Зависит ли напряжение дуги от ее длины при ручной дуговой сварке
Обновлено: 21.09.2024
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
1. Вольфрам — Г, ванадий — В.
2. Вольфрам — В, ванадий — Ф.
3. Вольфрам — К, ванадий — Б.
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
ВОПРОС 8. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Напряжение на дуге при сварке

Напряжение на дуге при сварке: вольтамперная характеристика дуги
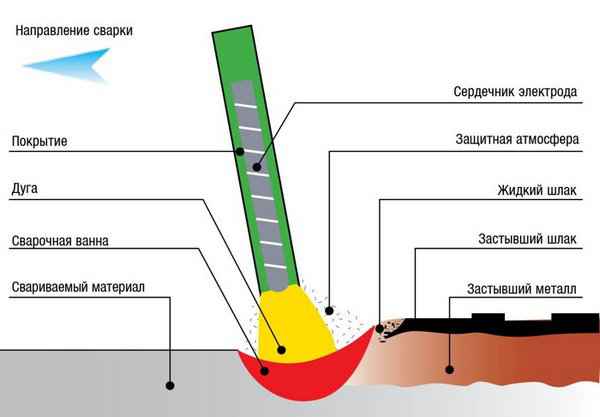
Принцип ручной дуговой сварки заключается в следующем. От сварочного трансформатора ток поступает к электроду и свариваемому металлу. При замыкании электрода на металл образуется сварочная дуга, которая характеризуется большой температурой, свыше 6 тысяч градусов.
В результате такой температуры металл начинает плавиться, а в том месте, где электрод замыкает на металл, образуется так называемая сварочная ванна. Именно в сварочной ванне расплавленный металл смешивается с основным, после чего на поверхности соединения образуется шлак, представляющий собой защиту от кислорода.
Электрическая энергия, необходимая для поддержания сварочной дуги, образуется в источниках переменного или постоянного тока.
Вольтамперная характеристика дуги
Одной из главных характеристик сварочной дуги является её напряжение. В свою очередь напряжение сварочной дуги зависит от её длины и силы сварочного тока.
Важная особенность! В ручной дуговой сварке, чем меньше сила тока, тем меньше напряжение дуги. В автоматической сварке, напряжение сварочной дуги зависит от её длины: чем длинней дуга, тем выше будет её напряжение.
Ну и соответственно, чем выше напряжение сварочной дуги, тем большее количество тепла она вырабатывает. Соответственно металлы начинают плавиться быстрей. Таким образом, напряжение дуги растёт и остается максимальным до тех пор, пока дуга не погаснет.
На что влияет напряжение сварочной дуги
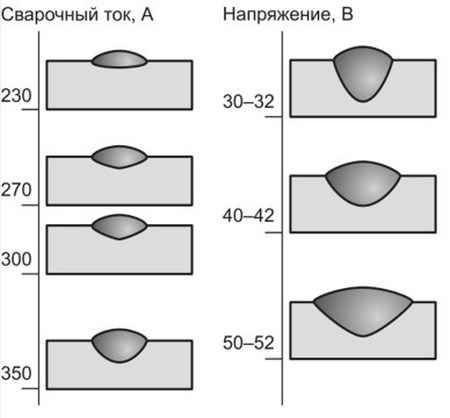
Напряжение на дуге влияет в первую очередь на толщину провара металлической заготовки и качество сварного соединения. При большом напряжении дуги характерен широкий сварной шов. Однако в ряде случаев изменение напряжения на дуге может привести к появлению таких дефектов в сварке, как брызги расплавленного металла.

Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Как зависит напряжение дуги от силы тока в автоматической сварке
В автоматической сварке при увеличении напряжения тока, напряжение сварочной дуги резко падает. При этом если дуга короткая, то заметно увеличивается площадь сечения и заметно возрастает способность дуги проводить электрический ток.
Итак, от чего же зависит напряжение сварочной дуги. В первую очередь оно зависит от силы тока и длины. Кроме того, напряжение дуги может быть различным в зависимости от вида сварки, которая выполняется.
Дуга бывает короткой, средней, нормальной и длинной. Варят только на короткой сварочной дуге, длина которой не превышает 3 мм. Если длина сварочной дуги увеличивается, то это неминуемо приводит к образованию прожогов в сварке и различных других дефектов.

Вольтамперная характеристика сварочной дуги очень важный параметр, на который следует обращать собственное внимание. Только таким образом получится избежать ряда ошибок в сварке и получить максимально прочное, надежное и долговечное соединение.
Выбор режима сварки

Выбор режима сварки: сила тока, длина дуги, полярность
Чтобы получить качественный и надежный сварочный шов, необходимо понимать, какие электроды лучше всего использовать, какой режим ручной дуговой сварки выбрать. Кроме того, важно учитывать и другие, не менее значимые факторы, такие как: состав и толщину металла, размеры свариваемой заготовки, для каких целей именно она будет использоваться в дальнейшем.
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
- Сила тока;
- Диаметр используемых электродов и длина сварочной дуги;
- Скорость сварки;
- Полярность (более подробно о том, что даёт обратная и прямая полярность, читайте здесь);
- Количество соединений.
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.

Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%. Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами. К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Выбор силы тока в зависимости от диаметра электродов
Тонкий металл, толщиной не более 1 мм, сваривают электродами 1 мм, а сила тока при этом выставляется минимально возможных значений, в пределах 10-30 А. При сварке более толстого металла, до 2 мм, применяются электроды чуть большего диаметра, в 1,5 или 2 мм. Сила тока для сварки этими электродами выставляется в пределах 30-50 А.

Электродом 3 мм варят металл до 4 мм, а силу тока на инверторе выставляются в пределах 60-120 А. Для сварки металлов толщиной свыше 10 мм, уже используются куда более толстые электроды — 4 и 5 мм. Для нормального их использования, на сварочном аппарате приходится выставлять ток, более 120 А.
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода. Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.

Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода.
Обратная или прямая полярность?
Чтобы выбрать режим сварки штучным электродом с покрытием, не менее важно определить, в какой режим работы перевести сварочный инвертор. Всего их два, это обратная и прямая полярность.

Чтобы варить тонкий металл инвертором и не прожечь его впоследствии, сварочный аппарат рекомендуется переводить в обратную полярность, когда поток электродов направлен не на заготовку, а на электрод. И наоборот, если подключить инвертор в прямой полярности, то можно улучшить качество сварки, например, когда нужно проварить толстый металл.
Для подключения инвертора в обратную полярность (для сварки тонкого металла):
- К держателю с электродом подводится плюсовая клемма, а к заготовке клемма с минусом.
Для подключения инвертора в прямой полярности (для сварки толстых металлов):
- К держателю с электродом подводится минусовая клемма, а к заготовке клемма с плюсом.
Чтобы правильно выбрать режим сварки инвертором необходимо учесть множество всевозможных нюансов. Только таким образом получится добиться качественного и надежного сварочного соединения, которое выдержит большие нагрузки.
Читайте также: