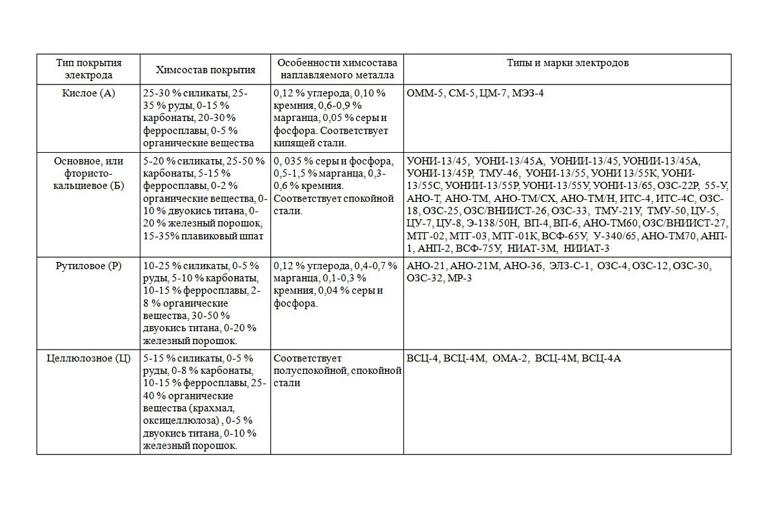
Зеленые электроды для сварки для чего
Обновлено: 17.05.2024

Электроды для сварки
Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Электроды для сварки марки МР-3 — все, что вы хотели знать

Простейший способ сваривания металлов— электродуговая сварка.
Особым достоинством , есть существования разных видов электродов для проведения работ по сварке. Однако, это и большой минус, поскольку это создает сложность выбора для начинающих.
Какую модель применять тем, кто только начал интересоваться основами сварки?
Наша рекомендация— электроды МР-3. Модель МР-3 предназначена , для реализации простых работ.
Прочитав эту статью, у вас больше не возникнет вопросов про эту марку сварочных стержней.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Особенности использования электродов МР-3
Для работы с электродами МР-3 могут быть использованы источники и постоянного, и переменного тока. Используемые источники тока должны обеспечивать напряжение холостого хода (ХХ) не меньше 50В. Если берется источник постоянного тока, то сварки следует выполнять на обратной полярности (плюс подключается к электроду). Сварочные электроды марки МР-3 позволяют выполнять работы в различном пространственном положении.
Изделия марки МР-3 отличаются следующими технологическими характеристиками:
- сварочная дуга зажигается легко и характеризуется высокой устойчивостью горения;
- легкое формирование сварного шва;
- минимальное разбрызгивание металла;
- шлаковая корка, формирующаяся на поверхности шва, легко отделяется;
- повторное зажигание дуги также происходит легко;
- сварочные работы, выполняемые с помощью электродов МР-3, характеризуются высокой производительностью, а также качеством получаемого шва.
Металл сварного шва, как и наплавленный металл, обладает следующими характеристиками: механическое сопротивление разрыву (временное) — до 46 кгс/мм2, что соответствует 450 МПа; показатель ударной вязкости — 8 кгс м/см2 (80 Дж/см2); величина относительного удлинения — 18%; угол загиба (для сварного соединения) — 150 градусов.
Сварочный ток, на который необходимо настроить источник питания, зависит как от диаметра электрода, так и от пространственного положения формируемого шва:
- Изделия D 3 мм: вертикальные швы — 90-110А, нижние швы — 100-140А, потолочные швы — 100-120А;
- D 4 мм: вертикальные швы — 140-180А, нижние — 160-220А, потолочные — 140-180А;
- D 5 мм: вертикальные швы — 160-200А, нижние — 180-260А;
- D 6 мм: только нижние швы — 300-360А.
К техническим характеристикам электродов относится и их расход на наплавление определенного количества металла сварного шва. Так, для того чтобы наплавить 1 кг металла, необходимо 1,7 кг электродов МР-3. При этом электроды данной марки обеспечивают производительность, равную 1,7 кг/ч (изделия D 4 мм), а коэффициент наплавления соответствует величине 8,5 г/А ч.
Cиние cварочные электроды MP-3C
Для чего предназначены, область применения, использования марки, назначение
Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением не более 50 кгс/кв.мм. Возможна работа с изделиями больших и средних толщин.
Электроды с рутиловым покрытием

Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Электроды МР-3: технические характеристики

Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Для производства присадочного материала используется специальная проволока типа СВ-08 сечением от 3 до 6 мм. По толщине основания электроды можно разделить на несколько групп в зависимости от их диаметра. Электроды марки МР-3 отличаются от других видов элементов наличием рутилового покрытия, с химическим составом которого связаны рабочие характеристики сварочного материала.
Длина элементов может колебаться в диапазоне от 300 до 450 мм. Дополнительно они могут различаться по весу:
- 3 мм — 32 г;
- 4 мм — 62 г;
- 5 мм — 93 г.
В одной упаковке может содержаться разное количество сварочного материала в зависимости от их диаметра:
Производители сварочных элементов МР-3 указывают на важность соблюдения условий их хранения. Выбранное место должно быть отапливаемым и сухим, температура воздуха не должна опускаться ниже отметки + 15 градусов. Электроды должны быть защищены от чрезмерного увлажнения, загрязнения и механических воздействий. При признаках увлажнения сварочные элементы необходимо перед использованием прокалить в течение 1 часа при температуре + 180 градусов Цельсия.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:

- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;

- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;


Особые свойства
- Поверхности нужно тщательно очищать от окалины.
- Высокая устойчивость дуги.
- Умеренное разбрызгивание металла.
- Хорошая отделимость шлаковой корки.
- Легкое повторное зажигание.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
Заключение
Электроды модели МР-3 — выбор как для умелых сварщиков, так и для новичков.
Модель МР-3, подходит, для реализации простых работ, проста в использовании . Также упрощает работу имея большой выбор диаметров.
Большим плюсом марки МР-3, есть доступная стоимость и варка различных видов стали
При выборе электродов, советуем смотреть на качество и условия хранения товара. Не смотрите только на цену, ведь самое дорогое — не всегда лучшее, советуем покупать электроды у которых много положительных отзывов.
Надеемся статья была для вас полезной!
Преимущества и недостатки
Сварка электродами с рутиловым покрытием отличается высокой прочностью соединения. При работе на низких токах дуга легко разжигается, характеризуется высокой устойчивостью.
К положительным характеристикам относятся:
- легкое воспламенение дуги;
- ее высокое постоянство;
- шов получается ровный, без стыков;
- соединение прочное, с высокими техническими характеристиками;
- МР-3С одинаково хорошо прихватывать и варить;
- обмазка не выделяет вредных веществ;
- рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака;
- шлак легко удаляется;
- разбрызгивание металла минимальное;
- высокая производительность проводимых работ;
- нет ярко выраженных переходных зон между металлом детали и шва.
Электродами легко варить без специального образования, имея только навыки работы с электродами.

К недостаткам относятся высокая стоимость и большой расход сварочного материала, невозможность варить вертикаль сверху вниз. Для работы необходимо иметь навыки и опыт, чтобы быстро накладывать прерывистые швы дугой.
Электрод должен находиться под острым углом к поверхности детали. При стандартном положении 90° образуется много шлака, который попадает в шов.
Неправильная установка силы тока приводит к образованию пор. После работы с электродами марки МР сложно переходить на другие, более распространенные, типа УОНИ.
Поделитесь своим опытом работы с данными электродами в комментариях к данной статье.
Поиск записей с помощью фильтра:
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.

Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Цвета: синие, красные (коричневые), зеленые
Цвет электродов зависит от типа обмазки. Стержни МР-3 чаще всего имеют рутиловое покрытие, которое иногда обладает красным цветом. Важно также знать, что оттенок зависит от производителя. таким образом сварщики имеют возможность купить электроды с зеленым, синим, серым цветом покрытия.

Разновидности
Существует несколько разновидностей электродов МР-3:
Подвиды имеют некоторые отличия как друг от друга, так и от МР-3.
Производители и торговые марки
Покупатели имеют возможность приобрести электроды МР-3 различных торговых марок, российских и зарубежных производителей. При покупке следует выбирать стержни от проверенных и надежных предприятий. Крупные компании, которые дорожат своей репутацией, выпускают качественные прутки, имеющие соответствующие сертификаты, паспорта и другие документы.

Наибольшее внимание следует уделить следующим компаниям:
- ЛЭЗ (Лосиноостровский электродный завод);
- Ресанта;
- ХОБЭКС;
- СЗСМ;
- Linkoln Electric (Линкольн);
- Спецэлектрод (Москва);
- ESAB (Эсаб);
- Тантал;
- Арсенал (Арс);
- Престиж;
- Люкс;
- Премиум.
Полезное видео, тесты и сравнения
Сравнение, отличия от других марок
Электроды МР-3 очень востребованы у исполнителей. У мастеров также пользуются популярностью УОНИ (УОНИИ) и АНО. Данные марки достаточно часто сравнивают, пытаясь определить лучший вариант.
УОНИ (УОНИИ)
Основные отличия стержней с обмазкой марки МР-3 от электродов УОНИ представлены в таблице.
Важно! Сравнить МР-3 с прутками УОНИИ не так просто, так как отдельные марки обладают разными характеристиками. Они относятся к разным типам.
| Марка электрода | МР-3 | УОНИ-13/55 |
| Покрытие электрода | Рутиловое | Основное |
| Род и полярность тока | Переменный и постоянный ток обратной полярности | Постоянный ток обратной полярности |
| Условия для сварки | Возможно выполнение сварки по неочищенном поверхностям, во влажных условиях | Очистка является обязательным условием, покрытие обладает чувствительностью к влаге |
Отличия между электродами МР-3 и стержнями марок АНО сложно представить в упорядоченном виде. Обусловлено это разнообразием прутков АНО, а также их отличиями и специфическими характеристиками.
Таким образом, каждый вид электродов индивидуален и его следует применять для выполнения определенных работ. Выбирать стержни нужно исходя от задач исполнителя.
Видео
Распаковка, обзор МР-3 (Ресанта), тестирование и сравнение с АНО-3 (СЗСМ)

Кол-во блоков: 24 | Общее кол-во символов: 14890
Количество использованных доноров: 7
Информация по каждому донору:
Классификация вольфрамовых электродов

Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
Маркировка вольфрамовых электродов по цветам
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому н агрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.

- WL-15 (золотистый) , WL-20 (синий) - содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.

Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий - радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу - достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое "брожение". Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Технические характеристики МР3 электродов

У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.

Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см 2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Применение
Сварочные элементы марки МР-3 предназначены для проведения сварочных работ при токе постоянной или переменной величины, гарантирующим напряжение в режиме холостого хода не менее 50 В. В случае подачи от источника питания постоянного тока полярность должна быть обратной. В процессе сварки присадочный материал допускается держать в любой плоскости.
Технологические особенности
- Высокое качество соединения и производительность;
- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм 2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см 2 .
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.

Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Конструкция и материал изготовления

Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.

Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
Читайте также: