Зажимные приспособления для сварки
Обновлено: 26.04.2024
Все элементы цепи сварочного оборудования должны быть надежно соединены. Быстросъёмный контакт (зажим) является важным связующим звеном между массой и рабочей заготовкой. Зажимы важны для формирования надежного соединения, от которого зависит стабильность дуги и качество сварки.
Особенности инструмента
Иногда сама сварка занимает меньше времени, чем приготовление к ней. Прежде чем приступать к работе, важно правильно собрать сварную конструкцию и соединить все элементы в «стратегически» важных местах. От четкости сборки зависит финал всей работы.
В процессе работы могут случаться всякие казусы, либо конструкция теряет устойчивость от первого же прикосновения электрода, либо элемент приваривается в неожиданном месте. Именно зажимы помогают обеспечить надежную фиксацию и качественную работу. Сварочные зажимы идут в комплекте с остальным оборудованием, но они часто выходят из строя.
Чтобы рабочий процесс не прерывался, запасные зажимы лучше приобретать заранее.


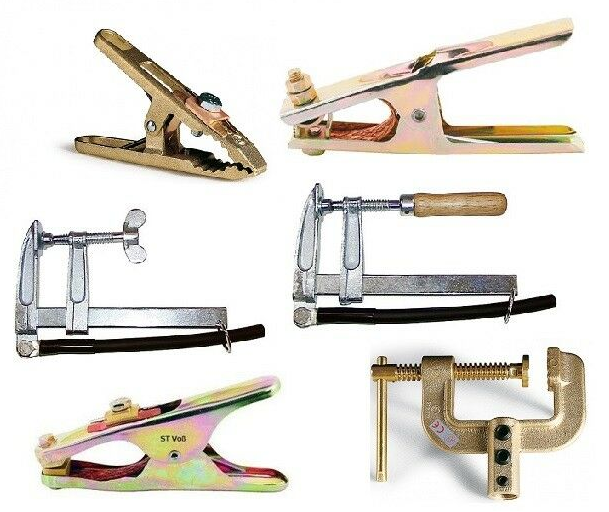
Зажимы на металл, который нужно варить, имеют четыре разновидности – магниты, крокодилы, струбцины, центраторы. На рынке можно встретить большое количество сварочных зажимов, но все они являются модификациями выше перечисленных разновидностей.
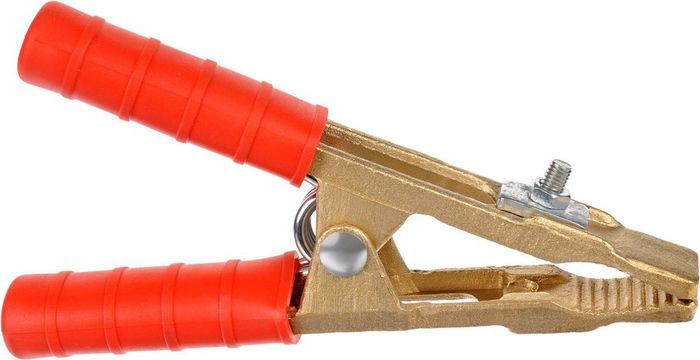
«Крокодил»
Крокодильчиковый зажим является самым обычным держателем сварочной массы, им укомплектовывают оборудование еще на стадии продажи. Фиксатор получил свое название за внешнее сходство с пастью крокодила, он похож и на обычную прищепку. Пружинка надежно сжимает «пасть» с зубчиками, которые устойчиво фиксируются на металле и обеспечивает стабильную электрическую связь.
Данный зажим удобен тем, что его легко и быстро можно снять (просто нажав пальцами) и перенести в другое место. Надевается он таким же элементарным способом – надавили, надели, отпустили. «Крокодил» сжимает металл любой геометрической формы, но не слишком больших размеров, только сопоставимых с размером зева, в этом его недостаток. Вторым слабым звеном зажима является пружина. Если она не сбалансирована, может либо пережимать деталь, либо быть слишком слабой. Из-за нечеткой работы пружины клемму часто приходиться заменять на новую.
Зажим наделен хорошей электрической проводимостью, но во время частого применения металл выгорает в области шарнира, и держатель, ухудшая электросвязь, со временем приходит в негодность. Следует выбирать клеммы на разную силу тока, от 200 до 500 ампер. Для сварки в домашней обстановке можно использовать «крокодилы», выдерживающие силу тока до 400 ампер, для сварки в профессиональной сфере деятельности понадобятся более прочные зажимы.


Магнитный зажим (или магнитная масса)
Приспособление условно состоит из двух образований, скрепляющихся к кабелю с помощью болта и рабочей плоскости (непосредственно сам магнит). Зажим имеет много достоинств.
- Он надежно удерживает электрический контакт в нужном месте, даже там, где невозможно воспользоваться «крокодилом».
- Способен работать от постоянного и от переменного тока.
- Щадяще обслуживает заготовку (не оставляет следов).
- Конструктивное устройство магнитного зажима не содержит частей, наделенных подвижностью, что значительно продлевает срок службы данного устройства.
- Зажим почти мгновенно устанавливается на любую металлическую поверхность, так же легко и быстро снимается с нее.
- Ему не страшны прогорания, даже при нестабильном напряжении электрического тока.


К недостаткам фиксатора такого рода относят следующие моменты.
- Не отличается сильным магнетизмом к деталям, имеющим меньшую контактную возможность самого магнита.
- Не контактируют с заготовками из цветного металла.
- Металлическая пыль ослабевает магнитный контакт, и фиксатор требует постоянного ухода.
- Прибор может размагнититься при сильном перегреве.
- Не подходит для сваривания тонкого металла или прутка.
- Имеет высокую стоимость.
Применяют магнитные зажимы при сварке больших труб, кессонов или внутри резервуаров.
Струбцина
Она представляет собой винтовую конструкцию, работающую как фиксатор для сварной детали. В быту струбцина фактически не используется, ее можно встретить только в комплекте профессионального сварщика, применяется она для особых случаев. К зажиму такого типа прибегают для выполнения сварки с четким красивым швом. В арсенале сварщика со стажем можно найти несколько подобных держателей с разной регулировкой и фиксацией зева. Струбцина имеет следующие преимущества.
- За счет винтового стягивания получается очень крепкая и надежная фиксация детали.
- Имея отличную пропускную способность, струбцина обеспечивает непрерывный электрический контакт, не давая возможности рабочей зоне оплавляться от перегрева.


Справедливости ради, нужно рассмотреть и недостатки.
- Струбцина не рассчитана на мгновенную фиксацию и снятие с детали, ее не используют, когда во время сварки приходится быстро менять контакты.
- Зажим может фиксировать деталь любой конфигурации, но размеры ее должны ограничиваться расстоянием между зажимной лапой и болтом.
- Струбцина крупнее и сложнее обычного «крокодила», поэтому и стоимость ее в разы дороже.
Угловая струбцина
Это отдельный вид зажима для сварки, устроенный определенным образом для угловой фиксации деталей. Держатель наделен рядом отверстий, с помощью которых зажимную конструкцию без проблем закрепляют на верстаке или рабочей столешнице.
Угловая струбцина имеет меняющийся механизм упора, размещенный на крупном кронштейне с местами для удерживания рабочих заготовок, установленных под углом 90 градусов.


Применяют угловое фиксирующее устройство для сваривания рамы или других конструкций, нуждающихся в угловом удерживании.
Центраторы
Фиксаторы подобного рода необходимы при сваривании труб и других круглых заготовок. Приспособление дает возможность внутри и снаружи совместить трубу по ее краю и оси. Клеммы надежно фиксируют и блокируют перемещение свариваемой детали, они дают возможность беспрепятственно проходить электрическому току.
Центаторы гарантируют стабильный контакт, точность сварки, их можно подобрать к трубам разных диаметров. Имея зажимы подобного рода, сварщик легко проводит работы без участия помощника. К минусам относят относительно высокую стоимость и ограниченную сферу деятельности только с круглыми поверхностями. К тому же центаторы из-за сложности конструкции невозможно перемещать мгновенно, понадобится определенное время на их установку.


Распорки
Для некоторых видов деталей, которым необходимо удерживать заданное расстояние, например между частями конструкции в виде буквы «П», применяются распорки. Их также используют для выравнивания деформированных изделий.
Стяжки
В отличие от распорок, они предназначены для стягивания краев сварных укрупненных деталей до нужного предела. Подобные конструкции выглядят по-разному, их выбирают в зависимости от поставленных задач.
Как выбрать?
При выборе ручных зажимов, щипцов, клещей всех моделей важно проверять надежность их фиксации на металле. Они обеспечивают прохождение токов, появление электрической дуги и должны гарантировать безопасность сварщика. Чтобы совершить правильный выбор, необходимо знать задачи, которые предстоит решать тем или иным приспособлениям. Например, для сварки трубы, арматуры, рамы или металлической пластины нужны совершенно разные клеммы.
Для быстрой смены контактов подойдут прищепки. Для надежной фиксации и красивого четкого шва – струбцины. Но следует не забывать и о размерах захвата. У «крокодила» или струбцины он достаточно ограничен. Профессионалы просчитывают прочность и мощность зажимов с запасом, они должны пропускать больший показатель тока, чем указан в характеристиках сварочного аппарата.



При выборе проверяется усилие, какое приходится прикладывать в работе с зажимами, они не должны быть слишком тугими или разболтанными. Можно обратить внимание и на толщину металла фиксатора (это не касается магнита), так как некоторым видам свойственно прогорание.


Важно приобретать продукт у проверенных производителей, чтобы обеспечить надежность и безопасность в работе.
Применение
Постоянный или переменный ток для зажима не имеет принципиального значения. Каждый держатель устанавливается по своему: «крокодил» цепляется прищепкой, струбцины прикручиваются по резьбе, магнит плотно фиксируется к поверхности и к кабелю. Установив клеммы на металл и приведя в рабочее состояние электрод, можно приступать непосредственно к процессу сваривания.
Какого бы вида ни был зажим, сварка без него невозможна. Благодаря подключению клемма к свариваемой детали, образуется электрическая цепь. Чем качественнее фиксаторы, тем продуктивнее и безопаснее работа сварщика.


В следующем видео рассказывается о том, какой сварочный зажим выбрать.
Все о струбцинах для сварки
При выполнении сварочных работ в одиночку бывает очень неудобно (или даже невозможно) приварить нужный элемент в определённом месте конструкции. Отличными помощниками в решении данной проблемы выступят специальные струбцины для сварки, с которыми мы подробнее ознакомимся в этой статье.
Особенности
Струбцина для сварки – это специальное приспособление, которое служит в качестве фиксатора некоторых частей в момент сварки или обработки. Указанное устройство максимально крепко сопрягает отдельные элементы свариваемой конструкции, что значительно облегчает практически любую работу с ними.
Конструктивно такое изделие состоит из двух основных частей: рамы и подвижного устройства, которое прижимает свариваемые элементы. За счет изменения расстояния между рамой и подвижной деталью происходит плотный захват свариваемых поверхностей. В качестве прижимного механизма может применяться винт с резьбой или рычаг.
Изменяя силу затяжки, возможно регулировать плотность прижима элементов сварки, что необходимо при фиксации тяжелых заготовок.
Угловые струбцины применяются для стыковки заготовок труб под разными углами. Такое изделие – самое распространенное, поскольку применяется практически везде. Оно вполне подойдет для сварочных работ в домашних условиях, в сфере сборки металлоконструкций, а также в промышленном производстве. Исходя из необходимого угла струбцина может иметь постоянный угол стыка или возможность регулировки наклона деталей.
У угловых струбцин для сварки имеется ряд неоспоримых преимуществ. Рассмотрим их.
- Для повышения жесткости соединений применяется толстостенный металл. За счёт этого уменьшается вероятность изгиба сварочного шва от перегрева металла или иной деформации в процессе работы.
- В конструкции прочных струбцин применяются обмедненные резьбовые детали. Это делается для того, чтобы расплавленные брызги металла не разрушали резьбу, а прижимной механизм прослужил максимально дольше.
- Применение описываемого устройства позволяет сварщику не держать свободной рукой одну из свариваемых деталей, а жесткая фиксация дает возможность работать электродом под любым углом.
Качество выполнения сварочных работ зависит не только от навыков самого сварщика, но и от инструмента, который он использует в работе.
Применяя такой дополнительный инструментарий, как струбцины, можно не только в разы уменьшить время выполнения поставленной задачи, но и избавиться от необходимости подгона и натяжки заготовок для дальнейшей работы.
Разновидности
Сегодня существует огромное количество разнообразных струбцин, используемых для определенных типов фиксации. Рассмотрим самые распространенные виды этих приспособлений, которые можно найти в любом магазине со сварочным оборудованием.
- Корпусные струбцины. Такой зажимной механизм может быть использован для фиксации заготовки на различных косых и параллельных поверхностях. Свое название это приспособление получило из-за того, что прижим выполняется всем корпусом. Изделие представляет собой 2 металлических бруска, соединенных между собой металлический пластиной с одной стороны. Один из брусков жестко закреплен на конце металлической пластины, а второй имеет дотягивающий винт и свободно движется вдоль всей пластины. Чтобы выполнить зажатие детали, необходимо свести оба бруска, а затем прижимным винтом дожать оставшееся расстояние. Этот вид струбцин считается самым распространенным в сварочном деле.
- Винтовая струбцина. Тоже довольно популярный инструмент. Он имеет массу вариантов исполнения, но принцип работы остается неизменным: прижим выполняется благодаря затягиванию винта. Это изделие может быть выполнено в виде корпусного зажима. В таком случае прижимной болт проходит сквозь брус, а пятак выполнен в виде губы. Хороший инструмент такого типа должен быть выполнен из инструментальной стали путем ковки. Кованные вещи имеют закалку и повышенную прочность, что обеспечивает изделию долговечность.
- Магнитная струбцина (магнитный уголок). Это еще один распространенный вид фиксаторов среди сварщиков, поскольку предназначен для предварительной фиксации двух металлических профильных труб и имеет возможность быстрой подгонки без необходимости раскручивания прижимных винтов. Описываемое приспособление может иметь различные геометрические формы (треугольник, квадрат, пятиугольник).
- Струбцина с трещоткой. Внешний вид напоминает большую прищепку для белья. Зажимается от руки, а наличие храпового механизма не позволяет разжиматься обратно. Для ослабления зажима необходимо нажать на специальную кнопку на ручке.
- Вакуумные струбцины. Представляют собой 2 ручных вакуумных насоса, закрепленных на металлической раме параллельно друг другу. Такая струбцина бывает трехосевая. Описываемое изделие применяется для стыковки двух листов металла.
- G-образная струбцина. Хорошо подходит для выполнения сварочных работ. Такие конструкции выполняются из инструментальной стали, что обеспечивает им повышенную прочность и долговечность. Устройство может надежно зафиксировать между собой сразу несколько нужных элементов, с которыми ведутся сварочные работы.
- С-образная струбцина. Это та же G-образная струбцина, но только у неё имеется возможность захвата делали с большим удалением от края стола.
- Трубные. Основой конструкции такого устройства является металлическая трубка с неподвижной губой, а подвижная губа имеет стопорный механизм. Прижим осуществляется винтом, который располагается на неподвижной губе. Может применяться для сваривания швеллеров.
Перед покупкой струбцины нужно понимать, что не существует какого-то единого (универсального) вида прижимного механизма, который подойдет на все случаи в жизни. Каждая из разновидностей этих приспособлений предназначена для определенных задач.
- Если вам потребуется сварить 2 детали под углом в 90 градусов, а у вас под рукой только G-образные струбцины, решить поставленную задачу с их помощью будет очень нелегко, особенно, если вы свариваете круглые трубы.
- Угловая струбцина тоже не поможет, если нужно сварить между собой 2 листа металла в одной плоскости.
Поэтому к выполнению определенных сварочных работ нужно подходить ответственно, зная точно, какой вид вспомогательного инструмента понадобится в том или ином конкретном случае.
Когда тип нужной струбцины будет определен, необходимо произвести выбор по качеству исполнения инструмента.
Обратите внимание на площадь и толщину прижимных губок: чем они шире и толще, тем большее усилие при зажиме могут выдержать (а площадь ещё обеспечит и надежный захват заготовки). Это очень важные параметры, которые нельзя недооценивать, поскольку во время сварки от перегрева металл очень часто заметно уводит, а недобросовестно закрепленные струбцины позволят свариваемым деталям сдвигаться. Это неминуемо приведет к браку или к дальнейшей натяжке заготовки для последующего приваривания.
Нужно обратить внимание на резьбу и исполнение винтовых соединений. Как говорилось ранее, желательно, чтобы они были обмедненными – это лучшее решение. А также посмотрите на имеющийся шаг резьбы – чем он крупнее, тем больше усилия на зажим может выдержать гайка. Лучше всего выбирать максимальный шаг, поскольку такое изделие прослужит гораздо дольше.
Размер струбцины не менее важен в выборе идеального инструмента. Тут все индивидуально, поэтому выражение «больше» в данном случае вовсе не означет «лучше». Слишком большая струбцина не может быть применена в маленькой конструкции, а маленькой, вероятно, может не хватить для зажатия габаритного элемента. Именно поэтому размер приобретаемой струбцины должен исходить из максимальной ширины двух свариваемых деталей (плюс небольшой зазор).
Обзор струбцин Bessey смотрите далее.
Какие бывают зажимы для сварочных работ
Когда сварка требует частого переноса клеммы «масса», необходим мобильный контакт, замыкающий электроцепь. При подключении съемного зажима сварочного необходимо обеспечить надежный контакт, иначе дуга не будет гореть стабильно. Для формирования соединения используются зажимные устройства различного типа, у каждого имеются свои достоинства и недостатки. Держатели, клещи, угольники… Модификаций зажимов множество, подобные приспособления обычно входят в комплектацию. Как выбрать сварочное зажимное устройство, где удобнее каждое применять, стоит обсудить подробно.
Разновидности зажимных приспособлений
От надежности крепления контакта существенно зависит качество сварных швов. При выборе типа зажима для сварочных работ учитывают:
- разновидность подключаемого тока (постоянный или переменный);
- толщину и форму соединяемых заготовок;
- марки стали.
Провод фиксируется на зажиме болтовым соединением. Масса должна плотно удерживаться, когда сварщик работает в одиночку, если нет помощника, готового поддержать клемму в случае необходимости. Все приспособления для подключения массы классифицируют по трем основным группам: «крокодилы», магнитные держатели и зажимные устройства.
Зажим для сварки «крокодил»
Стандартный фиксатор, идущий в комплекте со сварочными инверторами, называется крокодильчиковым зажимом для сварки. Названо приспособление по сходству с пастью аллигатора, зубчики, сдавливаемые пружинкой, надежно зацепляются за поверхность металла, не смещаются при случайном шевелении провода. Основное достоинства крокодила сварочного – удобное перемещение на другое место простым нажатием руки. Когда рука разжимается, «крокодилья пасть» смыкается на металле любой формы. С помощью крокодильчиков варят двутавр, фасонный профиль, трубный прокат.
Недостаток зубчатых зажимов – сложность фиксации на трубах большого диаметра и угловых поверхностях, приходится дополнительно приваривать крепежный «рожок». «Узким местом» приспособлений считается пружинка. Скрученный металл не должен сжиматься слишком легко или с большой силой. При постоянной работе сварочного аппарата зажимную клемму часто приходится менять из-за несовершенства пружинки.
Магнитный зажим
Магнит надежно фиксирует электрический контакт в заданном положении. Магнитная клемма работает от постоянного и переменного тока. Производители выпускают универсальные магнитные зажимы, прилепляющиеся к поверхности, и угольниковые, применяемые для сварки металлических каркасных конструкций.

У сварных клемм-магнитов существенный плюс – не остается следов на заготовке. Фиксировать сварочную клемму с магнитом можно в недоступных для «крокодилов» местах. Магнитные приспособления незаменимы:
- при сварке кессонов;
- работе внутри емкостей;
- сварке труб большого диаметра.
Когда приходится варить тонкий металл или пруток, необходимо использовать другие виды сварочных клемм «массы».
Фиксирующие зажимы
Для монтажа сложных конструкций, когда приходится фиксировать положение деталей, созданы угловые зажимы для сварки. Конструктивно разделяют несколько видов фиксаторов:
- Стяжка предназначена для стягивания кромок сварных заготовок. Благодаря прижимному устройству, клемма не сдвигается во время контакта с электродом, образуется ровный сварочный шов. Стяжка одновременно служит для фиксации деталей в необходимом пространственном положении, через нее замыкается цепь, создается электрополе, генерирующее электродугу. Сжатие ручек обеспечивается вращением винта, перестановкой штифта или другими надежными способами, обеспечивающими устойчивое положение контакта при разогреве металла под действием дуги.
- Распорки применяются в ситуациях, когда необходимо выдержать фиксированное расстояние между свариваемыми деталями, например, между перемычками при формировании профиля в виде буквы «П». Чтобы фиксировать расстояние между верхней и нижней частями, устанавливают распорку. Через нее подают «массу» в рабочую зону. Дополнительная функция подобных сварочных приспособлений – исправление деформаций обрабатываемого проката.
- Струбцина – винтовое стягивающее приспособление, предназначенное для фиксации сварной детали в определенном положении: встык по прямой линии или под прямым углом. В инструментах сварщика обычно имеется сразу несколько струбцин с фиксированным и регулируемым зевом.
- Центраторы созданы для сварки круглых деталей. С помощью подобных приспособлений добиваются совмещения заготовок по кромкам или осям с внутренней или внешней стороны. Клеммы «массы» у центраторов делают фабричным способом или самостоятельно.
Фиксирующие сварочные клеммы-зажимы выполняют одновременно две функции:
- проводят электроток;
- блокируют перемещение заготовок.
Имея различные зажимы-фиксаторы, сварщики максимально облегчают работу с электродом, создают условия для сварки без подручного.
Что нужно учитывать при выборе
Главным условием считается надежное закрепление «массы» на металле. Съемные зажимы сварщика, плотно прилегающие к поверхности заготовок, обеспечивают безопасное прохождение больших токов, чтобы на аппарате возникала электродуга. Быстросъемный сварочный узел помогает снижать потери на подготовительный этап, повышают производительность труда.
При выборе приспособления для сварочных работ важно учитывать формат и пространственное положение заготовок. Силы сжатия должно хватать для плотного присоединения массы. Клемма не должна «съезжать» во время розжига электрода, при формировании шва.
Приспособления для сварки

Сварочному процессу предшествует подготовка. Соединяемые заготовки нужно правильно выставить и зафиксировать. Порой это занимает очень много времени. Задача сильно упрощается, если использовать специальные приспособления. Они отличаются назначением и функционалом.
Иногда сварочный процесс забирает меньше сил и времени, нежели подготовка к нему. Основную часть предварительных работ составляет фиксация всех элементов конструкции в нужном положении. От уровня подготовительных работ зависит и качество конечного результата. Для того, чтобы правильно собрать и выставить все заготовки, нужно быть предельно внимательным, а нередко – и терпеливым.
Бывает случаи, когда с большим трудом скомпилированный остов будущей конструкции рассыпается от неудачного прикосновения рук или при попытке разжечь дугу. Приходится все начинать чуть ли не с ноля, и это раздражает. Но еще хуже, когда один из элементов незаметно сдвинулся и был приварен неправильно. Или же деформировался под воздействием высокой температуры или быстрого остывания.
Избежать досадных ошибок можно, используя в работе специальные приспособления, упрощающие фиксацию деталей. На потребительском рынке есть большое количество приспособлений и оснастки, предназначенных для сварочных работ. На промышленных линиях, которые выпускают продукцию серийно и в большом количестве, эти функции выполняют специальные механизмы, зачастую к тому же роботизированные. К примеру, широко используются автоматические системы по транспортировке, укладке, кантовке продукции. в большом ассортименте представлены разнообразные сборочные фиксаторы и крепежи.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
В домашних условиях выбор аналогичной оснастки скромнее. Это, как правило ручные приспособления универсального спектра. Они позволяют собрать будущее изделие и прочно закрепить все его элементы в нужном пространственном положении. Это – скобы, зажимы, струбцины и другие фиксирующие устройства. Они же предотвращают явную деформацию конструкции.
Виды сборочно-сварочных приспособлений
Все приспособления, которые применяются для удержания элементов, делятся на две группы в зависимости от функционала – закрепляющие и установочные. Наиболее практичны универсальные устройства, которые объединяет в себе обе эти функции.
Установочные
Оснастка данной категории предназначена для начальной установки элемента в нужном пространственном положении. Важно добиться именного того расположения, которое свойственно для готового изделия. Приспособления установочной группы отличаются по своему функционалу и конструктивному решению. Они делятся на подкасты: угольники, шаблоны, призмы и упоры.
Угольники необходимы для того, что установить элемент под нужным углом по отношению к сопряженной поверхности. Шаблонные угольники дают возможность установки детали под одним определенным углом – 30, 45, 60, 90 градусов или другим. Куда практичнее использовать универсальные аналоги, имеющие поворотные лучи. Они позволяют выбрать любой нужный угол для установки детали.
Шаблоны востребованы в том случае, когда нужно установить деталь будущей конструкции в стандартном положении по отношению к ранее сваренным деталям.
Призмы используются для фиксации цилиндрических элементов в предопределенном пространственном положении. Вместо призмы можно применять самую простую конструкцию, сделанную из двух сваренных между собою уголков.
Упоры требуются для фиксации элементов базы. Они бывают откидными, постоянными или съемными. Постоянным упором может быть любая распорка, платина или брусок из дерева или металла. Они привинчиваются или привариваются с целью правильного расположения одной из деталей конструкции и не убираются. Откидные или съемные упоры используются в случаях, когда их постоянное присутствие в конструкции недопустимо или обременительно.
Закрепляющие
Сварочные приспособления, которые применяются для фиксации детали в нужном положении уже после того, как она была выставлена. Крепеж нужен для того, чтобы исключить случайный сдвиг элемента (например, от соприкосновения с электродом) или же его деформацию в результате охлаждения. Закрепляющие устройства представлены большим ассортиментом. Сюда относятся струбцины, стяжки, зажимы, распорки и прижимы.
Струбцина представляет собой универсальный инструмент, который пригодится в большинстве случаев работы с металлом. Для сварщика это оснастка №1, без которой работать катастрофически неудобно и малопродуктивно. Особенно, если речь идет о сочленении заготовок небольшого размера. Существует различные варианты исполнения струбцин для сварочных работ, которые отличаются по форме и размеру. Они могут иметь постоянный или регулируемый зев. Особой популярностью пользуются быстрозажимные варианты, которые сжимаются посредством кулачкового механизма. Каждый сварщик должен иметь набор струбцин разной конфигурации, поскольку в его работе этот инструмент является незаменимым.
Зажимы по сравнению со струбцинами характеризуются большей приспособленностью и удобством использования. Детали фиксируются простым движением – сжатием и разжатием ручек зажимов. Размеры зева в большей части моделей регулируются при помощи винта, размещенного в ручке; перестановкой поворотного штифта или иным способом.
Прижимы бывают нескольких видов. Делятся они по принципу действия: рычажные, клиновые, винтовые, пружинные, эксцентриковые. Наибольшее распространение получили винтовые прижимы. Их можно изготовить самостоятельно. Это довольно примитивный самодельный механизм, представляющий собой две пластины с отверстиями, через которые продет винт. Соединяемые детали удерживаются пластинами, которые в свою очередь зажимаются винтом.
Клиновые зажимы использовать не всегда удобно. Там зажимаются детали при помощи клиньев, подкладок и скоб. Забиваются они молотком, на что требуется время.
Пружинная скоба работает за счет деформации сжатия. Для ее изготовления используется особый вид проволоки или листовой стали, обладающий пружинными свойствами.
В эксцентриковых прижимах основным элементом является смещенный кулачок. Проворачиваясь, он смещается относительно своей оси вращения, что можно использовать в том числе и для сжатия. Такой механизм удобен тем, что дает возможность зафиксировать заготовки одним движением. Но есть и весомый изъян. Дело в том, что ход кулачка небольшой. Поэтому востребованы они намного меньше, нежели винтовые аналоги.
Стяжки идеально подходят в случае необходимости сближения кромок свариваемых заготовок, особенно, габаритных. Они имеют разный способ крепления к заготовкам и отличаются по длине. Стяжки нужного размера подбираются в зависимости от удаленности деталей и их сопротивляемости перемещению.
Распорки предназначены для выравнивания кромок заготовок, исправления деформации иного рода и придания плоскостям нужной конфигурации.
Многие перечисленные здесь приспособления можно изготовить самостоятельно. Изначально оснастке придается форма, которая наиболее часто востребована для соединения заготовок.
Установочно-закрепляющие приспособления
Самыми удобными для сварочных работ являются приспособления для решения комплекса небольших задач. Хорошо, когда при помощи одной оснастки можно выставить заготовку в нужное положение и надежно зафиксировать. В таком случае нет надобности заботиться о наличии большого количества вспомогательного инструмента. Универсальные зажимные приспособления позволяют быстро установить заготовки в нужном положении, зафиксировать их и приступить к сварочному процессу.
Выше изображены три самых распространенных приспособления, с помощью которых легко расположить и зафиксировать заготовки под углом 90 градусов. Некоторые виды оснасток позволяют работать сразу в двух плоскостях и размещать сразу три заготовки.
Простые зажимы, которые смогут удерживать детали под прямым углом по отношению одна к другой, несложно сделать самостоятельно. Для этого требуется немного: два уголка, угольник, полоса и сварка. Уголки размещаются перпендикулярно, чтобы стать впоследствии направляющими, а полоса будет служить связующим звеном между ними. Точно сориентировать их проще всего при помощи угольника (см. фото ниже), а для фиксации можно использовать струбцины.
После того, как все элементы будут правильно расположены и зафиксированы, выполняются прихватки минимум в четырех точках, которые должны соединить полосу с двумя уголками. Формировать сварной шов сразу без прихватов не стоит, поскольку метал может увести в сторону и прямой угол уже не сохранится.
Пришло время снять струбцины, чтобы они не мешали сварке деталей и не были случайно повреждены. Проваривая края заготовок, желательно ложить короткие швы поочередно с разных сторон. Так больше гарантии того, что геометрия будущего шаблона сохранится.
Приспособление для сварки труб
Сваривание торцов труб сварщикам выполнять приходится нередко. И дома, и в мастерской, и на производстве – везде возникает такая необходимость. Есть приличное количество приспособлений, облегчающих сварку труб. Их применение положительно сказывается на качестве сварного соединения. Такие устройства принято называть центраторами. Они обеспечивают точное совпадение кромок свариваемых заготовок, тем самым способствуя более быстрому выполнению работы. В зависимости от конструктивного решения они бывают наружными или внутренними. Более востребованы наружные центраторы.
Для сварочных работ с трубами большого диаметра успешно используется звенный центратор (на фото). Называется он так потому что состоит из нескольких звеньев, соединенных при помощи шарниров. Они образуют замкнутый контур. Торцы двух соединяемых труб размещаются внутри данного приспособления. Они удерживаются специальными упорами, которые и центрируют их по отношению друг к другу.
Для домашнего использования больше подойдут струбцины-центраторы. Они предназначены для совмещения труб небольшого диаметра. К примеру модель СМ151 рассчитана на работу с магистралями диаметром от 57 до 159 мм. А вот струбцина-центратор ЦС3 пригодится, если диаметр труб не выходит за пределы диапазона 10-70 мм.
Честно говоря, совместить трубы небольшого диаметра не так уж и сложно. Если сваривать их приходится нечасто, то можно обойтись и без специальных приспособлений. Если возникает ситуация, когда центратор все-таки нужен, то можно изготовить его самостоятельно. Самое простое решение – это к струбцинам приварить уголки (на фото ниже).
Приспособления с магнитами
Очень удобно для позиционирования заготовок в сварочных работах использовать специальные магнитные приспособления для сварки. С их помощью легко соединять легко выставить детали и удерживать их в нужном положении сколь угодно долго, благодаря силе притяжения магнитов.
Магнитные угольники
Очень распространенные инструменты. На потребительском рынке они представлены в широком ассортименте – всевозможных размеров, форм, комплектаций и функционала. Некоторые модели просты и помогают выставить заготовки в каком-либо одном положении. Есть варианты с дополнительными крепежными элементами, а также с возможностью изменения угла размещения деталей. Такие устройства очень удобны в работе с листовым металлом, рамными конструкциями, стойками и т.п.
Универсальные приспособления
Есть и другие магнитные устройства, которые по сравнению с угольниками наделены большей функциональностью и возможностями. Одно из таких приспособлений называется MagTab. С его возможностями стоит ознакомиться более детально.
Основу устройства составляют две опорные плоскости (1). Они имеют встроенные магниты. Угол между пластинами можно менять в зависимости от того, с какими по форме заготовками приходится работать: уголками, листами или цилиндрами.
Помимо опорных устройство имеет еще две другие плоскости (2). Они предназначены для крепления деталей, которые будут приваренными к основному элементу. По отношению друг к другу дополнительные пластины расположены под прямым углом. Они смещаются относительно основных плоскостей, что дает возможность сварщику расположить привариваемую деталь именно так, как ему нужно.
Иногда, чтобы зафиксировать деталь в нужном месте и приступить к сварочным работам, уходит слишком много времени и сил. Устройство типа MagTab дает возможность быстро выполнить весь объем работ, независимо от того, насколько сложной является поверхность основания и какую форму имеет присоединяемая деталь. Для фиксации нужно всего лишь одну поверхность приспособления расположить на основании, а к другой поднести другой элемент. Магниты обладают достаточной силой, чтобы удержать обе детали неподвижно и позволить сварщику выполнить свою работу без дополнительных хлопот.
Сборочно-сварочные приспособления на магнитной основе просты и удобны в применении. Благодаря им, время на первичную сборку конструкции снижается в несколько раз. Вырастает не только скорость выполнения работы, но и качество сварочного соединения. Ведь уже на начальном этапе специалист видит собранную конструкцию такой, какой она должна быть после сварки.
Простые, практичные и относительно недорогие приспособления достойны того, чтобы наравне со струбцинами и зажимами занять место в домашней мастерской или на производственном участке. Такие «помощники» можно сделать самостоятельно, раздобыв небольшие и подходящие по форме магниты. Только нужно помнить, что магнитам претит высокая температура. Под ее воздействием они размагничиваются.
Газовые линзы
При аргонодуговой сварке металлы соединяются в среде инертных газов. Качество защиты во многом зависит от скорости подачи газа и формы соединяемых деталей. Слишком сильный поток газа отрицательно сказывается на уровне защиты, равно как и слабый его приток – из-за образования турбулентности и подсоса атмосферного воздуха в область сопла.
Чтобы исключить вероятность образования турбулентности, обеспечить прямолинейное и равномерное поступление аргона, используются специальные газовые линзы. Они представляют собой цанговые зажимы особой конструкции, внутри которых устанавливается мелкая сеточка. Именно она обеспечивает прямо направленный приток инертного газа. Такая линза заменят обычный цанговый замок. В силу того, что линза имеет несколько большие размеры, чем обычная, то нужно сменить и сопло горелки.
Использование газовых линз оправдано в случаях, когда нужно обеспечить лучшую газовую защиту из-за особых свойств металла. Пример может служит сварка титановых заготовок. Или в том случае, когда такого подхода требует непривычная конфигурация соединяемых деталей. В других случаях прибегать к установке газовых гильз нецелесообразно. Ведь в связи с их применением увеличивается расход инертного газа. К тому же увеличенный диаметр сопла ухудшает обзор места сварки.
Вторичная защита в аргонодуговой сварке
При работе с титаном требуется защита как зоны сварки, так и прилегающих к ней областей металлических заготовок. Это требуется по той причине, что титан, нагреваясь до температуры в 400 градусов Цельсия, вступает в реакцию с атмосферными газами. В результате этого прочность металла сильно снижается и в местах нагрева он становится хрупким. Чтобы избежать подобного, применяется вторичная защита. Ее задача состоит в том, чтобы препятствовать контакту нагретого металла с воздухом атмосферы.
Основное устройство вторичной защиты представляет собой металлический кожух, который специалисты называют сапожком. Он крепится к горелке и обеспечивает приток защитного газа в область сварочного шва. Качественно «сапожок» сможет исполнять свое предназначение только в том случае, когда по форме будет плотно прилегать к соплу горелки и повторять конфигурацию заготовки. Часто его приходится заказывать под конкретную работу. Иногда сварщики делают такой кожух самостоятельно непосредственно перед процессом. Для того, чтобы инертный газ равномерно распределялся по всей плоскости свариваемых деталей, внутренняя часть кожуха может содержать наполнитель, например, алюминиевую стружку.
Вторичная защита также может обеспечиваться гибкими фартуками. Они призваны решить те же задачи, что и «сапожек». Но в отличие от металлического аналога гибкие фартуки отличаются пластичностью и плотно прилегают к цилиндрическим поверхностям. Такие фартуки можно сделать самостоятельно из медной фольги, имеющей достаточную толщину.
Читайте также: