бесконтактный поджиг дуги тигсварки для обычного инвертора.
во второй- питание для шокера, там нужно от 3 до 6 вольт.В первой схеме использовал в качестве разрядника свечу, на второй сделал из вольфрамового электрода 1.6 .На второй схеме защита инвертора должна быть такой же, как и на первой (диоды и конденсаторы).Трансформатор намотан на любом ферритовом кольце.Первичка 2 витка ВВ проводом от кинескопа, вторичка- сколько поместится, чем больше, тем лучше проводом сечением от 6 кв.мм.
Станислав можно подробнее о втором варианте ? Для защиты инвертора хватает этих деталей ? Дроссель не нужно ставить последовательно выходу инвертора?
Собирал себе бесконтактный поджиг дуги тигсварки для обычного инвертора.
Первая схема на ТВС-110, вторая на готовом шокере из Китая за 150 руб.
Обе работают.На трансформатор инвертора наматывал в первой схеме 2 витка, во второй полвитка.Провод в изоляции, 1мм жила.В первой схеме это источник ВЧ импульсов для ТВС, во второй- питание для шокера, там нужно от 3 до 6 вольт.В первой схеме использовал в качестве разрядника свечу, на второй сделал из вольфрамового электрода 1.6 .На второй схеме защита инвертора должна быть такой же, как и на первой (диоды и конденсаторы).Трансформатор намотан на любом ферритовом кольце.Первичка 2 витка ВВ проводом от кинескопа, вторичка- сколько поместится, чем больше, тем лучше проводом сечением от 6 кв.мм.
Здравствуйте, собрал данный осциллятор, все в принципе получилось искра есть, дуга поджигается, пробовал на инверторе srurm AW97i22N, на минимальном токе дуга от осциллятора зажигалась и варила, попробовал добавить мощьность ампер до 50, как то искрануло и все, инверто вентиляторы крутит, горит лампочка перегрева (там их две, сеть и перегрев авар.) И не варит, на касание реакции нет.
Защиту делал по схеме на HeR 308, подключил тоже, сторона с выходами конденсаторов и резисторов на минус инвертора, в других источниках встречал наоборот. Может не те конденсаторы, купил полярные электролиты 0,1 мкФ, 250в, а надо было плёночные?
Инвертор я сейчас попробую реанимировать на досуге, не хотелось бы повторения.
Подскажите что не так сделал, куда копать?
На днях сниму видео с реализацией может виднее будет.
Мужики, ну на кой фиг вы самодельные осцилляторы лепите? Тем более к инверторам на постоянку. Если что по колхозному сделать надо, так дуга прекрасно и касанием поджигается. А если по серьёзному работать - нарастания нет, спада нет, я уже про импульс молчу. И толку от этого бесконтактного поджига - чтобы был? Ну или чтобы побаловаться. Поверьте заядлому самодельщику - на сегодняшний день в этом смысла нет. Совсем нет. Я всё это проходил лет 20 назад, если не больше. И то, уже эта тема тухлая была, потому и не доделал. Хотя и дугу он стабильно держал от транса 24 вольта, на переменке. И фаза поджигового импульса регулировалась, и компенсатор постоянной составляющей к трансу был. А сейчас - заработал немного денег, купил, для начала, мало мальски приличного китайца, вари и радуйся!
SergDemin ,
Да есть у меня китаец с лифт тигом, но массивный он, комбайн 3 в 1, когда покупал про тиг сварку и асцилятор знал мало, он варит норм, но не суть, он в одном месте и таскать его в гараж не сподручно, вот и хотел инвертор сделать с асцилятором для удобства.
Всем привет!Вот схемка осциллятора для инвертора,я его собирал для своего самодельного сварочного аппарата,нормально работает,может кому пригодится,дроссель на выходе обязателен,колечко К 45 с таким же количеством витков,нужны дополнительно кондёры,варистор,для защиты сварника.
Вдогонку,в инверторах используется просто Осциллятор,он поджог дугу и выключился,в трансформаторных Осциллятор - стабилизатор,он поджог дугу и её стабилизирует т.е.постоянно работает,им нужна правильное подключение к силовой части(синхронизация).
Здравствуйте заинтересовал схема осцилятора которую вы предложили, только мне она нужна для плазменно воздушной резки, нужна ли какая нибудь адаптация под плазморез? ранние не интересовался вопросом осцилляторов вообще так как варю проволокой, но недавно мне подкинули инвертор на косом мосту по типу стандартной ресанты саи 160 180 и тд, привел в чувство и решил сделать плазморез а вот с осциллятором сталкиваюсь впервые, забуксовал, но кое что понял, что мне нужен для постоянки (инвертор), хочу последовательного подключения, бесконтактный поджиг не критичен, включение осцилятора для розжига нужно непродолжительное, т.е. нажал кнопку дуга зажглась, через некоторое время осцилятор отключился о том что вы и писали. Рассматривал схему на 555 с одним ключом, но ваша на полумосте и 2153 может быть стабильнее, что скажите пойдет ли она? по мне так самое оно, вы сейчас пользуетесь ей как в работе были проблемы, и нужен ли разрядник вообще для плазмореза с кратковременным включением осцилятора? да и схема похожа как для последовательного включения и напряжение маловато везде пишут 4-6кв кто 3-10кв для поджига плазмы.
Защита инвертора от осциллятора
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.

Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.

Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.

На третьей схеме более подробно представлены элементы сборки.

При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
В общем, есть сварочный инвертор для ручной дуговой сварки и сварочный осциллятор последовательного включения. Задача – организовать их совместную работу (чтобы дуга зажигалась без соприкосновения электрода с изделием). Проблема – для их совместной работы необходима так называемая развязка, то есть устройство для защиты инвертора от высокого напряжения. Вопрос – из чего сделать эту самую развязку?
Если подключить параллельно выводам инвертора нихромовую спираль от электроплиты на 220 вольт, этого будет достаточно, чтобы инвертор не пробило?
. гм. Осциллятор для трансформаторного сварочника.
kolli написал :
Если подключить параллельно выводам инвертора нихромовую спираль
, то закоротите осциллятор и толку ноль. По моему не стоит возится с этим осциллятором. Где-то в теме про ресанту встречалось самодельное устройство для повышения напряжения на клеммах инверторного сварочника, поищите.
Немного не в тему , но .
Делал типа осциллятора (где-то здесь нашел схемку)из катушки зажигания вазовской девятки , коммутатора и блока аварийного зажигания , на ферритовом сердечнике от кинескопа монитора наматывал примерно 20 витков(может и вру , но сколько влезло) провода 16 квадратов в виниловой изоляции и 30-40 витков под высоковольтную обмотку и разрядник – с электрода и правда на полмиллиметра била искорка , но улучшения поджига китайского ММА-переменника не заметил , пока не принёс его из гаража на работу , где сеть хорошая . Алюминевая китаёза зажигает просто замечательно сама по себе без приблуд . Живёт сейчас китаец Фубаг ТР200 на работе в подвале , где повариваю мелочь для себя и так , что где отвалится в прикреплённом за мной хозяйстве – уже не раз выручало .

Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
- Разрядник;
- Катушки дросселей;
- Стандартный и высокочастотный трансформатор;
- Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
- Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
- Затем необходимо произвести установку разрядника, который будет пропускать искру;
- После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.

Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы. В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
Читайте также: