Зажим для точечной сварки своими руками
Обновлено: 25.04.2024

Контактный метод сварки широко применяется на производстве и в быту. В процессе сваривания металлов электроток большой мощности прогревает место спайки, при механическом сдавливании образуется прочное точечное соединение. Клещи для сварки одновременно обеспечивают прогрев и усиленное сжатие двух металлических полос.
Аппараты различной модификации можно увидеть в заводских цехах и небольших автомастерских. Ими быстро делаются прочные точечные сварные швы каркасных конструкций, корпусных изделий, воздуховодов, различных емкостей. Оборудование не требует расходных материалов.
Общая информация
Зажимы для точечной сварки бывают ручные и подвесные. На типах этого инструмента нужно остановиться на пару минут, чтобы понимать нюансы их ручной сборки.
Ручные сварочные клещи имеют простую конструкцию. Также, как и весь остальной ручной инструмент (пассатижи, плоскогубцы, щипцы), в основе их системы рычаг, который регулирует открытие и закрытие клещей.
Главный нюанс сварочных клещей — возможность применить трансформаторную систему. К одной рукояти клещей подсоединяется трансформатор, который передает на инструмент ток для того, чтобы создать соединение.
Через одну из рукояток трансформаторный механизм передаёт генерируемый сварочный ток на электродные стержни. В этом заключается основная работа механизмов для зажима. Вы руками прижимаете детали из металла клещами, через них идёт ток.
Электрическая сила и сила сжатия создают точку сварки (поэтому сварка точечная). Процесс не механизированный, он от начала до конца выполняется руками сварщика, поэтому только он решает, насколько быстро будут свариваться элементы.
Подвесные зажимы для контактной сварки в быту используются редко. Но их часто можно встретить на заводах и у профессиональных мастеров, использующих узкоспециализированное оборудование для точечной технологии.
Эти клещи встроены в сам аппарат, и принцип их работы другой. Да, они созданы, чтобы сжимать детали друг с другом, но не вручную. Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Собирать такие дома нет смысла, так как, скорее всего, у вас нет оборудования, с которым их можно было применить.
Поэтому далее речь будет идти о сборке именно ручных клещей для точечного метода сварки.
Виды устройств
В ремонтных цехах, мастерских, а также в условиях небольших сборочных конвейеров, используется ручная контактная сварка. Основную роль в этом процессе играют зажимные сварочные клещи, которые обеспечивают сжатие заготовок с необходимым усилием и протекание через них электрического сварочного тока.
Зажимные клещи для сварки, применяемые в ремонтном и мелкосерийном производстве, могут иметь следующие виды исполнения:
- ручной вариант;
- подвесная конструкция.
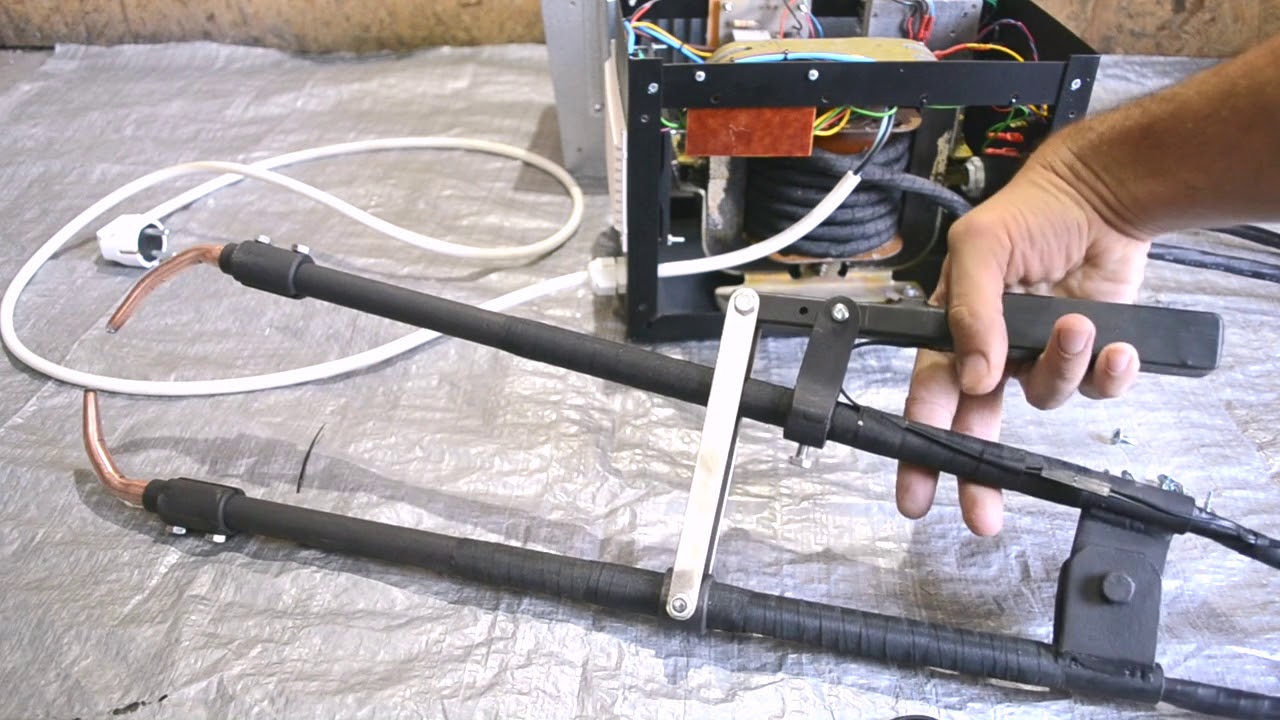
Ручные клещи представляют собой приспособление, удерживаемое при сварке в руках, либо установленное на подставку. На фото изображены клещи КТР – 8.

Краткий перечень технических характеристик КТР – 8:
- клещи питаются от промышленной однофазной электрической сети 220 Вольт;
- мощность агрегата составляет 8 киловольт-ампер;
- общий вес – 14 килограммов;
- скорость выполнения операций достигает 3 сварные точки за 1 минуту при толщине двух свариваемых листов 1,5 миллиметра;
- напряжение холостого хода сварочного трансформатора – 2,5 Вольт.
После каждой точечной сварки необходим перерыв не менее 20 секунд. Максимальная толщина свариваемых листовых заготовок составляет 1,5 миллиметра. Агрегат очень удобен и прост в использовании, практически не требуется обучение персонала.
Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось усилием сварщика через рычаг, как в обычных клещах.
Изготовление
Вы проведете меньше времени в магазинах, сделав сварочные клещи для точечной сварки своими руками. При этом вы тратите намного меньше, и сэкономленные деньги можно «пустить» на качественные материалы для сварки.
Делать и использовать ручные клещи для контактной сварки несложно. Но при этом они подходят для любого вида металла. Им найдёт место и человек, ремонтирующий своё авто в гараже, и мастер выездных работ. Себестоимость их радует экономных людей.
Первый этап изготовления самодельного инструмента — создание основы. Для неё подойдут материалы, которые есть у каждого под рукой. Это может быть любая сталь или сплав, толщина которых не больше пяти миллиметров.
Из листа материала сделайте несколько полосок по двадцать мм в ширину. Длина их может быть разной, она зависит от ваших пожеланий. Для основы подойдут и широкие стержни из металла. Кончикам заготовок придайте очертания щипцов.
Наложите изготовки наискось относительно друг друга и состыкуйте. По центру сделайте отверстие, которое будет точкой регулировки открывания и закрывания клещей. В месте отверстия проложите между пластинами диэлектрическую прокладку.
С конца одного стержня/пластины также нужно просверлить дырочку, чтобы можно было крепить на болты медный провод. Противоположная заготовка тоже просверливается. Отверстие в ней нужно, чтобы крепить кабель аппарата и фиксировать клемму.
Изолируйте металл клещей для точечной сварки с помощью изоленты вместе с резиновой накладкой (это может быть кусок шланга) после того, как соедините и просверлите нужные компоненты.
Эти материалы защитят вас во время работы с электричеством, а держать их в руках станет удобнее. Такой конструкции хватит, чтобы поддерживать сварочные зажимы на весу, но для их закрепления нужно будет добавить пружину между ручками.
Ток к зажиму подводится тоже с учётом правил. Его лучшим источником станет трансформаторный механизм со второстепенной наложенной обмоткой. Можно обмотать кабель на сердечник три раза.
Для того, чтобы повысить мощность точечной сварки, объедините пару трансформаторов, генерирующих ток.
Схемы для создания ручных клещей найти нелегко, поэтому постарайтесь продумать их устройство сами. В помощь вы можете взять видео уроки по созданию не подвесных клещей или советы знакомых мастеров.
Разновидности оборудования
Все сварочные клещи работают по одному принципу: при подаче тока электроды сжимаются. Они различаются по форме крепления и методу создания силовой нагрузки. Они бывают двух видов:
- ручные (они отличаются небольшим весом);
- подвесные (зажимные рычаги закрепляются на кронштейнах или стационарно размещаются на столах так, чтобы контакты находились на весу, в руках сварщик свободно держит свариваемые детали).

Ручные сварочные клещи

Подвесные сварочные клещи
Подвесные промышленные клещи для создания большого сжимающего усилия оборудуют пневматическим толкателем. При необходимости можно сделать подвесные ручные клещи, для этого их располагают в вертикальной плоскости. В тисках зажимают нижнюю ручку, верхняя остается свободной. Такая конструкция облегчает труд сварщика.
Клещи зажимные сварочные легче сжимать, опираясь на прижимной рычаг всем телом.
Заключение
Мы рассказали вам всё, что знали о изготовлении ручных клещей для контактной точечной сварки. Для этого вам не придётся искать особые материалы, так как можно обойтись и теми, что у вас уже есть.
Несмотря на простоту такого инструмента, он не хуже дорогих заводских клещей из магазинов. К тому же, самодельные инструменты не требуют особых условий хранения и ухода.
Если вы будете использовать их не на постоянной основе, они тем более «проработают с вами» не один год.
Как вы собирали клещи для точечной сварки вручную? Какую схему придумали? Вы можете помочь своим советам новичкам в под этой статьей. Возможно, именно благодаря вам кто-то решится собрать свой первый инструмент. Желаем вам удачи!
Работа споттером
Работать с тонким листовым материалом можно также споттером. В основном это устройство предназначено для приварки вспомогательных элементов к помятым кузовным деталям автомобилей при производстве кузовного ремонта.
Применение этой технологии позволяет выравнивать поврежденные элементы кузова, доступ к внутренним поверхностям которых затруднен. Помятые детали кузова в этом случае нет необходимости демонтировать.
Споттер не предназначен для выполнения большого объема сварочных работ. Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе. Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше.
Но с другой стороны, заряд конденсатора требует некоторого времени, что снижает «скорострельность» устройства.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций.
Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительность импульса.
Производительная пневмосистема обеспечивает быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрали сжатого воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки давать команду на импульс.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание их основные характеристики:
- Рабочий ток. Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов. Определяет размеры заготовки со стороны шва и отстояние линии шва от края.
- Материал электродов. Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства. Сварочные клещи для выполнения точечной сварки рассчитаны на частое применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снижать производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон настройки длительности импульса и некоторые другие параметры.
Электроды
На конце рабочей части клещей расположены электроды, изолированные от металлических элементов конструкции и являющиеся сменными элементами устройства.

К каждому электроду подходит питающий кабель от сварочного трансформатора. Сжатие соединяемых деталей осуществляется электродами. Изготавливаются эти важнейшие элементы устройства из сплавов на основе меди.
Безусловно, этот выбор обусловлен высокими электротехническими качествами меди. Для увеличения прочности и жаростойкости изделий, а также уменьшения их выгорания в процессе эксплуатации, сплав обогащается легирующими добавками хрома, кадмия, бериллия и других элементов.
Как работать со сварочными клещами?
Наличие сварочных клещей устраняет основную проблему контактной сварки – необходимость подвода к рабочей зоне больших значений тока при одновременном обеспечении мобильности передвижения сварщика. Сварочная проволока в подобных ситуациях неприемлема, поэтому следует использовать только электроды. Особые требования предъявляются к корпусу: он должен обеспечивать безопасную передачу мощности, надёжность фиксации обеих зажимных узлов и удобство пользования. Поэтому сварочные клещи промышленного применения обычно снабжаются крепёжным узлом, при помощи которого они прикрепляются к более жёсткой из свариваемых деталей.
Подготовку к сварке с использованием сварочных клещей начинают с установки электродов в зажимных узлах. Чаще используется клеммный, более надёжный зажим. Важнейшей характеристикой оснастки является вылет – расстояние от оси поворота подвижного зажима до оси электрода. Величина вылета определяет максимальное расстояние от кромки свариваемого изделия. В большинстве конструкций оснастки вылет является величиной переменной, и варьируется в пределах 125…500 мм. Это повышает функциональность приспособления.

Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда производится при помощи плунжера, выдвигаемого при помощи сжатого воздуха. Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности подачи воздуха требуется ресивер, что делает оснастку более громоздкой.
Определившись с величиной вылета, клещи устанавливают в необходимом месте и включают подачу тока. Реле обеспечит подачу тока к электродам при обеспечении требуемого усилия сжатия. Поставив очередную сварочную точку, педалью или рукояткой отключают питание, после чего перемещают инструмент в новое положение.
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Кол-во блоков: 17 | Общее кол-во символов: 16107
Количество использованных доноров: 4
Информация по каждому донору:
Контактная сварка своими руками из инвертора — инструкция

Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
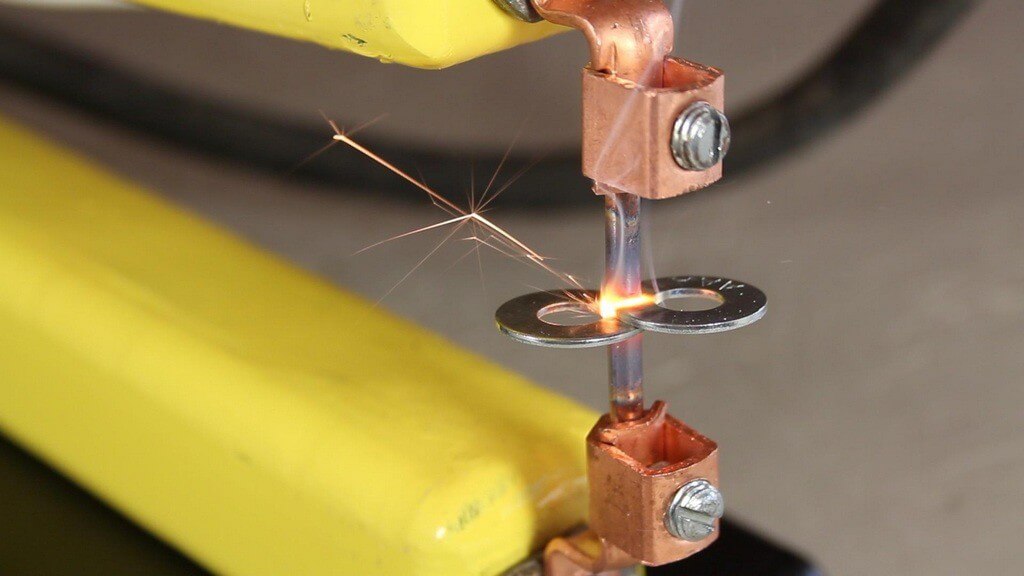
Схема аппарата для контактной точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.



Также сажаем на клей заглушку.


Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.


То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.

Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.

Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.






Но если вам нужно помощнее, то тогда можно доработать схему так.

Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.

Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.

В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах.
Как использовать аппарат
К категории дополнительного оборудования можно, не думая, отнести рычаг и переключатели. Это обусловлено тем, что только хорошая сила сжатия сделает аппарат для точечной сварки, созданный своими руками, эффективным.
Это особенно актуально, если речь идет о сваривании толстых металлических изделий. На производстве сила сжатия рычага может варьироваться от 50 до 1000 килограмм. Однако для сваривания в домашних условиях достаточно будет и 30. Для этого вам потребуется достаточно длинный рычаг (без него управлять аппаратом точечной сварки своими руками будет неудобно).

Точечная сварка своими руками
С установкой выключателя все еще проще — необходимо монтировать его на первичную обмотку (так как на вторичной будет слишком сильный ток, мешать работе которого будет сопротивление аппарата). Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Теперь можно считать, что вы изготовили аппарат для точечной сварки своими руками, и он полностью готов к эксплуатации.
Его также потребуется испытать для выявления возможных дефектов конструкции. Такой аппарат подойдет для сваривания металла толщиной в 2—3 миллиметра (если мощность трансформатора — 1 киловатт) и пяти миллиметровых изделий в том случае, если было подсоединено два и больше трансформаторов.
Проводим испытание сварочного аппарата
Сморите видео сборки и испытаний
Как обезопасить себя
При работе с аппаратом точечной сварки очень важно придерживаться правил техники безопасности. Неправильное или небрежное использование этого прибора чревато ударами током, ожогами различной степени тяжести, а также всевозможными травмами.
Первое, о чем нужно думать при создании аппарата искусственной сварки своими руками, это заземление. Наибольшую опасность представляет непосредственно сам трансформатор — его первичная обмотка. При работе с вторичной также нужно быть предельно осторожным. Все эти меры применимы и к работе с инвертором.
Нужно следить, чтобы работающий за аппаратом человек имел быстрый доступ к отключающим механизмам. Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Помимо прочего, желательно запастись специальной рабочей одеждой и хорошо проветрить помещение перед использованием аппарата для точечной сварки, сделанного своими руками.
Подводим итог
Мы рассмотрели возможность сборки аппарата для контактной сварки своими руками с использованием инвертора в качестве источника тока. Этим достигается значительная экономия средств, при небольших затратах времени и материалов. Возможностей такого контактного сварочного аппарата вполне достаточно для личных нужд и ремонта кузова машины, а также надёжного соединения листового металла. Успешной вам работы.
Кол-во блоков: 12 | Общее кол-во символов: 16662
Количество использованных доноров: 5
Информация по каждому донору:
Изготовление сварочных клещей для точечной сварки своими руками и их правильное применение

Для того, чтобы соединить металлические элементы, чаще всего используют сварку. Для неё есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Но основными критериями для выбора технологии всегда была скорость работы, свойства шва и, конечно, характеристики используемого металла.
Один из методов — точечная сварка (которую еще называют контактной) — соединяет в себе большинство преимуществ: быструю пайку, высокую точность, а также качество соединения, несложное исполнение.
Эту технологию можно использовать и в производственных цехах, и для домашнего ремонта. Лучше всего она проявляет себя при соединении тонких листов металла, поэтому часто является основной на автомобильных заводах.
Точечная сварка имеет один секретный нюанс. Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим). Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Это дополнение обеспечивает прочность сварного шва. Мы расскажем, как вы можете сделать сварочные клещи для точечной сварки дома самостоятельно, чтобы не платить лишнего за заводские в строительных гипермаркетах, тем самым сделать сварку дешевле.
- Общая информация
- Изготовление
- Заключение
Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось усилием сварщика через рычаг, как в обычных клещах.

Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы;
- отсутствие необходимости в расходных материалах: плавящихся электродах, присадочных прутках, защитных газах;
- высокая прочность шва;
- малая масса и габариты сварочного аппарата;
- возможность создания герметичного соединения путем размещения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создании корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такая технология и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Питание
Источником тока для сварочных клещей служат специальные понижающие трансформаторы. Сторона высокого напряжения подключается к промышленной электрической сети 380 Вольт, обмотка низкого напряжения обычно состоит из одного витка, выполненного цельным медным диском. Вторичная обмотка рассчитывается таким образом, что напряжение холостого хода составляет от 2 до 5 Вольт.

Ток, протекающий во вторичной обмотке клещей в процессе точечной контактной сварки, для разных моделей может достигать значений от 2 – 3 кА до 15 кА и выше.
Такие трансформаторы являются объемными и достаточно тяжелыми устройствами. Несмотря на это, в настоящее время преобладают конструкции, в которых трансформатор встраивается в общий корпус со сварочными клещами.
Это обусловлено тем, что в случае отдельного расположения трансформатора, необходимо обеспечивать его связь с электродами посредством кабеля большого сечения.
Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда производится при помощи плунжера, выдвигаемого при помощи сжатого воздуха. Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности подачи воздуха требуется ресивер, что делает оснастку более громоздкой.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов. Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделываются, обжимаются и пропаиваются кабели.
На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу — удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя-тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность окажется недостаточной, работу устройства придется отложить до усиления электропроводки.
Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Аппарат точечной сварки (клещи)

Загорелся идеей реализовать аппарат точечной сварки.
Вот пробный вариант клещей.





Испытания показали что надо дорабатывать и клещи и транс:
— улучшить прилегание электродов
— перемотать транс заменить вторичную обмотку на более толстый провод
— уменьшить количество соединений (начинают сильно греться)
Если все получится выложу видео работы данного чудо агрегата.
Комментарии 50
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.


тоже мотал споттер. транс 30килограмм. 120кв. вторичка. 5 волльт на выходе. липнет отлично. а как контактная на варит, только гвозди.

))) тоже намотал под споттер для мелочи кузовной. транс финский 500ВА, проводу на 60кв гдето, и напруги 6-5в. Осталось оформить молоточек с микриком и контактор.

Зачем в 2013 году придумывать велосипед.

затем что этот велосипед минимум 30 деревянных стоит (хороший не китайский) )))))
да и просто потому что хочется )))))
УВАЖАЕМЫЙ не кисляч. я написал это не в том плане чтоб было обидно.ИМХО. просто все это ест в продаже. А то что придумываете это хорошо.

А в 2012 причин было больше?)))))


Хорошая задумка. Удачи! Видел в старых журналах аппарат точечное сварки, там трансформаторы (дросели) использовались от ламп дневного света.

а наладчики данных девайсов заводских не могут выложить характеристики хотя бы…

я подобной фиговиной тоже баловался. У меня транс от микроволновки и повод толщиной с мезинец намотан в 1,5 витка. Гвозди 100 цинкованные плавить может. Попробуй, вдруг получится чего нить.

Можно поподробнее? Я экспериментировал с трансом от микроволновки, наматывал 1-2 витка провода от лебёдки… однако как-то не идёт процесс, тока маловато…

тоже интересует вариант… Пластины транса микроволновки вроде как заварены, как его тогда разбирать?
я его не разберал, просто отпилил вторичку и намотал свою.
поищи в интернете "сварочный аппарат из транса от микроволновки"
Спасибо за наводку:))

как говорил один известный человек."главное нАчать."
"Чтобы меньше было потерь в трансформаторе, его стоит намотать на кольце, " совершенно верно подсказано.
у тороидального транса кпд намного выше.
промаппараты еще с водяным охлаждением.
(+) естественно !


Чтобы меньше было потерь в трансформаторе, его стоит намотать на кольце, используя, либо сердечник от ЛАТРа с его обмоткой. в качестве первички, либо Пакет от асинхронного электродвигателя (статор) на 3-5 к Вт, удалив обмотки и срезав пазы.
Трансформатор будет творить чудеса.

Что именно интересует?
Как можно из железа ассинхронного двига сделать точечную сварку.Если есть фото и схемы буду благодарен Вам.
Нужен статор асинхронного двигателя Из пазов надо удалить обмотки и вытащить весь пакет железа из корпуса (можно распилить болгаркой). Как правило, пакет стянут стальными скобами. Это надо сохранить. Потом, по возможности, удалить пазы (на токарном станке, можно зубилом, но долго и трудно).
Далее, рассчитываем обмотки. Измеряем сечение железного кольца (толщину стенки в самом тонком месте умножаем на высоту пакета). По эмпирической формуле 50/S, где (S — площадь сечения сердечника в кв. см.) получаем количество витков на один Вольт. Умножаем на 220, — получаем число витков первички. Сечение провода берем из расчета 1 кв. мм сечения (по школьной формуле — "пи эр квадрат". где эр — радиус сечения, пи — 3,14.) на 10 Ампер. Токи вычисляем через формулу соотношения обмоток трансформатора. Сварочный ток — где-то 1500 Ампер при напряжении около 2-3 Вольта. Примерно, коэффициент трансформации равен 1/100. Значит ток в первичке — 15 Ампер. Площадь сечения провода первички 1,5 кв мм (нетрудно вычислить диаметр провода 1,5 делим на 3,14, из результата берем корень квадратный и умножаем на 2 . Получается, округленно, диаметр 1,5 мм.
Диаметр провода вторички вычисляется аналогично, будет 14 мм. Можно мотать одновременно двумя- тремя проводами меньшего сечения. Их надо соединить параллельно. Главное — одинаковое число витков.
Вот где-то так.
Держак для электродов точечной сварки, чертеж ручки для сварки аккумуляторов + обзор альтернативных вариантов

Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.
Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.
Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно.
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем.
Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях.
В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика.
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — -- и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.
Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим. Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди.
Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.
Минутное видео сварки разными электродами.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Чертеж, размеры, внутрянка
Читайте также: